Предпосылки создания изобретения
Область техники
Изобретение относится к алюминиевым сплавам и способу их изготовления, а конкретнее к содержащим магний высококремниевым алюминиевым сплавам, используемым в качестве конструкционных материалов, и способу их изготовления.
Описание уровня техники
Алюминиево-кремниевые сплавы (сплавы Al-Si), в особенности с высоким содержанием кремния, широко используются в автомобильной и авиационной промышленности благодаря своей низкой плотности, высокой износостойкости, высоким антикоррозионным свойством и низкому коэффициенту теплового расширения. При традиционном способе кристаллизации при получении алюминиево-кремниевого сплава обычно образуются крупные частицы кремния и эвтектические аккумуляторные плиты, что приводит к резкому увеличению хрупкости сплавов. Следовательно, возникают сложности, если требуется улучшить микроструктуру после затвердевания и получить конструкционные материалы различной формы с высокими технологическими и эксплуатационными показателями посредством последующей пластической деформации, что оказывается узким местом для более широкого использования этих сплавов. Традиционно алюминиево-кремниевые сплавы относятся к группе литейных алюминиевых сплавов. Для того чтобы преодолеть их плохую деформативность, были проведены исследования нескольких новых способов обработки, основанных на быстром затвердевании или порошковой металлургии. Однако способ быстрого затвердевания позволяет изготавливать только крошечные слитки с диаметром менее 10 мм. Если требуется получить крупный слиток из алюминиево-кремниевого сплава, необходимо использовать дополнительный процесс. Что касается способа порошковой металлургии, он позволяет получить относительно крупные заготовки, но его недостатком является сложность процесса, приводящая к высокой стоимости изготовления.
В существующих способах литья чистого алюминия или алюминиевых сплавов наиболее часто используется литье в кокиль. Основное внимание уделяется тому, как уменьшить сегрегацию химической композиции, улучшить микроструктуру при затвердевании и улучшить качество поверхности слитка. На основе маршрута литья в кокиль одним из авторов данного изобретения был разработан эффективный способ производства для изготовления крупных слитков из алюминиевых сплавов с высоким содержанием кремния без добавления каких-либо модификаторов вроде P, Na и Sr, на который был получен в Китае патент на изобретение с номером ZL200510119550.6. Авторы данного изобретения, кроме того, обнаружили, что сужение интервала содержания кремния (т.е. повышения нижней границы концентрации кремния до 8% по весу и снижение нижней границы до 18% по весу) и подбор содержания Mg и других легирующих элементов позволяет объединять указанный выше способ с обработкой в термопластичном состоянии и последующей термообработкой для того, чтобы создать содержащие Mg высококремниевые алюминиевые сплавы, обладающие относительно высокой пластичностью и прочностью, включая профили, сортовой прокат, листы и поковки, которые могут использоваться в качестве новых прогрессивных конструкционных материалов.
Краткое изложение сущности изобретения
Целью данного изобретения является создание высококремниевых алюминиевых сплавов, которые содержат магний и обладают хорошей пластичностью и высокой прочностью и могут использоваться в качестве конструкционных материалов, и способа их производства. Без добавления каких-либо модификаторов алюминиево-кремниевые сплавы производятся при низких затратах способом литья в кокиль с последующей обработкой в термопластичном состоянии и термообработкой.
Для того чтобы выполнить указанную выше цель, данное изобретение представляет собой алюминиевые сплавы, содержащие Mg и имеющие высокое содержание кремния, и оно включает профили, сортовой прокат, листы, поковки, в которых алюминиевые сплавы производятся согласно техническому процессу, включающему следующие операции:
(а) отливка слитка из сплава способом литья в кокиль;
(в) предварительная термообработка слитка с целью диспергировать частицы эвтектической кремниевой фазы; и
(с) обработка в термическом состоянии и термообработка с целью получить сплав, имеющий окончательную форму и модифицированную микроструктуру, при этом механизм упрочнения сплава относится к упрочнению алюминиевой матрицы за счет измельчения зерна, упрочнения за счет дисперсии частиц кремния и упрочнению за счет выпадения частиц вторичной фазы.
Содержащие магний высококремниевые алюминиевые сплавы, используемые в качестве конструкционных материалов, содержат 0,2-2,0 весовых процента магния и 8-18 весовых процентов кремния, при этом они имеют равномерно мелкозернистую микроструктуру: матрица алюминия является точно равноосной со средним размером зерна менее 6 мкм, а частицы кремния и частицы вторичной фазы диспергированы при среднем размере частиц менее 5 мкм.
Содержащие магний высококремниевые алюминиевые сплавы могут содержать по крайней мере один из следующих элементов: Cu, Zn, Ni, Ti и Fe, при этом общее весовое процентное содержание Cu, Zn, Ni, Ti и Fe составляет менее 2 весовых процентов.
Операция (а) литья в кокиль приводит к изготовлению отлитого слитка из данного алюминиево-кремниевого сплава при относительной температуре литья 150-300°C выше ликвидуса, скорости литья 100-200 мм/мин и потоке охлаждающей воды 5-15 г/мм·с на периферию затвердевшего слитка, при этом к сплаву не добавляется никакой модификатор.
Операция (в) предварительной термообработки приводит к образованию диспергированных частиц кремния эвтектической фазы в слитке при скорости нагрева 10-30°С/мин, температуре нагрева 450-520°C и времени выдержки 1-3 часа.
Слиток, подвергшийся предварительной термообработке, подвергается обработке в термопластичном состоянии во время операции (с) при температуре деформации в горячем состоянии 400-520°C с последующим естественным или принудительным охлаждением. Изделие, подвергшееся деформации в нагретом состоянии, подвергается затем термообработке после обработки в термопластичном состоянии.
