Способ и устройство для электрохимической резки тонкостенных электропроводных заготовок, с одновременной электрохимической полировкой обеих поверхностей реза и округлением кромок, относятся к машиностроению, в области электрохимической обработки (ЭХО), и могут быть использованы, например, в производстве теплообменников, при отрезании трубок, с обработкой их торцов.
Известны различные способы ЭХО электропроводного материала, применяемые для резки или прошивки отверстий (пазов), или полировки. Общий недостаток - все они только для одного из указанных процессов.
Известен «Способ электрохимической резки» (RU №2339490), в котором для резки в технологической жидкости используется алмазный дисковый (вращающийся) электрод-инструмент. А турбулентными потоками этой же жидкости дополнительно, вне зоны резания, промывается и сам диск. Т.е. в данном способе механическое резание алмазным диском дополнено анодным растворением в рабочей жидкости, но сохранились недостатки механического способа резания, например, острые кромки среза.
Известен также «Способ электроэрозионно-химической обработки дисковым катодом» (SU №1313608) для чистовой обработки деталей в электролите, в котором полировка достигается за счет подачи заготовки под небольшим углом к вращающемуся диску. Основной недостаток этого аналога - полировка производится только одной стороной диска.
Другой общий недостаток известных способов - применение ими электролитов, которые сами и (или) газы ЭХО вредят здоровью людей.
Наиболее близким устройством по реализации предлагаемого способа ЭХО, т.е. прототипом, является «Устройство для электроэрозионного разрезания пакета труб» (SU №1809575). Но, кроме общего недостатка - применение только одного процесса ЭХО - резания, другим его недостатком является использование дорогостоящего криогенного процесса для замораживания рабочей жидкости, в т.ч. в трубных заготовках.
Задачей изобретения является устранение отмеченных выше недостатков аналогов и прототипа, т.е. объединение всех трех процессов ЭХО в одном способе одновременно, для обеспечения резки вращающимся катодом тонкостенных электропроводных заготовок и полировки обеих поверхностей реза со округлением их кромок, уменьшив, при этом, вредные последствия применения электролита, а также создание простого и технологичного устройства, для использования этого способа.
Задача решается способом электрохимической резки тонкостенных электропроводных заготовок с одновременной электрохимической полировкой обеих поверхностей реза и скруглением кромок, включающим электрохимическую обработку заготовок, погруженных в электролит и являющихся анодами, вращающимся катодом, выполненным в виде диска, размещенного в частично погруженной в электролит закрытой камере с прорезью для него внизу - в зоне обработки, в котором в качестве диска используют плоский электропроводный диск толщиной 1 мм, а в качестве электролита используют 2% водный раствор пищевой соды NaHCO3, который подают в зону обработки и в камеру с диском с трех сторон, в том числе снизу вверх.
Также задача решается в устройстве для электрохимической резки тонкостенных электропроводных заготовок с одновременной электрохимической полировкой обеих поверхностей реза и скруглением кромок, содержащем ванну с электролитом, стол для укладки погруженных в электролит заготовок, являющихся анодом, вращающийся катод, выполненный в виде диска, размещенного в частично погруженной в ванну с электролитом закрытой камере с прорезью для него внизу - в зоне обработки, и сборник электролита с насосом, при этом диск выполнен в виде плоского электропроводного диска толщиной 1 мм, а в столе выполнена щель для подачи электролита в зону обработки и в камеру с диском снизу вверх.
