Предпосылки к созданию изобретения
Область техники, к которой относится изобретение
Устройства, системы и способы, согласующиеся с изобретением, относятся к способу и устройству для улучшения характеристик сварки самозащитными сварочными электродами.
Описание существующего уровня техники
После появления в сварочном производстве самозащитных сварочных электродов их использование быстро растет. Самозащитные электроды применяются во многих видах сварочных операций, таких как дуговая сварка металла в среде защитного газа («SMAW») и дуговая сварка порошковой проволокой («FCAW»). Многие преимущества этих способов сварки хорошо известны и не повторяются здесь. В каждом из этих способов электрод выделяет через флюс свой собственный защитный газ для удаления кислорода и азота из области расплавленной сварочной ванны и для успокоения сварочной ванны. Защитный газ выделяется соединениями, содержащимися в сварочном флюсе, которые разлагаются во время сварки. Выделяющийся газ понижает парциальное давление азота и кислорода в среде вокруг сварочной дуги, так что уменьшается поглощение азота и кислорода из сварочной ванны.
Необходимость удаления кислорода и азота из расплавленной сварочной ванны и успокоения сварочной ванны, а также причины этого также хорошо известны.
Для достижения удаления кислорода и азота из металла сварного шва обычные самозащитные электроды содержат определенное количество алюминия либо во флюсе, либо в металлическом электроде, либо в них обоих. Присутствие алюминия способствует блокированию кислорода и азота в отношении металла сварного шва, а также успокоению сварочной ванны. В частности, добавленный алюминий помогает отобрать азот из сварочной ванны за счет реакции с ним и образования нитрида алюминия. Часть нитрида алюминия затем всплывает в сварочной ванне, в то время как часть его остается внутри металла сварного шва. Однако использование алюминия не лишено недостатков.
