Устройство относится к технике прессования, в частности к пресс-формам, и может быть использовано в качестве пресс-формы для получения изделий из смеси порошков терморасширенного графита (ТРГ) с реактопластом в качестве связующего, а именно прутков.
Известна пресс-форма, содержащая камеру давления цилиндрической формы, сборную высокоэластичную оболочку, размещенную в камере давления, пуансон и подставку-пробку. (Порошковая металлургия и напыление покрытия: Учебник для вузов. В.Н.Анциферов, Г.В.Бобров. Л.К.Дружинин и др. М.: Металлургия, 1987. с.217.)
Устройство не универсально, оно обеспечивает только одностроннее прессование, которое не обеспечивает получения качественного длинномерного изделия с равномерной по его длине плотностью и прочностью. Прессование порошка в устройстве происходит за счет деформации высокоэластичной оболочки. В этой пресс-форме можно сформировать лишь небольшие изделия, так как оболочка имеет недостаточную прочность, чтобы выдержать большие нагрузки, необходимые для прессования длинномерных изделий. Для прессования длинномерных изделий требуется увеличение толщины эластичной оболочки, что приведет к удорожанию пресс-формы. Кроме того, использование сборной конструкции оболочки не гарантирует ее герметичности. Под воздействием больших нагрузок эластичная оболочка размягчается и проникает в зазоры между камерой давления и пуансоном, что приводит к ухудшению качества получаемых изделий. Неравномерное распределение давления по высоте изделия при изготовлении длинномерных изделий также не позволит получить качественное изделие.
Признаки аналога, совпадающие с существенными признаками заявляемого изобретения, - устройство для прессования порошков, содержащее камеру давления цилиндрической формы, оболочку, размещенную в камере давления, и пуансон.
В качестве прототипа выбрана пресс-форма (Порошковая металлургия и напыление покрытия: Учебник для вузов. В.Н.Анциферов, Г.В.Бобров. Л.К.Дружинин и др. М.: Металлургия, 1987. с.217), содержащая камеру давления цилиндрической формы, сборную высокоэластичную оболочку, размещенную в камере давления, и пуансоны.
Устройство не универсально, оно обеспечивает только двухстороннее прессование. Использование такого устройства ограничено конструктивными особенностями конкретного пресса. Прессование порошка в устройстве происходит за счет деформации высокоэластичной оболочки. В этой пресс-форме можно сформировать лишь небольшие изделия, так как оболочка имеет недостаточную прочность, чтобы выдержать большие нагрузки, необходимые для прессования длинномерных изделий. Для прессования длинномерных изделий требуется увеличение толщины эластичной оболочки, что приведет к удорожанию пресс-формы. Кроме того, использование сборной конструкции оболочки не гарантирует ее герметичности. Под воздействием больших нагрузок эластичная оболочка размягчается и проникает в зазоры между камерой давления и пуансоном, что приводит к ухудшению качества получаемых изделий. Неравномерное распределение давления по высоте при изготовлении длинномерных изделий также не позволит получить качественное изделие.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения, - устройство для прессования порошков, содержащее камеру давления цилиндрической формы, оболочку, размещенную в камере давления, и пуансоны.
Задача, на решение которой направлено заявляемое изобретение, - создание универсального устройства, обеспечивающего одно- и двухстороннее прессование качественных длинномерных изделий.
Задача была решена за счет того, что известное устройство для прессования порошков, содержащее камеру давления цилиндрической формы, оболочку, размещенную в камере давления, и пуансоны (верхний и нижний), дополнительно содержит съемную подставку, используемую при одностороннем прессовании вместо нижнего пуансона, выполненную в сечении в виде толстостенного Ш-образного элемента, жестко охватывающего нижнюю торцевую часть камеры давления и одновременно входящего своей центральной вертикальной составляющей в полость оболочки. В качестве оболочки используют полимерную втулку, имеющую толщину и жесткость, обеспечивающую постоянство ее исходной формы в процессе прессования порошка, и гладкую внутреннюю поверхность, например силиконовую втулку, высота втулки равна высоте камеры давления. Пуансоны имеют цилиндрическую форму и диаметр, равный внутреннему диаметру втулки.