Для изделия, подвергшегося обработке в термопластичном состоянии при естественном охлаждении, термообработка во время операции (с) содержит, кроме того, операцию образования раствора и операцию искусственного старения. Образование раствора выполняется при скорости нагрева 10-30°C/мин, температуре обработки раствора 500-540°C и времени образования раствора 0,5-3 часа с последующим резким охлаждением. Операция искусственного старения осуществляется при температуре старения 160-200°C и времени старения 1-10 часов.
Для изделия, подвергшегося обработке в термопластичном состоянии при принудительном охлаждении, термообработка во время операции (с) содержит, кроме того, операцию искусственного или естественного старения, при этом операция искусственного старения осуществляется при температуре старения 160-200°C и продолжительности старения 1-10 часов.
Процесс горячей прокатки может осуществляться во время операции обработки в термопластичном состоянии, при этом слиток подвергается деформации в нагретом состоянии при общем коэффициенте вытяжки при прокатке более 40%.
Процесс горячего экструзионного прессования может осуществляться во время операции обработки в термопластичном состоянии, при этом слиток подвергается деформации в нагретом состоянии с коэффициентом экструзии более 15.
Процесс горячей ковки может осуществляться во время операции обработки в термопластичном состоянии, при этом слиток подвергается деформации в нагретом состоянии с коэффициентом уковки более 40%.
Данное изобретение преодолевает предвзятое мнение, традиционно существующее в отношении алюминиево-кремниевых сплавов. Без добавления каких-либо модификаторов неожиданный эффект был достигнут в содержащих магний высококремниевых алюминиевых сплавах, изготовленных путем объединения традиционного способа литья в кокиль с обработкой в термопластичном состоянии и термообработкой. Они характеризуются мелкодисперсными частицами кремния и вторичной фазой в равноосной матрице алюминия, определяющими относительно высокую прочность и хорошую пластичность, которые позволяют использовать их в качестве конструкционных материалов.
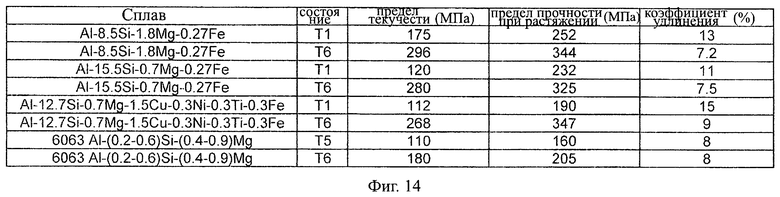
На Фиг.14 дается сравнение механических свойств алюминиево-кремниевых сплавов для экструзионного прессования, согласно данному изобретению, и сплава 6063 для экструзионного прессования, согласно китайскому национальному стандарту, в состояниях Т5 и Т6, при этом сплавы, согласно данному изобретению, представляют собой следующие сплавы: Al-8,5Si-1,8Mg-0,27Fe, Al-12,7Si-0.7Mg-1,5Cu-0,3Ni-0,3Ti-0,3Fe и Al-15,5Si-0,7Mg-0,27Fe, соответственно.
Как видно, предел текучести и предел прочности при растяжении сплавов для экструзионного Al-8,5Si-1,8Mg-0,27Fe, Al-12,7Si-0.7Mg-1,5Cu-0,3Ni-0,3Ti-0,3Fe и Al-5,5Si-0,7Mg-0,27Fe в состоянии Т6 выше, чем китайские национальные стандарты для сплава 6063 в состоянии Т6. Механические свойства этих сплавов в состоянии экструзионного прессования (Т1), в особенности коэффициент удлинения, также выше, чем китайские национальные стандарты для сплавов 6063 в состоянии Т5.
Являясь наиболее распространенными алюминиевыми сплавами для прессования, сплавы 6063 широко используются в архитектуре, транспортных средствах, декоративных элементах и т.п., что определяет их большой спрос на существующем рынке. Как только сплавы 6063 будут частично замещены содержащими магний высококремниевыми алюминиевыми сплавами, согласно данному изобретению, это принесет огромную экономическую выгоду. Кроме того, использование большего количества кремния в сплавах может способствовать существенному сохранению запасов алюминия.
Эти и другие цели, отличительные характеристики и преимущества данного изобретения станут более понятными из следующих подробных описаний, сопровождающих их чертежей и прилагаемых пунктов патентных притязаний.
Краткое описание чертежей
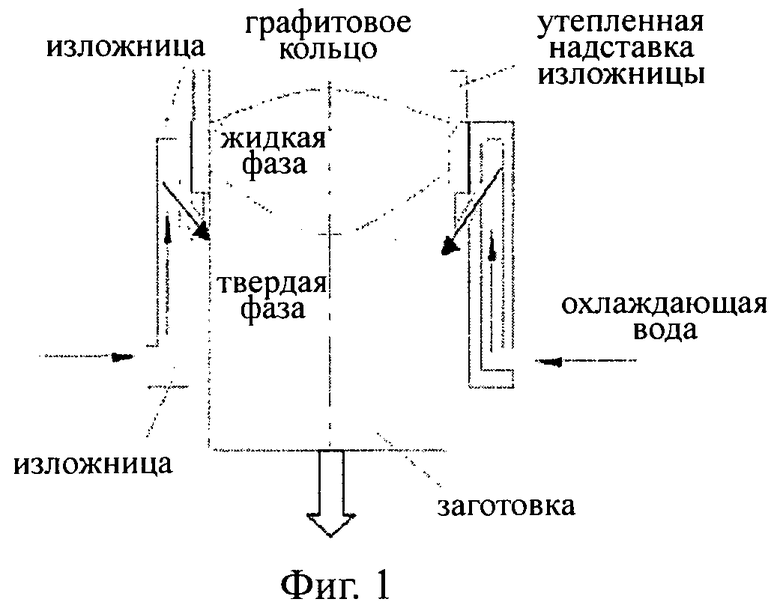
Фиг.1- перспективный вид устройства для литья в кокиль, согласно предпочтительным вариантам выполнения данного изобретения.