Предлагаемое устройство изображено на приложенных к описанию графических материалах (схематично):
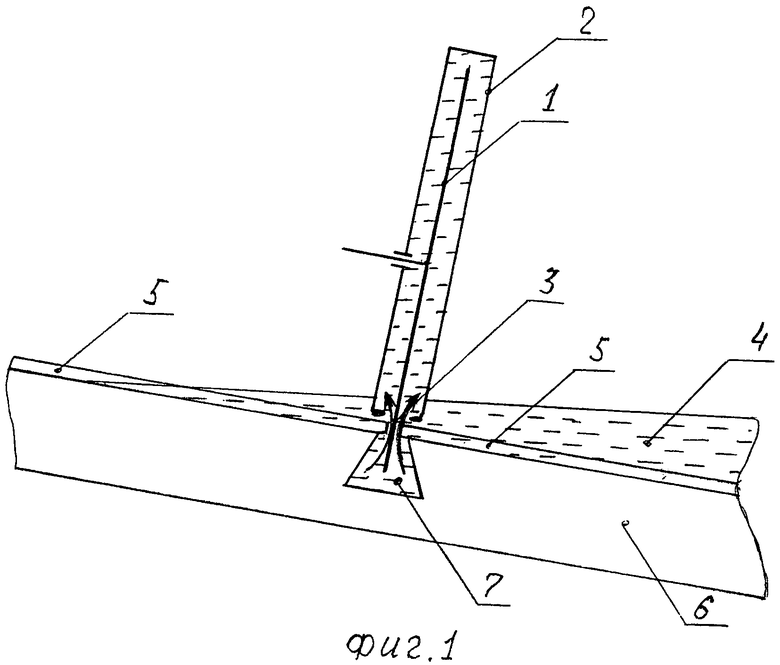
- на фиг.1 - вид зоны реза вдоль стола устройства;
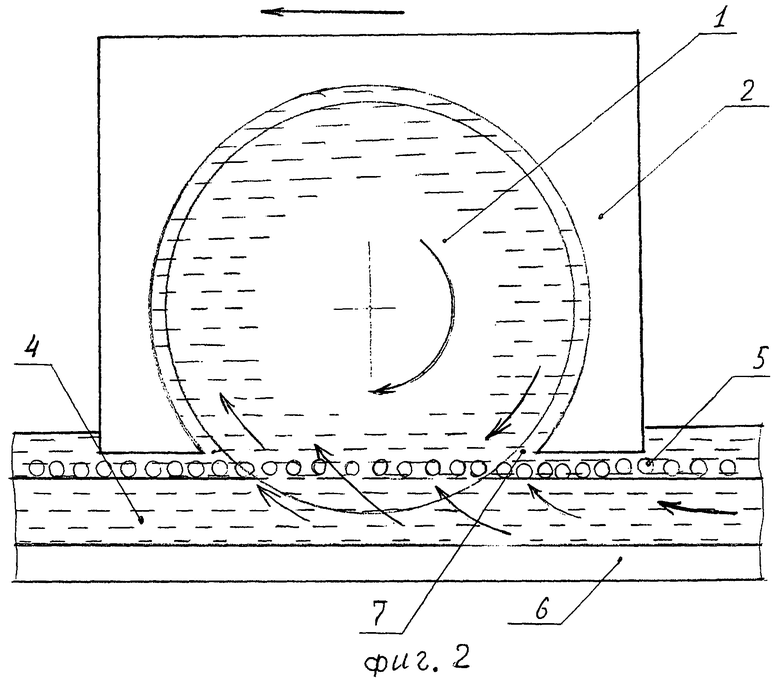
- на фиг.2 - вид зоны реза поперек стола устройства.
В устройстве для электрохимической резки тонкостенных электропроводных заготовок с одновременной электрохимической полировкой обеих поверхностей реза и скруглением кромок, например, при резке пакета трубок диаметром 2 мм и толщиной стенки 0,2 мм из нержавейки, катод выполнен тоже из нержавейки в виде плоского диска 1 (фиг.1) толщиной до 1 мм, а в качестве электролита используется 2% водный раствор пищевой соды (NaHCO3).
Сам диск размещен в замкнутой камере 2, с прорезью внизу 3 и частично погруженную в ванну 4 с электролитом. Заготовки (трубки) 5 уложены на столе 6 устройства и частично погружены в электролит в зоне обработки. По щелевому каналу 7 стола (фиг.2) электролит подается через щель в столе в зону обработки и в камеру 2 снизу-вверх. Благодаря ускорению потока электролита на выходе из камеры, за счет вращения диска 1, и дополнительным направлениям потока электролита, в зоне обработки, значительно возрастает скорость ЭХО.
