Изобретение относится к области обработки металлов давлением, в частности к технологии гибки профилей.
Известен "Способ гибки углового профиля" по а.с. СССР N 384587 кл. B 21 D 7/02.
Из описания авторского свидетельства следует, что способ гибки углового профиля состоит в ослаблении зоны гиба и повороте недеформированных участков вокруг зоны изгиба, при этом ослабление зоны гиба осуществляют путем нагрева металла.
Недостатком известного технического решения является возможность повреждения декоративного и антикоррозийного покрытия тонколистового уголка (применяемого для упаковки пачек листовой продукции) при нагреве, а также коробление периферийной части полок уголка, прилегающей к зоне гиба. Коробление обусловлено большой величиной напряжений сжатия в этой зоне и незначительной жесткостью полок тонколистового уголка.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (по мнению авторов) является способ гибки углового профиля, который реализуется в "Штампе для гибки" по а.с. СССР N 654327 кл. B 21 D 7/02
Из описания авторского свидетельства следует, что способ гибки углового профиля состоит в повороте участков профиля вокруг линии изгиба с образованием в зоне гиба выступающей части.
Недостатком известного технического решения является наличие выступающей части зоны гиба, наличие трех участков избыточной деформации упомянутой зоны, низкая ее герметичность из-за наличия зазора между складками металла и вертикального расположения данной складки по отношению к плоскости деформируемой полки.
Вышеуказанные недостатки обусловлены тем, что тонколистовой угловой профиль после гибки используется для упаковки пачек листового материала, поэтому к зоне гиба предъявляются те же требования, что и к упаковочному уголку - геометрическая точность, отсутствие выступающих зон, герметичность, антикоррозионная стойкость, сохранение товарного вида.
Задача, на решение которой направлено техническое решение, - повышение герметичности зоны гиба тонколистового углового профиля и устранение избыточной деформации в упомянутой зоне.
При этом достигается получение такого технического результата, как повышение качества упаковки листового материала, за счет повышения герметичности зоны гиба (упаковочного) тонколистового углового профиля, и повышение коррозионной стойкости, а также улучшение товарного вида упаковки за счет исключения избыточной деформации и повреждения (отслоения, растрескивания) защитного слоя в зоне гиба упомянутого профиля.
Вышеуказанные недостатки исключаются тем, что в способе гибки тонколистового углового профиля, включающем поворот участков профиля вокруг линии изгиба с образованием в зоне гиба выступающей части, перед поворотом участков профиля производят ослабление зоны гиба путем создания двух участков деформации, один из которых располагают перпендикулярно полке профиля, а второй - под углом к первому, а после образования выступающей части зоны гиба осуществляют ее загиб до плоскости полки углового профиля в направлении наклонного участка деформации.
Сопоставительный анализ предлагаемого технического решения с известным техническим решением показывает, что заявляемый способ отличается от известного тем, что перед поворотом участков профиля производят ослабление зоны гиба путем создания двух участков деформации, один из которых располагают перпендикулярно полке профиля, а второй - под углом к первому, а после образования выступающей части зоны гиба осуществляют ее загиб до плоскости полки углового профиля в направлении наклонного участка деформации.
Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "Новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями показал, что способы гибки углового профиля с загибом выступающей части зоны гиба и ее ослаблением путем создания участков деформации широко известны.
Однако введение известных приемов в способ гибки тонколистового углового профиля (применяемого в качестве упаковочного элемента при упаковке пачек листового материала), и их взаимосвязь с другими приемами способа позволяет не только повысить герметичность зоны гиба и устранить избыточную деформацию в упомянутой зоне, но также способствует повышению качества упаковки листового материала, повышению коррозийной стойкости и улучшению товарного вида упаковки.
Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что по мнению авторов, соответствует критерию изобретения "Изобретательский уровень".
Способ гибки тонколистового углового профиля будет понятен из следующего описания и приложенных к нему чертежей.
На фиг. 1 изображена схема ослабления зоны гиба тонколистового углового профиля.