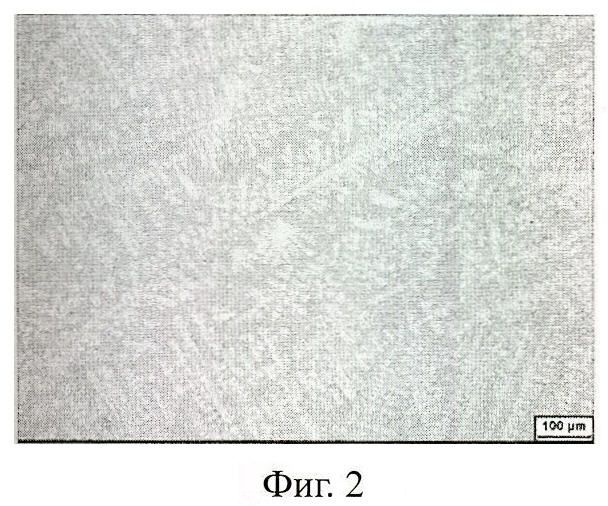
Фиг.2 - микроструктура слитка из сплава (#3) Al-12,7Si-0,7Mg-0,3Fe в жидкотекучем состоянии во время процесса литья в кокиль, согласно первому предпочтительному варианту выполнения данного изобретения, при этом температура литья составляет 730°C, скорость литья - 180 мм/мин, расход потока охлаждающей воды - 8 г/мм·с.
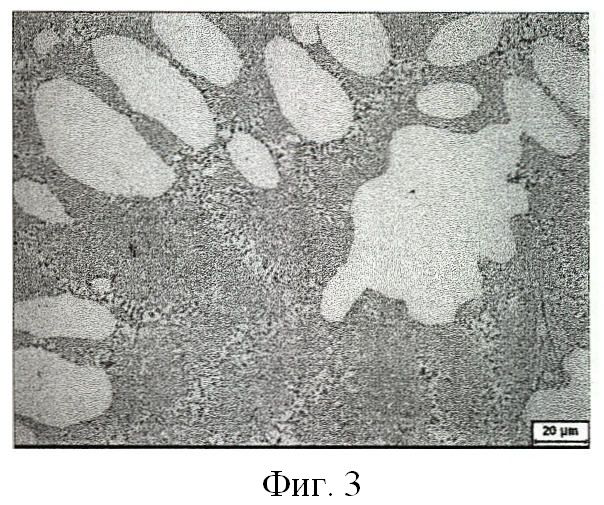
Фиг.3 - сильно увеличенная микроструктура слитка из сплава (#3) Al-12,7Si-0,7Mg-0,3Fe в жидкотекучем состоянии во время процесса литья в кокиль, согласно первому предпочтительному варианту выполнения данного изобретения, при этом температура литья составляет 730°C, скорость литья - 180 мм/мин, расход потока охлаждающей воды - 8 г/мм·с.
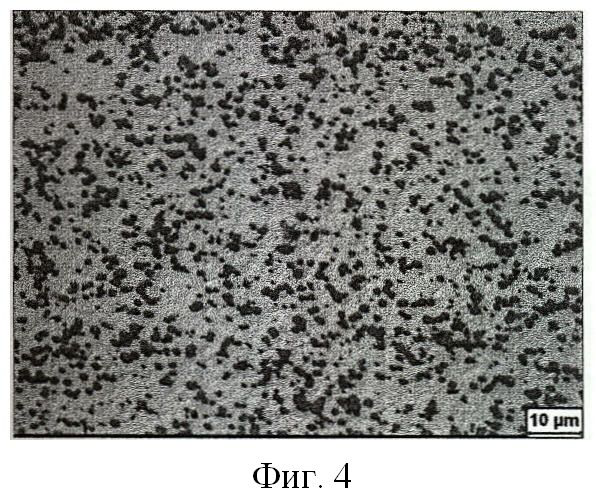
Фиг.4 - микроструктура сплава (#3) Al-12,7Si-0,7Mg-0,3Fe после предварительного нагревания до 500°C в течение 2 часов, подвергшегося горячему экструзионному прессованию при 470°C (с коэффициентом экструзии, равным 15), согласно второму предпочтительному варианту выполнения данного изобретения.
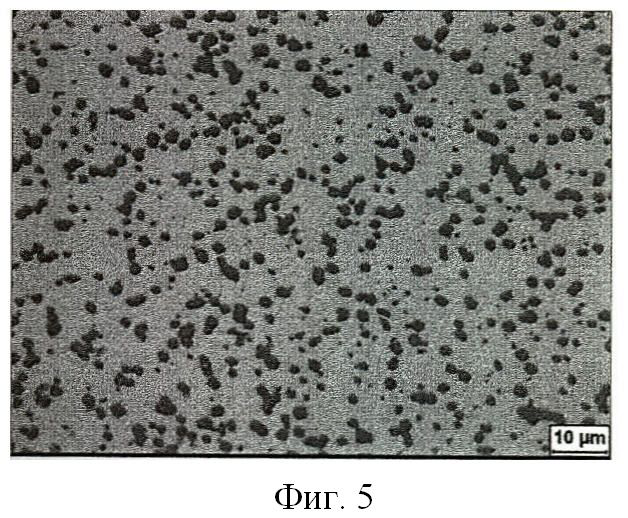
Фиг.5 - микроструктура состояния Т6 сплава (#3) Al-12,7Si-0,7Mg-0,3Fe после предварительного нагревания до 500°C в течение 2 часов, подвергшегося горячему экструзионному прессованию при 470°C (с коэффициентом экструзии, равным 15), согласно третьему предпочтительному варианту выполнения данного изобретения, при этом указанное состояние Т6 находится при температуре растворения, равной 540°C, в течение одного часа и при температуре искусственного старения, равной 200°С, в течение трех часов.