Признаки заявляемого изобретения, отличительные от прототипа, - устройство дополнительно содержит съемную подставку, используемую при одностороннем прессовании вместо нижнего пуансона, выполненную в сечении в виде толстостенного Ш-образного элемента, жестко охватывающего нижнюю торцевую часть камеры давления и одновременно входящего своей центральной вертикальной составляющей в полость оболочки. В качестве оболочки используют полимерную втулку, имеющую толщину и жесткость, обеспечивающие постоянство ее исходной формы в процессе прессования порошка, и гладкую внутреннюю поверхность. Пуансоны имеют цилиндрическую форму и диаметр, равный внутреннему диаметру втулки.
Выполнение оболочки в виде жесткой полимерной втулки и выполнение пуансонов диаметром, равным внутреннему диаметру полимерной втулки, позволяет осуществлять одноосное сжатие порошка, легкое скольжение массы порошка вдоль стенок втулки при перемещении пуансонов и избежать пристенного торможения частиц порошка (особенно важно, если прессуется смесь порошков), улучшить прессуемость слоистых систем и, тем самым, избежать расслаивания изделия, обеспечить равномерность распределения давления по высоте изделия, что позволит получать качественные длинномерные изделия.
При одностороннем прессовании (одним пуансоном) нижний торец камеры давления надежно и просто изолируется от внешней среды Ш-образным съемным элементом-подставкой. Полая камера давления с полимерной втулкой внутри вставляется в Ш-образный элемент-подставку, таким образом, боковые составляющие этого элемента охватывают внешнюю поверхность камеры давления, а центральная вертикальная составляющая входит без зазора в виде пробки внутрь полимерной втулки. Такое соединение дополнительно гарантирует недеформируемость полимерной втулки, герметичность