Изобретение относится к технологии крепления кромочной ленты к поверхности заготовок.
Более конкретно, изобретение относится к способу крепления кромочной ленты, по меньшей мере, к одной торцевой поверхности, в частности, панелеобразной заготовки путем приклеивания, а также к заготовкам, получаемым согласно способу изобретения и устройству для выполнения способа изобретения.
Настоящее изобретение дополнительно относится к использованию плазмы для крепления кромочной ленты к торцевым поверхностям, в частности, панелеобразных заготовок.
В предшествующем уровне техники существует множество известных способов для крепления кромочной ленты к торцевым поверхностям панелеобразных заготовок.
Кромочная лента обычно крепится с помощью кромкоклеющего узла в станке проходного типа, например кромкооблицовочном станке, к торцевым поверхностям панелеобразных заготовок. Упомянутая кромочная лента подается на этот узел, например, из магазина, а клей-расплав наносится на торцевую поверхность заготовки обычно непосредственно перед подачей кромочной ленты на торцевую поверхность заготовки.
Это способ используется в настоящее время для облицовки кромочной лентой почти всех заготовок. Способ является экономически эффективным и подходит для производства относительно больших товарных партий, однако несет в себе множество недостатков. Плавление клея-расплава является энергоемким и, следовательно, влечет за собой значительные затраты. Например, нагрев до рабочей температуры от 150 до 210°C занимает до получаса, и, кроме того, энергия необходима для нагрева клеевой ванны для поддержания этой температуры. Клей на заготовку наносится роликом или ножевым устройством, в результате чего при использовании, например, панелей ДСП от заготовки могут быть оторваны щепки или куски дерева, которые способны засорить ролик или ножевое устройство, что ведет к образованию неоднородного и дефектного клеевого соединения. Кроме того, в результате применения ролика или ножевого устройства нанесенный клеевой слой приобретает решетчатую структуру (то есть, так сказать, соответствующий рисунок) и, следовательно, имеет неоднородную толщину, что, в свою очередь, приводит к образованию неравномерного клеевого шва. В результате линия клеевого шва также становится уязвимой к проникновению грязи и влаги, в силу чего клеевой шов со временем разрушается. Кроме того, при нанесении клея его необходимое количество настолько велико, что при последующем прижимании кромочной ленты к заготовке клей выступает из клеевого шва и, таким образом, загрязняет не только заготовку, но и обрабатывающий станок. Для предотвращения этого заготовка должна обрабатываться антиадгезивными составами до начала применения способа, а это дорого и неудобно. С учетом описанных недостатков данного способа некоторое время производился поиск альтернативных возможностей крепления кромочной ленты к торцевым поверхностям панелеобразных заготовок.
Другие способы предшествующего уровня техники пытаются устранить эти недостатки с помощью кромочной ленты, уже предварительно покрытой клеем, когда нанесение покрытия или клея-расплава на кромочную ленту может быть выполнено до соединения кромочной ленты с торцевой поверхностью заготовки. При этом способе клей нагревают до температуры выше температуры плавления и выдерживают при этой температуре. Нагревание клея-расплава может производиться с использованием, к примеру, горячего воздуха, инфракрасного излучения, УФ-излучения или микроволн. Все способы имеют тот недостаток, что энергия слабо передается клею, и поэтому нагрев клея-расплава является относительно продолжительным. В силу этого данные способы непригодны для достижения высокой производительности и получения больших товарных партий, кроме того, кромочная лента должна быть очень устойчива к высоким температурам, поскольку все эти способы всегда влекут за собой необходимость сильного нагревания кромочной ленты. При этом необходимо охлаждение, в результате чего время производственной операции дополнительно увеличивается, и только очень ограниченный набор материалов пригоден для производства кромочной ленты.
В DE 102006021171 и пр. описана кромочная лента, определенная как полосовой материал покрытия, служащий для крепления к панелеобразной заготовке и состоящий из экструдированного термопластика. В этой полосе клеевой слой наносится на кромочную ленту в виде клея-расплава путем коэкструзии, и, соответственно, для прикрепления кромочной ленты к торцевой поверхности упомянутой мебельной панели необходимо повторное расплавление клея-расплава, по меньшей мере, в некоторых местах. Это производится с помощью лазерного излучения непосредственно в процессе крепления, а для этого используют совместимый с лазером или активируемый лазером клеевой слой, который может быть расплавлен или активирован с помощью лазерного излучения.
С лазерным излучением достигаемый перенос тепла действительно является более интенсивным, чем с инфракрасным излучением или с обработкой горячим воздухом. Однако использование способа покрытия с помощью лазера в промышленном производстве на деревообрабатывающих станках сопровождается значительными трудностями: например, для защиты сотрудников от лазерного излучения должны быть приняты дорогостоящие и причиняющие неудобства меры безопасности. Кроме того, лазерное излучение должно поглощаться слоем клея-расплава, а на это могут влиять процессы передачи и отражения. Также играет свою роль прозрачность материала клея-расплава в отношении оптической глубины проникновения, которая зависит от пигментных частиц, и тому подобное. Глубина проникновения лазера и подводимая лазером энергия должны быть выбраны так, чтобы, с одной стороны, обеспечить быстрый нагрев клеевого слоя, а с другой стороны, чтобы кромочная лента не понесла какого-либо ущерба из-за чрезмерных температур. Кроме того, использование лазерной установки для вышеизложенной задачи является очень дорогостоящим делом, к чему добавляется то обстоятельство, что ее интеграция в существующую производственную линию связана со значительными трудностями. В частности, эксплуатация лазерной установки относительно энергоемка и, следовательно, не очень экономична.
Задачей настоящего изобретения является обеспечение способа нанесения кромочной ленты на торцевые поверхности заготовок, в частности панелеобразных заготовок, который, по меньшей мере, должен в значительной степени предотвратить, либо, по меньшей мере, смягчить вышеизложенные недостатки способов предшествующего уровня техники.
Дополнительной задачей настоящего изобретения является обеспечение заготовок с торцевыми поверхностями улучшенного качества, в частности, имеющих лучший клеевой шов, а также устройства для выполнения способа изобретения.
Для решения вышеописанной задачи настоящим изобретением, в соответствии с первым объектом изобретения, предлагается способ по п.1; дополнительные предпочтительные варианты осуществления являются объектом соответствующих зависимых пунктов.
В соответствии со вторым объектом изобретения, настоящим изобретением дополнительно обеспечиваются заготовки по п.6, полученные способом изобретения.
