1
Изобретение относится к области сварки и предназначено для сборки и сварки, преимущественно контактной точечной, металлических изделий, в тех случаях, когда форма изделий и расположение на нем сварных элементов позволяет за счет несложных перемещений сварочного инструмента выполнить одним и тем же сварочным инструментом несколько сварок на одном изделии, например плоских изделий с расположением сварочных точек вдоль прямых.
Известно устройство для сварки металлических панелей, состоящее из двух участков - участка сборки и предварительной сварки и участка окончательной сварки 1. Участок сборки и предварительной сварки снабжен тележками для сборки изделий и состоит из поста загрузки, содержащего подъемник тележек, нескольких сварочных постов, содержащих сварочную оснастку, направляющие тележек верхние и нижние, приводы тележек верхние и нижние, и передаточного поста, содержащего подъемник тележек и подъемник изделия. Участок окончательной сварки состоит из объединенных общим транспортером нескольких сварочных постов, содержащих сварочную оснастку и подъемные столы, и разгрузочного поста, содержащего подъемник.
Недостатком указанного устройства являются большая сложность, большие габариты и пониженная из-за больших затрат времени на передачу тележек произ5 водительность.
Известиа поточная линия, содержащая сварочную машину, снабженную сварочными головками и столом, приспособленияспутники для изделий и транспортирующее
10 устройство, снабженное балками, установленными с возможностью одновременного перемещения в противоположных направлениях 2.
К недостаткам данной поточной линии
15 следует отнести большие габариты и массу, большую сложность из-за значительного количества сварочных головок, продолжительность включения которых обычно весьма мала, кроме того, большой расход
20 охлаждающей жидкости также из-за значительного количества сварочных головок, которые требуют охлаждения.
Целью изобретения является уменьшение 25 габаритов, массы, упрощение конструкции линии и снижение расхода охлаждающей жидкости.
Это достигается тем, что сварочная машина снабжена каретками, несущими сва30 рочные головки, смонтированные с возможмостью прерывистого перемещения вдоль линий сварки элементов изделия.
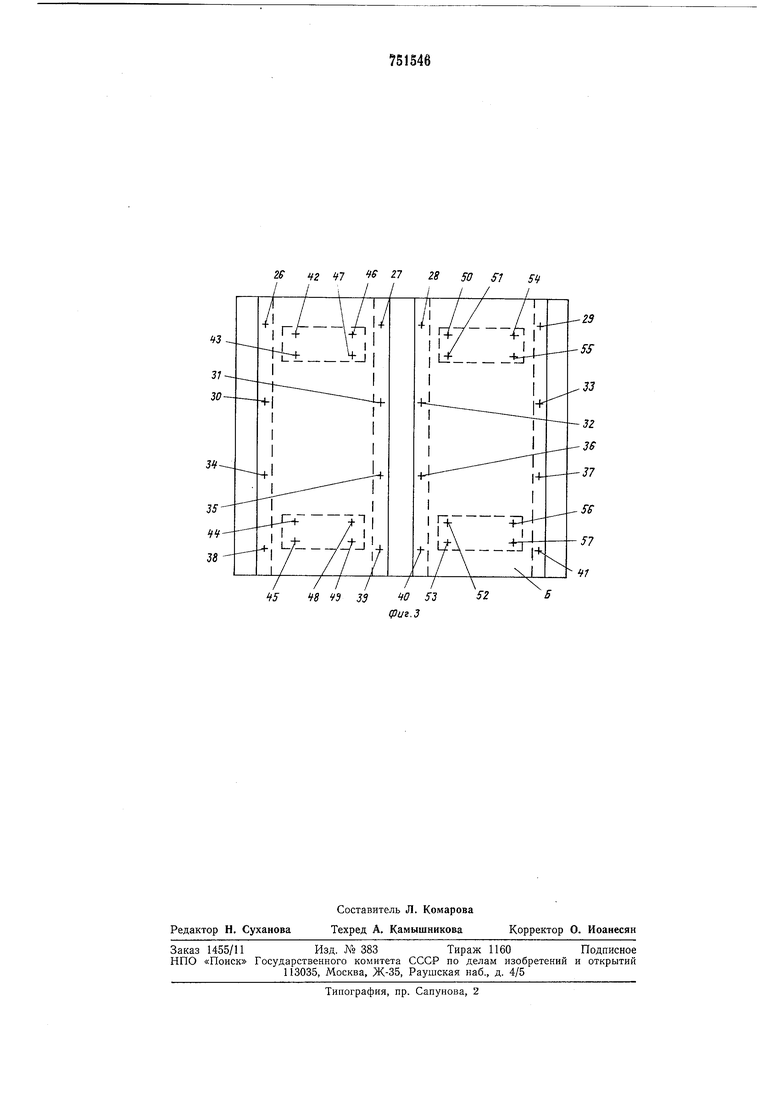
На фиг. 1 показана поточная линия, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - свариваемое изделие, общий вид.