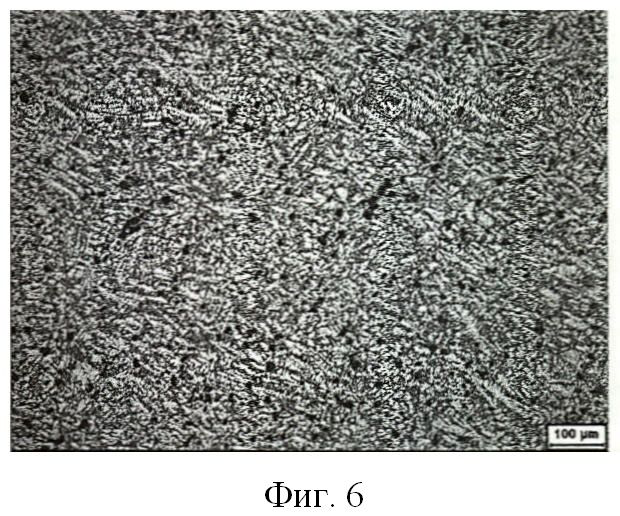
Фиг.6 - микроструктура сплава (#5) Al-15,5Si-0,7Mg-0,27Fe в жидкотекучем состоянии во время процесса литья в кокиль, согласно первому предпочтительному варианту выполнения данного изобретения, при этом температура литья составляет 800°C, скорость литья - 140 мм/мин, а расход потока охлаждающей воды - 10 г/мм·с.
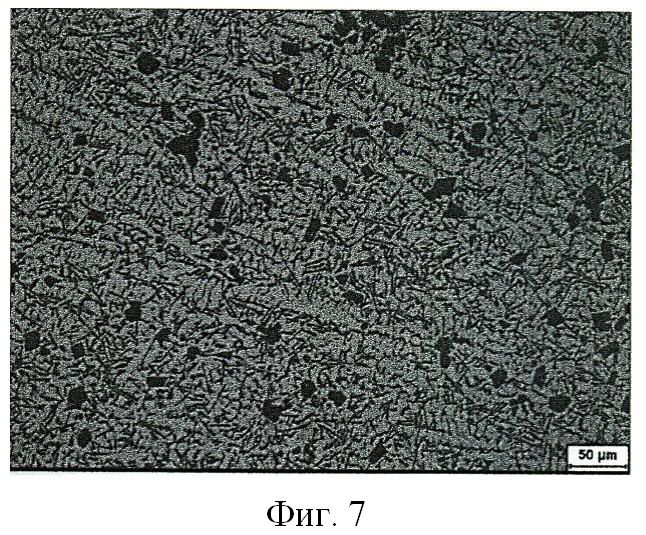
Фиг.7 - сильно увеличенная микроструктура слитка из сплава (#5) Al-15,5Si-0,7Mg-0,27Fe в жидкотекучем состоянии во время процесса литья в кокиль, согласно первому предпочтительному варианту выполнения данного изобретения, при этом температура литья составляет 800°C, скорость литья - 140 мм/мин, а расход потока охлаждающей воды - 10 г/мм·с.
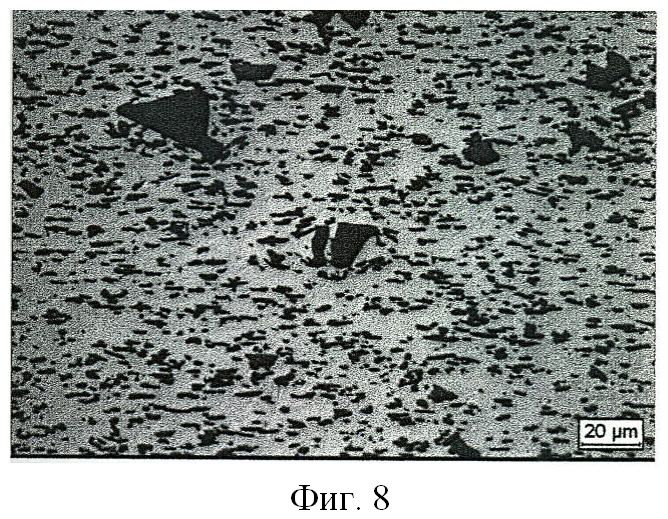
Фиг.8 - микроструктура сплава (#5) Al-15,5Si-0,7Mg-0,27Fe после предварительного нагревания до 500°C в течение двух часов, подвергшегося горячему экструзионному прессованию при 470°C (с коэффициентом экструзии, равным 45), согласно второму предпочтительному варианту выполнения данного изобретения.
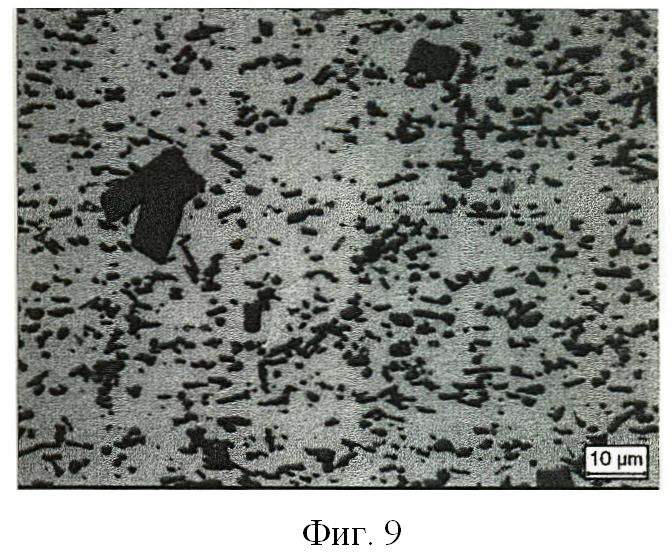
Фиг.9 - микроструктура сплава (#5) Al-15,5Si-0,7Mg-0,27Fe после предварительного нагревания до 500°C в течение одного часа, горячекатаного при 500°C (степень сжатия 60%), согласно второму предпочтительному варианту выполнения данного изобретения.
