Изобретение касается прокатного устройства, предназначенного для прокатки полосового металла, с двумя или тремя моталками и, по меньшей мере, одной прокатной клетью между двумя моталками, а также соответствующими средствами транспортировки рулонов, служащими для подачи и отвода рулонов прокатываемого металла к соответствующим станциям передачи рулонов, и средством поперечной транспортировки, предназначенным для транспортировки рулонов между двумя станциями передачи рулонов.
Такое прокатное устройство известно из EP 0618018 B1.
Известные прокатные устройства оснащены отдельной разматывающей моталкой и, по меньшей мере, одной другой моталкой, чаще всего двумя моталками, которые служат как реверсивные моталки. Все поступающие рулоны подаются на разматывающую моталку. Уходящие рулоны забираются другой моталкой, или двумя другими моталками (наматывающая моталка). Существуют также прокатные устройства, в которых поступающие рулоны загружаются на одну моталку и также снова забираются с нее. Эта моталка является разматывающей и наматывающей моталкой. Моталка, которая служит для разматывания и для наматывания, называется реверсивной моталкой.
Уходящие рулоны забираются с одной из двух наматывающих моталок соответственно посредством тележки для транспортировки рулонов. Эта тележка транспортирует рулоны к другим выходным устройствам, таким как, например, весы для рулонов, машина для связывания рулонов, машина для маркировки рулонов, устройство контроля рулонов, и тому подобным. Существуют также устройства, в которых рулоны забираются с первой тележки для транспортировки рулонов и передаются на другую тележку для транспортировки рулонов, или другое транспортировочное устройство.
Каждая из двух наматывающих моталок оснащена собственным устройством вывоза и выхода; это означает, что устройства вывоза и выхода двух наматывающих моталок являются отдельными.
Задачей изобретения является создать прокатное устройство, которое имеет простую конструкцию и состоит из относительно небольшого количества составных частей. Благодаря этому экономятся затраты и достигается высокая эффективность транспортировки.
В соответствии с изобретением эта задача у прокатного устройства вышеназванного рода решается с помощью того, что для вывоза рулонов предусмотрены последующие общие устройства вывоза и выхода.
Средство поперечной транспортировки может транспортировать рулоны между общими устройствами подвоза, вывоза, подачи и выхода.
Предлагаемая изобретением транспортная логистика предусматривает оснащение средством поперечной транспортировки, в частности перемещающейся в поперечном направлении тележкой. Перемещающаяся в поперечном направлении тележка служит для транспортировки рулонов между первым средством транспортировки рулонов, в частности тележкой для транспортировки рулонов, которая совершает возвратно-поступательное перемещение между одной из двух реверсивных моталок и перемещающейся в поперечном направлении тележкой, и расположенным после перемещающейся в поперечном направлении тележки средством транспортировки рулонов. Это может быть отдельное средство транспортировки рулонов, или эта функция может, однако, выполняться также одним из средств транспортировки рулонов моталки.
Расположенное после тележки для поперечной транспортировки средство транспортировки рулонов служит общим и единственным средством транспортировки рулонов, в частности, в виде тележки для транспортировки рулонов, между перемещающейся в поперечном направлении тележкой и общим устройством выхода. Устройство выхода представляет собой, например, весы для рулонов, машину для связывания рулонов, машину для маркировки рулонов, устройство контроля рулонов и подобное. Благодаря применению соответственно обладающего возможностью гибкого перемещения средства поперечной транспортировки возможна экономия средств транспортировки рулонов и устройств подачи/выхода. При этом станция передачи может быть расположена в любом месте в пределах области перемещения перемещающейся в поперечном направлении тележки. Предпочтительно станция передачи расположена, однако, там, где рулон передается с расположенного после одной из моталок средства транспортировки рулонов к средству поперечной транспортировки.
Предпочтительные усовершенствования указаны в зависимых пунктах, описании и чертежах.
