Изобретение относится к обработке металлов давлением, а именно к определению параметров гибки профилей в виде проката, сварных балок и прессованных панелей.
Величину критериев граничных условий обычно определяют исходя из геометрии и механических свойств изгибаемого профиля или панели, но при этом не учитывают разнообразно применяемые схемы деформирования и.приложения усилия к элементам профилей (полке и стенке), которые существенно изменяют основные параметры изгиба.
Известен способ гибки профилей учитывающий стесняющие усилия, прилагаемые на стенку профиля (А.с. СССР №662200), который может быть использован в качестве наиболее близкого аналога.
Указанный способ относится в основном к листовым заготовкам, при формообразовании которых важным фактором является утонение заготовки после изгиба. При гибке профилей утонение заготовки по сравнению с ее размерами пренебрежительно мало и в этом случае граничные условия деформирования следует определять из других условий по сравнению с так называемым чистым изгибом.
Задачей настоящего изобретения является определение граничных условий при гибке профилей, применяемых в качестве ребер жесткости в конструкциях разнообразных изделий.
Техническим результатом, который обеспечивается изобретением и за счет которого решается указанная задача, является расширение областей использования аналитических методов определения граничных условий деформирования, пригодных не только для листовых заготовок, но и для заготовок из профилей и панелей. Кроме того, по сравнению с известными способами гибки предлагаемый способ можно применить для гибки профилей и сварных тавровых балок как стенкой внутрь, так и стенкой наружу, что также расширяет область применения данного способа. При этом технический результат заключается в определении критериев граничных условий деформирования, исходя из способов (схемы) приложения деформирующих усилий к элементам профилей (стенке и полке), которые ранее практически не принимались во внимание, при определении параметров гибки. Предлагаемое решение стало возможным после исследований авторов в их диссертационных работах, а также фундаментальным и прикладным исследованиям, проводимым в последние годы в рамках целевых федеральных программ.
Указанный технический результат достигается за счет того, что при гибке заготовок профилей прикладывают изгибающие усилия и стесняющие усилия на стенку профиля, при этом изгибающие усилия прикладывают к стенке или к полке, или к стенке и полке профиля.
При учете стеснения стенки профиля в аксиальном направлении относительное изгибающее усилие и кривизну пружинения уменьшают до 3 раз по сравнению с чистым изгибом.
При приложении изгибающего усилия на стенку профиля, смещающего нейтральную ось напряжений и деформаций по направлению от полки профиля, относительное изгибающее усилие и кривизну пружинения увеличивают до 2,5 раз по сравнению с чистым изгибом без учета действия контактных напряжений.
При приложении изгибающего усилия к полке профиля, смещающего нейтральную ось напряжений в направлении к полке профиля, относительное изгибающее усилие и кривизну пружинения увеличивают до 15% по сравнению с чистым изгибом.
Способ гибки заготовок из профилей с различным приложением изгибающих усилий поясняется схемами их деформирования со стеснением стенки Фиг.1: а - к стенке, б - к полке, в - к стенке и полке.
Профиль в виде проката несимметричного полособульба 6 высотой h, толщиной стенки bC и размерами бульба (полки) bп×t подвергается изгибающему усилию kсσт, где σт - предел текучести материала профиля, a kс - коэффициент превышения упругого изгиба. Стенка профиля нагружена стесняющим усилием также в долях предела текучести kстσт (Фиг.1a), при этом справа от схемы изгиба показаны эпюры действующих и остаточных напряжений: 1 - σ при чистом изгибе без учета действия контактных напряжений; 2 - σх приближенное значение нормальных напряжений в поперечном сечении профиля по оси х вдоль профиля; 2' - σх то же, что по позиции 2, но корректированное из учета схемы действия контактных напряжений; 3 - σy - нормальные напряжения по оси y вдоль его высоты h; 4 - σz - нормальные напряжения поперек профиля по оси z; 5 - σост - остаточные напряжения по оси х. На Фиг.1б - то же обозначение, что на Фиг.1а, но для схемы приложения изгибающего усилия kпσт к полке профиля. На Фиг.1в - то же, но для схемы приложения изгибающих усилий к профилю по стенке и по полке kпσт.
Как следует из приведенных иллюстраций стеснение стенки профиля и учет схем приложения нагрузки существенно изменяет характер и величину напряжений и деформаций в изгибаемом профиле. При этом стеснение стенки профиля в аксиальном направлении смещает нейтральную ось напряжений в сторону от полки профиля (Фиг.1а) и благодаря этому уменьшает относительное изгибающее усилие и кривизну пружинения до 3 раз. Приложение и учет изгибающих усилий на полке профиля (Фиг.1б) смещает нейтральную ось деформации по направлению от полки профиля, а относительное изгибающее усилие и кривизну пружинения увеличивают до 2,5 раз по сравнению с чистым изгибом (см. Оx по п.1 на Фиг.1б). Приложение изгибающих усилий на полку профиля смещает нейтральную ось напряжений (Фиг.1в) по направлению к полке профиля, а относительное изгибающее усилие и кривизну пружинения увеличивают до 15% по сравнению с чистым изгибом (эпюра 1). Относительный изгибающий момент является обобщенным показателем для определения параметров изгиба и определяется интегралом возникающих при изгибе нормальных напряжений (эпюры σх на Фиг.1а, б, в). Величину относительного изгибающего момента можно принимать из таблицы в брошюре: Куклин О.С. «Средства технологического оснащения корпусообрабатывающих цехов» Часть 1. Л.: ЦНИИ «Румб», 1985, с.116.