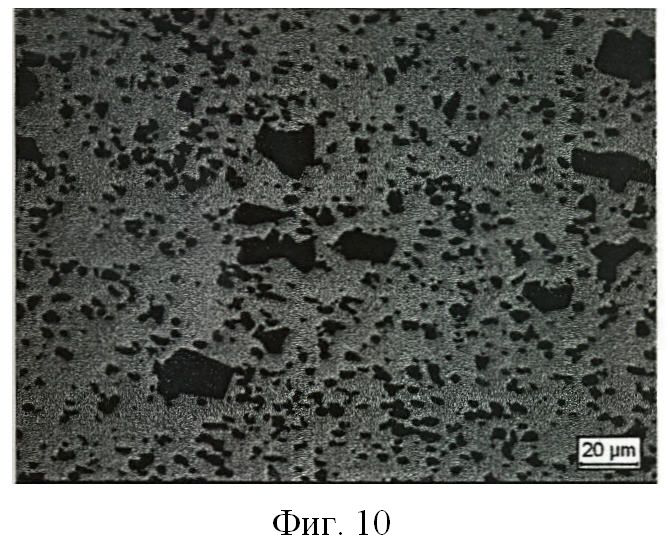
Фиг.10 - микроструктура слитка в состоянии Т6 из сплава (#5) Al-15,5Si-0,7Mg-0,27Fe после предварительного нагревания до 500°C в течение двух часов, подвергшегося горячему экструзионному прессованию при 470°C (с коэффициентом экструзии, равным 45), согласно третьему предпочтительному варианту выполнения данного изобретения, при этом указанное состояние Т6 находится при температуре растворения, равной 520°С, в течение двух часов и при температуре искусственного старения, равной 180°C, в течение 4 часов.
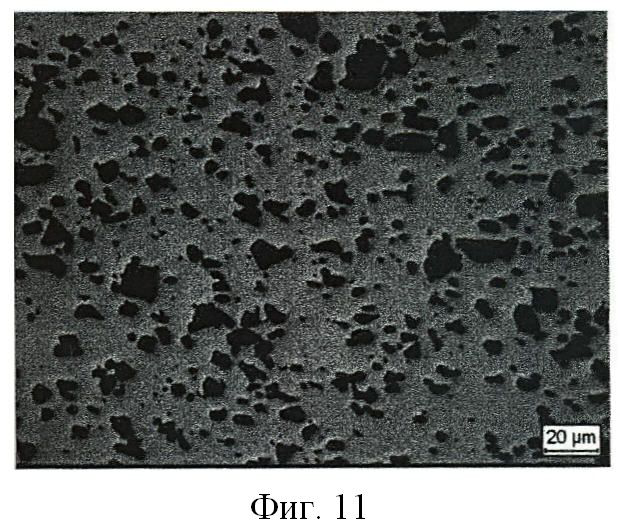
Фиг.11 - микроструктура прямоугольного слитка в состоянии Т6 из сплава (#5) А1-15,5Si-0,7Mg-0,27Fe после предварительного нагревания до 500°C в течение одного часа, горячей прокатки при 500°C (степень сжатия 60%), согласно третьему предпочтительному варианту выполнения данного изобретения, при этом указанное состояние Т6 находится при температуре растворения, равной 520°C, в течение 3 часов и при температуре искусственного старения, равной 200°C, в течение 4 часов.
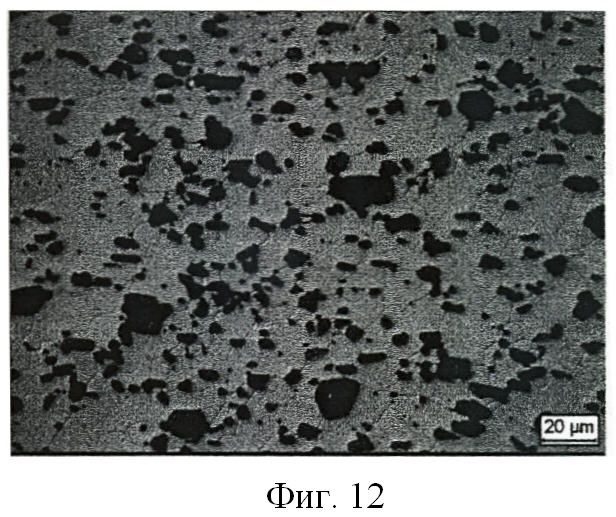
Фиг.12 - высококачественная микроструктура сплава (#5) Al-15,5Si-0,7Mg-0,27Fe в состоянии Т6 после предварительного нагревания до 500°С в течение двух часов, подвергшегося горячему экструзионному прессованию при 470°C (с коэффициентом экструзии, равным 45), согласно третьему предпочтительному варианту выполнения данного изобретения, при этом указанное состояние Т6 находится при температуре растворения, равной 520°C, в течение двух часов и при температуре искусственного старения, равной 180°C, в течение 4 часов.
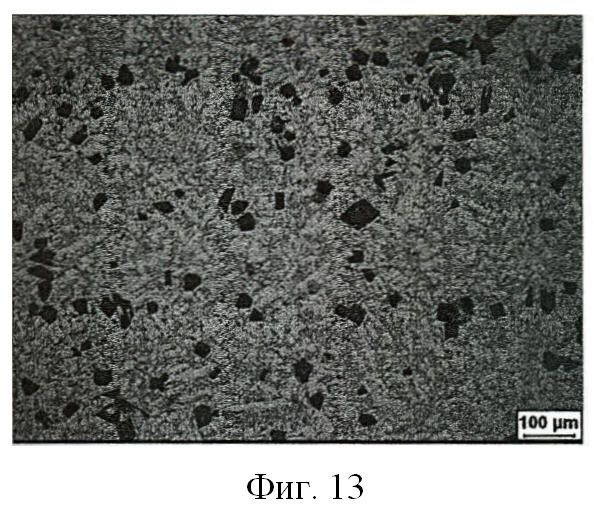
Фиг.13 - микроструктура слитка из сплава (#7) Al-17,5Si-0,7Mg-0,lCu-0,27Fe в жидкотекучем состоянии во время процесса литья в кокиль, согласно первому предпочтительному варианту выполнения данного изобретения, при этом температура литья составляет 850°C, скорость литья - 120 мм/мин, а расход потока охлаждающей воды - 10 г/мм·с.