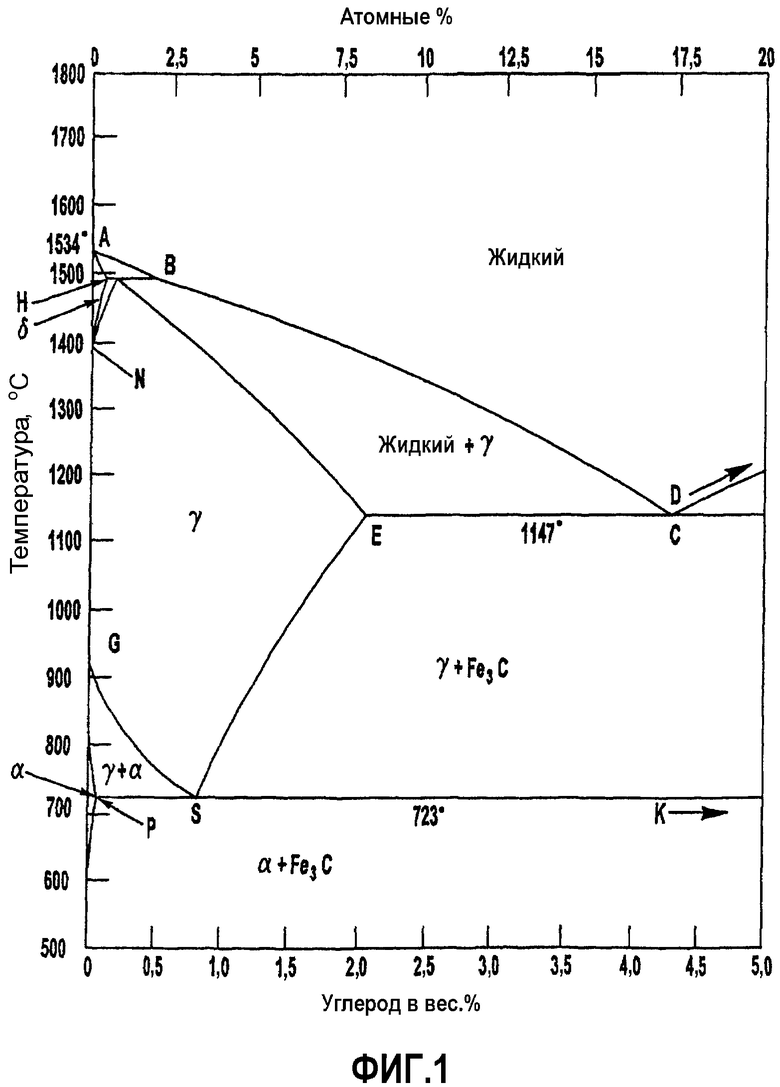
В частности, присутствие алюминия в металле сварного шва имеет тенденцию к замыканию гамма-области на диаграмме фазового состояния железо-углерод, см. фиг.1. Благодаря этому присутствие алюминия имеет тенденцию к ограничению фазового превращения от дельта-фазы до фаз от гамма- до альфа-фазы. Результатом этого ограничения является образование в структуре металла сварного шва крупных, не измельченных зерен. Наличие крупной не измельченной зернистой структуры в металле сварного шва ведет к получению сварного шва, обладающего низкой пластичностью, т.е. сварной шов является хрупким. Во многих областях применения хрупкий сварной шов нежелателен.
Соответственно, требуется химический состав электрода, который блокирует поступление кислорода и азота в металл сварного шва и не прерывает или не вмешивается в значительной степени в фазовые превращения в металле сварного шва.
Сущность изобретения
Неожиданно оказалось, что проблема может быть решена путем придания сварочному электроду признаков из пункте 1. В пунктах 8 и 13 описаны предпочтительные варианты реализации. Различные примеры осуществления настоящего изобретения описаны в зависимых пунктах и будут подробно рассмотрены ниже. Сварочный электрод в соответствии с вариантом реализации настоящего изобретения содержит металлический электрод и флюсовую часть, которая прилегает к металлической части электрода. По меньшей мере одна из металлической части электрода и флюсовой части содержит редкоземельный алюминат.
Краткое описание чертежей
Приведенные выше и/или другие аспекты изобретения станут более очевидными при подробном описании примеров осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показано схематическое представление диаграммы фазового состояния железо-углерод;
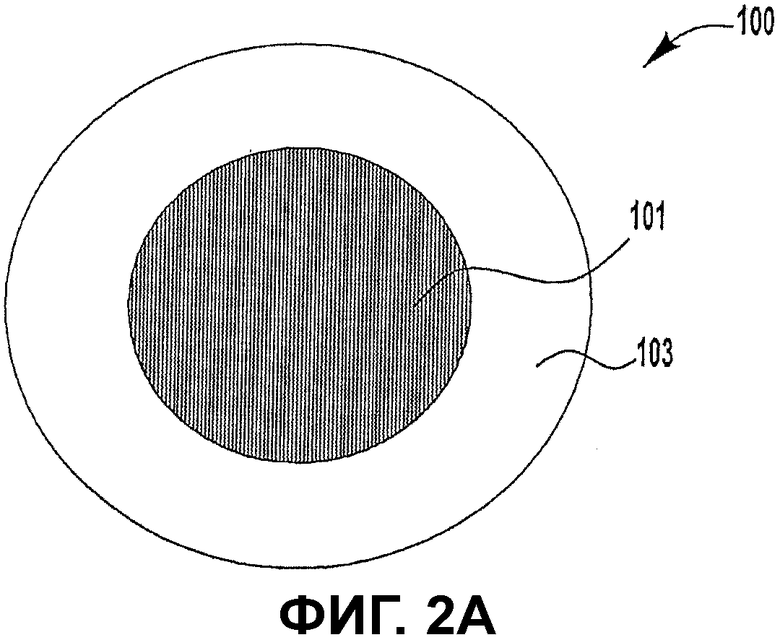
на фиг.2А и 2В схематически показаны поперечные разрезы электродов согласно вариантам реализации настоящего изобретения.