В соответствии с третьим объектом изобретения, настоящим изобретением дополнительно обеспечиваются устройство для выполнения способа изобретения по пункту 7; дополнительные предпочтительные варианты осуществления являются объектом соответствующих зависимых пунктов.
В свою очередь, настоящим изобретением в конечном итоге дополнительно обеспечивается изобретательское использование плазмы.
Понятно, что отдельные варианты осуществления и формы конструкции, описанные в связи только с одним объектом изобретения, применяются соответственно и в отношении других объектов изобретения, без специального на то указания.
Кроме того, специалист в данной области техники может отклониться, в зависимости от области применения или отдельного случая, от нижеуказанного количества, величины и/или диапазона, в пределах объема настоящего изобретения.
Согласно первому объекту настоящего изобретения, настоящее изобретение соответственно обеспечивает способ крепления кромочной ленты (полосы кромочного материала) путем приклеивания, по меньшей мере, к одной торцевой поверхности (торцевой стороне) отдельной панелеобразной заготовки (щитовой детали), при этом кромочная лента снабжена по ее присоединяемой к заготовке стороне (контактной стороне) активируемым при нагревании клеевым слоем, который нагревают при облучении до приклеивания, причем в соответствии с изобретением активируемый при нагревании клеевой слой имеет активируемую плазмой форму, в частности, активируемый при нагревании клеевой слой снабжен, по меньшей мере, одним поглощающим энергию и/или теплопроводящим веществом, и в котором, в соответствии с изобретением, нагрев активируемого при нагревании клеевого слоя производят с помощью плазменного облучения.
Концепция приклеивания в контексте настоящего изобретения относится, в частности, к способам соединения ранее отдельных деталей, что приводит к изготовлению нового изделия с измененной формой. В частности, в контексте настоящего изобретения концепция приклеивания относится к способам приклеивания плавлением, особенно клеевого шва.
Активируемый при нагревании клеевой слой в контексте настоящего изобретения, в частности, означает слой, по меньшей мере, одного адгезива, в котором за счет поглощения тепла происходит переход к клейкому или липкому состоянию или же компоненты которого в результате поглощения тепла сшиваются один с другим. В соответствии с изобретением предпочтительно использовать, как будет описано ниже, реакционно-способные и/или нереакционно-способные клеи-расплавы.
В контексте настоящего изобретения клеевой слой нагревают (и выдерживают в ожидании операции приклеивания) до температур, при которых клеевой слой принимает клейкое или липкое, в частности теплолипкое, состояние. Операция нагрева клеевого слоя происходит преимущественно с помощью плазменного облучения непосредственно перед приклеиванием, чтобы не подвергать чрезмерной тепловой нагрузке клеевой слой и кромочную ленту.
Плазма в контексте настоящего изобретения обычно означает, в частности, по меньшей мере, частично ионизированный газ, имеющий свободные носители заряда, например ионы или электроны. Плазменное состояние также называют четвертым агрегатным состоянием - наряду с классическими агрегатными состояниями «твердого», «жидкого» и «газообразного» вещества, которое может быть достигнуто путем приложения энергии к газообразному веществу. Переход от газообразного состояния в плазменное состояние может быть выполнен различными путями, например путем термического возбуждения, электрических разрядов, поглощения электромагнитного излучения, электромагнитных полей и пр.
Плазма и плазменные технологии обладают широким техническим спектром применения в бытовых и промышленных сферах: так, например, плазма используется при освещении (например, люминесцентных и энергосберегающих лампах), технологиях обработки поверхностей (например, плазменном травлении, плазменном осаждении материалов, трансформации поверхностей и отверждении поверхностей), а также при обработке материалов (например, в плазменной резке и сварке). Однако в области обработки и покрытия кромочной ленты на сегодняшний день плазменная технология не применялась и не рассматривалась в качестве подходящей возможности для применения.
Плазму можно разделить на различные категории на основе, например, давления газа, из которого она производится. Различия проводятся между плазмой низкого давления, нормальной плазмой (например, плазмой атмосферного давления) и плазмой высокого давления.
В соответствии с изобретением, особенно предпочтительной является атмосферная плазма, т.е. плазма, созданная при стандартном давлении и стандартных атмосферных условиях (в отношении, например, состава атмосферного воздуха), либо плазма высокого давления для использования. В этом случае плазма может быть создана, например, в плазменном сопле, через которое проходит поток сухого сжатого воздуха, путем подачи высокочастотного высокого напряжения, при этом плазма выходит в виде струи из плазменного сопла со сжатым воздухом. Источник плазмы такого рода, состоящий из плазменного сопла, генератора высокочастотного высокого напряжения и компрессора сжатого воздуха, например, известен как таковой специалистам в данной области техники и продается, к примеру, компанией Plasmatreat GmbH из Штайнхагена, Федеративная Республика Германия.
Используемая в контексте данного изобретения плазма предпочтительно обладает спектром излучения с максимальной интенсивностью в ультрафиолетовом диапазоне и ИК-диапазоне электромагнитного спектра, в частности в диапазоне от около 300 до 400 нм (ультрафиолетовый диапазон) и от около 750 до 850 нм (ИК-диапазон).
Энергетическая составляющая УФ-излучения и ИК-излучения может меняться в широких пределах в виде доли от общей энергии излучения плазмы. В целом, доля УФ-излучения и ИК-излучения в виде доли от общей энергии излучения плазмы составляет, по меньшей мере, 20%, в частности, по меньшей мере, 40%, предпочтительно, по меньшей мере, 60%. В частности, доля УФ-излучения и ИК-излучения в виде доли от общей энергии излучения плазмы находится в диапазоне от 20 до 95%, в частности от 40 до 90%, предпочтительно от 60 до 85%. Тем не менее, для конкретного применения или в отдельных случаях не исключено, что могут быть отклонения от приведенных выше цифр в пределах объема настоящего изобретения; принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Под активацией плазмой в контексте настоящего изобретения следует понимать то, что клеевой слой или составляющие активируемого при нагревании клеевого слоя способны поглощать и преобразовывать в тепловую энергию ту энергию, которая воздействует на клеевой слой при плазменном облучении. Это относится не только к энергетическому воздействию частиц плазмы (молекул, молекулярных фрагментов, атомов, ионов, электронов и т.д.), но и к энергетическому воздействию испускаемого излучения (активированного, например, путем фрагментации молекул и/или перестроения молекулярных фрагментов, ионизации, передачи атомной энергии и т.д.).
