Изобретение относится к металлообрабатывающей промышленности, в частности к способам резания металла на металлорежущих станках.
Известен способ механической обработки деталей из конструкционных сталей резанием, включающий нагрев обработанной детали внешним источником тепла (см., например, патент РФ №2340427, В23В 1/00, опубл. 2008 г.).
Недостатком известного способа механической обработки деталей из конструкционных сталей резанием является то, что прогрев поверхности детали производится при тангенциальном расположении горелки к поверхности нагреваемой детали. Это приводит к рассеиванию тепловой энергии и неравномерности прогрева детали. При этом горелку перемещают на расстояние, связанное с глубиной прогрева детали, а не с зоной снимаемого металла режущим инструментом, связанной с его рабочей режущей шириной, что также приводит к неравномерности прогрева детали в зоне обработки. Данные недостатки ведут к дополнительному разупрочнению структуры металла, снижают параметры шероховатости и производительность процесса резания в целом.
В основу изобретения поставлена задача обеспечения однородного прогрева поверхности детали в зоне обработки, как по глубине, так и по ширине, при этом зона нагрева поверхности детали должна быть не менее рабочей части режущего инструмента. Это обеспечит улучшение параметров шероховатости, не приведет к дополнительному разупрочнению металла и повысит производительность процесса резания с одновременным улучшением качества обработанной поверхности и сохранением первоначальной структуры металла.
Поставленная задача решается тем, что в способе механической обработки деталей из конструкционных сталей резанием, который включает нагрев обрабатываемой детали внешним источником тепла в виде горелки, тепловое излучение горелки направляют перпендикулярно обрабатываемой поверхности детали, зона нагрева этой поверхности составляет не менее рабочей части режущего инструмента, а сам нагрев осуществляют путем взаимно перпендикулярного перемещения горелки и стола режущего станка, при этом механическая обработка деталей производится фрезерным станком.
Поскольку тепловое излучение горелки направляют перпендикулярно обрабатываемой поверхности детали, зона нагрева этой поверхности составляет не менее рабочей части режущего инструмента, а сам нагрев осуществляют путем взаимно перпендикулярного перемещения горелки и стола режущего станка, при этом механическая обработка деталей производится фрезерным станком, обеспечивается улучшение параметров шероховатости, не происходит дополнительного разупрочнения металла, повышается производительность процесса резания за счет равномерного, однородного прогрева поверхности детали только в зоне обработки.
Обработка с нагревом на фрезерных станках плоских и коробчатых деталей из труднообрабатываемых сплавов, например, содержащих значительный процент хрома и молибдена либо вольфрама, требует прогрева сразу всей фрезеруемой поверхности плоских, а также сварнолитых стальных деталей. Сварной шов при фрезеровании играет такую же роль, как труднообрабатываемый металл, поскольку содержит большое количество неметаллических включений.
Предложенный способ механической обработки деталей, как указано выше, обеспечивает равномерный прогрев металла непосредственно перед режущим инструментом, и особенно важен в тех случаях, когда необходимо увеличить мощность самой горелки, не вызывая перегрев детали, особенно для сплавов, легированных легкоплавкими элементами.
На графическом материале изображено устройство для осуществления способа механической обработки деталей из конструкционных сталей резанием с использованием фрезерного станка.
Устройство представляет собой фрезерный станок со столом 1. На столе 1 установлена обрабатываемая деталь 2 плоской или коробчатой формы. На стойке станка, на консоли 3 закреплена с возможностью перемещения горелка 4. К горелке 4 гибкими шлангами 7 подключены баллоны 5 и 6 с ацетиленом и кислородом соответственно. Обработка поверхностей детали 2 производится фрезой 8.
Способ механической обработки деталей из конструкционных сталей резанием осуществляют следующим образом.
Плоскую фрезеруемую поверхность детали, например, из стали Х4 В2ФМ, нагревают пламенем ацетиленокислородной горелки 4 с регулируемым расходом газа так, чтобы в плоскости касания пламени с обрабатываемой поверхностью деталь 2 имела температуру 800…1000°С. При этом горелку 4 перемещают на консоли 3 таким образом, чтобы пятно нагрева пламени охватывало деталь перед фрезой 8 и зона нагрева была не менее рабочей части фрезы 8. Одновременно производят перемещение стола 1 с деталью 2, причем стол 1 и горелка 4 перемещаются взаимно перпендикулярно, а тепловое излучение горелки 4 направлено перпендикулярно обрабатываемой поверхности детали 2, создавая полосу равномерного прогрева с достижением на глубине резания температуры 450…550°С. Гибкие шланги 7 позволяют горелке 4 свободно перемещаться относительно стола 1 станка над деталью 2. Благодаря такому перемещению обеспечивается одновременный и равномерный прогрев детали 2 по всей площади и глубине обрабатываемой поверхности. По достижении в срезаемом слое температуры разупрочнения металла процесс резания протекает непрерывно с образованием чешуйчатой легкоудаляемой стружки. При фрезеровании фрезу 8 охлаждают смазывающей охлаждающей жидкостью. Местное однородное разупрочнение металла за счет взаимно перпендикулярного перемещения стола 1 с деталью 2 и горелки 4 и перпендикулярного направления действия теплового излучения на обрабатываемую поверхность значительно интенсифицирует процесс фрезерования, обеспечивает заданные параметры шероховатости и не приводит к дополнительному разупрочнению металла.