Подробное описание примеров осуществления изобретения
Примеры осуществления изобретения будут теперь описаны ниже со ссылкой на прилагаемые фигуры. Описанные примеры осуществления должны способствовать пониманию изобретения, и не должны ограничивать каким-либо образом объем изобретения. Одинаковыми числовыми позициями обозначены одинаковые элементы.
На фиг.1 изображена диаграмма фазового состояния железо-углерод, демонстрирующая каждую из равновесных фаз термодинамически различных гамма-, дельта- и альфа-фаз стали. Поскольку специалистам в данной области техники понятна информация, приведенная в диаграмме железо-углерод, детальное обсуждение здесь опущено. Фиг.1 приводится просто в качестве ссылки для того, чтобы способствовать дальнейшему пониманию следующего обсуждения настоящего изобретения.
На фиг.2А и 2В изображены в поперечном разрезе самозащитные сварочные электроды 100/200. На фиг.2А электрод 100 является порошковым электродом, в котором порошковый сердечник 101 окружен металлической частью электрода 103. На фиг.2В изображен самозащитный электрод 200, часто упоминаемый как «штучный сварочный электрод», в котором металлический сердечник электрода 203 окружен покрытием из флюса 201. В каждой конфигурации флюс 101/201 применяется для создания защитного газа во время операции сварки для того, среди прочего, чтобы удалить кислород и азот из металла сварного шва. Этого достигают путем отделения воздуха от сварочной ванны. Следует отметить, что общие физические размеры электродов, такие как диаметр и т.д., сходны с размерами известных электродов, и настоящее изобретение не ограничивается в этом отношении.
В варианте реализации настоящего изобретения по меньшей мере одна из флюсовой 101/201 и электродной части 103/203 содержит редкоземельный алюминид. В настоящем изобретении присутствие редкоземельного алюминида во флюсовой 101/201 и/или в электродной части 103/203 позволяет уменьшить в целом количество алюминия, присутствующего в электроде 100/200. Обнаружено, что в областях применения типа сварки редкоземельные алюминиды действуют как денитрификаторы и раскислители с целью удаления азота и кислорода из сварочной ванны (как и алюминий). Однако обнаружено также, что редкоземельные алюминиды действуют как денитрификаторы и раскислители с минимальным отрицательным воздействием на превращение фаз в системах железо-углерод. Таким образом, в варианте реализации согласно настоящему изобретению по меньшей мере часть алюминия, которой обычно мог бы присутствовать в электроде, заменяется по меньшей мере одним редкоземельным алюминидом.
В настоящем изобретении использование редкоземельных алюминидов допускает уменьшение содержания алюминия во всем электроде 100/200, без понижения защитных свойств электрода и без какого-либо отрицательного металлургического воздействия на полученный сварной шов. На практике использование электродов согласно различным вариантам реализации настоящего изобретения приведет к улучшению металлургических характеристик по сравнению с применявшимися до сих пор электродами, поскольку общее количество алюминия, остающегося в сварном шве, уменьшается.
Как показано ранее, присутствие алюминия в сварочной ванне может препятствовать превращению фаз в стали от дельта- до гамма- и до альфа-фаз (см. фиг.1). В частности, присутствие алюминия имеет тенденцию к замыканию гамма-области на диаграмме фазового состояния железо-углерод, фиг.1. Это ведет к созданию в сварном шве большой структуры неизмельченного зерна, что ведет к получению сварного шва с недостаточной вязкостью и долговечностью (т.е. сварной шов может быть хрупким). Однако в применявшихся до сих пор электродах требовалось минимальное количество алюминия для действия в качестве денитрификатора и раскислителя в процессе сварки.
Применение электродов согласно настоящему изобретению позволяет избежать и/или устранить указанные отрицательные металлургические воздействия при сохранении нужных защитных возможностей электрода. К тому же это связано с тем, что обнаружено, что редкоземельные алюминиды при использовании во время сварки действуют как денитрификаторы и раскислители без тенденции к замыканию гамма-области металла сварного шва. Таким образом, настоящее изобретение позволяет уменьшить или исключить количество алюминия, применяемого в электроде, при незначительном нарушении защитных характеристик электрода или отсутствии такого нарушения и при отсутствии отрицательных металлургических воздействий. На практике электрода согласно вариантам реализации настоящего изобретения могут обладать улучшенными металлургическими свойствами, такими как вязкость сварного шва, по сравнению с применявшимися до сих пор электродами.