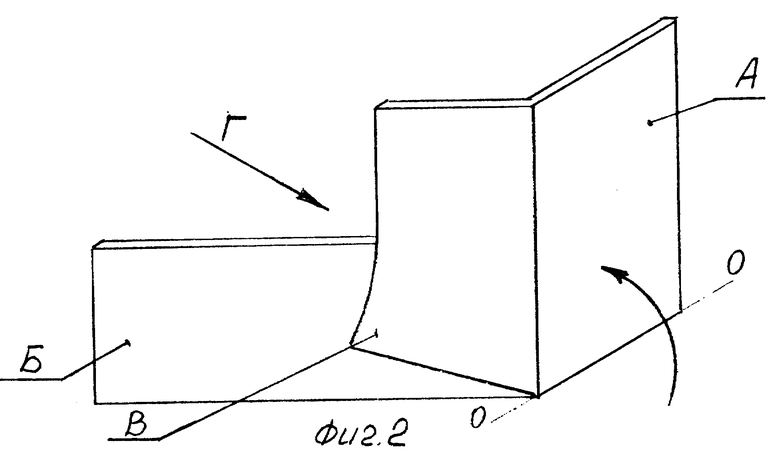
На фиг. 2 изображена схема поворота недеформированных участков.
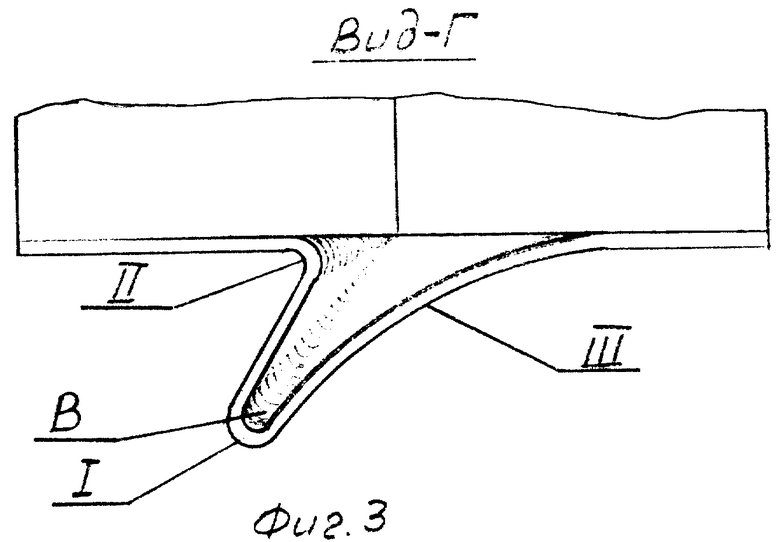
На фиг. 3 изображен вид - Г фиг. 2.
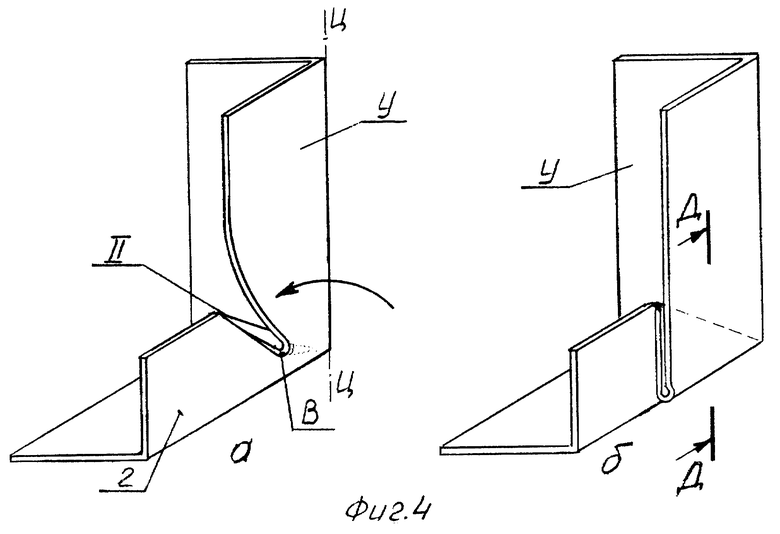
На фиг. 4 изображена схема загиба выступающей части гиба (а - перед загибом; б - после загиба).
