Способ относится к механической обработке материалов и может быть использован для обработки валов со сторонами равной ширины на токарных станках.
Известен способ для обработки многогранных валов, по которому заготовке и инструменту сообщают одинаковое направление вращения вокруг параллельных осей и относительное движение подачи (авторское свидетельство СССР №738771 А1, В23В 1/100, В23В 5/44, опубликовано 05.06.80, бюллетень №21).
Недостатком известного устройства является необходимость придания вращательного движения как заготовке, так и инструментальному блоку, наличием нескольких режущих кромок, что повышает погрешность обработки.
Технической задачей является расширение технологических возможностей токарного станка.
Поставленную задачу решают тем, что при обработке заготовку устанавливают таким образом, что ось шпинделя станка совпадает с контурной линией профиля, являющейся центром радиуса, формообразующего профиль обрабатываемой стороны вала со сторонами равной ширины, а резец устанавливают на расстоянии, равном радиусу профильной стороны от контура линии и перемещают в продольном направлении (вдоль оси заготовки).
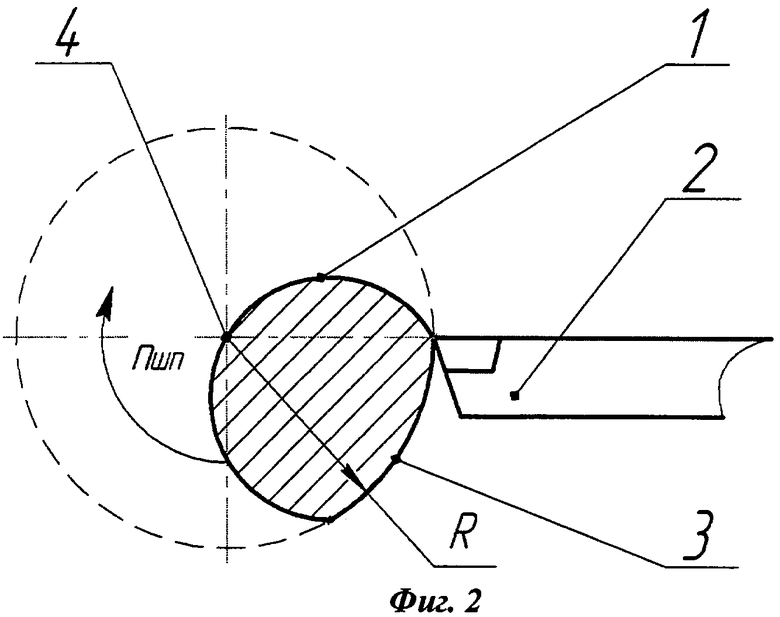
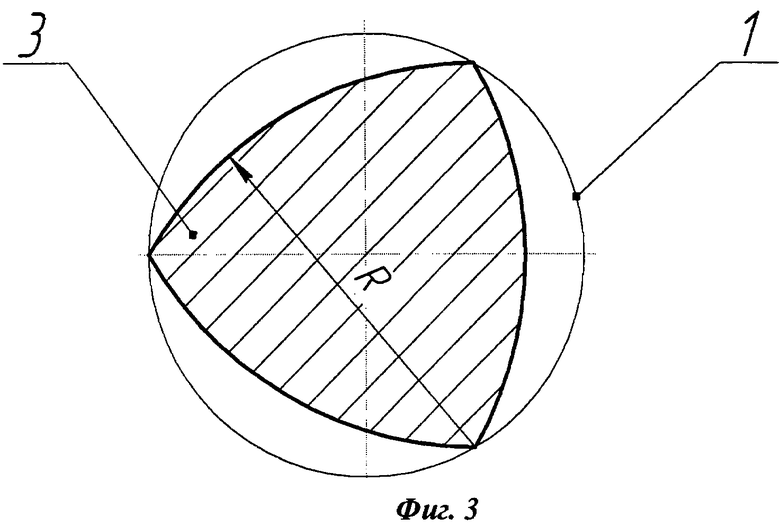
Сущность способа поясняется схемой, где на фиг.1 дана схема обработки вала со сторонами равной ширины на примере трех сторон (в момент поворота заготовки на резец), на фиг.2 дана схема обработки вала со сторонами равной ширины на примере трех сторон в момент выхода заготовки после обработки одной грани, на фиг.3 изображен профильный вал равной ширины на примере трех сторон.