Предложенный способ позволяет определить граничные условия изгиба заготовок из профилей и панелей, чем обеспечивается эксплуатационная надежность изделий при минимуме термообработки, благодаря более точному учету возникающих напряжений и деформаций.
Исходя из сказанного видно, что предлагаемый способ имеет существенные преимущества перед прототипом, так как более универсален и обладает меньшей трудоемкостью выполнения необходимых опытных работ по установлению граничных условий изгиба заготовок из профилей и панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ С ПРОДОЛЬНОЙ ГИБКОЙ ЕГО В ПРОЦЕССЕ ПРОФИЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2564798C2 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
Изобретение относится к обработке металлов давлением, а именно к определению параметров гибки профилей в виде проката, сварных балок. Прикладывают изгибающие усилия и стесняющие усилия на стенку профиля. При учете стеснения стенки профиля в аксиальном направлении относительное изгибающее усилие и кривизну пружинения уменьшают до 3 раз по сравнению с чистым изгибом. При приложении изгибающего усилия на стенку профиля, смещающего нейтральную ось напряжений и деформаций по направлению от полки профиля, относительное изгибающее усилие и кривизну пружинения увеличивают до 2,5 раз по сравнению с чистым изгибом без учета действия контактных напряжений. При приложении изгибающего усилия к полке профиля, смещающего нейтральную ось напряжений в направлении к полке профиля, относительное изгибающее усилие и кривизну пружинения увеличивают до 15% по сравнению с чистым изгибом. Повышается качество изгиба. 1 ил.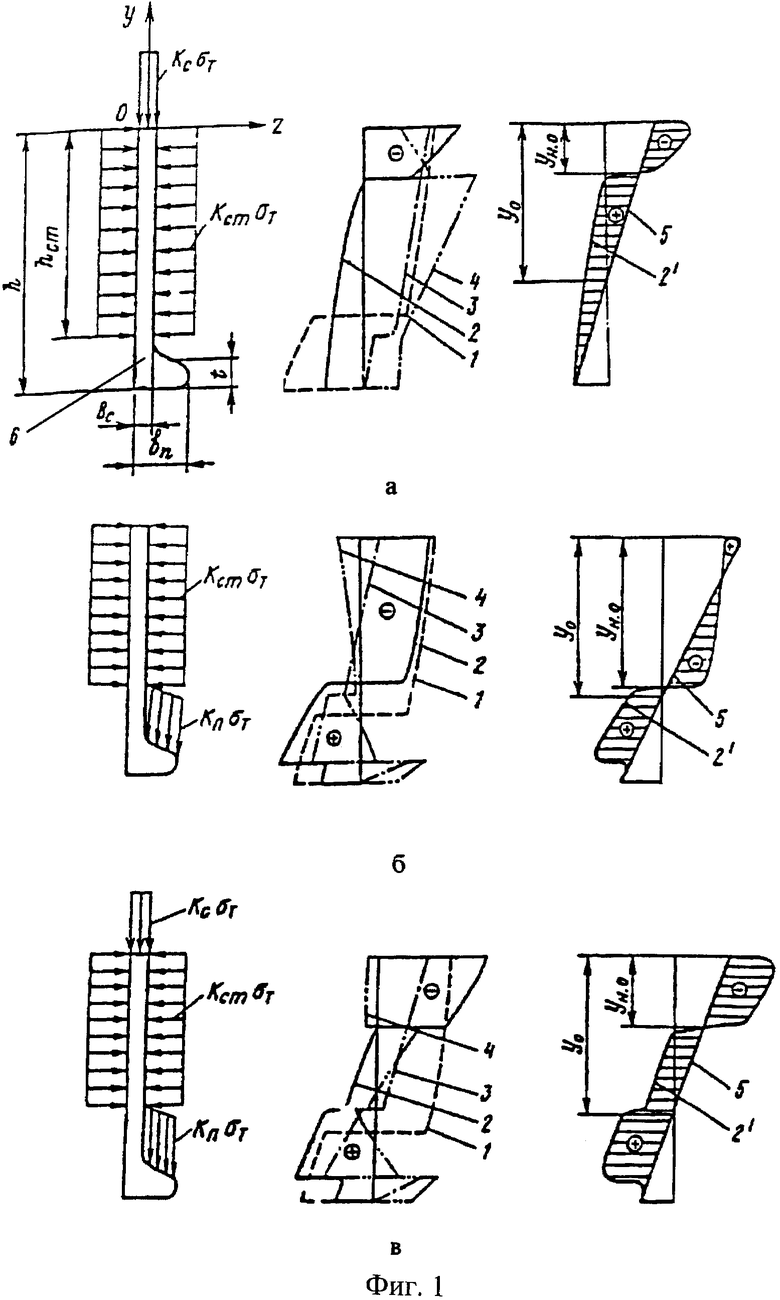
Способ гибки заготовок профилей, характеризующийся приложением стесняющих усилий на стенку заготовки профиля с приложением изгибающих усилий к стенке, или к полке, или к стенке и полке профиля.
| Способ гибки профилей | 1976 |
|
SU662200A1 |
| Способ гибки профилей | 1988 |
|
SU1563806A1 |
| СПОСОБ ГИБКИ ПРОФИЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU185827A1 |
| СПОСОБ ГИБКИ ТОНКОЛИСТОВОГО УГЛОВОГО ПРОФИЛЯ | 1998 |
|
RU2148457C1 |
| Электропривод постоянного тока | 1988 |
|
SU1545319A1 |

