1
(21)4819694/27 (22) 25.04.90 (46)30.09.92. Бюл. №36
(71)Головное конструкторское бюро прессов автоматов Одесского производственного объединения Прессмаш им.60-летия Октября
(72)Е.Я.Беккер, О.Д.Белоглазов, А.А.Ваку- лин и Ю.В.Попов
(56)Каталог. Прессовые машины производства Одесского завода прессов НИИМаш, М. 1970, с.67-69.
(54) ТРУБОГИБОЧНАЯ МАШИНА
(57)Использование: для пространственной многоколенной гибки труб. Сущность изобретения: загрузочным устройством заготовка подается на ось гиба и надевается на оправку и перемещается до контакта с роликом 12. Пружина 19 осаживается на величину отрегулированного размера В, и заготовка перемещается по ролику до захвата патроном каретки 4, где запоминается. Затем начинается гибка трубы. В процессе гибки при подходе каретки к опорному устройству посредством планки со скосом перемещается и утапливается в окне станины ролик 27. Совместно с последним поворачивается и утапливается опорное устройство. С дальнейшим перемещением каретки 4 при повороте опорного устройства процесс гибки продолжается на заданное программой расстояние 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |

Изобретение относится к машинам для обработки металлов давлением, в частности, к оборудованию для гибки труб методом наматывания на гибочный шаблон-сектор.
Цель изобретения - повышение надежности.
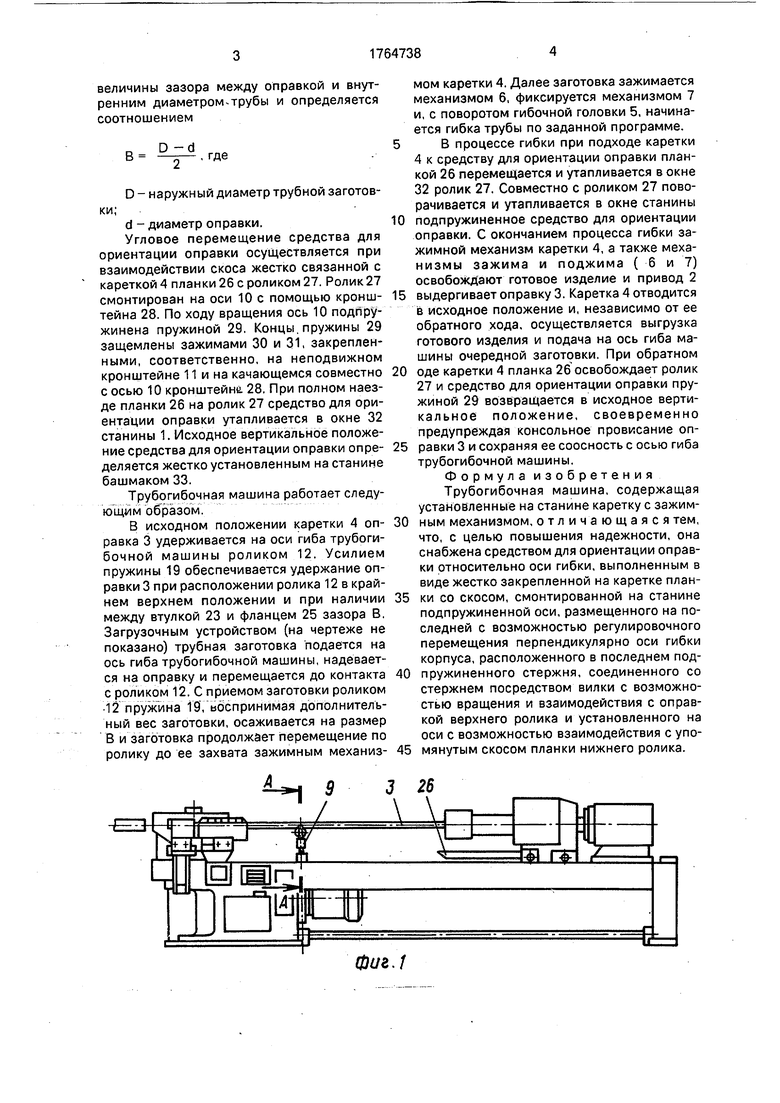
На фиг, 1 изображена трубогибочная машина, общий вид спереди; на фиг 2 - то же, план; на фиг.З - разрез А - А на фиг.1; на фиг.4 - вид по стрелке Б нафиг.З.
