Область техники
Настоящее изобретение относится к сварочному оборудованию для сварки вместе множества заготовок.
Известный уровень техники
Во время сварки вместе множества пластинчатых заготовок заготовки, в первую очередь, размещаются, используя приспособление, так, что один конец заготовки соединяется встык напротив сопряженного конца другой заготовки. После этого состыкованное соединение сваривается лазерной сваркой.
Там, где используется сварочное оборудование для выполнения такой сварки стыков, сама лазерная сварка может быть завершена в относительно короткий период времени. В то же время загрузка и размещение заготовок требуют времени. Поэтому если процессы, включающие в себя загрузку и размещение заготовок, лазерную сварку и разгрузку заготовок, осуществляются в одном и том же месте, тогда время, расходуемое на все операции, продлевается за счет наиболее трудоемких процессов.
В сварочном устройстве, раскрытом в Патентном документе 1, указанном ниже, множество сварочных станций расположены параллельно с передающей линией, и пока выполняется операция сварки на одной сварочной станции, плита приспособления загружается и размещается на другой сварочной станции. Пока операция сварки на одной сварочной станции завершается, операция сварки начинается на другой сварочной станции. С этим сварочным устройством время, расходуемое на все операции, может быть сокращено.
Предшествующий уровень техники
Патентный документ
Патентный документ 1: Japanese Laid-open Patent Publication №08-290282
Сущность изобретения
Проблемы, решаемые изобретением
В сварочном устройстве, раскрытом в Патентном документе 1, две сварочные станции с одним и тем же функциональным назначением нуждаются в обеспечении расположения их на одном уровне, в случае когда операция сварки осуществляется на одинаковых участках заготовок с одинаковыми техническими параметрами, в результате чего сварочное устройство требует значительного пространства. К тому же каждая из двух сварочных станций нуждается в оборудовании сварочной головкой с возможностью охватывать две сварочные станции, что влечет за собой рост стоимости.
Настоящее изобретение было создано с учетом вышеуказанных обстоятельств, и объект изобретения заключается в обеспечении сварочного оборудования, которое делает возможным сокращение количества требуемых сварочных станций и которое к тому же может выгодно сохранять пространство так же значительно, как и стоимость.
Средства для решения проблем
Настоящее изобретение было создано для достижения вышеуказанной цели. Сварочное оборудование по п.1, которое осуществляет сварку стыков множества заготовок, соединенных встык напротив друг друга, содержит: координатную станцию для размещения заготовок; сварочную станцию, имеющую сварочную головку для сварки заготовок друг с другом; первый и второй столы, каждый способный перемещаться между координатной станцией и сварочной станцией; и устройство крепления, связанное с каждым из первого и второго столов, для крепления заготовок в соответственных заранее определенных местах на соответствующем одном из первого и второго столов, причем, когда первый стол перемещается к координатной станции, второй стол перемещается к сварочной станции, и когда первый стол перемещается к сварочной станции, второй стол перемещается к координатной станции, и причем заготовки крепятся на первом или втором столе, расположенном на координатной станции, далее перемещаются вместе с первым или вторым столом на сварочную станцию и свариваются вместе сварочной головкой, тем самым получая готовое изделие.
Согласно п.2 сварочное оборудование по п.1 дополнительно содержит: станцию загрузки, на которой размещены еще не сваренные заготовки; станцию разгрузки, на которой размещено готовое изделие; первое перемещающее устройство для передачи заготовок, размещенных на станции загрузки, на первый или второй стол, расположенный на координатной станции; и второе перемещающее устройство для передачи готового изделия с первого или второго стола, который переместился на координатную станцию после завершения сварки на сварочной станции, на станцию разгрузки.
Согласно п.3 координатная станция сварочного оборудования по п.1 включает в себя первый координатный стол, расположенный на одной стороне сварочной станции, и второй координатный стол, расположенный на другой стороне сварочной станции, противоположно первому координатному столу, причем, когда первый стол перемещается на первый координатный стол, второй стол перемещается к сварочной станции, и когда первый стол перемещается к сварочной станции, второй стол перемещается на второй координатный стол.
Согласно п.4 координатная станция сварочного оборудования по п.1 располагается на одной стороне сварочной станции, а первый и второй столы передвигаются вдоль соответственных путей передвижения, различающихся по высоте друг от друга.
Согласно п.5 первый и второй столы сварочного оборудования по п.1 каждый обеспечивается координатным устройством для размещения отдельных заготовок.
Согласно п.6 координатное устройство сварочного оборудования по п.5 включает в себя стопоры, расположенные в соответственных заранее определенных местах на соответствующем одном из первого и второго столов и способные выступать из соответствующего стола, и элементы толкания для толкания соответственных заготовок так, чтобы входить в плотный контакт с соответствующими одними из стопоров.
Согласно п.7 заготовки, используемые в сварочном оборудовании по п.5, включают в себя, по меньшей мере, первую и вторую заготовки, причем первая заготовка размещается в заранее определенном месте координатным устройством, после этого первая заготовка крепится на одном из первого и второго столов устройством крепления, и в отношении второй заготовки, проталкиваемой так, чтобы соединиться встык напротив первой заготовки, вторая заготовка крепится на другом из первого и второго столов устройством крепления.
Согласно п.8 вышеуказанный один из первого и второго столов сварочного оборудования по п.7 дополнительно включает в себя пару направляющих элементов, и когда первая заготовка крепится на одном из первого и второго столов устройством крепления, направляющие элементы располагаются на обеих сторонах первой заготовки возле стороны первой заготовки, напротив которой вторая заготовка соединяется встык, для предохранения второй заготовки от смещения на первую заготовку.
Согласно п.9 устройство крепления сварочного оборудования по п.1 включает в себя блоки притягивания для притягивания соответственных нижних поверхностей заготовок.
Согласно п.10 блоки притягивания сварочного оборудования по п.9 каждый представляет собой блок магнитного притягивания, прикрепленный к соответствующему одному из первого и второго столов.
Преимущественные эффекты изобретения
Сварочное оборудование по п.1 включает в себя первый и второй столы, на которых закреплены заготовки, и первый и второй столы отдельно передвигаются между координатной станцией и сварочной станцией. В то время как осуществляется операция сварки заготовок, закрепленных на одном из столов, расположенном на сварочной станции, заготовки размещаются и крепятся на другом столе, расположенном на координатной станции. Т.к. сварка и размещение заготовок могут быть выполнены за одно время, то время, затрачиваемое на все операции, может быть сокращено. К тому же всего одной сварочной станции достаточно в такой степени, чтобы осуществлять одну и ту же операцию сварки на одном и том же типе заготовок, и, соответственно, занимаемое пространство может быть значительно сохранено по сравнению с вышеуказанным традиционным устройством.
В сварочном оборудовании по п.2, когда один из первого и второго столов располагается на сварочной станции, операция сварки осуществляется на заготовках на столе, расположенном на сварочной станции. Пока операция сварки осуществляется таким образом, другой из первого и второго столов располагается на координатной станции, второе перемещающее устройство перемещает готовое изделие с другого стола, расположенного на координатной станции, на станцию разгрузки, и первое перемещающее устройство перемещает заготовки со станции загрузки на другой стол, расположенный на координатной станции. Таким образом, возможно сокращение времени, затрачиваемого на все операции, включающее загрузку заготовок и разгрузку готовых изделий.
В сварочном оборудовании по п.3, когда первый стол передвигается к первому координатному столу, второй стол передвигается на сварочную станцию. С другой стороны, когда первый стол передвигается к сварочной станции, второй стол передвигается на второй координатный стол. В дополнение, первый и второй координатные столы расположены на противоположных сторонах сварочной станции соответственно. В связи с этим две координатные станции могут быть расположены в плоскости, а именно на одном уровне друг с другом, делая возможным уменьшение высоты сварочного оборудования.
В сварочном оборудовании по п.4 координатная станция расположена только на одной стороне сварочной станции, и первый и второй столы передвигаются на относительно разных уровнях или высотах, между координатной станцией и сварочной станцией. Такое расположение служит тому, чтобы сделать горизонтальный размер сварочного оборудования вполне компактным.
В сварочном оборудовании по п.5 заготовки размещены в соответственных заранее определенных местах на соответствующем одном из первого и второго столов связанным с ним координатным устройством.
В сварочном оборудовании по п.6 стопоры, расположенные на соответственных заранее определенных местах на каждом из первого и второго столов, способны выступать из стола, и заготовки толкаются элементами толкания так, чтобы входить в плотный контакт с соответствующими стопорами, тем самым размещая заготовки.