В варианте реализации настоящего изобретения редкоземельный алюминид выбирают из числа алюминида церия (CeAl), алюминида лантана (LaAl), алюминида неодима (NdAl), алюминида лития (LiAl), алюминида церия-железа (FeCeAl), церия-железа (FeCe) или любого другого редкоземельного алюминида или другого редкоземельного сплава, но не ограничиваясь ими. Настоящее изобретение предусматривает также применение сочетаний упомянутых выше редкоземельных алюминидов, других редкоземельных алюминидов и редкоземельных сплавов.
В другом варианте реализации настоящего изобретения электрод 100/200 содержит сочетание множества редкоземельных алюминидов, редкоземельного сплава и/или редкоземельных силицидов, включая перечисленные выше, но не ограничиваясь ими. Сочетание применяемых редкоземельных алюминидов и доля каждого применяемого редкоземельного алюминида являются функцией рабочих характеристик и проектно-конструкторских стандартов, и находятся в пределах уровня подготовки и знаний специалистов в данной области техники. Кроме того, в другом варианте реализации изобретения редкоземельный алюминид может комбинироваться с редкоземельным силицидом. Например, в варианте реализации настоящего изобретения алюминид церия комбинируется с редкоземельным силицидом и добавляется к материалу флюса или электрода. Благодаря присутствию кремния использование редкоземельных силицидов должно быть ограничено. Однако в примере выполнения, не ограничивающем объем изобретения, применяется около 1 вес.% от флюса редкоземельного силицида и до 6 вес.% от флюса редкоземельного алюминида. Конечно, настоящее изобретение не ограничивается этими приведенными значениями содержания в процентах, поскольку они должны быть по своему характеру иллюстративными. Применяемые сочетания и/или проценты являются функцией рабочих характеристик и проектно-конструкторских стандартов.
В варианте реализации изобретения редкоземельные алюминиды или их сочетания присутствуют только во флюсе 101/201 электрода 100/200. В другом варианте реализации по настоящему изобретению по меньшей мере часть редкоземельного элемента присутствует в электродной части 103/203 электрода 100/200. Поскольку редкоземельные алюминиды часто доступны в форме порошка и/или в гранулированной форме, помещение редкоземельного алюминида во флюс 101/201 электрода 100/200 является наиболее подходящим с производственной точки зрения. В таком варианте реализации редкоземельный алюминид в порошке может быть добавлен к флюсу в процессе смешивания флюса и затем добавлен к электроду 100/200 во время процесса изготовления. Однако настоящее изобретение не ограничивается в этом отношении, и редкоземельный алюминид может быть добавлен только к электродной части 103/203 во время изготовления электродной части 103/203. Далее, как показано выше, редкоземельный алюминид, или сочетания редкоземельных алюминидов, может быть добавлен и к флюсовой 101/201, и к электродной части 103/203 во время соответствующих операций их изготовления.
Прежние сварочные электроды могут содержать алюминий в количестве приблизительно 12 вес.% флюса. Другие электроды могут иметь содержание алюминия в диапазоне от 8 до 15 вес.%, в зависимости от назначения и типа электрода. Использование этих прежних электродов может привести к получению наплавки сварного шва, имеющей около 1,12 вес.% алюминия, а использование некоторых электродов может привести к получению наплавки сварного шва, имеющей около 1,5 вес.% алюминия. Известно, однако, что когда содержание алюминия в направке сварного шва достигает приблизительно 1,5% или больше от веса наплавки сварного шва, сварной шов имеет тенденцию к охрупчиванию и недостатку нужной вязкости.