Трубогибочная машина содержит станину 1, на которой жестко установлен привод 2 оправки 3, каретку 4 с зажимным механизмом, гибочную головку 5, механизмы зажима 6 и поджима 7 трубной заготовки 8 и средство 9 для ориентации оправки относительно оси гибки Средство для ориентации оправки смонтировано на оси 10 которая установлена в кронштейне 11, жестко закрепленном на станине 1.
Ё
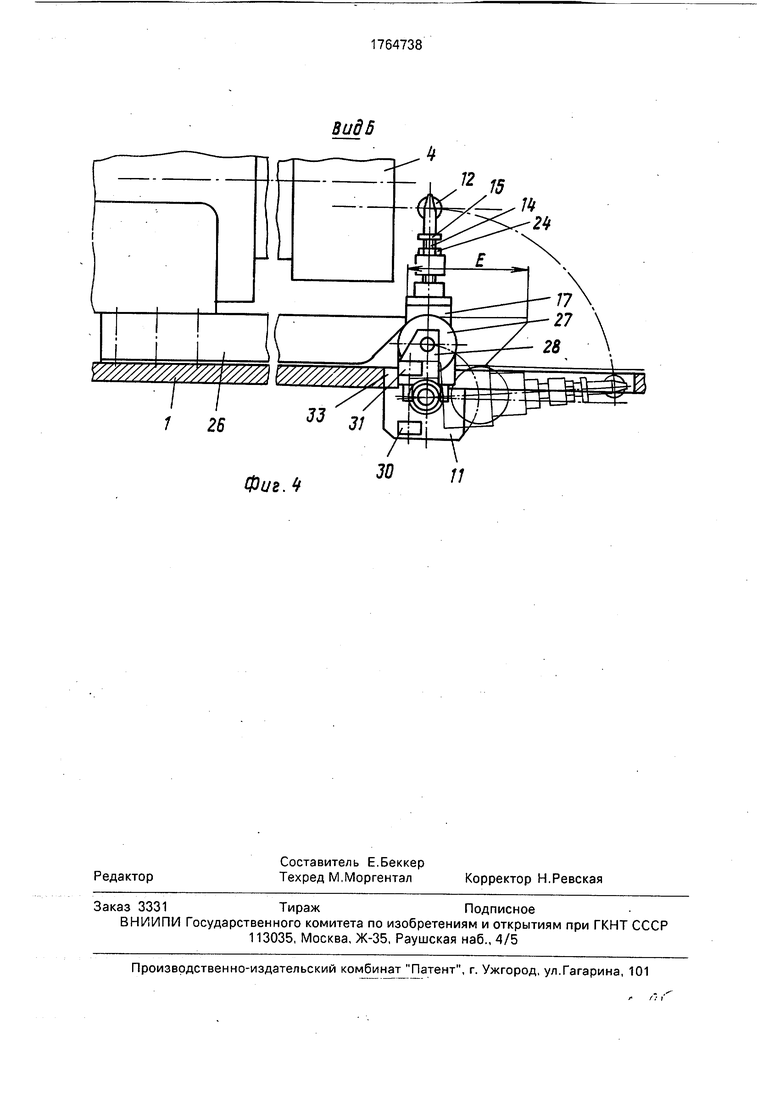
Ролик 12 средства для ориентации оправки с возможностью вращения смонтирован в вилке 13, зафиксированной на стержне 14 с помощью гайки 15. Головка 16 стержня 14 расположена в корпусе 17 и подпружинена относительно его основания 18 пружиной 19. Регулировка степени поджа- тия пружины 19 производится через предусмотренное в оси 10 отверстие 20.