В сварочном оборудовании по п.7 первая заготовка размещается координатным устройством и после этого крепится на столе устройством крепления. В отношении второй заготовки, толкаемой так, чтобы быть соединенной встык с первой заготовкой, далее вторая заготовка крепится на столе устройством крепления. Таким образом, на столе размещены и закреплены две заготовки. Соответственно, вторая заготовка может быть размещена с высокой точностью относительно первой заготовки.
В сварочном оборудовании по п.8, когда вторая заготовка соединяется встык напротив первой заготовки, которая закреплена на столе устройством крепления, направляющие элементы, связанные со столом, надежно защищают вторую заготовку от смещения на первую заготовку.
В сварочном оборудовании по п.9 устройство крепления содержит блоки притягивания для притягивания нижних поверхностей соответственных заготовок. Т.к. прижимные приспособления или подобные элементы не выступают над верхними поверхностями заготовок, то на движение сварочной головки, которая осуществляет лазерную сварку, налагается разграничение, тем самым делая возможным высокоскоростное движение сварочной головки.
В сварочном оборудовании по п.10 каждый блок притягивания является блоком магнитного притягивания, прикрепленным к соответствующему столу. Соответственно, режим притягивания, в котором блок притягивания притягивает нижние поверхности соответствующей заготовки, и режим отсутствия притягивания могут быть легко переключаемыми с одного на другой.
Краткое описание чертежей
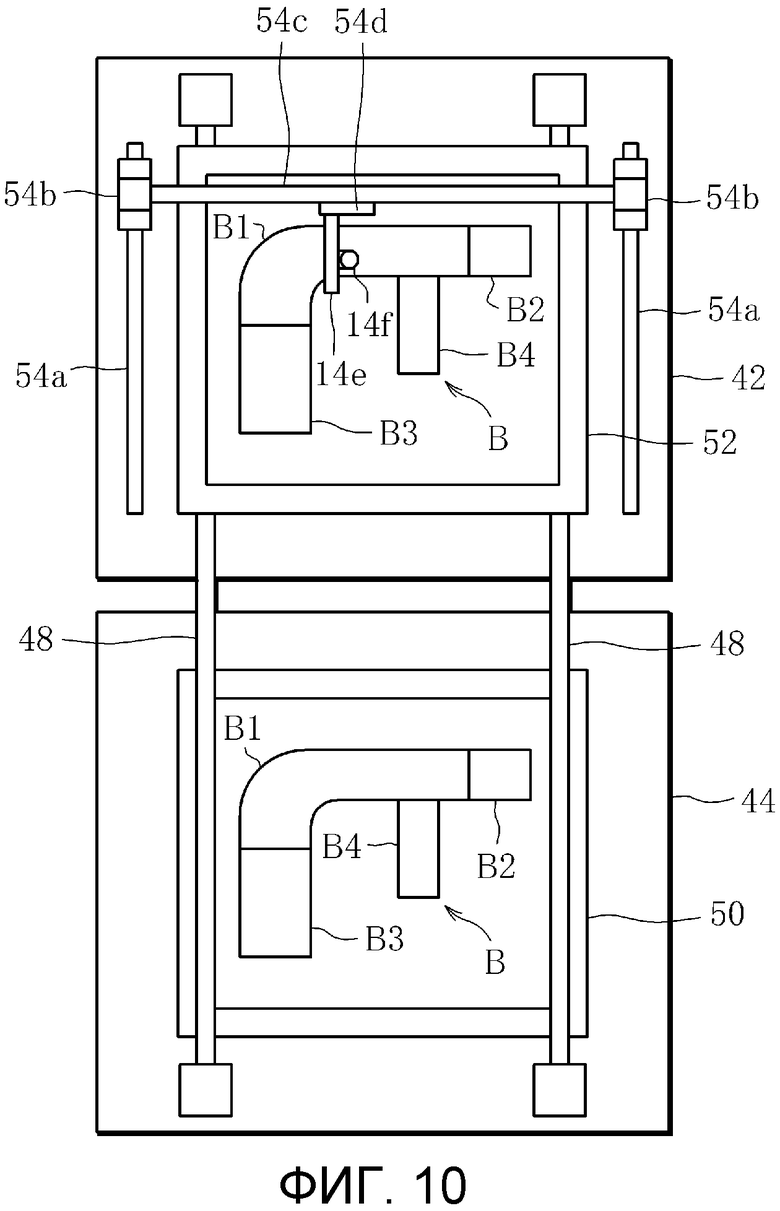
Фиг.1 представляет собой вид сверху сварочного оборудования согласно первому варианту осуществления.
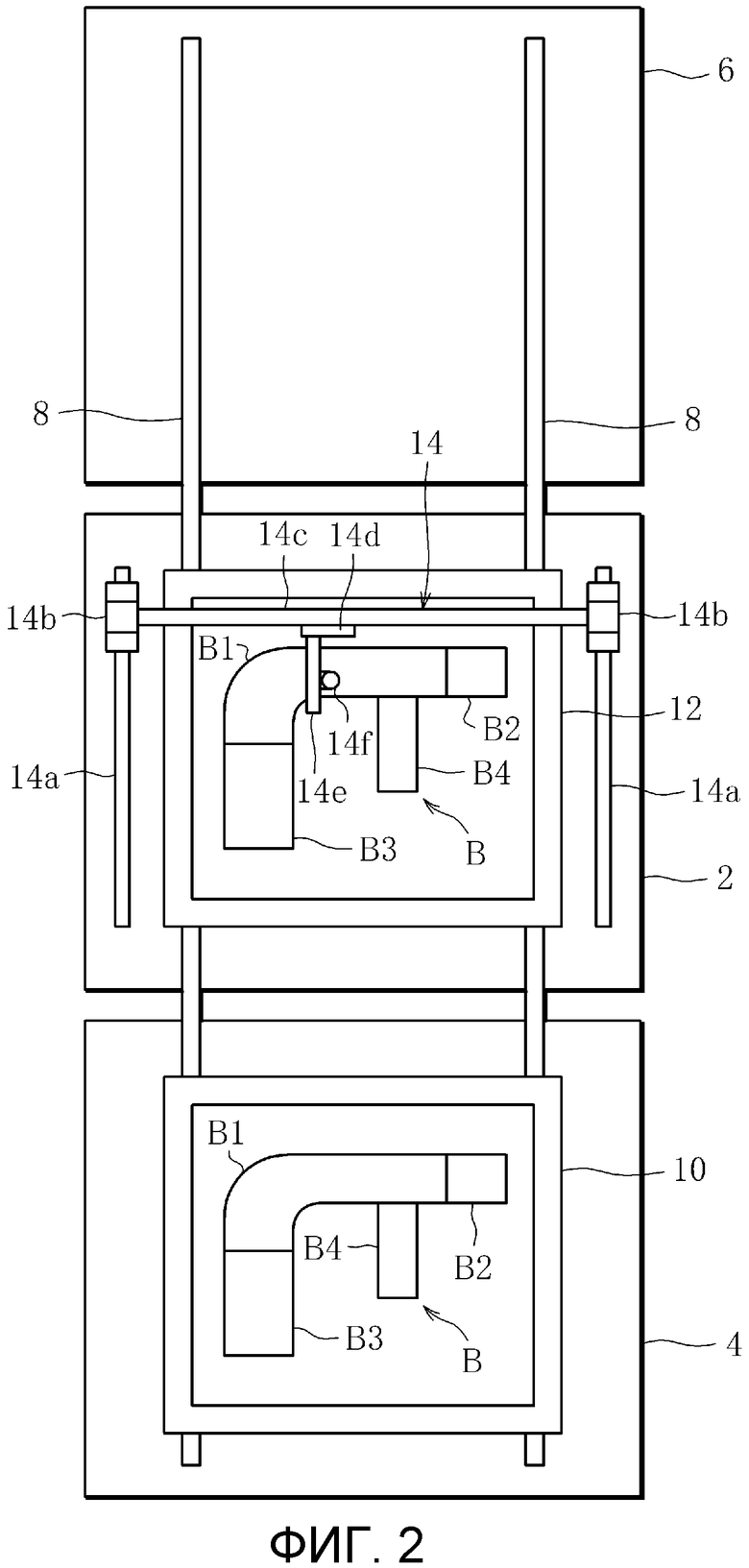
Фиг.2 представляет увеличенный вид, показывающий сварочную станцию и координатную станцию на фиг.1.
