Изобретение относится к области создания устройств, предназначенных для интенсивной пластической деформации материалов методом равноканального углового прессования.
Известно устройство для равноканального углового прессования заготовки, в котором пересекающиеся под произвольным углом вертикальный и горизонтальный каналы высверливаются в цельной болванке и деформированный образец выталкивается из нее последующими образцами [Сегал В.М., Резников В.И., Копылов В.И. и др. Процессы пластического структурообразования. Минск: Навука i тэхнiка. - 1994. - 232 с.].
Однако данное устройство не обеспечивает высокую степень интенсивности деформации материала по схеме простого сдвига за один цикл эксперимента.
Устройство для равноканального углового прессования заготовки, принятое в качестве прототипа, содержит матрицу, пуансон, каналы в одной плоскости с углами пересечения по 90° каждый [К.Nakashima, Z.Horita, M.Nemoto, T.G.Langdon. Development of a multi-pass facility for equal-channel angular pressing to high total strains // Materials Science and Engineering A, Volume 281, Issues 1-2, 15 April 2000, Pages 82-87].
Недостатком известного устройства является то, что данная схема реализует только маршрут прессования С (равноканальное угловое прессование по маршруту С отражает поворот заготовки относительно ее продольной оси перед каждым последующим циклом прессования на угол 180°).
Задачей предлагаемого изобретения является разработка устройства для равноканального углового прессования заготовки, обеспечивающего высокую интенсивность пластической деформации материалов при комбинации маршрутов прессования ВC и С, а также при прессовании по маршруту ВC в 4 прохода.
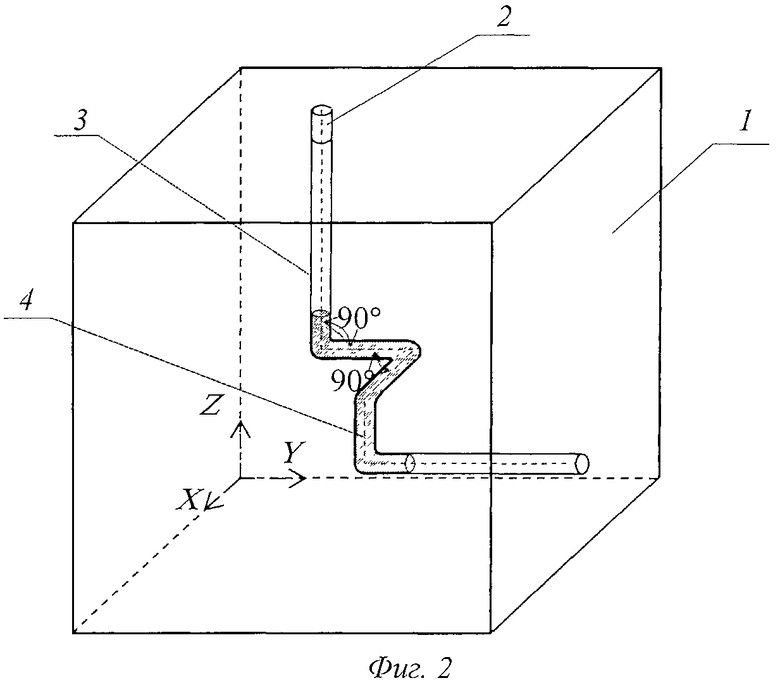
Поставленная задача достигается тем, что в устройстве для равноканального углового прессования заготовки, содержащего матрицу, пуансон, каналы с углами пересечения по 90° каждый, согласно изобретению каналы выполнены во взаимно перпендикулярных плоскостях YZ, XY и XZ с обеспечением маршрутов прессования BC+C+C+BC или ВC в 4 прохода.
Равноканальное угловое прессование по маршруту ВC отражает поворот заготовки по часовой стрелке относительно ее продольной оси перед каждым последующим циклом прессования на угол 90°.
Предложенная конструкция устройства равноканального углового прессования заготовки с выполнением нескольких каналов в матрице, лежащих во взаимно перпендикулярных плоскостях YZ, XY и XZ с возможностью прессования заготовки по различным маршрутам или по одному маршруту в несколько проходов, способствует реализации высокой степени сдвиговой деформации в одном устройстве.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для равноканального углового прессования заготовки отличается выполнением каналов в матрице с углом пересечения каналов 90° во взаимно перпендикулярных плоскостях YZ, XY и XZ с обеспечением маршрутов прессования ВC+С+С+ВC или ВC в 4 прохода, что обеспечивает прессование по различным маршрутам или по одному маршруту в несколько проходов.