При использовании электродов 100/200 согласно настоящему изобретению полученное количество алюминия в наплавке сварного шва может быть уменьшено, давая таким образом сварной шов с улучшенными металлургическими характеристиками, такими как вязкость.
В варианте реализации настоящего изобретения редкоземельный алюминид полностью заменяет алюминий по всему электроду. Так, если прежний электрод содержит около 10 вес.% алюминия от флюса, электрод согласно настоящему изобретению будет содержать около 10 вес.% редкоземельного алюминида от флюса без добавления алюминия. В другом варианте реализации настоящего изобретения электрод содержит сочетание редкоземельного алюминида с другим редкоземельным сплавом. Например, в не являющемся ограничительным варианте реализации настоящего изобретения электрод содержит около 9 вес.% редкоземельного алюминида от флюса и около 1 вес.% редкоземельного силицида от флюса.
Конечно, обычным специалистам в данной области техники понятно, что благодаря различным технологиям изготовления следы алюминия могут присутствовать в электроде в качестве функции производственных процессов и использованных материалов. Для целей приведенного выше варианта реализации настоящее изобретение предусматривает замену количества целенаправленно добавленного алюминия редкоземельным алюминидом.
В другом варианте реализации настоящего изобретения не является необходимым заменять все количество добавленного алюминия редкоземельным алюминидом (алюминидами), поскольку преимущества настоящего изобретения могут быть достигнуты путем использования сочетания алюминия и редкоземельного алюминида во всем электроде. Например, если применявшийся ранее электрод содержал около 10 вес.% алюминия от флюса, вариант реализации настоящего изобретения может предусматривать содержание около 5 вес.% алюминия и около 5 вес.% редкоземельного алюминида.
Отмечено, что в зависимости от химической активности редкоземельного алюминида и его компонентов, таких как церий, процентное содержание редкоземельного алюминида может нуждаться в уточнении для достижения нужных рабочих характеристик. Это должно быть понятно специалистам в данной области техники. Например, в зависимости от химической активности редкоземельного алюминида (в данном случае церия) для достижения сходных рабочих характеристик электрода, содержащего около 10 вес.% алюминия, может потребоваться применить флюс, содержащий около 5 вес.% алюминия и около 6 вес.% редкоземельного алюминида. Иными словами, в зависимости от химической активности редкоземельного алюминида нет необходимости в достижении соотношения «один к одному» между количеством алюминия, использовавшегося в прежнем электроде, и редкоземельного алюминида/сплава, используемого согласно настоящему изобретению. Определение нужного количества применяемого редкоземельного алюминида находится в пределах знаний и уровня подготовки специалистов в данной области техники вне зависимости от того, применяется ли редкоземельный алюминид в сочетании с алюминием, другими редкоземельными сплавами или он используется сам по себе.
Общее количество используемого редкоземельного алюминида может быть функцией нужных рабочих характеристик электрода 100/200 в отношении его способности обеспечить нужное восстановление и деазотирование и произвести сварной шов, имеющий нужные металлургические характеристики, такие как вязкость. Поскольку редкоземельные алюминиды обычно являются более дорогостоящими, чем алюминий, предполагается, что варианты реализации настоящего изобретения будут иметь отношение алюминия к редкоземельному алюминиду, превышающее 1. То есть, весовая доля применяемого алюминия превышает весовую долю используемого редкоземельного алюминида.
При использовании различных вариантов реализации настоящего изобретения содержание алюминия в металле сварного шва может быть должным образом уменьшено без уменьшения защитных характеристик. Например, электрод, имеющий отношение алюминия к редкоземельному алюминиду, превышающее 1, может позволить получить сварной шов с сокращением содержания алюминия в сварном шве приблизительно на 50%. То есть в случае, если использование прежнего электрода дает сварной шов, имеющий около 1,12 вес.% алюминия, вариант реализации настоящего изобретения может дать сварной шов, содержащий около 0,56 вес.% алюминия. Это способствует улучшению некоторых металлургических характеристик сварного шва без ущерба для защитных характеристик электрода.