Таким образом, активируемый плазмой клеевой слой представляет собой слой клея, способный поглощать энергию плазмы и превращать ее в тепловую энергию. Составляющие клея и/или примесей или добавок при этом поглощают энергию обратимым образом, т.е. они поглощают энергию плазмы обратимым образом, в дальнейшем преобразуют ее в тепловую энергию и, в конечном счете, выдают эту энергию в окружающую среду.
В контексте настоящего изобретения кромочную ленту предпочтительно сразу же после воздействия плазмы прижимают к заготовке и приклеивают к ней (то есть к ее торцевой стороне или поверхности).
Способ изобретения обладает рядом преимуществ, которые отличают его от способов предшествующего уровня техники: способ изобретения является чрезвычайно рентабельным и обеспечивает высокую производительность, т.е. он подходит для промышленного использования с выпуском больших товарных партий. В результате активации плазмой клеевого слоя нужно существенно меньше клея, чем при обычных способах, а получаемый клеевой шов является значительно более надежным, чем при обычных способах, в частности, количество дефектных клеевых швов резко сокращается или же они исчезают совсем. Гораздо меньший расход клея согласно способу изобретения также предотвращает вытекание клея из линии клеевого шва, что представляет собой обычное явление в известном уровне техники и требует дорогостоящей и представляющей неудобства предварительной и последующей обработки заготовки. Кроме того, в результате более низкого потребления клея достигаются существенно более тонкие линии клеевого шва, которые более не видны невооруженным глазом и также могут называться невидимыми клеевыми швами. Кроме того, полученные клеевые соединения имеют улучшенное качество, обладают, в частности, более высокой прочностью на отрыв и большей непроницаемостью. Дополнительным преимуществом является то, что встраивание источника плазмы в существующую производственную линию представляет собой готовую возможность, с еще одним дополнительным фактором того, что затраты на установку и эксплуатацию источника плазмы будут сравнительно низкими.
Вышеуказанные преимущества, которые ниже будут изложены более подробно, могут все быть причинно приписаны плазменной обработке клеевого слоя. Тем более удивительно, что, как оказалось, плазменная струя обладает в действительности лишь относительно небольшой глубиной проникновения в слой клея и вызывает очень быстрый нагрев только достаточного количества клея, необходимого для получения постоянного клеевого шва. Напротив, кромочная лента не нагревается по существу совсем или только в незначительной степени плазменным облучением, так что заготовка может немедленно подвергаться дальнейшей обработке, при этом нет необходимости ждать сначала охлаждения кромочной ленты или затяжной процедуры затвердевания клея.
В целом, при выполнении способа изобретения можно, в частности, использовать кромочную ленту, содержащую термопластик, или термореактивный пластик, или древесину, или бумагу, или картон.
В контексте изобретения оказалось особенно предпочтительно, если используемая упомянутая кромочная лента представляет собой кромочную ленту, содержащую термопластик или термореактивный пластик, в частности, на основе (I) полиолефинов, предпочтительно из полиэтилена (ПЭ) или полипропилена (ПП); (II) полиметакрилатов (ПМА), (III) полиметилметакрилатов (ПММА), (IV) поливинилхлорида (ПВХ); (V) галоидов поливинилидена, в частности поливинилиденфторида (ПВДФ) или поливинилиденхлорида (ПВДХ); (VI) сополимера акрилонитрилбутадиенстирола (АБС); (VII) полиамидов (ПА), поликарбонатов (ПК); (VIII) меламин-формальдегидных смол; (IX) эпоксидных смол; (Х) фенольных смол или (XI) карбамидных смол.
В соответствии с изобретением, в качестве заготовок могут использоваться заготовки из древесины, заменителей древесины, пластика или стекла. В соответствии с одним особенно предпочтительным вариантом осуществления настоящего изобретения, используют заготовки из древесины или заменителей древесины.
В контексте изобретения термин «заменители древесины» следует понимать в первую очередь как относящийся к древесно-волоконным материалам, т.е. материалам, которые содержат древесные волокна в качестве составных элементов, таких как, например, ДСП, ДВП (древесноволокнистая плита средней плотности) или ОСП-панели (ориентированно-стружечная плита). Однако возможно также использование заменителей древесины на основе пластика, в этом случае предусмотренный к использованию пластик может быть любым подходящим в качестве материала для кромочной ленты.
В контексте настоящего изобретения активируемый плазмой клеевой слой может содержать или состоять, по меньшей мере, из одного клея-расплава, и в этом случае предпочтительно могут быть использованы реакционно-способные или нереакционно-способные клеи-расплавы.
Особенно предпочтительным оказалось, если активируемый плазмой клеевой слой содержит, по меньшей мере, один клей-расплав на основе олефинов, в частности предпочтительно аморфных полиальфаолефинов (АПАО), полиамидов (ПА), полиуретановых эластомеров (ТПУ), полиэфирных эластомеров (ТПЕ), сополиамидных эластомеров (СоПа) и/или этиленвинилацетатных сополимеров (ЭВА).
В частности, возможно также, что клеевой слой содержит однокомпонентный или двухкомпонентный полиуретановый форполимер, содержащий реактивные молекулы, которые представляют собой все еще сравнительно короткоцепные молекулы и которые сшиваются после химической реакции, чтобы образовать высокостабильные длинноцепные молекулы полимеров.
Что касается толщины активизируемого плазмой клеевого слоя, то она может варьироваться в широких пределах в контексте настоящего изобретения. В целом, активируемый плазмой клеевой слой обладает толщиной не более 200 мкм, в частности не более 150 мкм, предпочтительно не более 100 мкм. В частности, толщина активируемого плазмой клеевого слоя находится в диапазоне от 0,1 до 200 мкм, в частности от 1 до 150 мкм, предпочтительно от 2 до 100 мкм. Недостаточная толщина, как правило, не позволяет выполнить достаточно надежное клеевое соединение или прилипание, в то время как чрезмерная толщина не обеспечивает дополнительного улучшения клеевого соединения или прилипания, но вместо этого часто приводит к ухудшению качества клеевого шва, особенно при избытке клея (например, выдавливании клея из клеевого шва и т.д.). Тем не менее, нельзя исключать, в отдельных применениях или в некоторых случаях, некоторых отклонений от вышеуказанных цифр, в пределах объема настоящего изобретения, принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Что касается расходных норм активируемого плазмой клеевого слоя, то они также могут меняться в широких пределах в контексте настоящего изобретения. В целом, активируемый плазмой клеевой слой имеет расходную норму не более 300 г/м2, в частности не более 200 г/м2, предпочтительно не более 150 г/м2. В частности, активируемый плазмой клеевой слой имеет расходную норму в диапазоне от 1 до 300 г/м2, в частности от 5 до 200 г/м2, предпочтительно от 10 до 150 г/м2. Здесь также, для конкретных применений или в некоторых случаях, нельзя исключать отклонений от вышеуказанных цифр, в пределах объема настоящего изобретения, принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Согласно способу изобретения, кромочная лента и активируемый плазмой клеевой слой могут быть соединены друг с другом неразрывно и/или постоянно до операции приклеивания кромочной ленты к торцевой стороне заготовки. В частности, можно использовать кромочную ленту, на сторону которой, предназначенную для приклеивания к заготовке (контактную сторону), уже нанесен активируемый при нагревании клеевой слой (например, заранее обработанную в заводских условиях или самостоятельно обработанную клеем кромочную ленту).