Варианты схемы заявляемого устройства для равноканального углового прессования заготовки представлены на чертежах.
Устройство для равноканального углового прессования заготовки содержит матрицу 1, пуансон 2, каналы 4, 5, 6, 7, 8 (фиг.2) и 9 (фиг.1). При этом каналы выполнены во взаимно перпендикулярных плоскостях YZ, XY и XZ.
Устройство для равноканального углового прессования заготовки работает следующим образом.
Во входной вертикальный канал 4 матрицы 1 устанавливают заготовку 3, которая под воздействием на нее пуансона 2 продавливается через каналы в выходной канал 9 (фиг.1) или 8 (фиг.2). Заготовка 3, перемещаясь из вертикального канала 4 в выходной канал 9 или 8, деформируется в местах пересечения каналов как при равноканальном угловом прессовании. При этом в зависимости от относительной ориентации каналов заготовка подвергается простому сдвигу по различным маршрутам прессования или по одному маршруту в несколько проходов в одном устройстве: ВC+С+С+ВC (фиг.1) и ВC в 4 прохода (фиг.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВОГО ПОРОШКА | 2008 |
|
RU2370341C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570606C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570605C1 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТНО-МЯГКОГО СПЛАВА 27КХ | 2017 |
|
RU2655416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТНО-МЯГКОГО СПЛАВА СИСТЕМЫ ЖЕЛЕЗО-КОБАЛЬТ 27КХ | 2020 |
|
RU2752062C1 |
| Способ обработки ферритно-перлитных сталей | 2016 |
|
RU2629581C1 |
| СПОСОБ ОБРАБОТКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2010 |
|
RU2443786C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
Изобретение относится к области создания устройств, предназначенных для интенсивной пластической деформации материалов методом равноканального углового прессования. Устройство содержит матрицу с выполненными в ней каналами, углы пересечения которых составляют по 90° каждый, и пуансон. Каналы выполнены во взаимно перпендикулярных плоскостях YZ, XY и XZ с обеспечением маршрутов прессования BC+C+C+BC или ВС в 4 прохода. В результате обеспечивается высокая интенсивность пластической деформации материалов. 2 ил.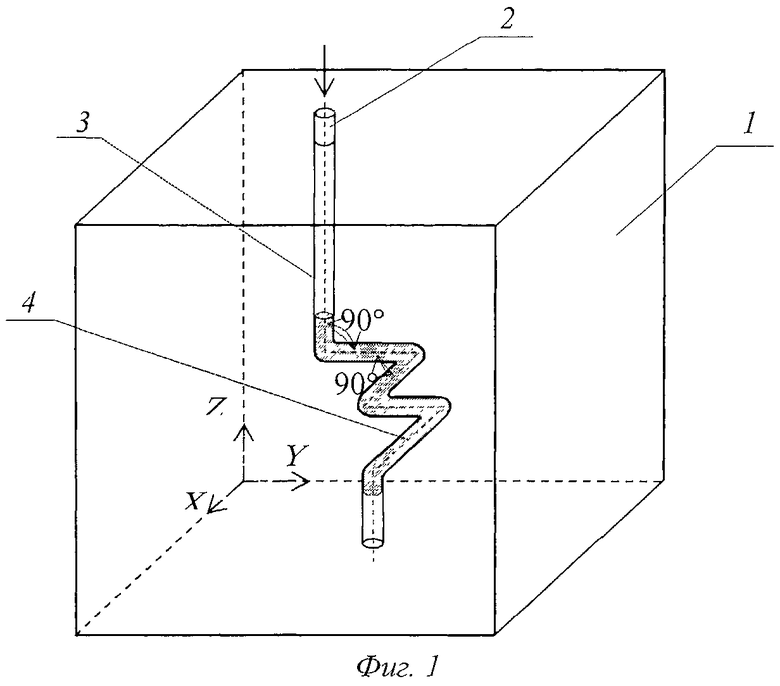
Устройство для многомаршрутного равноканального углового прессования заготовки, содержащее матрицу с выполненными в ней каналами, углы пересечения которых составляют по 90° каждый, и пуансон, отличающееся тем, что каналы выполнены во взаимно перпендикулярных плоскостях YZ, XY и XZ с обеспечением маршрутов прессования ВС+С+С+ВС или ВС в 4 прохода.
| K.Nakashima, Z.Horita, M.Nemoto, T.G.Langdon | |||
| Development of a multi-pass facility for equal-channel angular pressing to high total strains // Materials Science and Engineering A, Volume 281, Issues 1-2, 15 April 2000, Pages 82-87 | |||
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252094C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| JP 2003096549 A, 03.04.2003. | |||