Фиг.14 - таблица, на которой представлены сравнительные механические свойства кремниево-алюминиевого сплава, согласно данному изобретению, и экструзионному сплаву 6063, согласно китайскому стандарту.
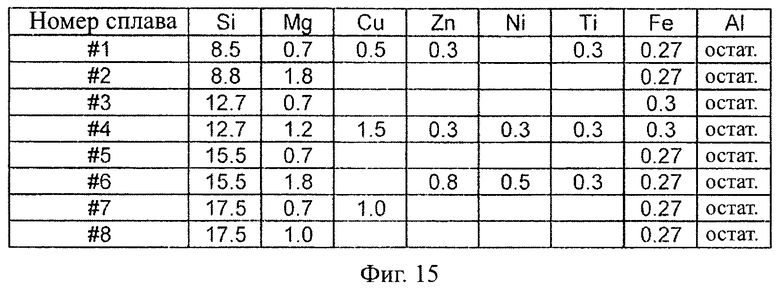
Фиг.15 - таблица, на которой представлены составы сплавов, изготовленных из слитка посредством процесса литья.
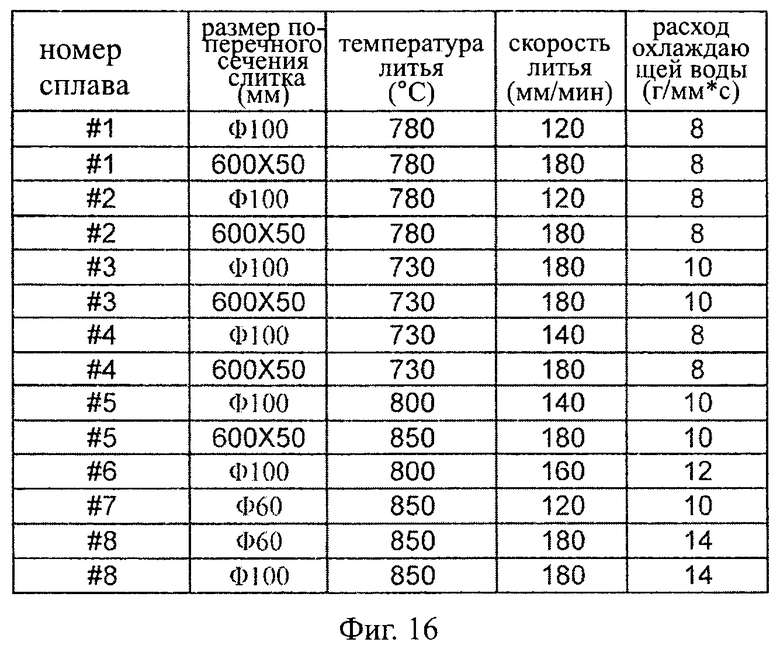
Фиг.16 - таблица, на которой представлены параметры различных сплавов во время процесса литья.
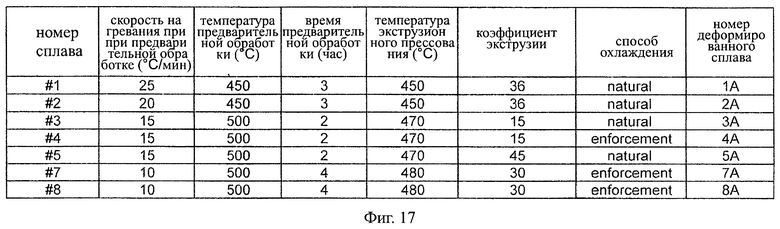
Фиг.17 - таблица, на которой представлены параметры процесса предварительного нагревания и процесса экструзионного прессования для каждого из сплавов.
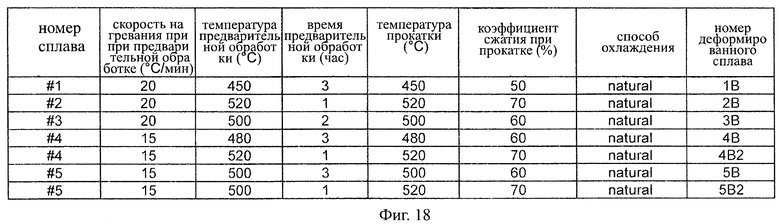
Фиг.18 - таблица, на которой представлены параметры процесса предварительного нагревания и процесса прокатки для каждого из сплавов.
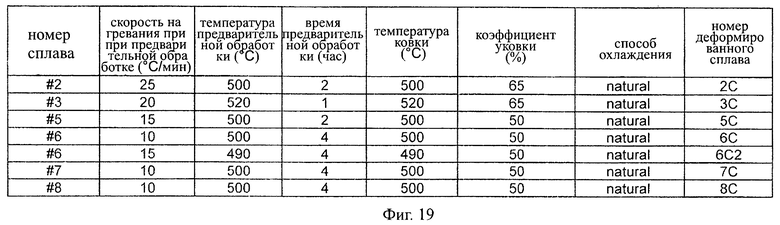
Фиг.19 - таблица, на которой представлены параметры процесса предварительного нагревания и процесса ковки для каждого из сплавов.