соединения камера-давления - полимерная втулка - подставка, обеспечивает возможность использования больших нагрузок на прессуемый порошок без просачивания через неплотности нижней части устройства.
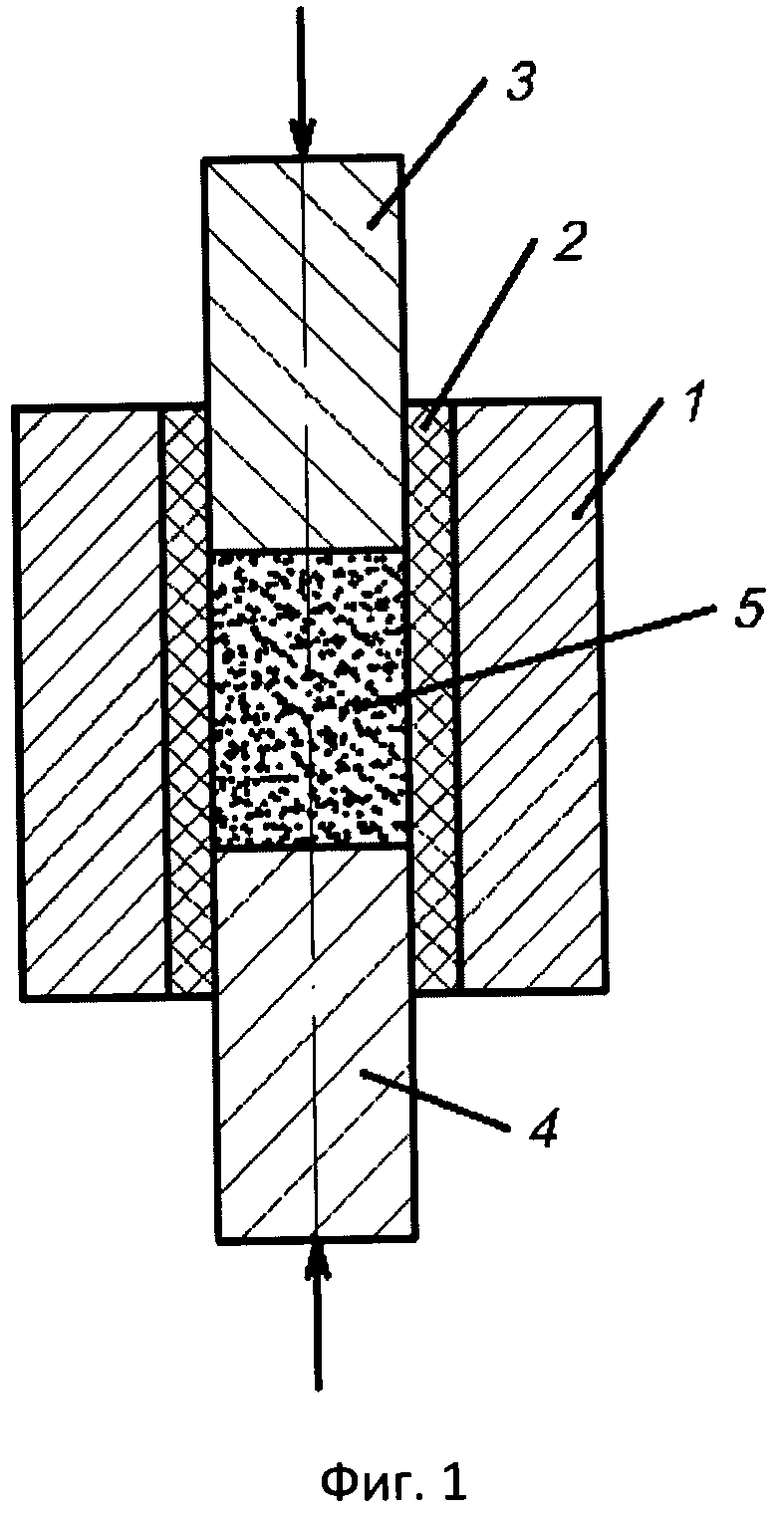
На фиг.1 схематично показано устройство с использованием двух пуансонов (при одностороннем прессовании), в разрезе.
На фиг.2 схематично показано устройство с использованием одного пуансона (при двухстороннем прессовании), в разрезе.
На фиг.3 схематично показан Ш-образный элемент-подставка в разрезе.
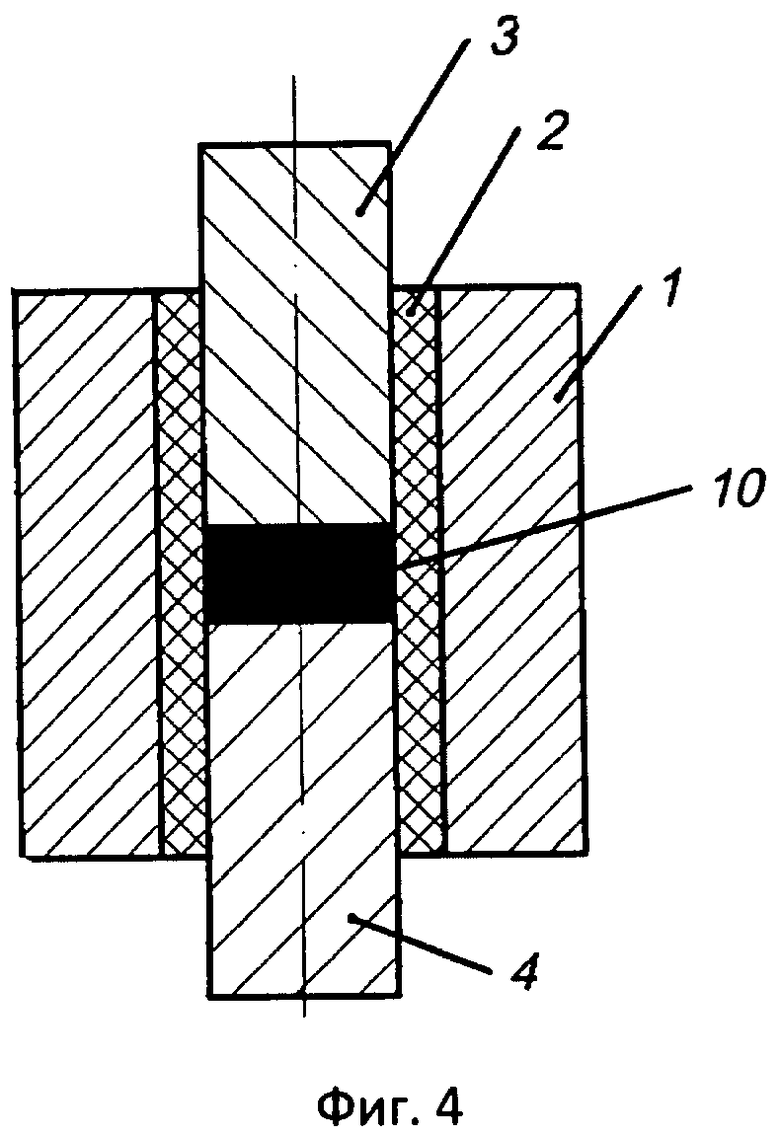
На фиг.4 показан момент прессования порошка двухсторонним воздействием на него пуансонами с получением изделия в виде таблетки, разрез.
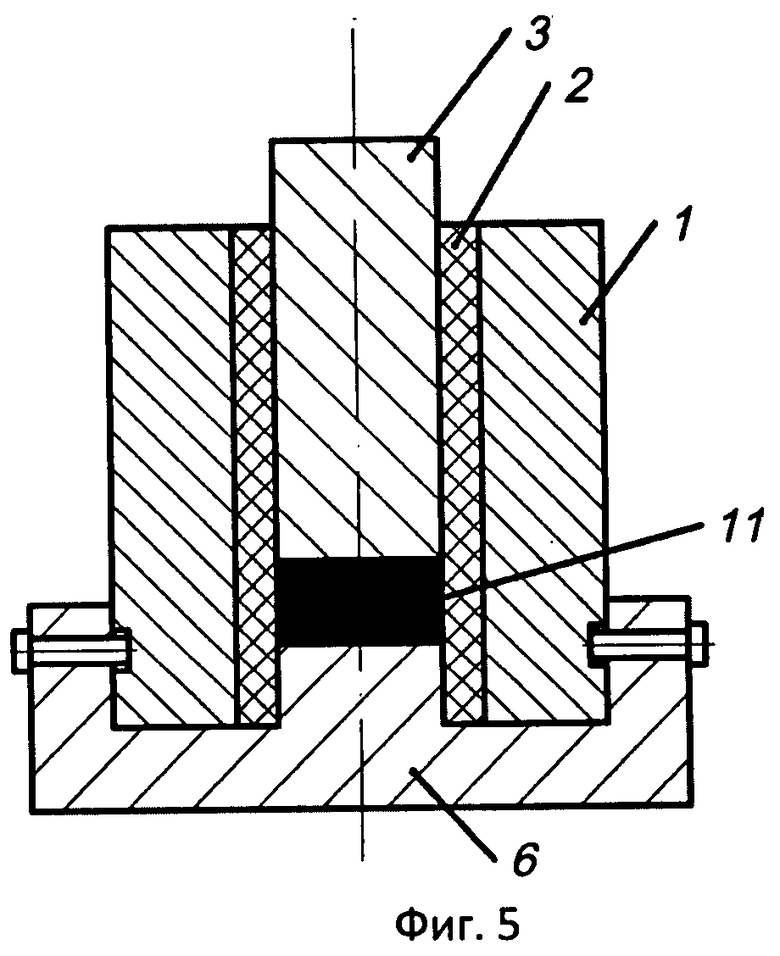
На фиг.5 показано устройство в момент прессования порошка односторонним воздействием на него пуансоном с получением изделия в виде таблетки.