Линия состоит из приспособлений-спутников 1, находящихся в позициях I, II, III сварочной машины, содержащей станину 2, сварочные головки, выполненные в виде сварочных пистолетов 3-6, установленных на каретке 7, выполненной с возможностью прерывистого перемещения в направляющих 8 и 9, и сварочных пистолетов 10-13, установленных на каретке 14, выполненной с возможностью прерывистого перемещения в направляющих 15 и 16, и стол 17, выходящий своими кронштейнами 18 и 19 на позиции I и IV и снабжепный приводом, сообщающим столу периодические движения вверх или вниз, и транспортирующего устройства 20, выполненного в виде верхних балок 21 и нижних балок 22, которые могут катиться по роликам 23. Верхние балки 21 соединены с нижними балками 22 передачей (не показана), обеспечивающей их синхронное движение в нротивоположных направлениях, и снабжены приводом (не показан). Балки снабжены кронштейнами 24 для поддержания приспособлений-спутников или изделия Б. Приспособление-снутник имеет пазы 25 для прохода кронштейнов 24, которые на позиции III расположены соответствующим образом. Расстояние между кронштейнами 24, установленными на верхних балках, и кронштейнами, расположенными на нижних балках, больше высоты приспособления-спутника 1 и, таким образом, когда одно приспособлениеспутник лежит на кронштейнах верхних балок, а другое на кронштейнах нижних балок, между ними по высоте образуется зазор.
Поточная линия работает следующим образом.
Оператор укладывает детали изделия Б в приспособление-спутник, находящееся на позиции I и, уложив, дает команду на запуск поточной линии. По этой команде стол опускается из верхнего положения в нижнее, прп этом на позиции I приспособление-спутник с изделием Б устанавливается на кронштейны верхних балок 21, на позиции II верхнее приспособление-спутник устанавливается на кронштейны верхних балок, а нижнее - на кронштейны нижних балок 22, при этом между приспособлениями-спутниками образуется зазор. На позиции 1П приспособление-спутник, опускаясь, пропускает сквозь свои пазы 25 кронштейны 24 верхних балок и устанавливается на кронштейны 24 нижних балок 22. После окончания опускания стола автоматически совершается рабочий ход транспортирующего устройства, т. е. верхние
балки перемещаются на одно расстояние между позициями вправо и переносят приспособление-спутник с изделием Б из позиции I на позицию II, приспособлениеспутник с позиции П на позицию III. Одновремеппо нижние балки 22 перемещаются влево на такое же расстояние и перемещают приспособление-спутник из позиции III па позицию II, приспособление-спутник
из позиции П на позицию I. Затем автоматически стол 17 поднимается и на позициях I, П, III иодпимает ириспособленияспутники с балок 21 и 22. После этого на позиции I производится укладка деталей
следующего изделия Б в приспособлениеспутник, па позиции II производится сварка и одповременно происходит холостой ход (возвращение в исходное положение) балок 21 и 22. При сварке иистолеты 3-6
выполняют сварные точки 26-29, зате.м каретка 7 перемещается на шаг и эти же пистолеты выполняют сварные точки 30- 33, затем точки 34-37 и точки 38-41, после чего каретка 7 возвращается в исходное положение, причем возврат каретки 7 может продолжаться вплоть до окончания подъема стола 17 при следующем цикле. После окончания укладки деталей очередного изделия на позиции I оператор дает
команду на запуск линии, и все операции повторяются. При этом изделие Б вместе с ириспособлением-спутником передается до позиции III, где также сваривается пистолетами 10-13 в несколько очередей в точках 42-57, после опускапия стола изделие устанавливается на кронштейны 24 верхних балок 21, а на кронштейны 24 нижних балок 22 устанавливается только приспособление-спутник 1 без изделия. В дальнейшем при рабочих ходах транспортирующего устройства изделие Б передается с позиции III на позицию IV, где при подъеме стола 17 изделие поднимается кронштейном 19, при холостом ходе транспортирующего устройства верхние балки 21 уходят из-под изделия.
При последующем опускании стола 17 кронштейны 19 опускают изделие на уровень кронштейнов 24 верхних балок 21, этими кронштейнами при последующем рабочем ходе транспортирующего устройства изделие сбрасывается с кронштейна 19.
Предлагаемая поточная линия имеет простую конструкцию, позволяет сократить
массу и габариты, а также снизить расход охлаждающей жидкости за счет более интенсивного исиользования сварочной оснастки.
Формула изобретения
Поточная линия для сборки и сварки металлических изделий, содержащая сварочную машину, снабженную сварочными головками и столом, приспособления-спутНИКИ для изделий и транспортирующее устройство, снабженное балками, установленными с возможностью перемещения в противоположных направлениях, отличающаяся тем, что, с целью уменьщения габаритов и массы, упрощения конструкции и снижения расхода охлаждающей жидкости, сварочная машина снабжена каретками, несущими сварочные головки и смонтированными с возможностью прерывисто7 ч 5 е 3
го перемещения вдоль линий сварки элементов ИЗДвоТИЯ.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3131286, кл. 219-80, опубл. 1964.
2.Авторское свидетельство по заявке № 2425226/27, кл. В 23К 37/04, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| Поточная линия для изготовления сварных конструкций | 1974 |
|
SU504625A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Механизированная поточная линия для сварки | 1987 |
|
SU1542756A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для изготовления изделий | 1973 |
|
SU522932A1 |
2
И2 47 W il
2S
/ / / /T
t5 8 5 J5 40 53
52 фиг.З