В этом контексте оказалось особенно предпочтительным, если нанесение на кромочную ленту активируемого плазмой клеевого слоя происходит или произошло путем коэкструзии. При коэкструзии кромочной ленты и активируемого плазмой клеевого слоя, в частности, достигается высокая однородность примыкания кромочной ленты в сочетании с минимальной толщиной слоя клея. В результате коэкструзии прилипание клеевого слоя к кромочной ленте лучше, чем при обычных способах, и поэтому, как правило, нет необходимости использовать дополнительный активатор склеивания (грунтовку).
В свою очередь, только плазменная обработка позволяет производить нагрев именно тонких клеевых слоев, без одновременного нагрева кромочной ленты или без повреждений ее при усилении нагрева.
Хотя коэкструзия кромочной ленты и активируемого плазмой клеевого слоя является, в соответствии с изобретением, предпочтительной, также возможны и другие варианты осуществления. Так, например, кромочная лента может сначала быть оснащена или покрыта активатором склеивания (грунтовкой) и только затем клеевым слоем в виде клеевой пленки, раствора или дисперсии клея либо жидкого клея-расплава. Возможно также, с учетом соответствующей структуры поверхности, нанесение на кромочную ленту клеевого слоя без использования активатора склеивания (грунтовки) (например, после обработки коронным разрядом и/или после обдирочной обработки той поверхности кромочной ленты, на которую должен наноситься клей).
В соответствии с изобретением, активируемый при нагревании клеевой слой снабжен, по меньшей мере, одним поглощающим энергию и/или теплопроводящим веществом, которое более подробно будет описано ниже.
В соответствии с изобретением поглощающее энергию и/или теплопроводящее вещество клеевого слоя может поглощать энергию и являться теплопроводящим.
Согласно одному из предпочтительных вариантов осуществления настоящего изобретения, поглощающее энергию и/или теплопроводящее вещество клеевого слоя способно поглощать энергию обратимым образом.
В этом контексте оказалось особенно предпочтительным, если поглощающее энергию и/или теплопроводящее вещество клеевого слоя является ингредиентом или (неотъемлемой) составляющей клеевого слоя, в частности клея-расплава.
Согласно одному из отдельных вариантов осуществления настоящего изобретения, поглощающее энергию и/или теплопроводящее вещество клеевого слоя содержит или состоит из отдельных и/или дискретных частиц.
Теплопроводящие частицы, интегрированные в полимер активируемого при нагревании клеевого слоя, могут являться, в частности, частицами металла, распределение которых в клее может предпочтительно быть равномерным. Неравномерное распределение или градиентное распределение должно также приниматься во внимание, когда в зависимости от толщины клеевого слоя, например, зоны, расположенные дальше от стороны, на которую воздействует плазменная струя, все же в достаточной степени нагреваются либо же этого не делается специально. Это зависит также от теплопроводности клея, а также от степени, в которой клей клеевого слоя должен пластифицироваться или разжижаться только в свободной верхней части, лежащей на удалении от материала самой кромочной ленты, или же в более глубоко лежащих зонах.
Теплопроводящие частицы, которые должны быть встроены в полимер клеевого слоя, включают в себя, в частности, частицы металла, предпочтительно частицы алюминия.
Размер зерна теплопроводящих частиц адаптирован к конкретной теплопроводности, необходимой для клеевого слоя в целом. Например, частицы металла могут примешиваться в виде порошка или гранул в полимер клеевого слоя и тем самым встраиваться в него.
Активируемые плазмой клеи, пригодные в контексте настоящего изобретения, в частности активируемые при нагревании или активируемые плазмой клеи, с поглощающими энергию или теплопроводящими веществами соответственно, имеются в продаже и продаются, например, Jowat AG, Детмольд, Федеративная Республика Германия.
Способ согласно изобретению может в принципе действовать как непрерывный способ, в частности, как поточный способ, а также как стационарный способ.
В контексте настоящего изобретения поточный способ означает, в частности, способ непрерывного потока. Заготовки перемещают непрерывным потоком, с помощью конвейера или ленточной установки, например, к средству облицовки кромочной лентой, где к ним крепят кромочную ленту, и подают их далее, опять же в непрерывном потоке заготовок.
В отличие от этого стационарный способ выполняют на обрабатывающей установке, которая, как правило, является мобильной (например, кромкооблицовочное средство). Для этого заготовки подают индивидуально на обрабатывающую станцию, где их обрабатывают и транспортируют далее снова индивидуально. Как правило, в процессе обработки заготовка находится в обрабатывающем устройстве в неподвижном состоянии, в то время как части обрабатывающего устройства движутся вдоль заготовки; однако при стационарном способе заготовка также может перемещаться в ходе обработки на несколько метров от исходного положения.
Согласно одному из предпочтительных вариантов осуществления, способ изобретения действует как поточный способ, предпочтительно в непрерывном режиме.
Скорость перемещения, с которой осуществляется способ изобретения, может варьироваться в широких пределах в контексте настоящего изобретения. В целом, способ изобретения осуществляется со скоростью, по меньшей мере, 5 м/мин, в частности, по меньшей мере, 10 м/мин, предпочтительно, по меньшей мере, 20 м/мин, более предпочтительно, по меньшей мере, 30 м/мин. В частности, способ осуществляется со скоростью перемещения в диапазоне от 5 до 100 м/мин, в частности от 10 до 75 м/мин, предпочтительно от 15 до 60 м/мин, более предпочтительно от 20 до 50 м/мин. Более низкие темпы перемещения будут соответствовать стационарному способу, в то время как более высокой скорости нельзя достичь, по меньшей мере, в настоящее время при наличии тех устройств, которые имеются на рынке. Тем не менее, для отдельных применений или в некоторых случаях возможен отход от вышеуказанных цифр, в пределах объема настоящего изобретения. Принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Таким образом, в контексте способа изобретения, как описано выше, активируемый при нагревании клеевой слой нагревают с помощью плазменного облучения, которое будет более подробно описано ниже.