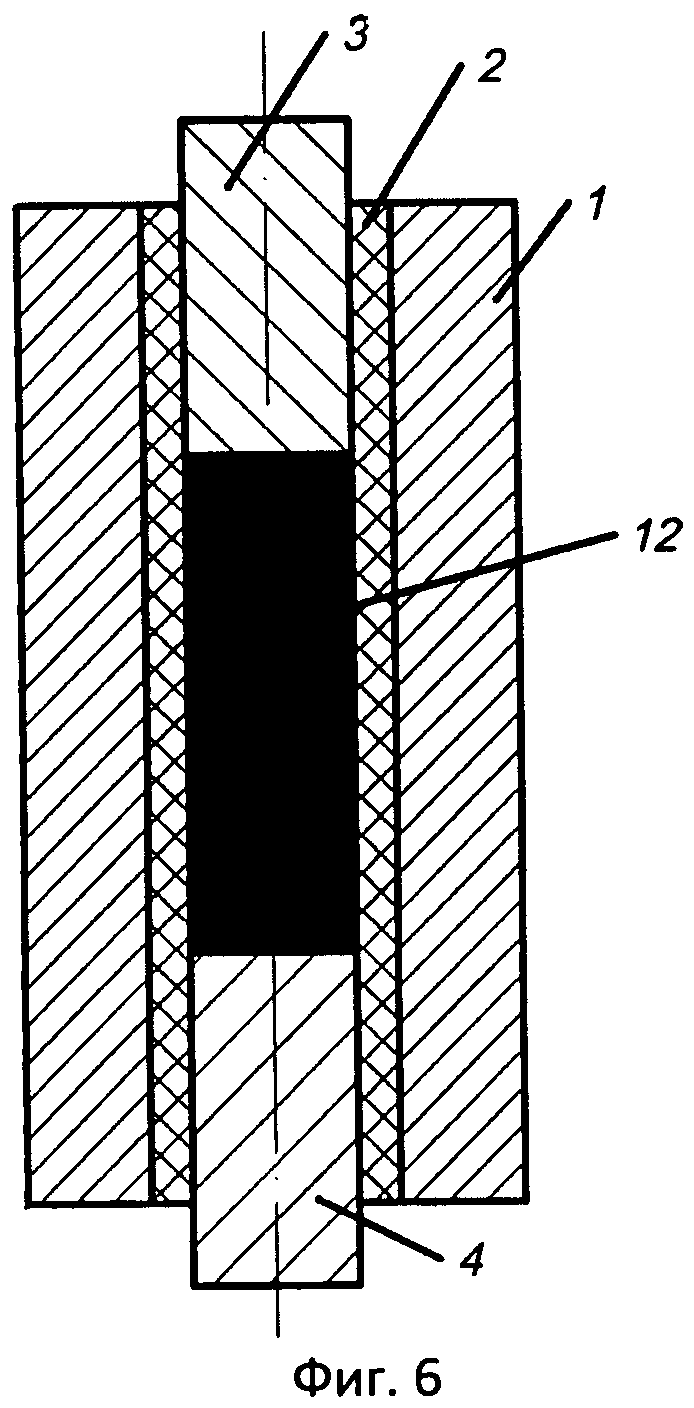
На фиг.6 показано устройство в момент двухстороннего воздействия пуансонами на порошок и получение длинномерного изделия, разрез.