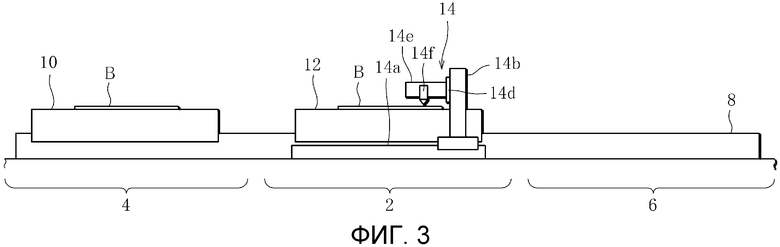
Фиг.3 представляет собой вид сбоку станций, показанных на фиг.2.
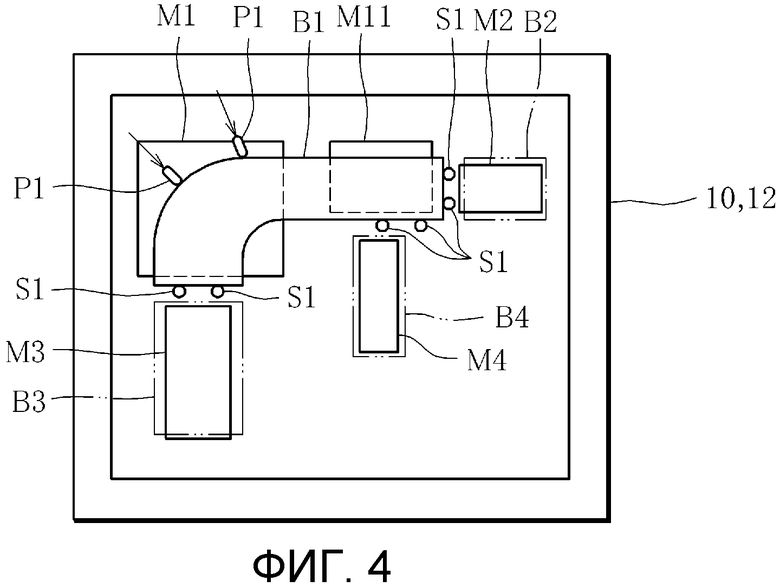
Фиг.4 представляет собой вид сверху исходного положения процесса координатного устройства, обеспеченного на столе сварочного оборудования.
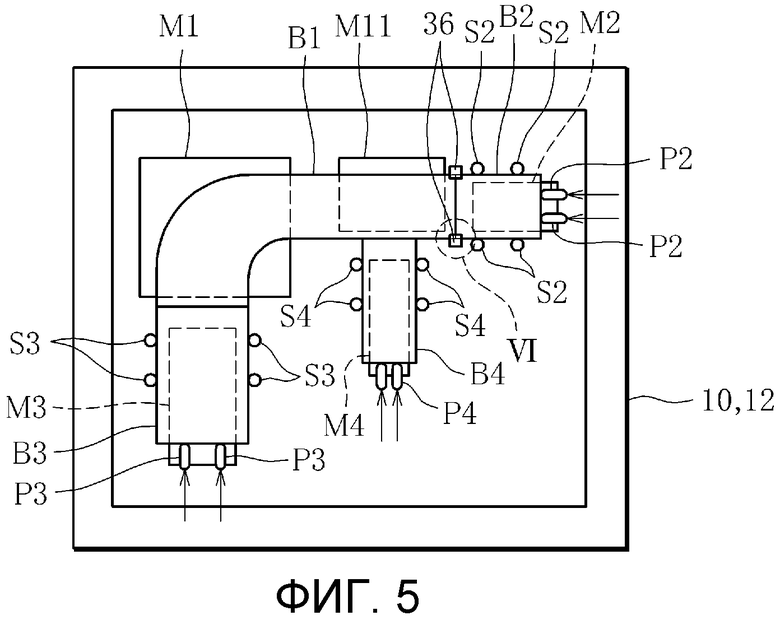
Фиг.5 представляет собой вид сверху, подобный фиг.4, иллюстрирующий следующее положение процесса координатного устройства.
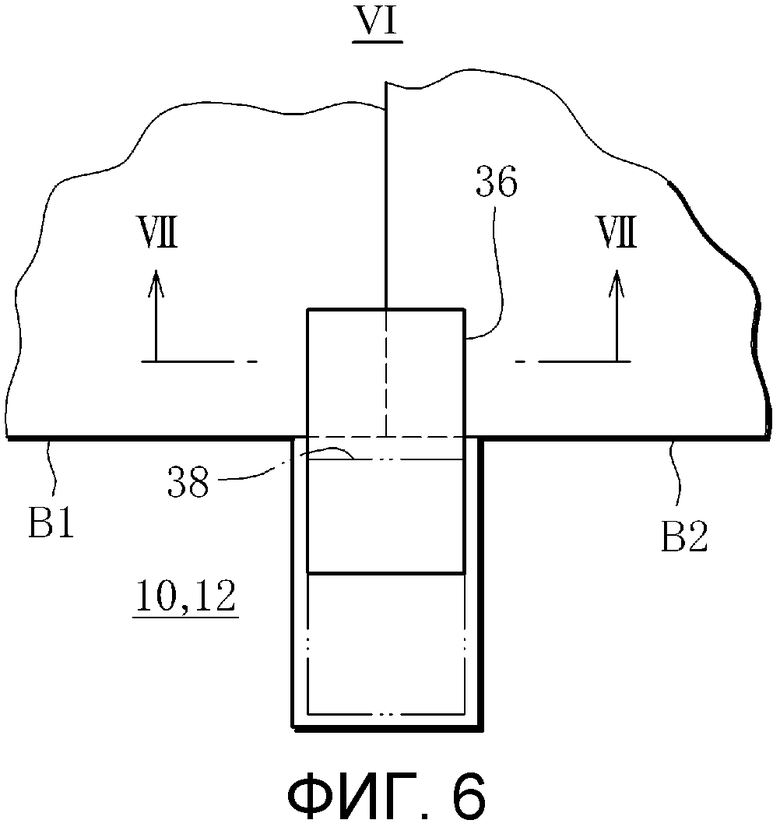
Фиг.6 представляет собой увеличенный вид части VI, показанной на фиг.5.
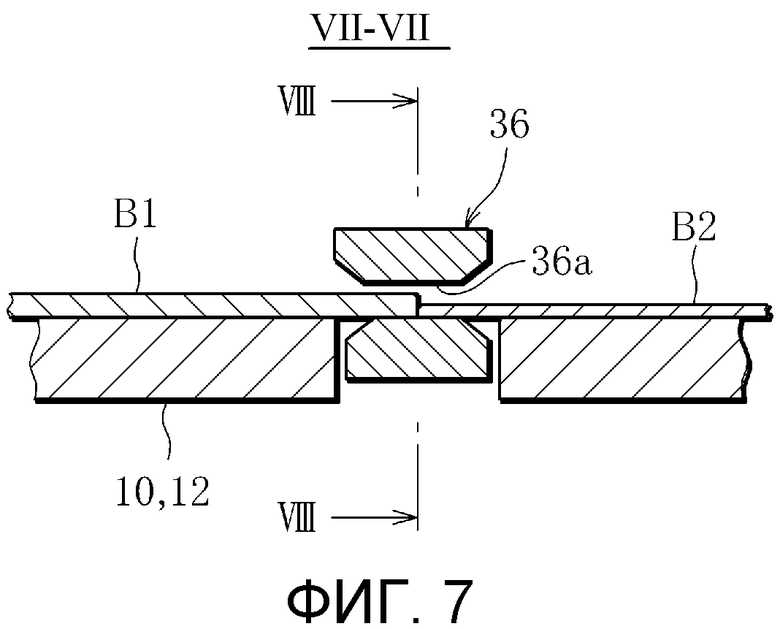
Фиг.7 представляет собой вид в разрезе, вдоль линии VII-VII на фиг.6.
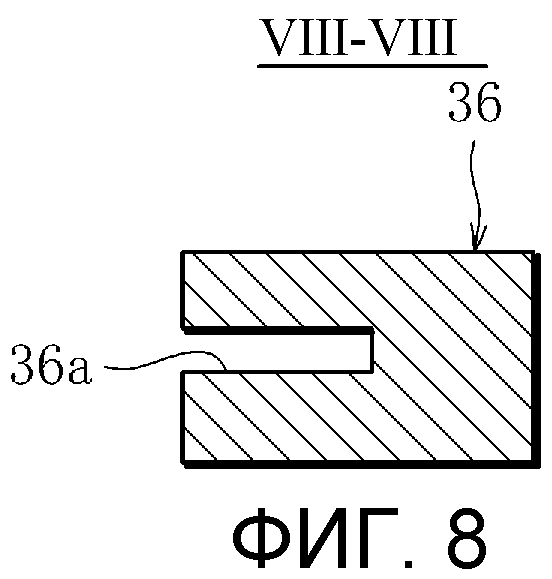
Фиг.8 представляет собой вид в разрезе, вдоль линии VIII-VIII на фиг.7.