В контексте настоящего изобретения плазменное облучение может производиться с помощью источника плазмы, в частности с помощью источника плазмы, имеющего, по меньшей мере, одно и предпочтительно два или более плазменных сопел.
Что касается температуры плазмы, в частности, на выходе из плазменного сопла или сопел в контексте настоящего изобретения, она может варьироваться в широких пределах. Температура плазмы, в частности, на выходе из плазменного сопла или сопел предпочтительно находится в диапазоне от 200 до 1000°C, в частности от 300 до 900°C, предпочтительно от 400 до 800°C. Тем не менее, в некоторых случаях и для отдельных применений возможен отход от вышеуказанных цифр, в пределах объема настоящего изобретения, принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Аналогичным образом энергия, с которой плазменное излучение воздействует на актируемый плазмой клеевой слой, может варьироваться в широких пределах. Плазменное облучение предпочтительно воздействует с энергией от 0,5 до 20 кВтч, в частности от 1 по 10 кВтч на актируемый плазмой клеевой слой.
В зависимости от энергии плазменного излучения потребление электрической энергии источником плазмы также может меняться в широких пределах в контексте настоящего изобретения. В целом, для генерации плазменного облучения используют источник плазмы, имеющий потребление электрической энергии от 0,5 до 20 кВтч, в частности от 1 до 10 кВтч.
Тем не менее, в некоторых случаях или для конкретных применений здесь также возможен отход от вышеуказанных цифр для энергического воздействия плазменного излучения на активируемый плазмой клеевой слой и потребление электрической энергии источником плазмы, в пределах объема настоящего изобретения, причем принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Согласно одному особенно предпочтительному варианту осуществления настоящего изобретения, плазменное облучение проводят с помощью источника плазмы, в частности с помощью источника плазмы, имеющего, по меньшей мере, одно и предпочтительно два или более плазменных сопла, при этом расстояние от источника плазмы, в частности его сопла (сопел), до клеевого слоя устанавливают в диапазоне от 0,5 до 20 мм, в частности от 1 до 10 мм, предпочтительно от 2 до 8 мм, более предпочтительно от 3 до 6 мм.
В контексте настоящего изобретения оказалось преимущественным, если приклеивание, в частности прикрепление кромочной ленты к торцевой поверхности, имеет место при прижимании. Это известно специалисту в данной области техники.
Кроме того, в соответствии со вторым объектом настоящего изобретения, настоящим изобретением обеспечивается создание заготовок, в частности панелеобразных заготовок, которые облицовывают кромочной лентой, по меньшей мере, по одной торцевой поверхности и которые могут быть изготовлены способом изобретения.
Заготовки, произведенные способом изобретения, значительно отличаются от заготовок, произведенных обычными способами. Как уже отмечалось выше, при осуществлении способа изобретения необходимо значительно меньше клея, т.е. наносимый клеевой слой может быть значительно тоньше («невидимый шов»). В результате уменьшенного количества клея нет эффекта выдавливания клея из клеевого шва при прижимании кромочной ленты и отсутствует загрязнение заготовки. В способах предшествующего уровня техники это предотвращается с помощью дорогостоящих и представляющих неудобства мер предварительной обработки заготовки с помощью антиадгезива и путем удаления избытка клея и антиадгезива в ходе последующей обработки. Кроме того, более тонкий слой клея дает более узкий клеевой шов, который незаметен или едва заметен невооруженным глазом и называется невидимым швом. Невидимый шов не только эстетически более привлекателен, чем обычные клеевые швы, но и существенно более надежен по отношению к механическим нагрузкам из-за меньшей площади воздействия и, таким образом, представляет собой цель при проведении операций нанесения покрытия. Поскольку, в соответствии с изобретением, кромочная лента и активируемый плазмой клеевой слой изготавливают предпочтительно путем коэкструзии, клеевой слой расположен чрезвычайно равномерно и не имеет решетчатой структуры или рисунка, как в случае нанесения клеевого покрытия ножевым устройством или роликом, например. В силу этого получаемый клеевой шов также является чрезвычайно равномерным и надежным и, в частности, на своих полях не имеет структур с открытыми порами, которые явились бы результатом способа применения. Получаемые клеевые швы имеют улучшенное качество, в частности обладают более высокой прочностью на отрыв и большей непроницаемостью.
Таким образом, получаемый способом изобретения клеевой шов существенно менее восприимчив к проникновению влаги и грязи, и, следовательно, клеевой шов, а также заготовки имеют значительно более длительный срок службы.
Кроме того, с активируемым плазмой клеевым швом такого типа, особенно в случае предшествующей коэкструзии кромочной ленты и клеевого слоя, нет необходимости предварительного нанесения активатора склеивания для подготовки кромочной ленты либо заготовки к склеиванию. Способ изобретения обеспечивает чрезвычайно прочные клеевые швы, которые практически не имеют дефектов. Неожиданно выяснилось, что плазменная активация значительно улучшает не только прилипание клеевого слоя к заготовке, но также и прилипание кромочной ленты к клеевому слою.
В соответствии с третьим объектом настоящего изобретения, изобретением дополнительно обеспечивается создание устройства для крепления кромочной ленты (полос кромочного материала), по меньшей мере, к одной торцевой поверхности (торцевой стороне), в частности, панелеобразной заготовки (щитовой детали) путем приклеивания, в частности, для осуществления вышеописанного способа согласно изобретению, где устройство содержит
- по меньшей мере, одно средство для хранения и/или предпочтительно непрерывной выдачи кромочной ленты,
- по меньшей мере, один источник энергии, предпочтительно источник облучения, в частности, для нагрева кромочной ленты, предпочтительно ее клейкого покрытия,
- по меньшей мере, одно прижимное средство для прижимания кромочной ленты к торцевой поверхности заготовки,
- по меньшей мере, одно средство транспортировки для перемещения и/или транспортировки заготовки, где источником энергии является источник плазмы.
Что касается количества плазменных сопел источника плазмы, то это количество может варьироваться в широких пределах. В целом, источник плазмы имеет, по меньшей мере, одно сопло и предпочтительно два или более сопел, в частности от двух до десяти сопел.
Согласно одному особенно предпочтительному варианту осуществления устройства изобретения, источник плазмы, в частности его сопло (сопла), может быть размещен между торцевой стороной заготовки и кромочной лентой, при этом источник плазмы, в частности его сопло (сопла), выполнен с возможностью перемещения, в частности перемещения во всех пространственных направлениях.