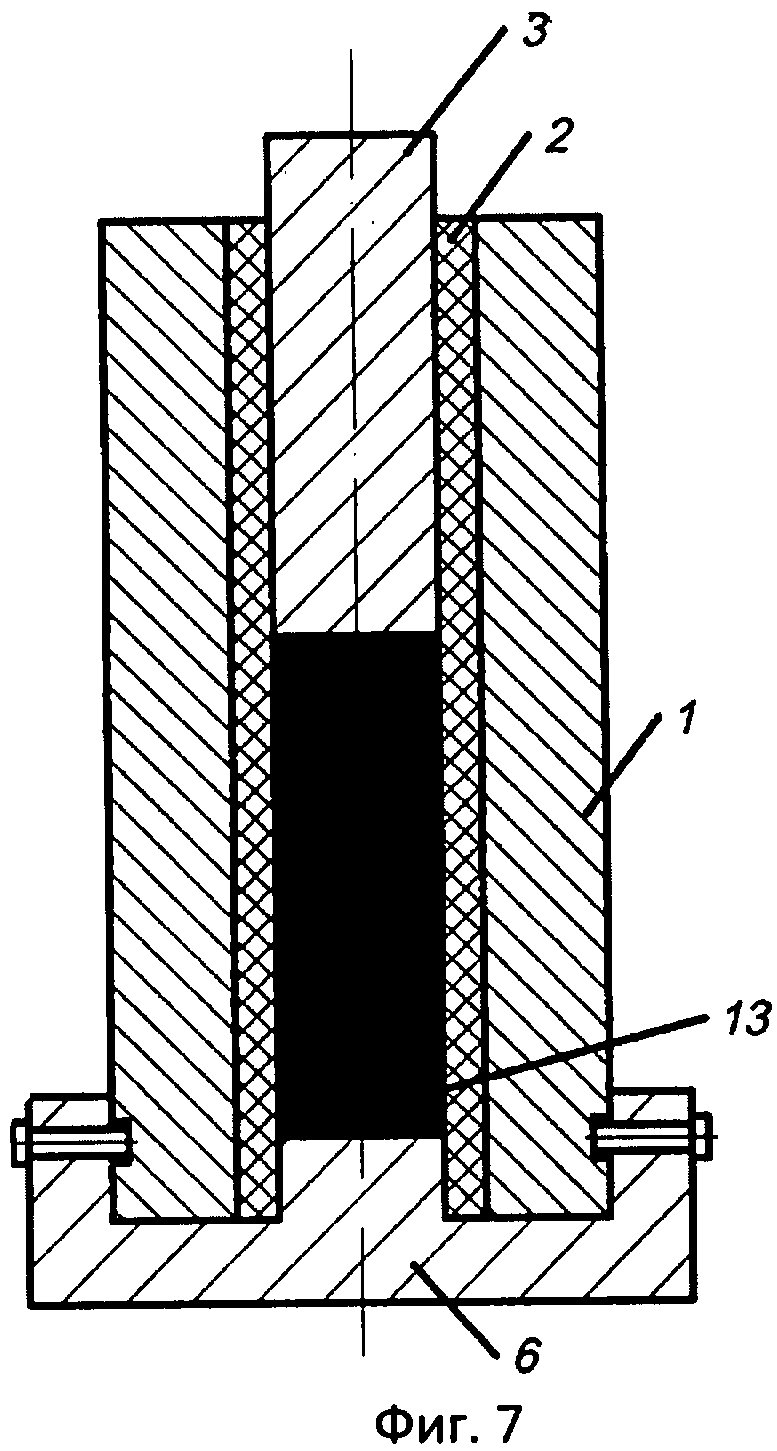
На фиг.7 показано устройство в момент прессования с получением длинномерного изделия односторонним прессованием порошка, разрез.
Устройство содержит камеру давления 1, размещенную в ней полимерную втулку 2, имеющую длину, равную длине камеры давления 1, верхний 3 и нижний 4 пуансоны, между которыми насыпается прессуемый материал 5, Ш-образный элемент-подставку 6 с боковыми вертикальными составляющими 7 и 8 и центральной вертикальной составляющей 9. Крепление подставки 6 к камере давления 1 выполняется таким, чтобы можно было производить замену подставки на пуансон и может быть, например, в виде резьбового соединения.
Полимерная втулка нейтральна к агрессивным порошкам и служит экраном для металлической камеры давления. В случае необходимости ее легче и дешевле заменить, чем металлическую камеру давления. Втулка снижает коэффициент трения между контактными поверхностями, выдерживает большие контактные нагрузки (порошок - втулка, пуансон - втулка). Она термостойка, что позволяет вести прессование с нагревом.
Устройство работает следующим образом.