Предпочтительно предусмотрено, что поперечная транспортировка происходит вплоть до разматывающей моталки. Благодаря этому можно также для разматывающей моталки предусмотреть собственное средство транспортировки рулонов.
Предпочтительно в этом случае средство поперечной транспортировки может перемещаться как между средствами транспортировки рулонов, предназначенными для реверсивных моталок, так и между одним из этих средств транспортировки рулонов и средством транспортировки рулонов, предназначенным для разматывающей моталки. Это создает дополнительную гибкость прокатного устройства, при этом рулоны могут подводиться к реверсивным клетям с двух сторон, увозиться от них и транспортироваться к разматывающей моталке.
В другом предпочтительном варианте осуществления изобретения предусмотрено, что после средства поперечной транспортировки расположено одно единственное средство транспортировки рулонов, с помощью которого рулоны могут увозиться от средства поперечной транспортировки или подвозиться к нему. Таким образом, в этом случае общее средство транспортировки рулонов транспортирует также такие рулоны, которые должны подвозиться к разматывающей моталке или увозиться от нее.
Применение одного единственного средства транспортировки рулонов дает также то преимущество, что для реверсивных моталок предназначены общие устройства выхода, в частности весы, машина для связывания рулонов, машина для маркировки рулонов и подобное.
Гибкость устройства еще более повышается, если имеется, по меньшей мере, одно поворотное устройство для поворота рулонов на 180° в зависимости от текущего или выбранного направления прокатки прокатного устройства и от расположения рулонов в месте выхода рулонов.
При этом возможна интеграция, по меньшей мере, одного поворотного устройства предпочтительно в перемещающуюся в поперечном направлении тележку и/или, по меньшей мере, в одно из средств транспортировки рулонов, в частности в общее средство транспортировки рулонов.
В одном из вариантов осуществления изобретения может быть предусмотрено, чтобы общее средство транспортировки рулонов подключалось в продолжение одного из средств транспортировки рулонов, предназначенного для двух реверсивных моталок, или в любом месте относительно пути перемещения средства поперечной транспортировки.
Другой предпочтительный вариант осуществления изобретения заключается в том, что общее средство транспортировки рулонов может перемещаться в осевом направлении реверсивной моталки или перпендикулярно осевому направлению реверсивной моталки.
Существует множество вариантов осуществления общего средства транспортировки рулонов; например, оно выполнено в виде средства с шагающими балками или в виде тележки для транспортировки рулонов.
Если средство поперечной транспортировки само выполнено в виде станции передачи рулонов, предназначенной для непосредственного приема рулонов, и выполняет ее функцию, это имеет то преимущество, что можно обойтись без станции передачи рулонов как самостоятельного стационарного неподвижного устройства. Тогда рулоны непосредственно со средств транспортировки рулонов будут укладываться на средство поперечной транспортировки или, соответственно, приниматься им и не требуют временного хранения на стационарной неподвижной станции передачи рулонов.
Ниже изобретение поясняется более подробно на одном из примеров осуществления с помощью чертежей. Показано:
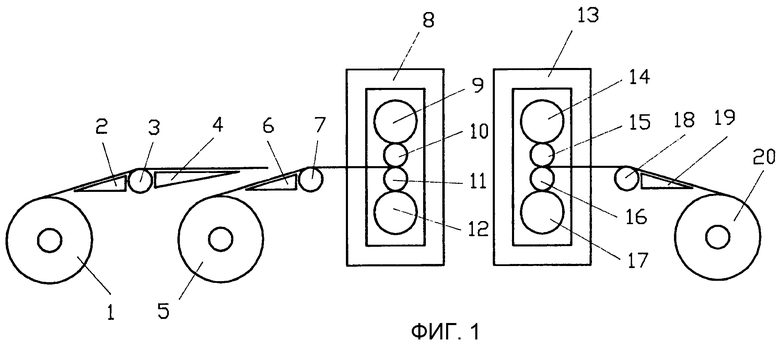
Фиг.1 схематичный вид сбоку прокатного устройства, которое включает в себя разматывающую моталку, две наматывающие моталки (или, соответственно, реверсивные моталки) и две реверсивных клети, и
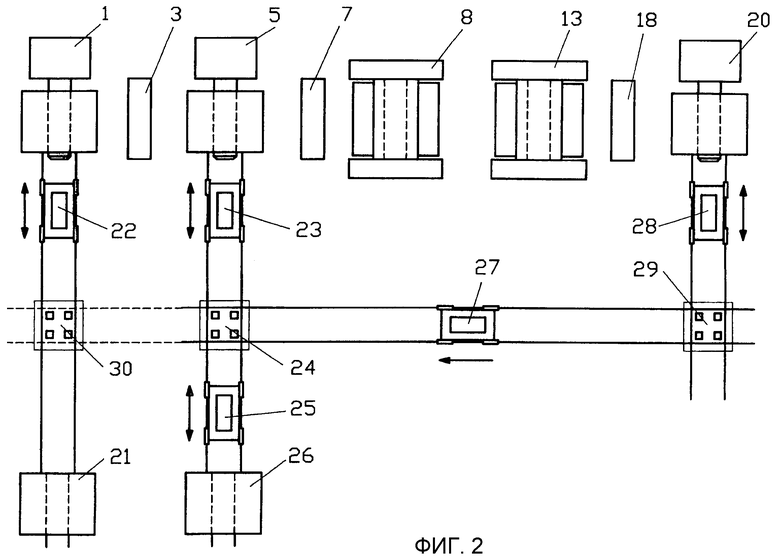
Фиг.2 вид сверху на прокатное устройство, показанное на Фиг.1.
Предлагаемое изобретением прокатное устройство включает в себя две или три моталки, то есть моталки 1, 5 и 20.
Моталка 1 может использоваться в качестве разматывающей моталки. Моталка 5 и 20 может использоваться в качестве разматывающей, промежуточной, реверсивной моталки.
Прокатные клети 8, 13 могут эксплуатироваться как в одностороннем, так и в реверсивном режиме. Они включают в себя соответственно рабочие валки 10 и 11 или, соответственно, 15, 16, а также опорные валки 9 и 12 или, соответственно, 14 и 17. Прокатные клети 8, 13 могут включать в себя другие, здесь не изображенные валки, например промежуточные валки. Между двумя реверсивными клетями могут находиться направляющие ролики для полосы, например прижимные ролики 7, 18 и ролики для измерения натяжения полосы.
От каждой из двух моталок 5, 20 ведет соответственно транспортировочный путь с тележкой 23 или, соответственно, 28 (Фиг.2) для транспортировки рулонов через станции 24 или, соответственно, 29 передачи к пути поперечной транспортировки, по которому движется перемещающаяся в поперечном направлении тележка 27. На станциях передачи 24, 29 тележки 23, 28 для транспортировки рулонов передают свои рулоны на перемещающуюся в поперечном направлении тележку 27. Так как перемещающаяся в поперечном направлении тележка 27 одновременно предоставляет возможность поворота рулона на 180° относительно вертикальной оси, имеется возможность увезти рулон от моталки 20, чтобы затем вернуть его к моталке 5 и там опять заправить заново, так чтобы там головная часть рулона опять находилась в правильном положении.
С другой стороны, рулон может быть передан перемещающейся в поперечном направлении тележкой 27 через станцию 24 передачи на общее средство 25 транспортировки рулонов. От него прокатанный рулон транспортируется далее к общему для моталок 5, 20 устройству выхода или накопителю 26 рулонов.
Для моталки 1 предназначен транспортировочный путь с тележкой 22 для транспортировки рулонов, которая совершает возвратно-поступательное движение между моталкой 1 и одним из устройств 21 выхода или разгрузки. Транспортировочный путь перемещающейся в поперечном направлении тележки 27 может быть дополнен станцией 30 передачи, чтобы забирать или выгружать рулоны с моталки 1 или устройства выхода или разгрузки, или накопителя 21 рулонов. Таким образом, с помощью станции 30 передачи еще более увеличивается гибкость устройства.