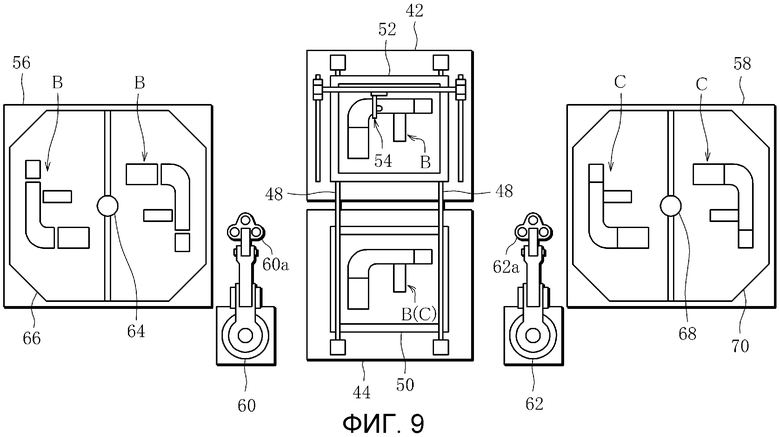
Фиг.9 представляет собой вид сверху сварочного оборудования согласно второму варианту осуществления изобретения.
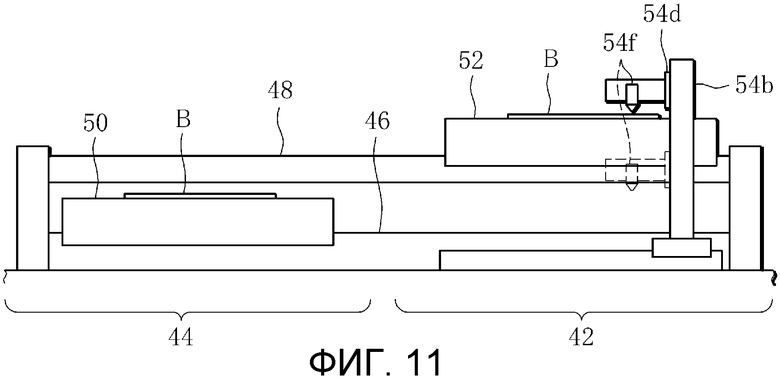
Фиг.10 представляет собой увеличенный вид, показывающий сварочную станцию и координатную станцию на фиг.9.
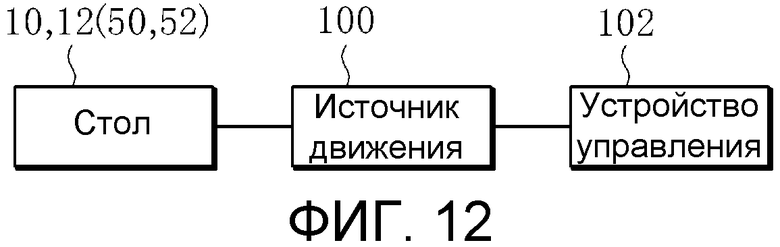
Фиг.11 представляет собой вид сбоку станций, показанных на фиг.10.
Фиг.12 представляет собой блок-схему, иллюстрирующую управление движением для каждого из первого и второго столов.
Вариант осуществления изобретения
Наилучший вариант осуществления настоящего изобретения будет рассмотрен далее со ссылкой на приложенные чертежи.
Как видно из фиг.1, сварочное оборудование согласно первому варианту осуществления содержит сварочную станцию 2, первый координатный стол 4, расположенный на одной стороне сварочной станции 2, и второй координатный стол 6, расположенный на другой стороне сварочной станции 2, противоположно первому координатному столу 4. Первый и второй координатные столы 4 и 6 составляют координатную станцию. Пара рельсов 8 проложена на сварочной станции 2 и координатной станции (первый и второй координатные столы 4 и 6). Первый и второй столы 10 и 12 размещены с возможностью передвигаться на рельсах 8. Характерно, что первый стол 10 способен передвигаться вдоль рельсов 8 между первым координатным столом 4 и сварочной станцией 2. Второй стол 12 способен передвигаться вдоль рельсов 8 между сварочной станцией 2 и вторым координатным столом 6. Сварочная станция 2 оборудована сварочным устройством 14 для сварки вместе набора заготовок В. Каждый из первого и второго столов 10 и 12 имеют функцию размещения и крепления на нем заготовок. Функция размещения и функция крепления будут разъяснены позже.
Станция 16 загрузки для хранения заготовок В, подлежащих загрузке, располагается на еще одной стороне сварочной станции 2, и станция 18 разгрузки для хранения готовых изделий С, которые являются сваренными вместе заготовками В, располагается на другой стороне сварочной станции 2, противоположно станции 16 загрузки. Автоматические манипуляторы 20 и 22, в качестве первого перемещающего устройства, размещены между станцией 16 загрузки и соответственными координатными столами 4 и 6 для передачи заготовок В со станции 16 загрузки на соответственные координатные столы 4 и 6. Кроме того, автоматические манипуляторы 24 и 26, в качестве второго перемещающего устройства, размещены между станцией 18 разгрузки и соответственными координатными столами 4 и 6 для передачи готового изделия С, а именно сваренных заготовок В, с соответственных координатных столов 4 и 6 на станцию 18 разгрузки. Автоматические манипуляторы 20, 22, 24 и 26 имеют магниты 20а, 22а, 24а и 26а на их соответственных дальних концах для притягивания заготовок В.
Станция 16 загрузки обеспечивается поворотной плитой 30, вращающейся вокруг оси 28 и имеющей верхнюю поверхность, поделенную на две части. Аналогично, станция 18 разгрузки обеспечивается поворотной плитой 34, вращающейся вокруг оси 32 и имеющей верхнюю поверхность, поделенную на две части.
Принципы действий первого и второго столов 10 и 12, принципы действий автоматических манипуляторов 20, 22, 24 и 26 и принципы действий поворотных плит 30 и 34 будут разъяснены далее в отношении друг друга.
Набор заготовок В расположен в заранее определенном месте на левой половине поворотной плиты 30, как показано на фиг.1. На поворотной плите 30 заранее определенное количество наборов заготовок В складывается в стопку один на другом. С таким образом размещенными заготовками В поворотная плита 30 поворачивается на 180º вокруг оси 28. Так, заготовки В передвигаются на правую половину поворотной плиты 30, как показано на фиг.1, так что левая половина поворотной плиты 30 остается пустой. Заранее определенное количество наборов заготовок В, сложенное в стопку один на другой, размещается в короткое время на левой половине поворотной плиты 30. Заготовки В, размещенные на правой половине поворотной плиты 30, далее одна за другой передаются на координатную станцию. Когда правая половина поворотной плиты 30 пустеет, поворотная плита 30 снова поворачивается. И поэтому правая половина поворотной плиты 30 всегда имеет размещенные на ней заготовки В.
Допустим, что первый и второй столы 10 и 12 расположены на первом координатном столе 4 и сварочной станции 2 соответственно каждый с неразмещенными на нем заготовками. В первую очередь, автоматический манипулятор 20 притягивает к его магниту 20а отдельные заготовки В, размещенные на правой половине поворотной плиты 30, и одну за другой размещает заготовки В на первом столе 10. После этого один набор заготовок В размещается и крепится в заранее определенном месте на первом столе 10, первый стол 10 передвигается на сварочную станцию 2. В это время второй стол 12 передвигается на второй координатный стол 6, как указанно штриховыми с двумя пунктирами линиями 12а на фиг.1.
Затем на сварочной станции 2 заготовки В на первом столе 10 свариваются вместе сварочным устройством 14. Пока выполняется операция сварки, автоматический манипулятор 22 притягивает к его магниту 22а отдельные заготовки В, размещенные на правой половине поворотной плиты 30, и одну за другой размещает заготовки В на втором столе 12, далее расположенном на втором координатном столе 6.
Когда операция сварки на сварочной станции 2 завершается, а также завершается размещение одного набора заготовок В на втором координатном столе 6, тогда первый стол 10, содержащий готовое изделие С, снова передвигается на первый координатный стол 4. Одновременно с этим второй стол 12, имеющий размещенные на нем заготовки В, передвигается на сварочную станцию 2.