Расстояние от источника плазмы, в частности его сопла (сопел), до кромочной ленты может варьироваться в широких пределах. В целом, расстояние от источника плазмы, в частности его сопла (сопел), до кромочной ленты, в частности ее клеевого слоя, находится в диапазоне от 0,5 до 20 мм, в частности от 1 до 10 мм, предпочтительно от 2 до 8 мм, более предпочтительно от 3 до 6 мм. Однако в отдельных случаях или для отдельных применений возможен отход от вышеуказанных цифр, в пределах объема настоящего изобретения принятие решения по этому вопросу находится в пределах компетенции или зависит от суждения специалиста в данной области техники.
Источник плазмы должен быть в состоянии обеспечивать температуры плазмы, в частности, на выходе из сопла или сопел в диапазоне от 200 до 1000°C, в частности от 300 до 900°C, предпочтительно от 400 до 800°C.
Предпочтительно источник плазмы способен генерировать энергию от 0,5 до 20 кВтч, в частности, от 1 до 10 кВтч.
Потребление источником плазмы устройства изобретения электрической энергии может составлять от 0,5 до 20 кВтч, в частности от 1 до 10 кВт.
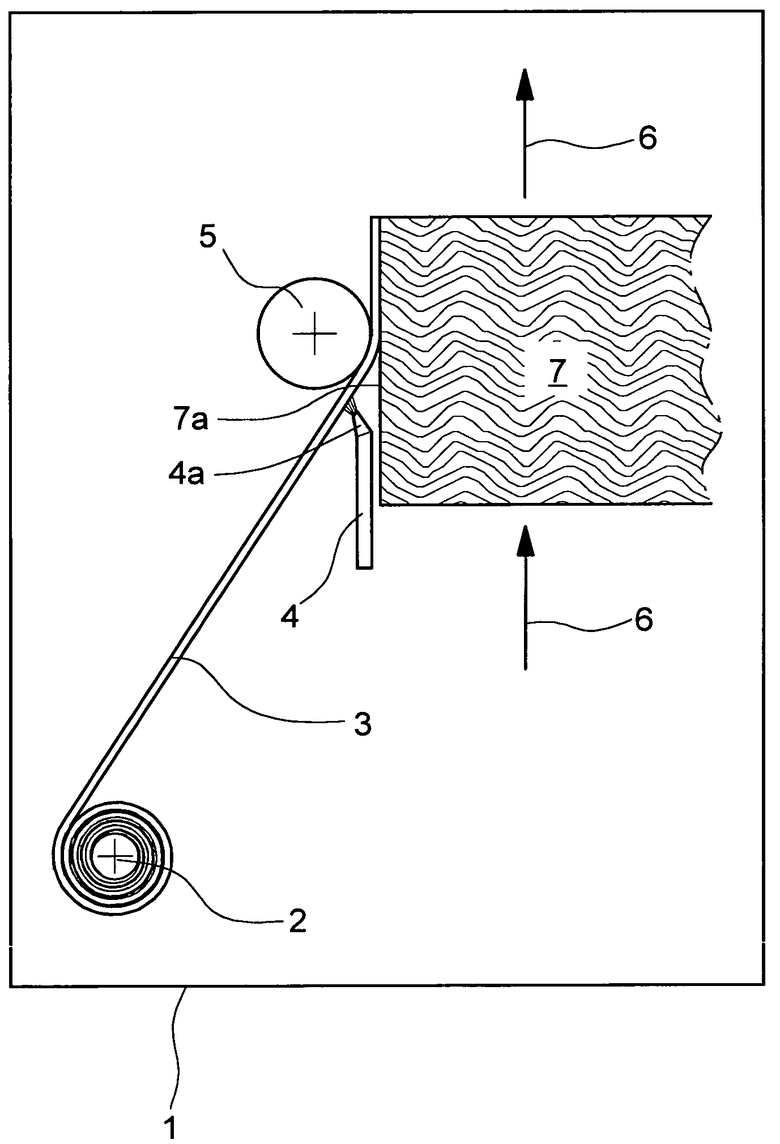
На единственной фигуре схематически показана последовательность способа изобретения и устройство изобретения для крепления кромочной ленты.
В соответствии с изображением на единственной фигуре, устройство 1 изобретения для крепления кромочной ленты или полосы 3 кромочного материала, по меньшей мере, к одной торцевой поверхности или торцевой стороне 7а, в частности, панелеобразной заготовки или щитовой детали 7 путем приклеивания содержит, по меньшей мере, одно средство 2 для хранения и/или предпочтительно непрерывной выдачи кромочной ленты 3 и, по меньшей мере, один источник 4 энергии, предпочтительно источник излучения, в частности, для нагрева кромочной ленты 3, предпочтительно его клеевого покрытия, и дополнительно содержит, по меньшей мере, одно прижимное средство 5 для прижимания кромочной ленты 3 к торцевой поверхности 7а заготовки 7, а также, по меньшей мере, одно средство 6 транспортировки для перемещения или транспортировки изделия 7, при этом источник 4 энергии представляет собой источник плазмы или имеет конструкцию источника плазмы.
Как показывает изображение на фигуре, источник 4 плазмы имеет, по меньшей мере, одно сопло 4, предпочтительно два или более сопел 4а, в частности от двух до десяти сопел 4а. Источник 4 плазмы, в частности его сопло (сопла) 4а, установлен или может быть установлен между торцевой стороной 7а заготовки 7 и кромочной лентой 3. В частности, источник 4 плазмы, в частности его сопло (сопла) 4а, выполнен с возможностью перемещения, в частности перемещения во всех пространственных направлениях.
Для получения более подробной информации по этому аспекту относительно устройства изобретения можно ознакомиться с приведенными выше положениями, касающимися способа изобретения.
Как видно из схематического изображения на фигуре, технологический процесс способа изобретения выполняется, как правило, следующим образом: кромочную ленту 3 подают, предпочтительно непрерывно, с соответствующего средства 2 хранения и подачи, в частности, согласно поточному способу, откуда она проходит сопло (сопла) 4а источника 4 плазмы, и, таким образом, клеевое покрытие на контактной стороне кромочной ленты 3 плавится, а затем его прикатывают прижимным средством 5 к торцевой поверхности 7а заготовки 7, которую подают с помощью средства 6 транспортировки, и, таким образом, кромочную ленту 3 прикрепляют точно по длине к торцевой поверхности 7а. Для получения более подробной информации по этому аспекту относительно технологического процесса согласно способу изобретения, во избежание ненужных повторений, можно ознакомиться с приведенными выше положениями.