При двухстороннем прессовании порошка в полую камеру давления 1, выполненную из металла (сталь 3Х2138), вставляют плотной посадкой полимерную втулку 2. Снизу в полость втулки 2 вставляют пуансон 4 диаметром, равным внутреннему диаметру втулки 2. Затем в полость втулки 2 насыпают порошок 5 (или смесь порошков, например, содержащую наполнитель - графит терморасширенный и связующее - реактопласт на силиконовой основе). Сверху в ручном режиме или с использованием пресса подпрессовывают порошок, вводя во втулку 2 пуансон 3. Заполнив порошком 5 полость втулки 2, порошок прессуют под прессом при заданном давлении. Таким образом получают плотную заготовку или готовое изделие в виде длинномерного прутка или таблетки (фиг.4, 6), в зависимости от длины камеры давления 1 и полимерной втулки 2.
При одностороннем прессовании нижний пуансон 4 заменяют Ш-образным элементом-подставкой 6 (фиг.5). Для этого вставляют камеру давления 1 в Ш-образный элемент-подставку 6. Внутренний диаметр толстостенного элемента 6 равен внешнему диаметру камеры давления 1±1 мм. Диаметр центральной вертикальной составляющей 9 Ш-образного элемента-подставки равен внутреннему диаметру полимерной втулки 2. Ш-образный элемент 6 охватывает внешнюю поверхность камеры давления 1 и входит своей центральной составляющей 9 в полость втулки 2, образуя подставку под камеру давления 1. При этом обеспечивается плотная, без зазоров, посадка полимерной втулки 2, хорошее скольжение, без задержек, пуансона 3 вдоль полимерной втулки 2 (фиг.5, 7), которые опасны тем, что способствуют расслоению массы порошка в процессе и после прессования (в этот период слои релаксируют). Далее в полость втулки 2 насыпают порошок 5 и действуют таким же образом, как и при двухстороннем прессовании. В результате получают заготовку или готовое изделие в виде длинномерного прутка или таблетки (фиг.5, 7) в зависимости от длины камеры давления 1 и полимерной втулки 2.
Двухстороннее прессование порошка заявленным устройством позволяет получить изделия с более равномерным распределением плотности по всей длине, чем одностороннее (особенно это относится к изготовлению длинномерных изделий).
Заявляемое устройство универсально: его можно эксплуатировать и при одностороннем, и при двухстороннем прессовании (в зависимости от конструктивных особенностей используемого пресса).
Благодаря использованию полимерной втулки и подставки предлагаемое устройство проще и надежней, чем устройство по прототипу (т.к. их использование позволяет реализовать большие давления на порошок в камере давления без размягчения втулки и без выхода прессуемого порошка за пределы камеры давления). А получаемые изделия имеют заданные параметры, качественную поверхность, без расслоений.