Обработка происходит следующим образом. Заготовку 1 устанавливают относительно оси шпинделя станка 4 так, что ось шпинделя станка 4 касается наружной поверхности заготовки 1 в точке, являющейся центром радиуса R, образующего контур обрабатываемой стороны вала со сторонами равной ширины 3, т.е. расстояние между осью шпинделя 4 и вершиной резца 2 равно R, а резец при обработке передвигают в продольном направлении вдоль оси заготовки. Вращение шпинделя станка осуществляют при подводе резца 2 к оси станка 4 на расстояние, равное R. После обработки одной стороны выключают вращение шпинделя и освобождают заготовку от закрепления, после чего поворачивают заготовку 1 на угол 360°/n относительно оси заготовки 1, где n - число сторон вала со сторонами равной ширины, последующим закреплением. Количество поворотов заготовки 1 равно n-1.
Данным способом обеспечивают обработку профильного вала со сторонами равной ширины на токарных станках, что повышает производительность изготовления профильных валов со сторонами равной ширины повышает качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Приспособление к токарному станку для нарезания винтовых поверхностей | 1980 |
|
SU975212A1 |
Способ включает сообщение заготовке, установленной на шпинделе станка, вращательного движения, а инструменту - относительного движения подачи. Для расширения технологических возможностей заготовку устанавливают таким образом, чтобы ось шпинделя станка совпадала с контурной линией профиля, на которой лежит точка - центр радиуса, формообразующего профиль обрабатываемой стороны вала со сторонами равной ширины, а резец устанавливают на расстоянии, равном радиусу профильной стороны, от контура линии и передвигают в продольном направлении вдоль оси заготовки. После обработки одной стороны производят поворот на угол 360°/n относительно оси заготовки, где n - число сторон вала со сторонами равной ширины, а количество поворотов заготовки выбирают равным n-1. 3 ил.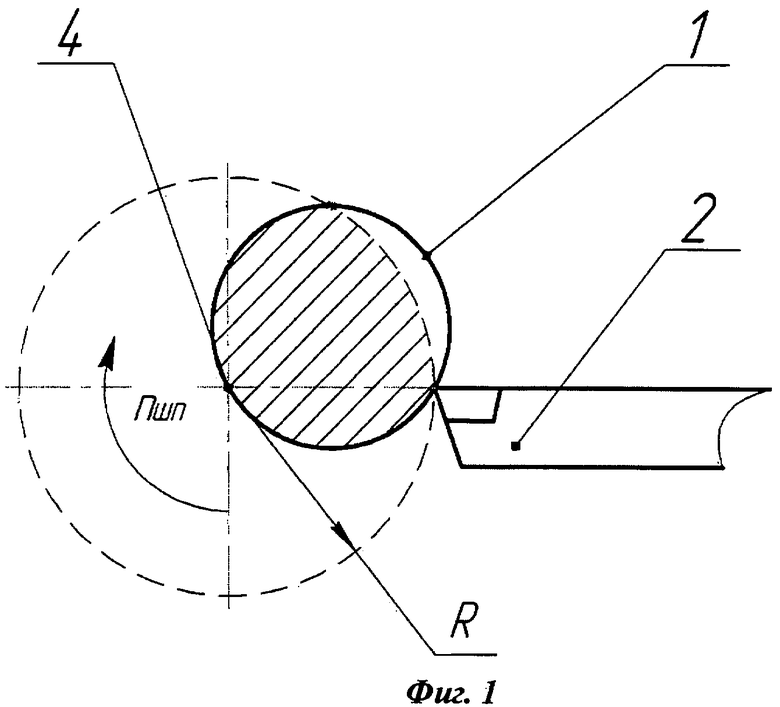
Способ изготовления профильного вала со сторонами равной ширины, включающий сообщение заготовке, установленной на шпинделе станка, вращательного движения, а инструменту - относительного движения подачи, отличающийся тем, что заготовку устанавливают таким образом, чтобы ось шпинделя станка совпадала с контурной линией профиля, на которой лежит точка - центр радиуса формообразующего профиль обрабатываемой стороны вала со сторонами равной ширины, а резец устанавливают на расстоянии, равном радиусу профильной стороны от контура линии, и передвигают в продольном направлении вдоль оси заготовки, после обработки одной стороны производят поворот на угол 360°/n относительно оси заготовки, где n - число сторон вала со сторонами равной ширины, а количество поворотов заготовки выбирают равным n-1.
| Способ обработки многогранных валов | 1977 |
|
SU738771A1 |
| Способ обработки деталей некруглого сечения | 1983 |
|
SU1159721A1 |
| Резец для обработки валов с равноосным контуром | 1986 |
|
SU1340917A1 |
| Способ обработки некруглых валов | 1988 |
|
SU1579636A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |

