Изобретение относится к прокатной установке для формирования катаной полосы согласно ограничительной части п.1 формулы изобретения.
Такая прокатная установка известна, например, из ЕР 618018 В1 и JP 62151209. Эти прокатные установки могут содержать первый и второй сматыватели, а также, по меньшей мере, одну установленную между сматывателями прокатную клеть, причем каждый сматыватель выполнен в виде реверсивного сматывателя, а именно в виде разматывателя и моталки.
Из GB 749501 известно оснащение каждого сматывателя транспортным устройством для рулонов с тележками для их транспортировки к каждому реверсивному сматывателю.
Традиционно прокатные установки оборудуются специальным разматывателем и, по меньшей мере, одной дополнительной моталкой (в большинстве случаев двумя). Все подводимые рулоны загружаются только на этот разматыватель. Отводимые рулоны отбираются другим сматывателем. Также имеются прокатные установки, в которых все подводимые рулоны загружаются на сматыватель и уже с него перемещаются дальше. Таким сматывателем служат разматыватель и моталка.
Обычно головная часть полосы подготавливается в специальном приспособлении для ее подготовки для введения в прокатную установку. Для этого головную часть полосы сматывают с рулона и подают к расположенному вблизи такому приспособлению. В приспособлении для подготовки головной части полосы ей придается требуемый вид.
Традиционно разматыватель оборудован регулятором середины полосы.
Обычно прокатные установки оснащаются специальной тележкой для транспортировки рулонов к разматывателю, а также, по меньшей мере, одной дополнительной тележкой для транспортировки рулонов от моталки. Также имеются прокатные установки, в которых тележка загружает подводимые рулоны на сматыватель и затем снова от нее отводит.
Задачей изобретения является существенное упрощение такой прокатной установки и, следовательно, выполнение ее более экономичной и более удобной в обслуживании.
Согласно изобретению эта задача решается применительно к прокатной установке для получения катаной полосы, содержащей первый и второй сматыватели, а также расположенную между ними прокатную клеть и приданную транспортную тележку для рулонов, посредством того, что сматыватели связаны с пунктами передачи рулонов, которые в свою очередь связаны с местами складирования рулонов, при этом на места складирования рулоны могут подаваться транспортными тележками на рельсовом ходу, перемещающимся в перпендикулярном к сматывателям направлении, а для транспортировки рулона к каждому реверсивному сматывателю и для транспортировки рулона от каждого реверсивного сматывателя проводится настройка транспортной тележки, перемещающейся к и от реверсивного сматывателя, с учетом выбранного или действующего направления прокатки прокатной установки, при этом транспортные тележки для рулонов связаны с пунктами передачи рулонов на последующие транспортные тележки, транспортные тележки перемещают рулоны далее к местам их складирования, и для управления местами складирования рулонов, подлежащих прокатке или уже прошедших чистовую прокатку, предусмотрена поперечно перемещающаяся транспортная тележка на рельсовом ходу, связывающая между собой пункты передачи рулонов, причем транспортные тележки для рулонов и поперечно перемещающаяся транспортная тележка и пункты передачи рулонов выполнены, для вращения подаваемых и прокатанных рулонов, с возможностью вращения на 180° в зависимости от действующего направления прокатки прокатной установки и в зависимости от расположения рулонов на их входе и выходе.
Предпочтительно оба сматывателя оснащены приспособлениями для отделения головной части полосы от рулона для ее намотки и для введения прокатываемой полосы в прокатную клеть.
Прокатная установка может быть выполнена нереверсивной или реверсивной.
Предпочтительные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения.
Следовательно изобретение относится в целом к прокатной установке с двумя реверсивными сматывателями и, по меньшей мере, одной прокатной клетью. Также изобретение относится к конструкции прокатной установки, позволяющей подготовить головную часть полосы на реверсивном сматывателе для ее введения. Одновременно изобретение относится к конструкции прокатной установки с устройством для транспортировки рулонов, позволяющим поочередно или в любой последовательности подавать рулоны на тот или иной сматыватель, прокатывать и принимать рулоны поочередно или в любой последовательности с того или иного реверсивного сматывателя.
Дополнительно изобретение относится к устройству для транспортировки полосы, позволяющему обходиться общими приспособлениями для транспортировки рулонов путем поперечного перемещения рулонов при наличии нескольких моталок.