Заявляемое устройство готово к эксплуатации в лабораторном исполнении. Предполагается его внедрение в «Новомет-Силуре» г.Перми и других организациях, занимающихся изготовлением изделий в виде преимущественно длинномерных прутков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469859C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Способ прессования изделий из порошка | 1981 |
|
SU996101A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
| Способ прессования изделий из порошка | 1979 |
|
SU927415A1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Способ прессования изделий из порошка | 1982 |
|
SU1018805A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 2007 |
|
RU2349419C2 |

Изобретение относится к технике прессования. Устройство содержит камеру давления 1, размещенную в ней полимерную втулку 2, имеющую длину, равную длине камеры давления 1, пуансон 3, съемную подставку 6. Между пуансоном 3 и съемной подставкой 6 насыпается прессуемый материал 5. Подставка 6 выполнена в сечении в виде толстостенного Ш-образного элемента с боковыми вертикальными составляющими и центральной вертикальной составляющей. Использование полимерной втулки 2 и подставки 6 позволяет реализовать большие давления на порошок в камере давления без размягчения втулки и без выхода прессуемого порошка за пределы камеры давления. 7 ил.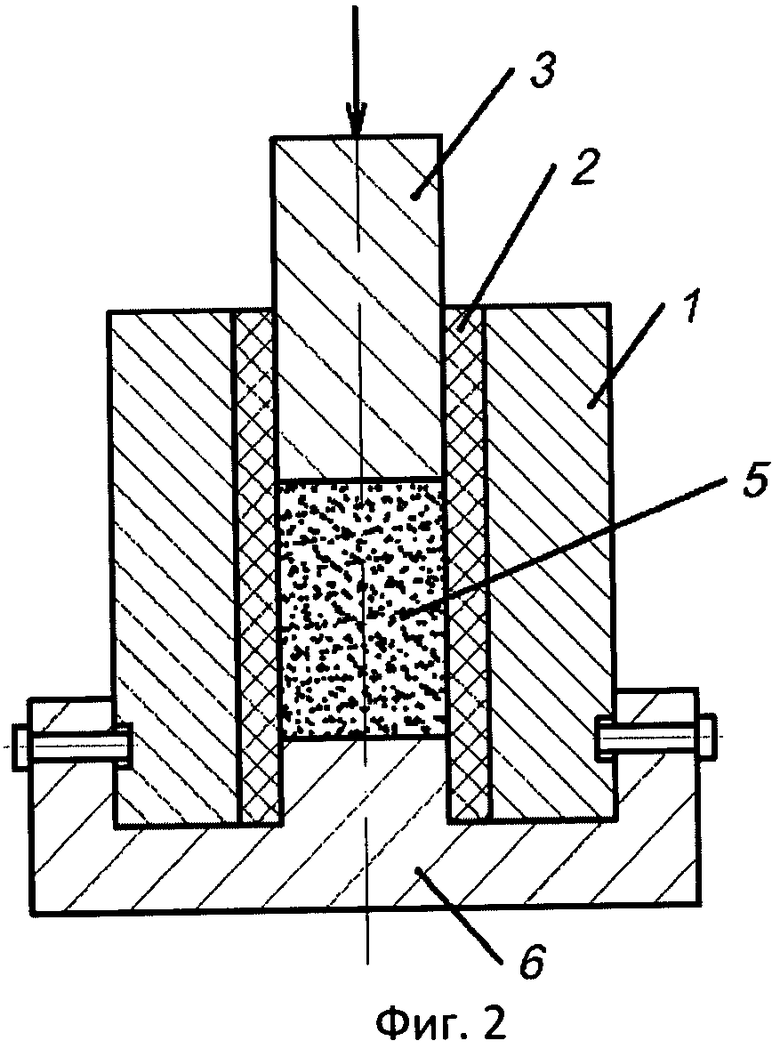
Устройство для прессования порошков, содержащее камеру давления цилиндрической формы, оболочку, размещенную в камере давления, и пуансоны, отличающееся тем, что оно дополнительно содержит съемную подставку, используемую при одностороннем прессовании, выполненную в сечении в виде толстостенного Ш-образного элемента, жестко охватывающего нижнюю торцевую часть камеры давления и одновременно входящего своей центральной вертикальной составляющей в полость оболочки, в качестве оболочки используют полимерную втулку, имеющую толщину и жесткость, обеспечивающую постоянство ее исходной формы в процессе прессования порошка, и гладкую внутреннюю поверхность, например силиконовую втулку, а пуансоны имеют цилиндрическую форму и диаметр, равный внутреннему диаметру полимерной оболочки.
| АНЦИФЕРОВ В.Н., БОБРОВ Г.В | |||
| и др | |||
| Порошковая металлургия и напыленные покрытия | |||
| - М.: Металлургия, 1987, с.217 | |||
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2047493C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ СТЕРЖНЕЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА | 0 |
|
SU388393A1 |
| Устройство для прессования порошкообразных материалов | 1987 |
|
SU1523371A1 |
| Устройство для изготовления профильных изделий из порошкообразных полимеров | 1986 |
|
SU1399155A1 |
| US 2005214396 А1, 29.09.2005 | |||
| US 2010028478 A1, 04.02.2010 | |||
| Способ автоматического управления процессом кристаллизации сахара | 1978 |
|
SU706446A2 |