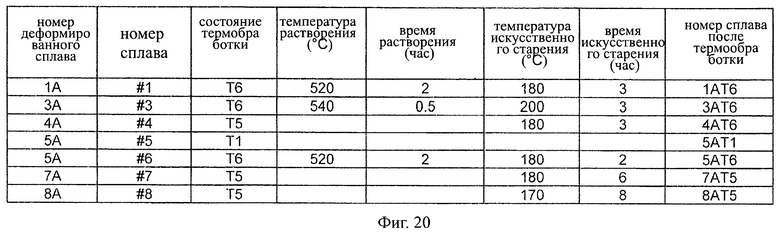
Фиг.20 - таблица, в которой представлены параметры процесса экструзионного прессования для различных сплавов.
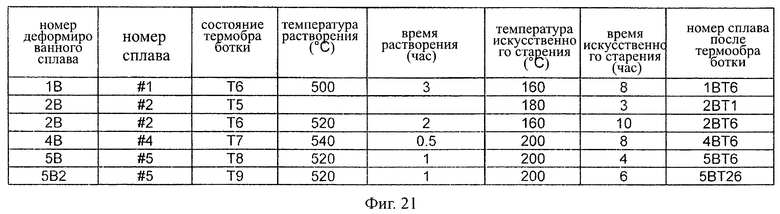
Фиг.21 - таблица, в которой представлены параметры процесса прокатки для различных сплавов.
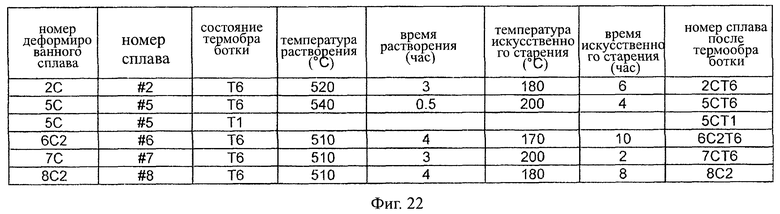
Фиг.22 - таблица, в которой представлены параметры процесса ковки для различных сплавов.
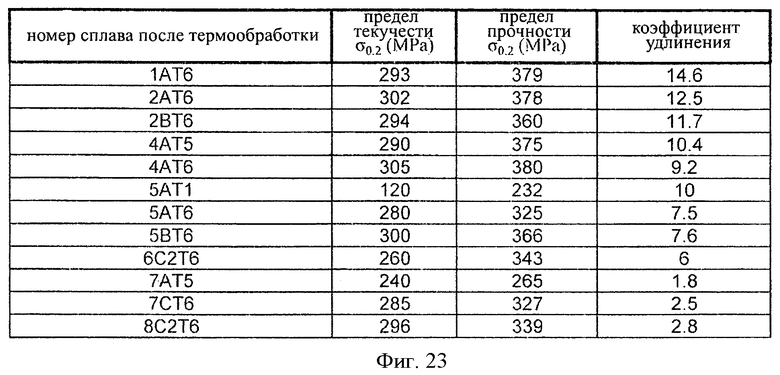
Фиг.23 - таблица, на которой представлены механические свойства при различных видах деформации и термообработки.
Подробное описание предпочтительного варианта выполнения
Фиг.1 иллюстрирует операцию отливки слитка способом литья в кокиль, согласно первому предпочтительному варианту выполнения изобретения.
Устройство, предназначенное для выполнения литья в кокиль, изображено на Фиг.1, при этом данное устройство содержит впускное отверстие 1 для охлаждения воды, кристаллизатор 2, утепленную надставку 4 изложницы и графитовое кольцо 5, при этом исходный материал 3 слитка и жидкий металл 6 поступают раздельно в контейнер устройства. Ряд составов сплава, изготовленных из слитка в процессе литья, представлен на Фиг.15. Ряд параметров процесса литья представлен на Фиг.16.
Фиг.17, 18 и 19 иллюстрируют операцию предварительного нагревания с последующим горячим экструзионным прессованием или горячей прокаткой или горячей ковкой слитка, согласно второму предпочтительному варианту выполнения данного изобретения.
Во время процесса предварительного нагревания слиток нагревается в печи с заданной скоростью нагревания. После того, как будет достигнута заданная температура, слиток выдерживают заданное время. Затем используется устройство для горячего экструзионного прессования, или устройство для горячей прокатки, или устройство для горячей ковки для завершения обработки в термопластичном состоянии. Ряд параметров предварительного нагревания и горячего экструзионного прессования для каждого из сплавов представлены на Фиг.17. Ряд параметров предварительного нагревания и горячей прокатки для каждого из сплавов представлен на Фиг.18. Ряд параметров предварительного нагревания и горячей ковки для каждого из сплавов представлен на Фиг.19.
Фиг.20, 21, 22 и 23 иллюстрируют операцию термообработки после горячей деформации сплавов, такой как горячее экструзионное прессование, горячая прокатка и горячая ковка, согласно третьему предпочтительному варианту выполнения данного изобретения.
После горячего экструзионного прессования, горячей ковки слитка изделие подвергается термообработке при заданной температуре. Ряд параметров процессов горячего экструзионного прессования, горячей прокатки и горячей ковки представлены на Фиг.20, 21 и 22, соответственно. Ряд механических свойств сплавов после термообработки представлен на Фиг.23.
В данном изобретении предлагается промышленное использование содержащих магний высококремниевых алюминиевых сплавов (сплав Al-Si) и способ их изготовления. Без добавления каких-либо модификаторов алюминиево-кремниевые сплавы имеют хорошую пластичность и относительно высокую прочность, их производство способом литья в кокиль с последующей обработкой в термопластичном состоянии и термообработкой требует невысоких затрат, и они могут использоваться в качестве конструкционных материалов.
Специалисту в данной области будет понятно, что вариант выполнения данного изобретения, представленный на чертежах и описанный выше, является только примером и не может рассматриваться в качестве ограничения.