Ниже изобретение подробнее поясняется со ссылкой на чертежи.
При этом изображено на:
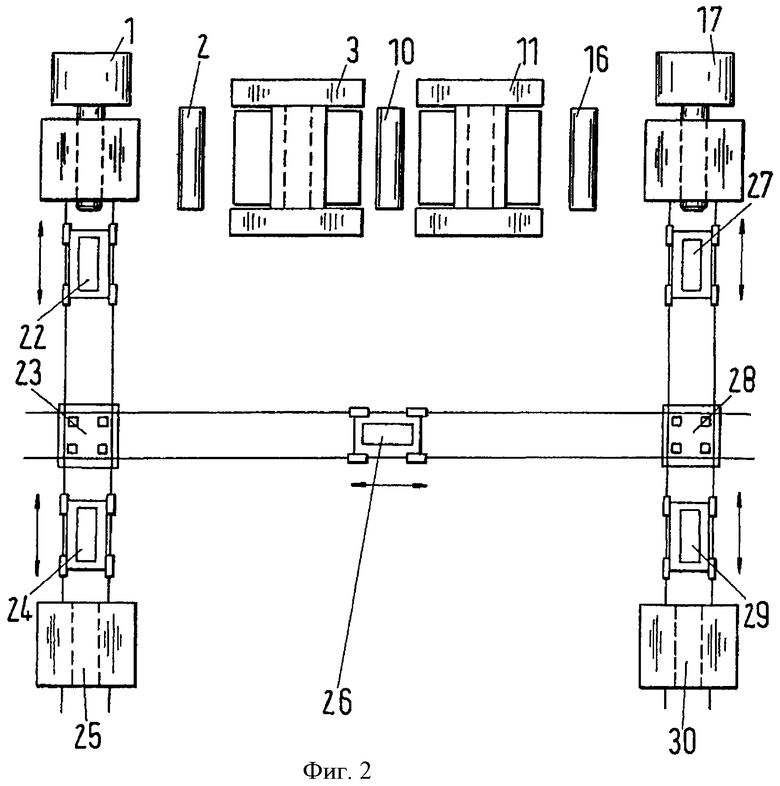
фиг.1 - прокатная установка с двумя сматывателями и двумя прокатными клетями, схематично;
фиг.2 - устройство для транспортировки рулонов.
Прокатная установка согласно изобретению выполнена с двумя равнозначными сматывателями, т.е. без специального разматывателя, моталки или разматывателя и моталки. Оба сматывателя 1, 17 прокатной установки согласно изобретению могут использоваться как разматыватель, моталка и реверсивный сматыватель (моталка и разматыватель). В результате подаваемые рулоны могут загружаться на сматыватель, который при последнем проходе прокатки использовался как разматыватель. Как только конец полосы выйдет из этого сматывателя, на его пустую оправку насаживается новый рулон. В то время как прокатанная полоса выходит из прокатного стана и перемещается далее, начальный конец полосы нового рулона может после подготовки или же сразу задаваться. Таким образом головная часть новой полосы может быть задана сразу после конца или вместе с концом прокатанной полосы. При четном числе проходов в прокатном стане подаваемые рулоны будут попеременно загружаться на оба сматывателя.
На фиг.1 показана конструкция прокатной установки с двумя клетями 3, 11. Прокатная установка может быть оборудована одной или несколькими клетями.
Клети могут работать как в нереверсивном, так и в реверсивном режимах.
На фигуре опорные валки обозначены позициями 4 и 7, а также 12 и 15, рабочие валки - 5 и 67, а также 13 и 14. Клети могут содержать также и другие валки (например, промежуточные).
Между обеими реверсивными клетями могут быть расположены направляющие полосу ролики, например, прижимные 8, 9, и ролики для измерения натяжения полосы.
В прокатной установке согласно изобретению подвижный стол 19 или 20 для передачи полосы, установленный между реверсивным сматывателем 1 или 17 и направляющим роликом 2 или 16, а также подвижный прижимной ролик 18 или 21 могут быть выполнены таким образом, что головная часть полосы может быть отделена от рулона и одновременно подготовлена для введения. Обе транспортные тележки 22, 27 для рулонов выполненного согласно изобретению устройства для транспортировки рулонов могут использоваться для транспортировки рулонов к или от сматывателя 1 или 17. В результате подведенные рулоны могут загружаться на реверсивный сматыватель, который при последнем проходе прокатки использовался как разматыватель. Одновременно отводимые рулоны могут отбираться реверсивным сматывателем, который при последнем проходе прокатки использовался в качестве моталки.