На первом координатном столе 4 автоматизированный манипулятор 24 притягивает к его магниту 24а готовое изделие С на первом столе 10 и передает притянутое готовое изделие С на левую половину поворотной плиты 34, как показано на фиг.1. Заранее определенное количество готовых изделий С складывается в стопку одно на другое на левой половине поворотной плиты 34. Далее поворотная плита 34 поворачивается на 180º вокруг оси 32. В результате готовые изделия С передвигаются на правую сторону поворотной плиты 34 и далее удаляются рабочим или другим автоматическим манипулятором. Дополнительно автоматический манипулятор 20 притягивает к его магниту 20а отдельные заготовки В на правую половину поворотной плиты 30 и одну за другой передает заготовки В на первый стол 10. Заготовки В размещаются и крепятся в соответственных заранее определенных местах на первом столе 10.
В то же время заготовки В на втором столе 12 свариваются вместе сварочным устройством 14 на сварочной станции 2.
Когда операции размещения и крепления на первом координатном столе 4 и операция сварки на сварочной станции 2 завершаются, первый стол 10 передвигается на сварочную станцию 2, пока второй стол 12 передвигается на второй координатный стол 6.
На втором координатном столе 6 автоматический манипулятор 26 притягивает к его магниту 26а готовое изделие С на втором столе 12 и передает притянутое готовое изделие С на левую половину поворотной плиты 34. Дополнительно автоматический манипулятор 22 притягивает к его магниту 22а отдельные заготовки В на правой половине поворотной плиты 30 и одну за другой передает заготовки В на второй стол 12. На втором столе 12 заготовки В размещаются и крепятся в соответственных заранее определенных местах.
В то же время на сварочной станции 2 заготовки В на первом столе 10 свариваются вместе сварочным устройством 14.
Первый и второй столы 10 и 12, автоматические манипуляторы 20, 22, 24 и 26 и поворотные плиты 30 и 34 повторно осуществляют вышеуказанную последовательность операций.
Сварочное устройство 14, обеспеченное на сварочной станции 2, далее будет описано со ссылкой на фиг.2 и 3.
Сварочное устройство 14 включает в себя два рельса 14а, находящиеся на верхней поверхности сварочной станции 2 возле противоположных боковых краев соответственно, и выступающие параллельно с рельсами 8 две опоры 14b, направляемые соответственными рельсами 14а, рельс 14с, соединенный между двумя опорами 14b и выступающий перпендикулярно рельсам 14а, ползунок 14d, направляемый рельсом 14с, и сварочную головку 14f, закрепленную на ползунке 14d элементом 14е крепления. Размещение опор 14b относительно рельсов 14а и размещение ползунка 14d относительно рельса 14с управляются в соответствии с местом сварки устройством управления, не показанным.
Характерно, что один набор заготовок В формируется, например, четырьмя заготовками В1, В2, В3 и В4 и сварка стыков осуществляется на каждом из соединений встык четырех заготовок. Устройство управления позволяет сварочной головке 14f двигаться вдоль каждого соединения встык, нуждающегося в сварке.
Устройства для размещения и крепления заготовок В, обеспеченные для каждого из столов 10 и 12, далее будут описаны со ссылкой на фиг.4 и 5.
Столы 10 и 12 каждый обеспечиваются, в качестве координатного устройства, стопорными штифтами, расположенными в соответственных заранее определенных положениях, и способны выступать из столов так, чтобы входить в контакт с заготовками В и элементами толкания для толкания заготовок в заранее определенных направлениях. К тому же каждый из столов 10 и 12 обеспечивается, в качестве устройства крепления, магнитными прижимами М1, М11, М2, М3 и М4 (блоками притягивания), прикрепленными к столу так, чтобы соответствовать положению соответствующих заготовок В для притягивания нижних поверхностей заготовок В. Каждый магнитный прижим принадлежит к магнитному типу, и поэтому режим притягивания, в котором магнитный прижим притягивает нижние поверхности соответствующих заготовок В, и режим отсутствия притягивания могут быть легко переключаемыми от одного к другому.
В этом сварочном оборудовании в первую очередь размещается и крепится на столе 10, 12 заготовка В1, а потом на столе 10, 12 размещаются и крепятся заготовки В2, В3 и В4.
Для размещения заготовки В1 шесть стопорных штифтов S1 приводятся в действие для выступания из соответственных заранее определенных положений на столах 10, 12, как проиллюстрировано на фиг.4. Затем заготовки В1 толкаются двумя элементами Р1 толкания в направлениях, указанных стрелками на фиг.4, так, чтобы заготовки В1 могли прийти в плотный контакт со стопорными штифтами S1, после чего размещение заготовок В1 завершается. В отношении заготовки В1, удерживаемой таким образом, магнитные прижимы М1 и М11 приводятся в действие для притягивания заготовки В1, посредством чего заготовка В1 крепится в заранее определенном месте на столе 10, 12. После этого стопорные штифты S1 и элементы Р1 толкания опускаются под стол 10, 12 так, чтобы не выступать из-за стола 10, 12.
Затем, как проиллюстрировано на фиг.5, четыре стопорных штифта S2, четыре стопорных штифта S3 и четыре стопорных штифта S4 появляются для выступания из стола 10, 12 для того, чтобы разместить соответственные заготовки В2, В3 и В4. Далее заготовки В2, В3 и В4 толкаются соответственными тремя парами элементов Р2, Р3 и Р4 толкания в направлениях, указанных стрелками на фиг.5, так, чтобы заготовки В2, В3 и В4 могли прийти в плотный контакт с заготовкой В1, уже закрепленной на столе 10, 12, после чего размещение деталей В2, В3 и В4 завершится. В отношении заготовок В2, В3 и В4, удерживаемых таким образом, магнитные прижимы М2, М3 и М4 приводятся в действие для притягивания соответственных заготовок В2, В3 и В4. Таким образом, заготовки В2, В3 и В4 крепятся в соответственных заранее определенных местах на столе 10, 12. Затем стопорные штифты S2, S3 и S4 и элементы Р2, Р3 и Р4 толкания опускаются под стол 10, 12 так, чтобы не выступать из стола 10, 12.
Между каждым из стопорных штифтов S2, S3 и S4 и соответствующей одной из заготовок В2, В3 и В4 обеспечивается незначительный зазор, и когда заготовки В2, В3 и В4 толкаются соответственными элементами Р2, Р3 и Р4 толкания, стопорные штифты S2, S3 и S4 действуют в качестве направляющих для предохранения заготовок В2, В3 и В4 от смещения.
Координатное устройство включает в себя предохранительное устройство, посредством которого, когда заготовки В2, В3 и В4 толкаются так, чтобы прийти в плотный контакт с заготовкой В1, любая одна из заготовок предохраняется от смещения на другую заготовку. В дальнейшем устройство предохранения, связанное с заготовками В1 и В2, будет разъяснено.
Как проиллюстрировано на фиг.5, направляющие элементы 36 располагаются на обеих сторонах соединения встык между заготовками В1 и В2, размещенными на столе 10, 12. Каждый направляющий элемент 36 имеет паз 36а, как видно из фиг.6-8. В действии каждый направляющий элемент 36 размещается так, что соответствующая боковая часть соединения встык между заготовками В1 и В2 вмещается в паз 36а. Глубина паза 36а устанавливается на такую величину, чтобы заготовка В2, например, предохранялась от смещения на заготовку В1, в момент толкания заготовки В1. Характерно, что глубина паза 36а устанавливается на величину, меньшую, чем суммарная толщина заготовок В1 и В2. К тому же в нерабочем состоянии направляющий элемент 36 отводится в сторону к месту, где направляющий элемент 36 не перекрывается с заготовками В1 и В2, как показано штриховой с двумя пунктирами линией 38 на фиг.6, и также опускается под стол 10, 12 так, чтобы не выступать от стола 10, 12.
Как ясно из вышеуказанного, в сварочном оборудовании этого варианта осуществления первый и второй столы 10 и 12, на которых крепятся заготовки В, наоборот, передвигаются на сварочную станцию 2 и далее возвращаются на соответственные первый и второй координатные столы 4 и 6. На сварочной станции 2 заготовки В, закрепленные на одном из столов 10 и 12, далее расположенные на сварочной станции 2, свариваются вместе. Одновременно с этим заготовки В размещаются и крепятся на других столах 10 и 12, далее расположенных на координатных столах 4 и 6. Таких образом, т.к. сварка и размещение заготовок В могут быть выполнены в одно время, то время, затрачиваемое на все операции, может быть сокращено. Более того, взятой в отдельности сварочной станции 2 достаточно в той степени, чтобы одна и та же операция сварки осуществлялась над одним и тем же типом заготовок В. Соответственно, сварочное оборудование этого варианта осуществления преимущественно в том, что требуемое пространство может быть значительно сохранено по сравнению с типичным вышеописанным устройством. Более того, первый и второй координатные столы 4 и 6 располагаются на противоположных сторонах сварочной стации 2, тем самым допуская расположение двух столов 4 и 6 и сварочной стации 2 в одной плоскости и делая возможным уменьшение высоты сварочного оборудования.