Корпус 17 установлен с возможностью регулировочного перемещения перпендикулярно оси гибки в закрепленном на оси 10 стакане 21 и фиксируется контргайкой 22 Регулируемой установкой втулки 23 с соответствующей фиксацией ее контргайкой 24 на размер В до фланца 25 ограничивается осадка ролика 12 после надевания на оправку трубы для сохранения ее соосности с осью гиба трубогибочной машины Величина размера В зависит от толщины стенки подлежащей обработке трубной заготовки и
VI
О
N VI
со
00
величины зазора между оправкой и внутренним диаметром-трубы и определяется соотношением
В- ,где
D - наружный диаметр трубной заготовки;
d - диаметр оправки.
Угловое перемещение средства для ориентации оправки осуществляется при взаимодействии скоса жестко связанной с кареткой 4 планки 26 с роликом 27. Ролик 27 смонтирован на оси 10 с помощью кронштейна 28. По ходу вращения ось 10 подпружинена пружиной 29. Концы.пружины 29 защемлены зажимами 30 и 31, закрепленными, соответственно, на неподвижном кронштейне 11 и на качающемся совместно с осью 10 кронштейне 28. При полном наезде планки 26 на ролик 27 средство для ориентации оправки утапливается в окне 32 станины 1. Исходное вертикальное положение средства для ориентации оправки определяется жестко установленным на станине башмаком 33.
Трубогибочная машина работает следующим образом.
В исходном положении каретки 4 оправка 3 удерживается на оси гиба трубоги- бочной машины роликом 12. Усилием пружины 19 обеспечивается удержание оправки 3 при расположении ролика 12 в крайнем верхнем положении и при наличии между втулкой 23 и фланцем 25 зазора В. Загрузочным устройством (на чертеже не показано) трубная заготовка подается на ось гиба трубогибочной машины, надевается на оправку и перемещается до контакта с роликом 12. С приемом заготовки роликом 12 пружина 19, ьоспринимая дополнительный вес заготовки, осаживается на размер В и заготовка продолжает перемещение по ролику до ее захвата зажимным механизмом каретки 4. Далее заготовка зажимается механизмом 6, фиксируется механизмом 7 и, с поворотом гибочной головки 5, начинается гибка трубы по заданной программе. В процессе гибки при подходе каретки
4 к средству для ориентации оправки планкой 26 перемещается и утапливается в окне 32 ролик 27. Совместно с роликом 27 поворачивается и утапливается в окне станины 0 подпружиненное средство для ориентации оправки. С окончанием процесса гибки зажимной механизм каретки 4, а также механизмы зажима и поджима ( 6 и 7) освобождают готовое изделие и привод 2 5 выдергивает оправку 3. Каретка 4 отводится в исходное положение и, независимо от ее обратного хода, осуществляется выгрузка готового изделия и подача на ось гиба машины очередной заготовки. При обратном 0 оде каретки 4 планка 26 освобождает ролик 27 и средство для ориентации оправки пружиной 29 возвращается в исходное вертикальное положение, своевременно предупреждая консольное провисание оп- 5 равки 3 и сохраняя ее соосность с осью гиба трубогибочной машины.
Формула изобретения Трубогибочная машина, содержащая установленные на станине каретку с зажим- 0 ным механизмом, отличающаяся тем, что, с целью повышения надежности, она снабжена средством для ориентации оправки относительно оси гибки, выполненным в виде жестко закрепленной на каретке план- 5 ки со скосом, смонтированной на станине подпружиненной оси, размещенного на последней с возможностью регулировочного перемещения перпендикулярно оси гибки корпуса, расположенного в последнем под- 0 пружиненного стержня, соединенного со стержнем посредством вилки с возможностью вращения и взаимодействия с оправкой верхнего ролика и установленного на оси с возможностью взаимодействия с упо- 5 мянутым скосом планки нижнего ролика.
фиг.1
5 32
1
Фиг. 2
25
-//
видб
Фиг. 4
15
to