Транспортная тележка 24 или 29 для рулонов, относящаяся к транспортному устройству для рулонов согласно изобретению, может использоваться для транспортировки рулонов от места их складирования 25 или 30. Транспортная тележка 24 или 29 для рулонов, относящаяся к транспортному устройству для рулонов, может использоваться для транспортировки рулонов к месту их складирования 25 или 30. В результате транспортная тележка 24 или 29 для рулонов может использоваться для транспортировки подведенных или прокатанных рулонов. Транспортная тележка 24 или 29 для рулонов может быть заменена другим транспортным устройством, например шагающей балкой.
Транспортная тележка 26 для рулонов (поперечно перемещающаяся тележка), относящаяся к транспортному устройству для рулонов, может использоваться для транспортировки рулонов между обоими пунктами 23, 28 передачи рулонов. В результате подведенные рулоны могут передаваться с транспортной тележки 24, 29 для рулонов на сматыватель 17 или 1. Также прокатанные рулоны могут передаваться с реверсивного сматывателя 1 или 17 на транспортную тележку 29 или 24 для рулонов. Транспортная тележка 26 для рулонов, относящаяся к транспортному устройству для рулонов, может при необходимости применяться для поворота рулонов на 180°. В результате поданные рулоны могут быть переданы с транспортной тележки 24 или 29 на реверсивный сматыватель 17 или 1 с правильным расположением головной части полосы. Также катаные рулоны могут быть переданы с реверсивного сматывателя 1 или 17 на транспортную тележку 29 или 24 для рулонов с правильным расположением головной части полосы.
Пункты 23, 28 передачи рулонов могут быть выполнены в виде отдельных участков складирования рулонов или служить только в качестве пунктов передачи в том случае, когда рулоны непосредственно поступают на транспортные тележки 24, 29 или передаются на транспортные тележки 22, 27 посредством транспортной тележки 26 для рулонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНОЕ УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА | 2009 |
|
RU2463120C1 |
| СПОСОБ ПРОКАТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ И ПРОКАТНАЯ ЛИНИЯ | 2011 |
|
RU2531015C2 |
| Способ холодной прокатки полос в рулонах и прокатный стан для его осуществления | 1977 |
|
SU788513A1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО ПРОКАТА, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2505364C1 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
Изобретение предназначено для повышения экономичности и удобства обслуживания прокатной установки. Установка содержит первый и второй реверсивные сматыватели (1, 17) и, по меньшей мере, одну прокатную клеть, расположенную между сматывателями, к каждому из которых присоединено транспортное устройство для рулонов с тележками (22, 27, 24, 29, 26), предназначенное для транспортировки рулонов. Расширение функциональных возможностей устройства при повышении удобства его обслуживания обеспечивается за счет того, что сматыватели соединены с пунктами (23, 28) передачи рулонов, которые в свою очередь соединены с участками (25, 30) складирования рулонов, при этом на участки складирования рулоны подаются на тележках (22, 27, 24, 29, 26) на рельсовом ходу, выполненных с возможностью перемещения в перпендикулярном к сматывателям (1, 17) направлении, для транспортировки рулонов к или от каждого сматывателя с возможностью настройки транспортной тележки (22, 27) для рулонов с учетом направления прокатки, при этом тележки соединены с пунктами (23, 28) передачи рулонов на последовательно расположенные транспортные тележки (24, 29), которыми рулоны доставляются на участки (25, 30) их складирования, а для управления участками (25, 30) складирования установлена, с возможностью поперечного перемещения, тележка (26), связывающая между собой участки складирования, при этом транспортные тележки (22, 26, 27, 24, 29,), а также пункты передачи рулонов выполнены с возможностью поворота на 180°. 4 з.п. ф-лы, 2 ил.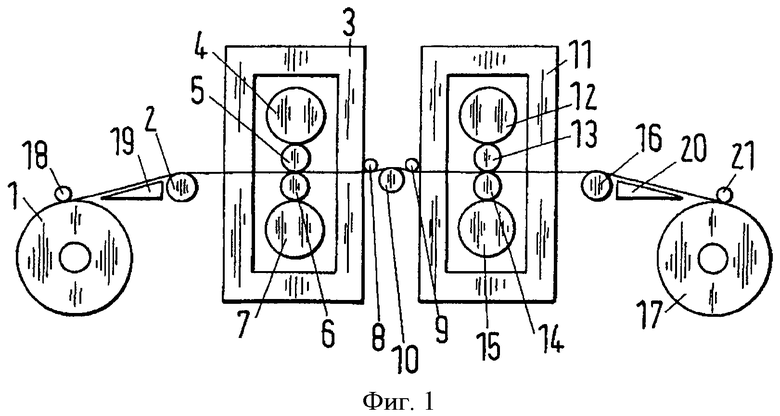