В соответствии с четвертым объектом настоящего изобретения, настоящим изобретением дополнительно предусмотрено использование плазмы и/или плазменного облучения для приклеивания кромочной ленты (полос кромочного материала) к торцевым поверхностям (торцевым сторонам), в частности, панелеобразных заготовок (щитовых деталей).
В соответствии с изобретением оказалось особенно предпочтительным, если плазму и/или плазменное облучение используют для нагрева и/или активации клеев при прикреплении кромочной ленты (полос кромочного материала) к торцевым поверхностям (торцевым сторонам), в частности, панелеобразных заготовок (щитовых деталей).
Способ изобретения и использование в соответствии с изобретением, а также предлагаемое изобретением устройство обладают множеством преимуществ, которые должны рассматриваться как показатель патентоспособности.
Глубину проникновения плазменной струи можно регулировать с большой точностью, таким образом, кромочная лента, по меньшей мере, по существу не нагревается, вместо этого происходит нагрев только активируемого плазмой соединительного слоя или клеевого слоя. Соответственно, облицованные заготовки могут сразу подвергаться дальнейшей обработке, например фрезерованию.
При использовании способа изобретения нет таких дефектов, как неудовлетворительное качество клеевых швов, что имеет место, если клей слишком холодный, или слишком горячий, или даже перегретый.
Поскольку активируемый плазмой соединительный слой или клеевой слой активируется напрямую, по меньшей мере, по существу нет косвенного нагрева через кромочную ленту и, таким образом, требуется сравнительно мало энергии. Потребление энергии, как правило, составляет от 1 до 2 кВтч (по сравнению с величиной около 90 кВтч при термической обработке клеевого слоя с помощью лазерной обработки).
Кромочная лента и заготовка соединяются сразу. В результате того, что нет необходимости выделять время на охлаждение, непроизводительные затраты времени оптимизированы.
В результате прямого и быстрого нагрева клеевого слоя можно обрабатывать гораздо больший спектр клеев, чем с использованием способов предшествующего уровня техники.
Плазму, в частности ее температуру или выход излучаемой энергии, не нужно адаптировать дорогими и неудобными способами к каждому отдельному клею, но вместо этого она может быть использована повсеместно.
По сравнению с обычными клеевыми слоями активируемый плазмой клеевой слой очень тонкий, и поэтому соединительный шов практически незаметен, что делает возможным практически бесшовное соединение («невидимый шов»).
В результате быстрого отвердевания сравнительно тонкого клеевого слоя расположенное ниже по технологической линии средство фрезерования для снятия свесов кромочной ленты не засоряется и не загрязняется затвердевшим клеем.
Способ применим даже в районах с высокой влажностью воздуха. Кроме того, соединение кромочной ленты с поверхностью заготовки обладает высокой устойчивостью к жаре и холоду.
Расстояние между плазменным соплом и облицуемой поверхностью может быть подобрано с большим допуском и находится в диапазоне от 0,5 до 20 миллиметров.
Способ не совсем безопасен: при контакте кожи с плазменной струей возможны незначительные ожоги кожи. В сравнении с этим, использование лазерных пушек требует дорогостоящего и неудобного экранирования.
Кроме того, предлагаемое изобретением устройство не требует частого технического обслуживания и к тому же может также впоследствии легко быть встроено или установлено в существующие линии предшествующего уровня техники.
Дополнительные варианты осуществления, модификации, вариации и преимущества настоящего изобретения очевидны и могут быть реализованы специалистом в данной области техники при ознакомлении с описанием, в пределах объема настоящего изобретения.
Настоящее изобретение проиллюстрировано примерными вариантами осуществления, которые изложены ниже, но которые не ограничивают настоящее изобретение.
Примерные варианты осуществления
Ниже приведено сравнение примерных вариантов осуществления настоящего изобретения с обычными способами крепления кромочной ленты к панелеобразным заготовкам, а также получаемые заготовки с облицованными кромками. В частности, способ изобретения и полученные таким способом заготовки сопоставлены со способами, в которых используют нагрев клеевого слоя УФ-излучением, ИК-излучением, вентиляторными воздухонагревателями, микроволнами, лазерным излучением, и полученными такими способами заготовками.
Во всех испытаниях кромочную ленту шириной 3 см и длиной 2 м крепят к торцевой поверхности ДСП панели шириной 2 см, при этом впоследствии свесы кромочной ленты снимают фрезерованием.
В первой серии испытаний кромочную ленту сначала обрабатывают активатором склеивания (грунтовкой) и наносят один из двух различных коммерческих клеев-расплавов от Jowat AG, Детмольд, Федеративная Республика Германия (например, наносят покрытие ножевым устройством, напылением, роликом и т.д.). Переплавка (активация) клеев-расплавов происходит с помощью УФ-излучения, ИК-излучения, вентиляторных воздухонагревателей, микроволн, лазерных лучей (для сравнения) или предлагаемым изобретением способом с помощью плазменного облучения.
Приклеивание происходит в устройстве, которое соответствует схематическому изображению, показанному на единственном изображении на фигуре, другими словами, непосредственно перед соединением с заготовкой клеевой слой нагревают до теплолипкого состояния и кромочную ленту затем прижимают к заготовке. Продолжительность нагрева клеевого слоя и скорость перемещения заготовки корректируют в зависимости от характера используемого источника энергии таким образом, чтобы достичь наилучших результатов приклеивания, возможных в сложившихся условиях испытаний.
Впоследствии все испытания повторяют снова, однако отличие состоит в том, что кромочную ленту не приклеивают и не собирают, вместо этого сразу после прекращения подачи энергии с помощью ИК-аппаратуры определяют температуру клеевого слоя кромочной ленты.
В дальнейшей серии испытаний, но уже только в рамках исследования изобретения, с целью сопоставления используют, с одной стороны, кромочную ленту, снабженную клеем-расплавом, так, как это описано выше, и, с другой стороны, кромочную ленту, произведенную коэкструзией кромочной ленты и клеевого слоя (т.е. без активатора склеивания или грунтовки).
Используемый для всех тестов источник плазмы представляет собой систему OpenairR от компании Plasmatreat GmbH из Штайнхагена, Федеративная Республика Германия. Температура плазмы в каждом случае составляет около 650°С на выходе из сопла и около 400°C на расстоянии в 6 мм.
Результаты серии испытаний сведены в таблицу.