Выполненное, в частности, в виде тележки для транспортировки рулонов средство 25 транспортировки рулонов может подъезжать к накопителю 26 рулонов или нескольким накопителям рулонов. Тележка 25 для транспортировки рулонов может быть расположена напротив реверсивной моталки 5, или напротив реверсивной моталки 20, или в любом положении относительно пути перемещения перемещающейся в поперечном направлении тележки 27. Тележка 25 для транспортировки рулонов может перемещаться в осевом направлении моталки 1 и реверсивных моталок 5, 20; однако она может также перемещаться перпендикулярно осевому направлению реверсивных моталок 5, 20. Это означает, что при условии соответствующей возможности поворота тележка 25 для транспортировки рулонов может выполнять также одновременно функцию перемещающейся в поперечном направлении тележки 27, если транспортировочной мощности тележки 25 для транспортировки рулонов при данном количестве подлежащих транспортировке рулонов для этого еще достаточно. Наоборот, тележка 25 для транспортировки рулонов может быть заменена одной из тележек 23, 28 для транспортировки рулонов.
Дополнительно или альтернативно имеющейся у перемещающейся в поперечном направлении тележке 27 функции поворота рулона на 180° относительно вертикальной оси эта функция может также быть реализована на одной из тележек 22, 23, 28 и/или 25 для транспортировки рулонов. Также каждая из тележек 22, 23, 28 для транспортировки рулонов, перемещающаяся в поперечном направлении тележка 27 и, в частности, общая тележка 25 для транспортировки рулонов может быть выполнена так, что она сможет одновременно нести несколько накопителей рулонов.
СПЕЦИФИКАЦИЯ ПОЗИЦИЙ
1 Моталка
2 Направляющий стол для полосы
3 Направляющий ролик
4 Направляющий стол для полосы
5 Моталка
6 Направляющий стол для полосы
7 Направляющий ролик
8 Прокатная клеть
9 Опорный валок
10 Рабочий валок
11 Рабочий валок
12 Опорный валок
13 Прокатная клеть
14 Опорный валок
15 Рабочий валок
16 Рабочий валок
17 Опорный валок
18 Направляющий ролик
19 Направляющий стол для полосы
20 Моталка
21 Накопитель рулонов или разгрузочное устройство
22 Тележка для транспортировки рулонов
23 Тележка для транспортировки рулонов
24 Станция передачи
25 Тележка для транспортировки рулонов
26 Накопитель рулонов
27 Перемещающаяся в поперечном направлении тележка
28 Тележка для транспортировки рулонов
29 Станция передачи
30 Станция передачи
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ КАТАНОЙ ПОЛОСЫ | 2009 |
|
RU2446023C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОКАТКИ | 2004 |
|
RU2362638C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
Прокатное устройство предназначено для прокатки полосового металла, содержащее, по меньшей мере, одну первую (1, 5) и одну вторую моталку (20) и, по меньшей мере, одну реверсивную клеть (8, 13) между двумя моталками (1, 5, 20), а также соответствующие средства (22, 23, 28) транспортировки рулонов, служащие для подачи и отвода рулонов прокатываемого металла к соответствующим станциям (24, 29) передачи рулонов, и средство (27) поперечной транспортировки, предназначенное для транспортировки рулонов между станциями (24, 29, 30) передачи рулонов, при этом после станций (24, 29) передачи рулонов расположено одно общее средство (25) транспортировки рулонов, с помощью которого рулоны увозятся от средства (27) поперечной транспортировки или подвозятся к нему. Данное решение обеспечивает высокую эффективность транспортировки рулонов прокатываемого металла, которая достигается за счет того, что для вывоза рулонов предусмотрены последующие общие устройства вывоза и выхода, а средство поперечной транспортировки может транспортировать рулоны между общими устройствами подвоза, вывоза, подачи и выхода. 11 з.п. ф-лы, 2 ил.