1. Прокатная установка для формирования катаной полосы, содержащая первый и второй сматыватели и, по меньшей мере, одну прокатную клеть, расположенную между сматывателями, при этом каждый сматыватель (1, 17) выполнен реверсивным в виде разматывателя и моталки, причем к каждому сматывателю (1, 17) присоединено транспортное устройство для рулонов с тележками (22, 27, 24, 29, 26), предназначенное для транспортировки рулонов к каждому реверсивному сматывателю (1, 17), отличающаяся тем, что сматыватели (1, 17) соединены с пунктами (23, 28) передачи рулонов, которые, в свою очередь, соединены с участками (25, 30) складирования рулонов, при этом на участки складирования рулоны подаются на тележках (22, 27, 24, 29, 26) на рельсовом ходу, выполненных с возможностью перемещения в перпендикулярном к сматывателям (1, 17) направлении, для транспортировки рулонов к каждому реверсивному сматывателю (1, 17) и для транспортировки рулонов от каждого реверсивного сматывателя (1, 17) с возможностью произведения настройки транспортной тележки (22, 27) для рулонов, перемещающейся к и от каждого реверсивного сматывателя (1, 17) с учетом выбранного или действующего направления прокатки прокатной установки, при этом транспортные тележки (22, 27) для рулонов соединены с пунктами (23, 28) передачи рулонов на последовательно расположенные транспортные тележки (24, 29) для рулонов, которыми рулоны доставляются на участки (25, 30) их складирования, а для управления участками (25, 30) складирования подлежащих прокатке рулонов или рулонов после чистовой прокатки установлена тележка (26) на рельсовом ходу, выполненная с возможностью поперечного перемещения, связывающая между собой участки складирования рулонов, при этом транспортные тележки (22, 27, 24, 29) для рулонов и поперечно перемещающаяся транспортная тележка (26), а также пункты передачи рулонов выполнены с возможностью поворота на 180° для вращения подведенных и прокатанных рулонов в зависимости от действующего направления прокатки прокатной установки, а также в зависимости от расположения рулонов на входе и выходе.
2. Установка по п.1, отличающаяся тем, что оба сматывателя содержат приспособления (2, 19, 18; 16, 20, 21) для высвобождения головной части полосы из рулона для ее намотки и введения прокатываемой полосы в реверсивную прокатную клеть.
3. Установка по п.1 или 2, отличающаяся тем, что устройство для введения полосы содержит приспособление для подготовки головной части полосы с подвижным передаточным столом (19, 20) и подвижным прижимным роликом (18, 21), посредством которого головную часть полосы предварительно изгибают для введения в реверсивную прокатную клеть.
4. Установка по п.1 или 2, отличающаяся тем, что оба реверсивных сматывателя (1, 17) установлены с возможностью перемещения в осевом направлении.
5. Установка по п.1 или 2, отличающаяся тем, что оба реверсивных сматывателя (1, 17) оборудованы регулятором середины полосы для того, чтобы прокатываемая полоса постоянно оставалась в середине прокатной установки.
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2143955C1 |
| Способ горячей прокатки металлической полосы и устройство для его осуществления | 1975 |
|
SU1156586A3 |
| Устройство для пробивки отверстий в непрерывной заготовке спиральной формы и отрезки деталей | 1977 |
|
SU749501A1 |
| US 3635417 А, 18.01.1972. | |||