Таким образом, в варианте реализации настоящего изобретения электрод 100/200 может иметь около 15 вес.% редкоземельного алюминида от флюса. В другом варианте реализации электрод 100/200 содержит до приблизительно 10 вес.% редкоземельного алюминида от флюса. И еще в одном варианте реализации электрод 100/200 содержит от приблизительно 1 до приблизительно 5 вес.% редкоземельного алюминида от флюса. Дополнительный вариант реализации настоящего изобретения, в частности а) электрод или b) электродная часть или c) флюсовая часть или d) электродная и флюсовая часть; содержит по меньшей мере около 0,5 вес.% редкоземельного алюминида от флюса, от приблизительно 0,5 вес.% до приблизительно 10 вес.% редкоземельного алюминида и от приблизительно 0,5 вес.% до приблизительно 5 вес.% редкоземельного алюминида от флюса. Конечно, общее процентное содержание в электроде зависит от типа электрода, нужных рабочих характеристик и конструкции и может определяться специалистами в данной области техники. Например, понятно, что количество редкоземельного алюминида, применяемого в FCAW, может отличаться от количества, применяемого в SMAW с целью такого же или сходного качества сварного шва и рабочих характеристик. Предпочтительным является сварочный электрод, в котором указанный электрод (100/200) содержит от приблизительно 0,5 вес.% до приблизительно 15 вес.% указанного редкоземельного алюминида от флюсовой части (101/201), более предпочтительно приблизительно 0,5 вес.% и приблизительно 10 вес.%, наиболее предпочтительно приблизительно 0,5 вес.% и приблизительно 5 вес.%. В другом варианте реализации указанная флюсовая часть содержит от приблизительно 0,5 вес.% до приблизительно 15 вес.% редкоземельного алюминида от указанной флюсовой части, приблизительно 0,5 вес.% и приблизительно 10 вес.% или приблизительно 0,5 вес.% и приблизительно 5 вес.% указанного редкоземельного алюминида от флюсовой части. Во всех вариантах реализации по настоящему изобретению по меньшей мере одна из числа указанных металлической электродной части и флюсовой части может также содержать редкоземельный сплав или содержать редкоземельный силицид.
В то время как изобретение было отдельно показано и описано со ссылкой на примеры его выполнения, изобретение на ограничивается этими вариантами реализации. Специалистам в данной области техники должно быть понятно, что могут быть внесены различные изменения в форме и деталях без отклонения от существа и объема изобретения, очерченных в следующей формуле изобретения.
Ссылочные позиции
100 электрод
101 флюсовый сердечник
103 электродная часть
200 электрод
201 флюс
203 электродная часть
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
| СИНЕРГЕТИЧЕСКАЯ СИСТЕМА СВАРКИ | 2006 |
|
RU2345873C2 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД С СЕРДЕЧНИКОМ ИЗ НИЗКОМАРГАНЦЕВОГО ФЛЮСА И ГАЗООБРАЗУЮЩИМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 2013 |
|
RU2622476C2 |
| Способ многоэлектродной дуговой сварки в среде защитного газа | 2018 |
|
RU2702168C1 |
| СВАРОЧНАЯ ГОРЕЛКА ДЛЯ ПЕРВОГО ЭЛЕКТРОДА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И СПОСОБ СВАРКИ С ПРИМЕНЕНИЕМ ТАКОЙ ГОРЕЛКИ | 2013 |
|
RU2597186C2 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 1999 |
|
RU2165346C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |

Изобретение может быть использовано для улучшения характеристик самозащитных сварочных электродов. Сварочный электрод содержит металлическую электродную часть и прилегающую к ней флюсовую часть. Самозащитный сварочный электрод содержит алюминид редкоземельного металла (РЗМ) во флюсе и/или в электродной части в количестве от приблизительно 0,5 вес.% до приблизительно 15 вес.% от флюсовой части. Алюминид РЗМ выбирают из группы, состоящей из алюминида церия, алюминида лантана, алюминида неодима и алюминида церия-железа, включая их сочетания. Наличие алюминида РЗМ блокирует поступление кислорода и азота в металл сварного шва и не влияет в значительной степени на фазовые превращения в металле. 3 н. и 10 з.п. ф-лы, 3 ил.