Таким образом, становится очевидно, что цели данного изобретения были полностью выполнены. Варианты выполнения были показаны и описаны с целью проиллюстрировать функциональные и структурные принципы данного изобретения и они могут подвергаться изменениям, не отходя от этих принципов. Следовательно, данное изобретение включает все модификации, заключенные внутри сущности и объема следующих патентных притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ, ИМЕЮЩИЕ НИЗКУЮ РАЗНОСТЬ ПРОЧНОСТЕЙ | 2011 |
|
RU2598423C2 |
| ИЗДЕЛИЕ ИЗ Al-Zn-Mg СПЛАВА С ПОНИЖЕННОЙ ЧУВСТВИТЕЛЬНОСТЬЮ К ЗАКАЛКЕ | 2009 |
|
RU2503735C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2717434C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581544C2 |
| АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОЧНОСТЬЮ, ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ И НИЗКОЙ СТОИМОСТЬЮ | 2015 |
|
RU2716722C2 |
| Al-Mg-Si-ПОЛОСА ДЛЯ ПРИМЕНЕНИЙ С ВЫСОКИМИ ТРЕБОВАНИЯМИ К ФОРМУЕМОСТИ | 2010 |
|
RU2516214C2 |
| Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для получения изделий с повышенной прочностью и приемлемой пластичностью | 2015 |
|
RU2618593C1 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 2ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581543C2 |
| ИЗДЕЛИЕ ИЗ ДЕФОРМИРУЕМОГО ВЫСОКОПРОЧНОГО СПЛАВА Al-Zn И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ИЗДЕЛИЯ | 2004 |
|
RU2353699C2 |
| Высокопрочный литейный алюминиевый сплав | 2020 |
|
RU2754418C1 |
Содержащие магний высококремниевые алюминиевые сплавы, предназначенные для использования в качестве конструкционных материалов, включая профили, прутки, листы и поковки, изготавливаются при помощи технологического процесса, содержащего следующие операции: литье слитка из сплава способом литья в кокиль, предварительное нагревание слитка с целью диспергировать частицы эвтектической фазы кремния, обработка в термопластичном состоянии и термообработка с целью получить изделие окончательной формы и с модифицированной микроструктурой. Алюминиевые сплавы содержат, мас.%: 0,2-2 магния и 8-18 кремния и имеют однородную и мелкозернистую микроструктуру, при этом матрица алюминия является равноосной со средним размером зерна, не превышающим 6 мкм, а частицы кремния и вторичной фазы деспергированы при среднем размере частиц, не превышающем 5 мкм. Без добавления каких-либо модификаторов они производятся с малыми затратами путем объединения литья в кокиль с обработкой в термопластичном состоянии и термообработкой, что обуславливает хорошую пластичность и относительно высокую прочность. 7 з.п. ф-лы, 13 ил., 10 табл., 1 пр.
1. Способ производства изделий, включающих профили, сортовой прокат, листы или поковки из высококремниевых алюминиевых сплавов, содержащих магний, включающий следующие операции:
(а) литье слитка из алюминиевого сплава, содержащего 0,2-2 мас.% Mg и 8-18 мас.% Si, в кокиль при температуре расплава при литье на 150-300°C выше ликвидуса для указанных алюминиевых сплавов, скорости литья, равной 100-200 мм/мин, и скорости потока охлаждающей воды на периферии слитка, составляющей 5-15 г/мм·с;
(b) предварительную термообработку слитка с целью диспергировать частицы эвтектической фазы кремния; и
(с) обработку в термопластичном состоянии для получения окончательной формы изделия и термообработку для создания равномерной мелкозернистой структуры с равноосным средним размером зерна алюминиевой матрицы 6 мкм и диспергированных частиц эвтектической фазы кремния и вторичной фазы со средним размером эвтектической фазы кремния и вторичной фазы менее 5 мкм.
2. Способ по п.1, в котором указанный сплав конструкционного материала содержит по крайней мере один из следующих элементов: Cu, Zn, Ni, Ti и Fe, при этом общее процентное содержание по весу указанных Cu, Zn, Ni, Ti и Fe равняется или составляет менее двух процентов по весу.
3. Способ по п.1, в котором во время операции (b) указанный слиток нагревают с целью диспергировать частицы эвтектической фазы кремния со скоростью нагревания 10-30°C/мин, при температуре нагревания 450-520°С и времени выдержки, равном 1-3 ч, при этом указанный алюминиевый сплав охлаждают естественно или принудительно, при этом указанный алюминиевый сплав подвергают термообработке после обработки в термопластичном состоянии.
4. Способ по п.3, в котором термообработка на стадии (с) включает операцию образования раствора и операцию обработки с целью искусственного старения указанных алюминиевых сплавов после обработки в термопластичном состоянии при естественном охлаждении, при этом операция образования раствора осуществляется со скоростью нагревания 10-30°C/мин, при температуре образования раствора 500-540°C и времени образования раствора 0,5-3 ч, при этом обработка с целью искусственного старения осуществляется при температуре старения 160-200°C и времени старения 1-10 ч.
5. Способ по п.3, в котором термообработка на стадии (с) включает операцию искусственного или естественного старения при принудительном охлаждении указанного алюминиевого сплава после указанной обработки в термопластичном состоянии, при этом искусственное старение осуществляется при температуре старения 160-200°C и времени старения 1-10 ч.
6. Способ по п.3, в котором обработка в термопластичном состоянии включает операцию горячей прокатки, при этом полная величина коэффициента вытяжки при горячей прокатке превышает 40%.
7. Способ по п.3, в котором обработка в термопластичном состоянии включает операцию горячего экструзионного прессования, при этом коэффициент экструзии при горячем экструзионном прессовании превышает 15.
8. Способ по п.3, в котором обработка в термопластичном состоянии включает операцию горячей ковки, при этом коэффициент уковки при горячей ковке превышает 40%.
| Устройство для сопряжения интерфейсов ввода-вывода с регистратором | 1987 |
|
SU1413636A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 2002 |
|
RU2221891C1 |