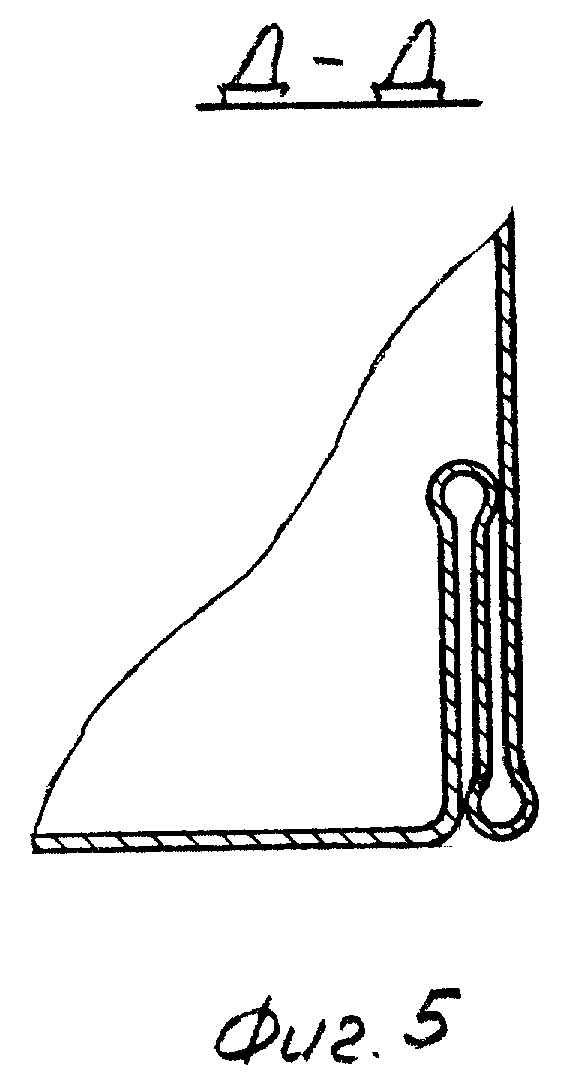
На фиг. 5 изображен разрез Д-Д фиг. 4.
Способ гибки тонколисттового углового профиля осуществляется следующим образом. На угловом профиле У задают точку, где должна проходить линия изгиба О-О. Затем для ослабления зоны гиба создают два участка деформации I и II, расходящихся лучами от линии изгиба О-О и ориентированных в направлении линий гиба элементов деформируемой зоны.
При этом участок I расположен перпендикулярно полке профиля У, а участок II под углом к участку I. После этого участки углового профиля А и Б поворачивают вокруг линии изгиба О-О, в результате чего образуется выступающая часть зоны гиба В. При этом максимальная деформация зоны гиба В проходит по участкам деформации I и II, а элемент III зоны гиба подвергается незначительной деформации вследствие упругости тонколистового углового профиля. Затем производят загиб выступающей части зоны гиба В до плоскости полки 2 углового профиля, при этом загиб ведут в направлении наклонного II участка деформации относительно оси Ц-Ц расположенной перпендикулярно оси О-О и проходящей по вершине уголка.
В результате совершенных приемов складки металла выступающей зоны расположены в плоскости полки 4 углового профиля У, а в сечении она состоит из 3-х слоев металла.
При этом в участках максимальных деформаций зоны гиба, проходящих по участкам предварительной деформации I и II, зазор между складками металла меньше чем аналогичный зазор по плоскости складки.
Кроме того, элемент III зоны гиба выпрямляется, и из упругодеформированного состояния возвращается в исходное до деформации состояние, при этом он закрывает (находится сверху) деформированные складки металла.
Пример.
В листопрокатном производстве (ЛПП) ОАО "НЛМК" производилась опытная гибка тонколистового углового профиля, изготовленного из оцинкованной стали марки 08ПС толщиной 0,8 мм с размером полок 100 мм и 250 мм, длиной 2250 мм. Опытная гибка проводилась с целью получения из упомянутого углового профиля элементов для упаковки пачек металла размерами 2500х1600х300 мм.