К тому же в сварочном оборудовании этого варианта осуществления, когда один из первого и второго столов 10 и 12 располагаются на сварочной станции 2, заготовки В на столе, расположенном на сварочной станции 2, свариваются вместе. Пока продолжается операция сварки, другой из первого и второго столов 10 и 12 располагается на координатном столе 4 или 6. Автоматический манипулятор 24 или 26 передает готовое изделие С на стол 10 или 12, расположенный на координатном столе 4 или 6, на поворотную плиту 34 станции 18 разгрузки, и автоматический манипулятор 20 или 22 передает отдельные заготовки В, размещенные на поворотной плите 30 станции 16 загрузки, на стол 10 или 12, расположенный на координатном столе 4 или 6. При этом возможно сокращение времени, расходуемого на все операции, включающее время, требуемое на загрузку заготовок В, так же как время, требуемое на разгрузку готовых изделий С.
В сварочном оборудовании этого варианта осуществления заготовки В размещаются и крепятся на столе 10, 12 подобным вышеприведенному способом. Вначале первая заготовка В1 размещается посредством использования стопорных штифтов S1 и элементов Р1 толкания и далее крепится в заранее определенном месте на столе 10, 12 посредством использования магнитных прижимов М1 и М11. Затем со второй по четвертую детали В2-В4 толкаются элементами Р2-Р4 толкания так, чтобы соединиться встык напротив первой заготовки В1. В отношении заготовок В2-В4, удерживаемых в этом положении, заготовки В2-В4 крепятся в положении на столе 10, 12 соответственными магнитными прижимами М2-М4. В результате чего со второй по четвертую заготовки В2-В4 могут быть точно размещены по отношению к первой заготовке В1.
Кроме того, заготовки В1-В4 имеют нижние поверхности, притянутые магнитными прижимами М1, М11 и М2-М4. Т.к. заготовки В1-В4 крепятся на столе 10, 12 таким образом, прижимы или подобные элементы не выступают над верхними поверхностями заготовок В1-В4. Поэтому на сварочной станции 2 на движение в горизонтальной плоскости сварочной головки 14f сварочного устройства 14, которое осуществляет лазерную сварку, допускающую высокоскоростное передвижение сварочной головки 14f, налагается разграничение.
Второй вариант осуществления настоящего изобретения будет рассмотрен далее со ссылкой на фиг.9-11.
Сварочное оборудование согласно второму варианту осуществления содержит сварочную станцию 42 и координатную станцию 44, расположенную на одной стороне сварочной станции 42. Первый стол 50 способен передвигаться вдоль пары нижних рельсов 46, и второй стол 52 способен передвигаться вдоль пары верхних рельсов 48. Характерно, что первый стол 50 способен передвигаться вдоль нижних рельсов 46 между координатной станцией 44 и сварочной станцией 42 и второй стол 52 способен передвигаться вдоль верхних рельсов 48 между координатной станцией 44 и сварочной станцией 42. Сварочная станция 42 оборудована сварочным устройством 54 для сварки заготовок В. Первый и второй столы 50 и 52 каждый имеют функцию размещения и крепления на нем заготовок В.
Станция 56 загрузки для хранения заготовок В в готовности быть загруженными располагается на одной стороне сварочной станции 42. Станция 58 разгрузки для хранения готовых изделий С, а именно сваренных вместе заготовок В, располагается на другой стороне (противоположной стороне) сварочной станции 42. Автоматический манипулятор 60, в качестве первого перемещающего устройства, расположен между станцией 56 загрузки и координатной станцией 44 для передачи заготовок В со станции 56 загрузки на координатную станцию 44. К тому же автоматический манипулятор 62 располагается между станцией 58 разгрузки и координатной станцией 44. Автоматический манипулятор 62 действует в качестве второго перемещающего устройства для передачи сваренных заготовок В, а именно готового изделия С, с координатной станции 44 на станцию 58 разгрузки. Автоматические манипуляторы 60 и 62 имеют магниты 60а и 62а на их соответствующих дальних концах для притягивания заготовок В.
Станция 56 загрузки обеспечивается поворотной плитой 66 с возможностью поворота вокруг оси 64 и имеющей верхнюю поверхность, поделенную на две части. Подобным образом станция 58 разгрузки обеспечивается поворотной плитой 70 с возможностью поворота вокруг оси 68 и имеющей верхнюю поверхность, поделенную на две части.
Принципы работы первого и второго столов 50 и 52, принципы работы автоматических манипуляторов 60 и 62 и принципы работы поворотных плит 66 и 70 будут далее разъяснены в отношении друг к другу.
Набор заготовок В размещается в заранее определенном положении на левой половине поворотной плиты 66, как показано на фиг.9. На поворотной плите 66 заранее определенное количество наборов заготовок В складывается в стопку один на другой. С таким образом размещенными заготовками В поворотная плита 66 поворачивается на 180º вокруг оси 64. Таким образом, заготовки В передвигаются на правую половину поворотной плиты 66, как показано на фиг.9. Т.к. левая половина поворотной плиты 66 пуста, заранее определенное количество наборов заготовок В, сложенное в стопку один на другой, размещается в короткое время на левой половине поворотной плиты 66. Когда правая половина поворотной плиты 66 пустеет, поворотная плита 66 снова поворачивается. В результате чего правая половина поворотной плиты 66 всегда имеет размещенные не ней заготовки В.
Допустим, что первый и второй столы 50 и 52 размещены на координатной станции 44 и сварочной станции 42 соответственно каждый с неразмещенными на нем заготовками. В первую очередь, автоматический манипулятор 60 притягивает к его магниту 60а отдельные заготовки В, размещенные на правой половине поворотной плиты 66, и одну за другой размещает заготовки В на первом столе 50. После этого один набор заготовок В размещается и крепится в заранее определенном месте на первом столе 50, первый стол 50 передвигается вдоль нижних рельсов 46 на сварочную станцию 42. В это время второй стол 52 передвигается вдоль верхних рельсов 48 на координатную станцию 44.
Затем на сварочной станции 42 заготовки В на первом столе 50 свариваются вместе сварочным устройством 54. Пока операция сварки таким образом осуществляется, автоматический манипулятор 60 притягивает к его магниту 60а отдельные заготовки В, размещенные на правой половине поворотной плиты 66, и одну за другой помещает заготовки В на втором столе 52, далее расположенном на координатной станции 44.
Когда операция сварки на сварочной станции 42 завершается и также завершается размещение одного набора заготовок В на координатной станции 44, первый стол 50, содержащий готовое изделие С, снова передвигается вдоль нижних рельсов 46 на координатную станцию 44. В результате этого второй стол 52, имеющий размещенные на нем заготовки В, передвигается вдоль верхних рельсов 48 на сварочную станцию 42.
На координатной станции 44 автоматический манипулятор 62 притягивает к его магниту 62а готовое изделие С на первом столе 50 и передает притянутое готовое изделие С на левую половину поворотной плиты 70, как показано на фиг.9. После этого заранее определенное количество готовых изделий С складывается в стопку одно на другое на левой половине поворотной плиты 70, поворотная плита 70 вращается. Таким образом передвигаемые на правую половину поворотной плиты 70 готовые изделия С удаляются рабочим или другим автоматическим манипулятором. Кроме того, автоматический манипулятор 60 притягивает к его магниту 60а отдельные заготовки В на правой половине поворотной плиты 66 и одну за другой передает заготовки В на первый стол 50. Далее, на первом столе 50 отдельные заготовки В размещаются и крепятся в соответственных заранее определенных местах.
В то же время на сварочной станции 42 заготовки В на втором столе 52 свариваются вместе сварочным устройством 54.
Когда операции размещения и крепления на координатной станции 44 и операция сварки на сварочной станции 42 завершаются, первый стол 50 передвигается вдоль нижних рельсов 46 на сварочную станцию 42, пока второй стол 52 передвигается вдоль верхних рельсов 48 на координатную станцию 44.
На координатной станции 44 автоматический манипулятор 60 притягивает к его магниту 62а готовое изделие С на втором столе 52 и передает притянутое готовое изделие С на левую половину поворотной плиты 70. Кроме того, автоматический манипулятор 60 притягивает к его магниту 60а отдельные заготовки В на правой половине поворотной плиты 66 и одну за другой передает заготовки В на второй стол 52. На втором столе 52 заготовки В, таким образом переданные, размещаются и крепятся в соответственных заранее определенных местах.
В то же время на сварочной станции 42 заготовки В на первом столе 50 свариваются вместе сварочным устройством 54.
Первый и второй столы 50 и 52, автоматические манипуляторы 60 и 62 и поворотные плиты 66 и 70 повторно осуществляют вышеуказанную последовательность операций.
Сварочное устройство 54, расположенное на сварочной станции 42, будет далее описано со ссылками на фиг.10 и 11.
Сварочное устройство 54 включает в себя два рельса 54а, проложенные на верхней поверхности сварочной станции 42 рядом с соответственными противоположными боковыми краями, и выступающие параллельно с рельсами 48 две опоры 54b, направляемые соответственными рельсами 54а, рельс 54с, выступающий перпендикулярно рельсам 54а для соединения двух опор 54b друг с другом и способный передвигаться вертикально вдоль опор 54b, ползунок 54d, направляемый рельсом 54с, и сварочную головку 54f, закрепленную на ползунке 54d элементом 54е крепления. Размещение опор 54b относительно рельсов 54а, размещение рельса 54с относительно опор 54b и размещение ползунка 54d относительно рельса 54с управляются устройством управления, не показанным, в соответствии с местом сварки.
Характерно, что один набор заготовок В состоит из четырех заготовок В1, В2, В3 и В4 и сварка стыков осуществляется на каждом из соединений встык четырех заготовок. Устройство управления позволяет сварочной головке 54f двигаться вдоль каждого соединения встык, требующего сварки. В особенности во втором варианте осуществления первый и второй столы 50 и 52 расположены на относительно разных уровнях, а именно на разных высотах, но, т.к. сварочная головка 54f способна вертикально передвигаться на сварочной станции 42, проведение требуемой сварочной операции возможно.
Каждый из первого и второго столов 50 и 52 обеспечивается устройствами для размещения и крепления отдельных заготовок В. Устройство размещения и устройство крепления идентичны в конструкции и операции с подобными деталями, расположенными на каждом из первого и второго столов 10 и 12 в соответствии с первым вариантом осуществления.
Как ясно из вышеприведенного, в сварочном оборудовании второго варианта осуществления первый и второй столы 50 и 52, на которых заготовки В крепятся, поочередно передвигаются между координатной станцией 44 и сварочной станцией 42. Когда заготовки В, закрепленные на одном из столов 50 и 52, расположенном на сварочной станции, свариваются вместе, заготовки В размещаются и крепятся на другом из столов 50 и 52, расположенном на координатной станции 44. Поэтому т.к. сварка и размещение заготовок В могут быть выполнены в одно и то же время, то время, затрачиваемое на все операции, может быть сокращено, как и в первом варианте осуществления. Более того, взятой в отдельности сварочной станции 42 достаточно в той степени, чтобы одна и та же операция сварки осуществлялась на одном и том же типе заготовок В. Таким образом, в сравнении с типичным устройством сварочное оборудование этого варианта осуществления имеет преимущества в том, что требуемое пространство может быть значительно сохранено. Более того, т.к. первый и второй столы 50 и 52 передвигаются на относительно разных уровнях, а именно на разных высотах, взятой в отдельности координатной станции достаточно. Соответственно, сварочное оборудование в целом может быть изготовлено компактно в горизонтальном размере, по сравнению со сварочным оборудованием первого варианта осуществления.
К тому же в сварочном оборудовании второго варианта осуществления, когда один из первого и второго столов 50 и 52 располагается на сварочной станции 42, заготовки В на столе, расположенном на сварочной станции 42, свариваются вместе. Пока осуществляется операция сварки, другой из первого и второго столов 50 и 52 располагается на координатной станции 44. Автоматический манипулятор 62 передает готовое изделие С со стола 50 или 52, расположенного на координатной станции 44, на поворотную плиту 70 станции 58 разгрузки, и автоматический манипулятор 60 одну за другой передает отдельные заготовки В с поворотной плиты 66 станции 56 загрузки на стол 50 или 52, расположенный на координатной станции 44. Благодаря этому есть возможность сократить время, расходуемое на все операции, включающее время, требуемое для загрузки заготовок В, так же как и время, требуемое для разгрузки готовых изделий С, как и в первом варианте осуществления. К тому же по сравнению с первым вариантом осуществления, оснащенным двумя координатными столами, сварочное оборудование этого варианта осуществления имеет только один координатный стол, и т.к. количество автоматических манипуляторов для передачи заготовок В или готовых изделий может быть уменьшено, то для работы автоматических манипуляторов требуется только небольшая площадь.
Касательно размещения и крепления заготовок В по отношению к столам 50 и 52, сварочное оборудование второго варианта осуществления обеспечивает те же преимущества, что и преимущества, достигнутые сварочным оборудованием первого варианта осуществления.
Для вышеописанных первого и второго вариантов осуществления настоящего изобретения необходимо отметить, что настоящее изобретение не ограничивается вышепредставленными вариантами осуществления.
Например, в вышеописанных вариантах осуществления сварочное устройство 14 или 54 устроено так, чтобы сварочная головка 14f или 54f передвигалась вдоль рельсов 14а или 54а, выступающая параллельно с рельсами 8 или 48. Кроме того, столы 10 и 12 или 50 и 52, на которых свариваемые заготовки В размещаются, могут перемещаться вдоль рельсов 8 или 48 на сварочной станции 2 или 42. Также каждый из столов 10 и 12 может быть обеспечен блокирующими элементами вместо направляющих элементов, причем блокирующие элементы выполнены с возможностью прижимать состыкованное соединение заготовок В, например, сверху.
Фиг.12 представляет собой блок-схему, иллюстрирующую управление движением для каждого из первого и второго столов. Как показано на фигуре, стол 10, 12 (50, 52) соединяется с источником 100 движения. Стол 10, 12 (50, 52) приводится в движение источником 100 движения, вследствие чего стол 10, 12 (50, 52) перемещается вдоль рельсов 8 (46, 48). Временем и скоростью движения стола управляет устройство 102 управления, соединенное с источником 100 движения. Стол 10 и 12 (50 и 52) может быть перемещен вручную в зависимости от обстоятельств.