Например, после резки и обработки с двух сторон 30 тыс. шт. трубок из нержавейки диаметром 2 мм и с толщиной стенки 0,2 мм износ диска составил 6 мм - по радиусу, а шероховатость поверхности реза на уровне зеркального блеска. А, главное, исключена трудоемкая работа по ручной зачистке острых кромок среза.
При этом, использование безвредного электролита и исключения его разбрызгивания, благодаря помещению вращающегося диска в закрытую камеру, улучшают безопасность и условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2064538C1 |
| СПОСОБ АНОДНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЛЕГИРОВАННОЙ И ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 1990 |
|
RU2046158C1 |
| Устройство для электрохимической обработки тел вращения в свободном абразиве | 1974 |
|
SU552163A1 |
| Способ электрохимического полирования сферических тел и устройство для его осуществления | 1979 |
|
SU859489A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ И СКРУГЛЕНИЯ КРОМОК ПЛАСТИНЫ ТОРСИОНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2020 |
|
RU2746886C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2072002C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ЗАЩИТА АСИНХРОННОЙ МАШИНЫ ВЕТОХИНА ДЛЯ НЕФТЕГАЗОВЫХ СКВАЖИН (АМВ НГС) | 2010 |
|
RU2450408C2 |
| Устройство для электролитического вырезания образцов | 1979 |
|
SU953493A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2014979C1 |
Изобретение относится к электрохимической резке тонкостенных электропроводных заготовок. Способ включает электрохимическую обработку заготовок, погруженных в электролит и являющихся анодами, вращающимся катодом, выполненным в виде диска, размещенного в частично погруженной в электролит закрытой камере с прорезью для него внизу - в зоне обработки, при этом в качестве диска используют плоский электропроводный диск толщиной 1 мм, а в качестве электролита используют 2%-ный водный раствор пищевой соды NaHCO3, который подают в зону обработки и в камеру с диском с трех сторон, в том числе снизу вверх. Устройство содержит ванну с электролитом, стол для укладки погруженных в электролит заготовок, являющихся анодом, вращающийся катод, выполненный в виде диска, размещенного в частично погруженной в ванну с электролитом закрытой камере с прорезью для него внизу - в зоне обработки, и сборник электролита с насосом, при этом в столе выполнена щель для подачи электролита. Изобретение позволяет повысить качество получаемых изделий при значительном снижении трудоемкости - резки и полировки поверхностей реза со округлением кромок, а также улучшает условия труда. 2 н.п. ф-лы, 2 ил.
1. Способ электрохимической резки тонкостенных электропроводных заготовок с одновременной электрохимической полировкой обеих поверхностей реза и округлением кромок, включающий электрохимическую обработку заготовок, погруженных в электролит и являющихся анодами, вращающимся катодом, выполненным в виде диска, размещенного в частично погруженной в электролит закрытой камере с прорезью для него внизу - в зоне обработки, при этом в качестве диска используют плоский электропроводный диск толщиной 1 мм, а в качестве электролита используют 2%-ный водный раствор пищевой соды NaHCO3, который подают в зону обработки и в камеру с диском с трех сторон, в том числе снизу вверх.
2. Устройство для электрохимической резки тонкостенных электропроводных заготовок с одновременной электрохимической полировкой обеих поверхностей реза и округлением кромок, содержащее ванну с электролитом, стол для укладки погруженных в электролит заготовок, являющихся анодом, вращающийся катод, выполненный в виде диска, размещенного в частично погруженной в ванну с электролитом закрытой камере с прорезью для него внизу - в зоне обработки, и сборник электролита с насосом, при этом диск выполнен в виде плоского электропроводного диска толщиной 1 мм, а в столе выполнена щель для подачи электролита в зону обработки и в камеру с диском снизу вверх.
| Устройство для электроэрозионного разрезания пакета труб | 1991 |
|
SU1809575A1 |
| Устройство для электрообработки в жидкой среде | 1987 |
|
SU1468698A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ | 2007 |
|
RU2339490C1 |
| Способ электроэрозионной резки | 1986 |
|
SU1340951A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