Кроме того, способы и произведенные с их использованием заготовки также оценивались с точки зрения качества клеевого шва и экономики способа. Чтобы определить качество клеевого шва, были проведены исследования прочности на отрыв от клеевого шва, водопоглощения клеевого шва и линии клеевого шва. При оценке экономики способа оценивались осуществимость и гибкость способов, а также связанные с этим расходы (например, расходы на приобретение и затраты на энергию).
Установлено, что при использовании кромочной ленты с клеевым слоем только способы с плазменной активацией или активацией лазерным излучением клеевого слоя пригодны для станка с поточным режимом, так как только они в состоянии нагреть клеевой слой в достаточно короткое время (от около 0,1 до 0,2 с). При других способах может быть достигнута скорость перемещения в лучшем случае 5 м/мин, и, таким образом, они могут быть реализованы только в качестве стационарных способов.
Установлено также, что только при плазменном облучении, лазерном излучении и при использовании вентиляторных воздухонагревателей достигают достаточно высоких температур для получения стабильного и постоянного клеевого шва кромочной ленты с заготовкой. При других способах достигают только температур порядка 50°C. В отношении качества клеевого шва способы плазменной активации и лазерной активации клеевого слоя также значительно превосходят другие способы.
Однако способ плазменной активации клеевого слоя может осуществляться с еще большей скоростью перемещения, чем в случае лазерной обработки, и с точки зрения экономики способ существенно более выгоден, так как, во-первых, расход энергии для плазменной обработки существенно ниже, а во-вторых, лазерный луч всегда должен подстраиваться, дорогим и неудобным способом, под толщину и характер клеевого слоя.
Там, где используют произведенную коэкструзией с клеевым слоем кромочную ленту для активируемого плазмой клеевого соединения, результатом является еще более надежный и прочный клеевой шов, линия которого более не является заметной.
Результаты испытаний ниже сведены в таблицу.
2 Система оценки согласно системе школьных баллов: от «1 = отлично» до «6 = неудовлетворительно»
Изобретение относится к технологии крепления кромочной ленты к поверхности заготовок и касается способа нанесения кромочной ленты на узкие поверхности, в частности панелеобразные заготовки, и заготовок, полученных этим способом. На кромочную ленту наносят клей, который может быть активирован теплом и который нагревают плазменным излучением. Изобретение позволяет усовершенствовать нанесение кромочной ленты на узкие поверхности заготовок. 3 н. и 6 з.п. ф-лы, 1 ил., 1 табл.
1. Способ крепления кромочной ленты, по меньшей мере, к одной торцевой поверхности, в частности панелеобразной заготовки/щитовой детали, путем приклеивания, при этом кромочную ленту по своей присоединяемой к заготовке стороне выполняют с активируемым при нагревании клеевым слоем, который нагревают облучением до приклеивания, в котором активируемый при нагревании клеевой слой имеет активируемую плазмой форму, в частности, активируемый при нагревании клеевой слой оснащен, по меньшей мере, одним поглощающим энергию и/или теплопроводящим веществом, и в котором нагрев активируемого при нагревании клеевого слоя производят с помощью плазменного облучения, причем плазменное облучение осуществляют с помощью источника плазмы, имеющего два или более плазменных сопла, где температура плазмы составляет от 200 до 1000°C и/или где плазменное облучение действует с энергией от 0,5 до 20 кВт на активируемый плазмой клеевой слой.
2. Способ по п.1, в котором используют кромочную ленту, представляющую собой кромочную ленту, содержащую термопластик или термореактивный пластик, или древесину, или бумагу, или картон, при этом используемая заготовка представляет собой заготовку из древесины, заменителей древесины, пластика или стекла, предпочтительно древесины или заменителей древесины.
3. Способ по п.1, в котором активируемый плазмой клеевой слой содержит или состоит, по меньшей мере, из одного клея-расплава, при этом активируемый плазмой клеевой слой имеет толщину в диапазоне от 0,1 до 200 мкм.
4. Способ по п.1, в котором нанесение на кромочную ленту активируемого плазмой клеевого слоя осуществляют путем коэкструзии.
5. Способ по п.1, в котором температура плазмы составляет от 300 до 900°C, причем плазменное облучение действует с энергией от 1 до 10 кВт на актируемый плазмой клеевой слой, при этом плазменное облучения производят с использованием источника плазмы, потребление электрической энергии которым составляет от 0,5 до 20 кВт.
6. Заготовка, по меньшей мере, одна из торцевых поверхностей которой облицована кромочной лентой, при этом заготовка получена способом по п.1.
7. Устройство для крепления кромочной ленты, по меньшей мере, к одной торцевой поверхности, в частности, панелеобразной заготовки путем приклеивания, содержащее:
- по меньшей мере, одно средство для хранения и/или предпочтительно непрерывной выдачи кромочной ленты,
- по меньшей мере, один источник энергии, предпочтительно источник облучения, в частности, для нагрева кромочной ленты, предпочтительно ее клейкого покрытия,
- по меньшей мере, одно прижимное средство для прижимания кромочной ленты к торцевой поверхности заготовки, и
- по меньшей мере, одно средство транспортировки для перемещения и/или транспортировки заготовки,
в котором источником энергии является источник плазмы, причем источник плазмы способен генерировать температуры плазмы от 200 до 1000°C и/или генерировать энергию от 0,5 до 20 кВт/ч, при этом источник плазмы имеет два или более сопла, выполненные с возможностью перемещения, при этом сопла выполнены с возможностью размещения и/или расположены между торцевой стороной заготовки и кромочной лентой.
8. Устройство по п.7, в котором сопла выполнены с возможностью перемещения во всех пространственных направлениях, причем расстояние от сопел до кромочной ленты может быть установлено в диапазоне от 0,5 до 20 мм.
9. Устройство по п.7, в котором источник плазмы выполнен с возможностью генерирования температуры плазмы от 300 до 900°C, при этом источник плазмы генерирует энергию от 1 до 10 кВт.
| DE 102006021171 A1, 08.11.2007 | |||
| WO 2009026977 A1, 05.03.2009 | |||
| DE 10144524 A1, 27.03 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Устройство для ребросклеивания полос шпона | 1980 |
|
SU899347A1 |
| УСТРОЙСТВО для ОБЛИЦОВКИ ПЛЕНКОЙ плити ПАНЕЛЕЙ | 0 |
|
SU358817A1 |
| Устройство для сварки термопластичных материалов с использованием накладываемой на стык ленты | 1982 |
|
SU1052400A1 |