Пояснение позиций ссылок
2 сварочная станция
4 первый координатный стол
6 второй координатный стол
8 первый стол
10 второй стол
14 сварочное устройство
16 станция загрузки
18 станция разгрузки
42 сварочная станция
44 координатная станция
50 первый стол
52 второй стол
54 сварочное устройство
56 станция загрузки
58 станция разгрузки
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ УСТАНОВКА И СПОСОБ СВАРКИ | 2009 |
|
RU2481934C2 |
| РАБОЧЕЕ ОБОРУДОВАНИЕ | 2009 |
|
RU2481935C2 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2008 |
|
RU2391196C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ | 2011 |
|
RU2566476C2 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| АВТОМАТИЧЕСКАЯ МНОГООПЕРАЦИОННАЯ МЕХАНООБРАБАТЫВАЮЩАЯ ЛИНИЯ | 2018 |
|
RU2708803C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
Сварочное оборудование может быть использовано для сварки стыков множества заготовок В, расположенных напротив друг друга. Координатные станции 4 и 6 предназначены для размещения отдельных заготовок. Сварочная станция 2 имеет сварочную головку. Первый стол 10 и второй стол 12 способны передвигаться между сварочной станцией 2 и соответственными координатным станциями 4 и 6. Когда первый стол 10 передвигается на координатную станцию 4, второй стол 12 передвигается на сварочную станцию 2, и когда первый стол 10 передвигается на сварочную станцию 2, второй стол 12 передвигается на координатную станцию 6. Таким образом, заготовки могут быть сварены вместе сварочной головкой с получением готового изделия. В соответствии с первым вариантом выполнения оборудования первый координатный стол расположен на одной стороне сварочной станции, а второй координатный стол расположен противоположно ему на другой стороне сварочной станции. Причем первый координатный стол и второй координатный стол расположены на одной высоте в одной плоскости. Второй вариант предусматривает расположение координатной станции на одной стороне сварочной станции, а первый и второй столы передвигаются вдоль соответственных путей передвижения, различающихся по высоте. Предлагаемое оборудование обеспечивает сокращение количества необходимых сварочных станций и значительно сохраняет пространство. 2 н. и 14 з.п. ф-лы, 12 ил.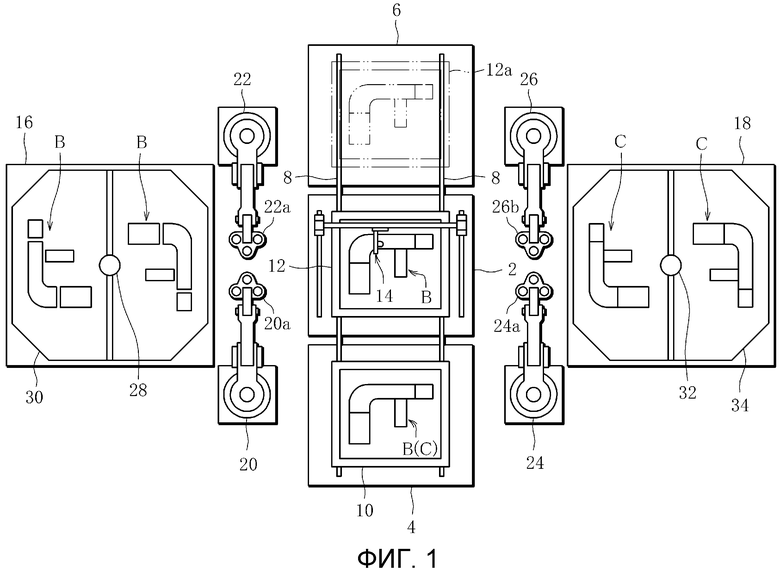
1. Сварочное оборудование для осуществления сварки стыков множества заготовок, соединенных встык между собой, содержащее:
координатную станцию для размещения заготовок;
сварочную станцию, имеющую сварочную головку для сварки заготовок друг с другом;
первый и второй столы, каждый выполнен с возможностью перемещения между координатной станцией и сварочной станцией; и
устройство крепления, связанное с каждым из первого и второго столов, для крепления заготовок в соответственных заранее определенных местах на соответствующем одном из первого и второго столов;
причем, когда первый стол передвигается на координатную станцию, второй стол передвигается на сварочную станцию, и когда первый стол передвигается на сварочную станцию, второй стол передвигается на координатную станцию,
при этом заготовки крепятся на первом или втором столе, расположенном на координатной станции, затем передвигаются вместе с первым или вторым столом на сварочную станцию и свариваются вместе сварочной головкой, таким образом получая готовое изделие, причем
координатная станция включает в себя первый координатный стол, расположенный на одной стороне сварочной станции, и второй координатный стол, расположенный на другой стороне сварочной станции, противоположно первому координатному столу,
когда первый стол передвигается на первый координатный стол, второй стол передвигается на сварочную станцию, и когда первый стол передвигается на сварочную станцию, второй стол передвигается на второй координатный стол,
причем первый координатный стол и второй координатный стол расположены на одной высоте в одной плоскости.
2. Сварочное оборудование по п.1, дополнительно содержащее:
станцию загрузки, на которой размещаются еще не сваренные заготовки;
станцию разгрузки, на которой размещается готовое изделие;
первое перемещающее устройство для перемещения заготовок, размещенных на станции загрузки, на первый или второй стол, расположенный на координатной станции; и
второе перемещающее устройство для перемещения готового изделия на первом или втором столе, который переместили на координатную станцию после завершения сварки на сварочной станции, на станцию разгрузки.
3. Сварочное оборудование по п.1, в котором каждый из первого и второго столов обеспечиваются координатным устройством для размещения отдельных заготовок.
4. Сварочное оборудование по п.3, в котором координатное устройство включает в себя стопоры, расположенные в соответственных заранее определенных местах на соответствующем одном из первого и второго столов и выполненные с возможностью выступать из соответствующего стола, и элементы толкания для толкания соответственных заготовок так, чтобы входить в плотный контакт с соответствующими одними из стопоров.
5. Сварочное оборудование по п.3, в котором:
заготовки включают в себя, по меньшей мере, первую и вторую заготовки и первая заготовка размещается в заранее определенном месте координатным устройством, далее первая заготовка крепится на одном из первого и второго столов устройством крепления, и в отношении второй заготовки, толкаемой так, чтобы соединяться встык с первой заготовкой, вторая заготовка крепится на другом из первого и второго столов устройством крепления.
6. Сварочное оборудование по п.5, в котором:
указанный один из первого и второго столов дополнительно включает в себя пару направляющих элементов, и
когда первая заготовка крепится на указанном одном из первого и второго столов устройством крепления, направляющие элементы располагаются на обеих сторонах первой заготовки вблизи стороны первой заготовки, напротив которой вторая заготовка подлежит соединению встык, для предотвращения второй заготовки от смещения на первую заготовку.
7. Сварочное оборудование по п.1, в котором устройство крепления включает в себя блоки притягивания для притягивания соответственных нижних поверхностей заготовок.
8. Сварочное оборудование по п.7, в котором каждый из блоков притягивания представляет собой блок магнитного притягивания, прикрепленный к соответствующему одному из первого и второго столов.
9. Сварочное оборудование для осуществления сварки стыков множества заготовок, соединенных встык между собой, содержащее:
координатную станцию для размещения заготовок;
сварочную стацию, имеющую сварочную головку для сварки заготовок друг с другом;
первый и второй столы каждый выполнен с возможностью перемещения между координатной станцией и сварочной станцией; и
устройство крепления, связанное с каждым из первого и второго столов, для крепления заготовок в соответственных заранее определенных местах на соответствующем одном из первого и второго столов;
причем, когда первый стол передвигается на координатную станцию, второй стол передвигается на сварочную станцию, и когда первый стол передвигается на сварочную станцию, второй стол передвигается на координатную станцию,
при этом заготовки крепятся на первом или втором столе, расположенном на координатной станции, затем передвигаются вместе с первым или вторым столом на сварочную станцию и свариваются вместе сварочной головкой, таким образом получая готовое изделие, причем
координатная станция располагается на одной стороне сварочной станции, и первый и второй столы передвигаются вдоль соответственных путей передвижения, различающихся по высоте друг от друга.
10. Сварочное оборудование по п.9, дополнительно содержащее:
станцию загрузки, на которой размещаются еще не сваренные заготовки;
станцию разгрузки, на которой размещается готовое изделие;
первое перемещающее устройство для перемещения заготовок, размещенных на станции загрузки, на первый или второй стол, расположенный на координатной станции; и
второе перемещающее устройство для перемещения готового изделия на первом или втором столе, который переместили на координатную станцию после завершения сварки на сварочной станции, на станцию разгрузки.
11. Сварочное оборудование по п.9, в котором каждый из первого и второго столов обеспечиваются координатным устройством для размещения отдельных заготовок.
12. Сварочное оборудование по п.11, в котором координатное устройство включает в себя стопоры, расположенные в соответственных заранее определенных местах на соответствующем одном из первого и второго столов и выполненные с возможностью выступать из соответствующего стола, и элементы толкания для толкания соответственных заготовок так, чтобы входить в плотный контакт с соответствующими одними из стопоров.
13. Сварочное оборудование по п.11, в котором:
заготовки включают в себя, по меньшей мере, первую и вторую заготовки и первая заготовка размещается в заранее определенном месте координатным устройством, далее первая заготовка крепится на одном из первого и второго столов устройством крепления, и в отношении второй заготовки, толкаемой так, чтобы соединяться встык с первой заготовкой, вторая заготовка крепится на другом из первого и второго столов устройством крепления.
14. Сварочное оборудование по п.13, в котором:
указанный один из первого и второго столов дополнительно включает в себя пару направляющих элементов, и
когда первая заготовка крепится на указанном одном из первого и второго столов устройством крепления, направляющие элементы располагаются на обеих сторонах первой заготовки вблизи стороны первой заготовки, напротив которой вторая заготовка подлежит соединению встык, для предотвращения второй заготовки от смещения на первую заготовку.
15. Сварочное оборудование по п.9, в котором устройство крепления включает в себя блоки притягивания для притягивания соответственных нижних поверхностей заготовок.
16. Сварочное оборудование по п.15, в котором каждый из блоков притягивания представляет собой блок магнитного притягивания, прикрепленный к соответствующему одному из первого и второго столов.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |
| Поточная линия для сборки и сварки металлических изделий | 1977 |
|
SU751546A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 0 |
|
SU219721A1 |
| JP 2000079513 A, 21.03.2000. | |||