1. Сварочный электрод (100/200), который содержит:
металлическую электродную часть (103/203) и
флюсовую часть (102/201), прилегающую к металлической электродной части,
в котором по меньшей мере одна часть из указанных металлической электродной части и/или флюсовой электродной части содержит алюминид редкоземельного металла, причем указанный электрод (100/200) содержит от приблизительно 0,5 до приблизительно 15 вес.% указанного алюминида редкоземельного металла от флюсовой части (101/201).
2. Сварочный электрод по п.1, в котором алюминид редкоземельного металла выбирают из группы, состоящей из алюминида церия, алюминида лантана, алюминида неодима и алюминида церия-железа, включая их сочетания.
3. Сварочный электрод по п.1, в котором по меньшей мере одна из указанных электродной части (103/203) и флюсовой части (101/201) дополнительно содержит сплав редкоземельного металла.
4. Сварочный электрод по любому из пп.1-3, в котором по меньшей мере одна из указанных электродной части (103/203) и флюсовой части (101/201) дополнительно содержит силицид редкоземельного металла.
5. Сварочный электрод по любому из пп.1-3, в котором указанный алюминид редкоземельного металла содержится в указанной флюсовой части (101/201).
6. Сварочный электрод по любому из пп.1-3, в котором указанный электрод (100/200) содержит от около 0,5 до около 10 вес.% указанного алюминида редкоземельного металла от флюсовой части (101/201).
7. Сварочный электрод (100/200), который содержит:
металлическую электродную часть (103/203) и флюсовую часть (101/201), прилегающую к металлической электродной части,
в котором по меньшей мере одна часть из указанных металлической электродной части и/или флюсовой части содержит от приблизительно 0,5 до приблизительно 15 вес.% алюминида редкоземельного металла от флюсовой части и
в котором указанный алюминид редкоземельного металла выбирают из группы, состоящей из алюминида церия, алюминида лантана, алюминида неодима и алюминида церия-железа, включая их сочетания.
8. Сварочный электрод по п.7, в котором по меньшей мере одна часть из указанных электродной части (103/203) и флюсовой части (101/201) дополнительно содержит сплав редкоземельного металла.
9. Сварочный электрод по любому из пп.7 и 8, в котором по меньшей мере одна из указанных электродной части (103/203) и флюсовой части (101/201) дополнительно содержит силицид редкоземельного металла.
10. Сварочный электрод по п.9, в котором указанный алюминид редкоземельного металла содержится в указанной флюсовой части (101/201).
11. Сварочный электрод по п.9, в котором указанный электрод (100/200) содержит от приблизительно 0,5 до приблизительно 10 вес.% указанного алюминида редкоземельного металла от флюсовой части.
12. Сварочный электрод (100/200), который содержит:
металлическую электродную часть (103/203) и
флюсовую часть (101/201), прилегающую к металлической электродной части,
в котором указанная флюсовая часть содержит от приблизительно 0,5 до приблизительно 10 вес.% алюминида редкоземельного металла от флюсовой части и
в котором указанный алюминид редкоземельного металла выбирают из группы, состоящей из алюминида церия, алюминида лантана, алюминида неодима и алюминида церия-железа, включая их сочетания.
13. Сварочный электрод по п.12, в котором указанная флюсовая часть (101/201) содержит от приблизительно 0,5 до приблизительно 5 вес.% указанного алюминида редкоземельного металла от флюсовой части.
| JP 52031938 A, 10.03.1977 | |||
| Флюс для высокотемпературной пайки | 1980 |
|
SU935238A1 |
| Материал для электродов контактных сварочных машин | 1980 |
|
SU912442A1 |
| Порошковая проволока | 1986 |
|
SU1400833A1 |