1. Прокатное устройство, предназначенное для прокатки полосового металла, включающее в себя, по меньшей мере, одну первую моталку (1, 5) и одну вторую моталку (20) и, по меньшей мере, одну реверсивную клеть (8, 13) между двумя моталками (1, 5, 20), а также соответствующие средства (22, 23, 28) транспортировки рулонов, служащие для подачи и отвода рулонов прокатанного металла к соответствующим станциям (24, 29) передачи рулонов, и средство (27) поперечной транспортировки, предназначенное для транспортировки рулонов между двумя станциями (24, 29) передачи рулонов, отличающееся тем, что после станций (24, 29) передачи рулонов расположено одно общее средство (25) транспортировки рулонов, с помощью которого рулоны увозятся от средства (27) поперечной транспортировки или подвозятся к нему.
2. Прокатное устройство по п.1, отличающееся тем, что прокатное устройство включает в себя дополнительную разматывающую моталку (1), которая расположена перед одной из реверсивных моталок (5).
3. Прокатное устройство по п.2, отличающееся тем, что для разматывающей моталки (1) предусмотрено собственное средство (22) транспортировки рулонов.
4. Прокатное устройство по п.3, отличающееся тем, что средство (27) поперечной транспортировки выполнено с возможностью перемещения как между предназначенными для реверсивных моталок (5, 20) средствами (23, 28) транспортировки рулонов, так и между одним из этих средств (23, 28) транспортировки рулонов и средством (22) транспортировки рулонов, предназначенным для разматывающей моталки (1).
5. Прокатное устройство по п.4, отличающееся тем, что после средства (27) поперечной транспортировки расположено одно общее средство (25) транспортировки рулонов, с помощью которого рулоны увозятся от средства (27) поперечной транспортировки или подвозятся к нему.
6. Прокатное устройство по любому из пп.1-5, отличающееся тем, что реверсивные моталки (5, 20) имеют общие устройства выхода, в частности весы, машину для связывания рулонов, машину для маркировки рулонов.
7. Прокатное устройство по любому из пп.1-5, отличающееся тем, что оно имеет, по меньшей мере, одно поворотное устройство для поворота рулонов на 180° в зависимости от текущего или выбранного направления прокатки прокатного устройства и от расположения рулонов в месте выхода рулонов.
8. Прокатное устройство по п.7, отличающееся тем, что, по меньшей мере, одно поворотное устройство выполнено в перемещающейся в поперечном направлении тележке (27) и/или, по меньшей мере, в одном из средств (22, 23, 28) транспортировки рулонов, в частности в общем средстве (25) транспортировки рулонов.
9. Прокатное устройство по п.2, отличающееся тем, что в нем общее средство (25) транспортировки рулонов подключено как продолжение одного из средств (23, 28) транспортировки рулонов, предназначенного для двух реверсивных моталок (5, 20), или в любом месте относительно пути перемещения средства (27) поперечной транспортировки.
10. Прокатное устройство по любому из пп.1-5, отличающееся тем, что общее средство (25) транспортировки рулонов выполнено с возможностью перемещения в осевом направлении реверсивной моталки (5, 20) или перпендикулярно осевому направлению реверсивной моталки (5, 20).
11. Прокатное устройство по любому из пп.1-5, отличающееся тем, что общее средство (25) транспортировки рулонов выполнено в виде средства с шагающими балками или в виде иного средства транспортировки рулонов.
12. Прокатное устройство по любому из пп.1-5, отличающееся тем, что средство (27) поперечной транспортировки выполнено в виде станции передачи рулонов с возможностью выполнения функции непосредственного приема рулонов.
| Способ борьбы с сорниками | 1975 |
|
SU618018A3 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2143955C1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| RU 2006124567 A, 20.01.2008 | |||
| Устройство для пробивки отверстий в непрерывной заготовке спиральной формы и отрезки деталей | 1977 |
|
SU749501A1 |
| US 3032289 A, 01.05.1962. | |||