Для этого от начала профиля отмерили 900 мм, таким образом нашли точку, где должна проходить линия изгиба.
Затем для ослабления зоны гиба создали два участка деформации, расходящиеся лучами от линии изгиба и ориентированные в направлении линий гиба элементов деформируемой зоны. При этом один участок расположен перпендикулярно полке профиля, а другой - под углом 45o к первому. После этого участки углового профиля повернули на 90o вокруг линии изгиба, в результате чего образовалась выступающая часть зоны гиба. При этом максимальная деформация зоны гиба пришлась на участки предварительной деформации. Затем произвели загиб выступающей части зоны гиба по плоскости полки углового профиля, при этом загиб вели в направлении наклонного участка деформации.
При визуальном осмотре зоны деформации удалось установить, что между складками металла наблюдается контакт, то есть зазор практически отсутствует, а на обращенной наружу поверхности зоны гиба отсутствуют следы деформации, а также нет повреждения и растрескивания цинкового покрытия.
Исходя из вышесказанного можно сделать вывод, что задача на выполнение которой направлено техническое решение - выполняется.
При этом достигается получение такого технического результата, как повышение качества упаковки листового материала за счет повышения герметичности зоны гиба тонколистового углового профиля и повышение коррозийной стойкости, а также улучшение товарного вида упаковки за счет исключения избыточной деформации и повреждения защитного слоя в зоне гиба упомянутого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОЛИСТОВОГО УГЛОВОГО ПРОФИЛЯ | 1999 |
|
RU2158643C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| ГНУТЫЙ ПРОСЕЧНОЙ УГОЛОК | 1998 |
|
RU2134224C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ К ПРОФИЛИРОВАНИЮ | 2006 |
|
RU2307334C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СПОСОБ ИЗГИБА ГНУТОГО ШВЕЛЛЕРА | 2002 |
|
RU2232658C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении упаковки листового материала. На угловом профиле задают точку, где должна проходить линия гиба. Производят ослабление зоны гиба путем создания двух участков деформации. Один участок располагают перпендикулярно полке профиля, а второй - под углом к первому. Затем участки профиля поворачивают вокруг линии изгиба, образуя в зоне гиба выступающую часть. После этого упомянутую выступающую часть загибают до плоскости полки углового профиля в направлении наклонного участка деформации. В результате обеспечивается повышение герметичности зоны гиба и устраняются избыточные деформации в упомянутой зоне. 5 ил.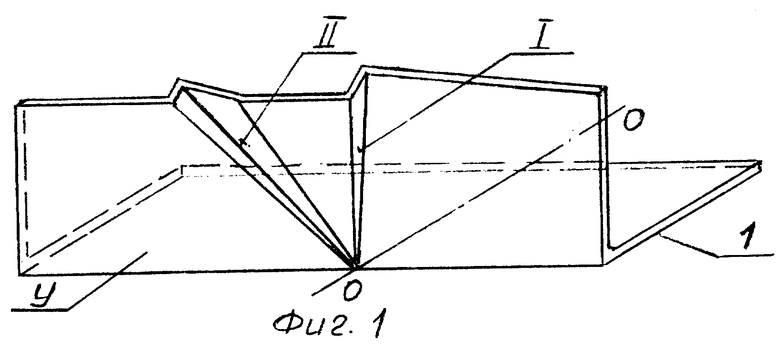
Способ гибки тонколистового углового профиля, включающий поворот участков профиля вокруг линии изгиба с образованием в зоне гиба выступающей части, отличающийся тем, что перед поворотом участков профиля производят ослабление зоны гиба путем создания двух участков деформации, один из которых располагают перпендикулярно полке профиля, а второй - под углом к первому, а после образования выступающей части зоны гиба осуществляют ее загиб до плоскости полки углового профиля в направлении наклонного участка деформации.
| Штамп для гибки | 1976 |
|
SU654327A1 |
| Штамп для гибки профильных заготовок | 1980 |
|
SU994081A1 |
| Штамп для гибки профилированных заготовок | 1984 |
|
SU1214273A1 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| Электропривод постоянного тока | 1988 |
|
SU1545319A1 |