В случае фрезерования коробчатых деталей из стали Х12Ф1, например штампа, температуру фрезеруемой поверхности детали 1 доводят до 951°С, а фрезерование выполняют при увеличенной скорости вращения фрезы 8, но с меньшей подачей стола 1.
Различные температурные режимы обрабатываемых деталей в зависимости от их формы необходимы в связи с тем, что происходит различная теплоотдача с их поверхности, а в зоне фрезерования должен поддерживаться определенный температурный режим.
Таким образом, как показали опытно-экспериментальные исследования, в результате осуществления предлагаемого способа обеспечивается повышение производительности процесса резания деталей из труднообрабатываемых сплавов и корпусных сварнолитых изделий в 8…12 раз с одновременным улучшением качества обрабатываемой поверхности и сохранением первоначальной структуры металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработкиРЕзАНиЕМ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU841896A1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ РАДИУСНЫХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2287408C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2001 |
|
RU2188747C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 1991 |
|
RU2009787C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ R НА ФРЕЗЕРНЫХ СТАНКАХ С ЧПУ ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ УГЛЕРОДИСТЫХ, КОНСТРУКЦИОННЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ СБОРНЫМ МНОГОЛЕЗВИЙНЫМ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ ПРИ ТОРЦЕВОМ ФРЕЗЕРОВАНИИ | 2012 |
|
RU2509633C1 |
| Способ фрезерования спиральных стружечных канавок режущего инструмента | 1975 |
|
SU948552A1 |
Изобретение относится к машиностроению и может быть использовано при механической обработке деталей из труднообрабатываемых сплавов на фрезерных станках. Способ включает установку детали на столе фрезерного станка и нагрев обрабатываемой поверхности детали посредством теплового излучения горелки. Осуществляют взаимно перпендикулярное перемещение горелки и стола фрезерного станка. Тепловое излучение горелки направляют перпендикулярно обрабатываемой поверхности детали с созданием зоны равномерного прогрева детали перед фрезой на глубину резания. Зону прогрева этой поверхности устанавливают не менее рабочей части фрезы. Обеспечивается однородный прогрев поверхности детали в зоне обработки, повышается производительность резания, улучшается качество обработанной поверхности с сохранением первоначальной структуры металла. 1 ил.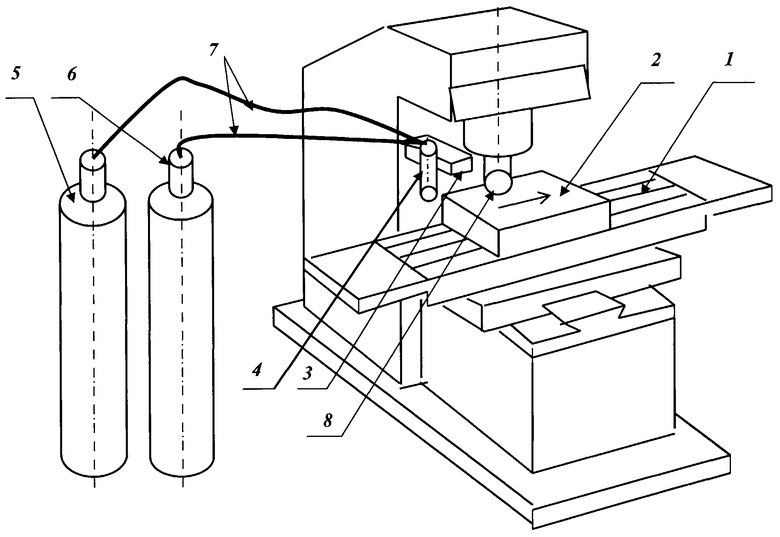
Способ механической обработки детали из конструкционной стали резанием на фрезерном станке, включающий установку детали на столе фрезерного станка и нагрев обрабатываемой поверхности детали посредством теплового излучения горелки, отличающийся тем, что осуществляют взаимно перпендикулярное перемещение горелки и стола фрезерного станка, а тепловое излучение горелки направляют перпендикулярно обрабатываемой поверхности детали с созданием зоны равномерного прогрева детали перед фрезой на глубину резания, причем зону прогрева этой поверхности устанавливают не менее рабочей части фрезы.
| JP 64002810 А, 06.01.1989 | |||
| Способ механической обработки с подогревом срезаемого слоя | 1979 |
|
SU1204327A1 |
| Станок для отрезки выдувных стеклоизделий | 1947 |
|
SU71469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |

