Изобретение относится к плазменной обработке изделия, в частности, к устройствам для плазменной поверхностной закалки металлов и сплавов и может быть использовано для плазменной обработки плоских изделий
Известно устройство для плазменной поверхностной закалки плазмотроном с секционированной межэлектродной вставкой [Лещинский и др. Плазменное поверхностное упрочнение. - Киев: Техника, 1990].
Недостатком известного устройства является малая ширина закаливаемой за один проход зоны. При многопроходной же закалке наблюдается существенная неоднородность обработанной поверхности.
Наиболее близким по технической сущности к предлагаемому является устройство для закалки плоской поверхности широкой полосой, в котором применено переменное магнитное поле для увеличения линейного размера струи в одном направлении [Fox T.J. and Harry J.E. Surface neat treatment using a plasma torch witu a rectangular jet. Procuding Conference on Electricity for materials processing and conservation. - London: 1977, p.21-23]. Устройство содержит систему подачи газа, стержневой катод и сопло с внутренним каналом. Горение дуги происходит в щели, которой заканчивается сопло и по которой анодное пятно перемещается под действием магнитного поля.
Использование поперечного переменного магнитного поля и щелевого канала сопла дает возможность увеличить ширину закаливаемой полосы. Однако, из-за использования в устройстве стержневого катода не удается получить равномерный тепловой поток по ширине закаливаемой полосы - имеют место неодинаковые условия привязки анодного пятна по длине щели.
Решаемой задачей является повышение качества плазменной обработки изделия широкой полосой.
Это достигается тем, что в устройстве для плазменной обработки плоских изделий, содержащем систему подачи рабочего газа, сопло, выполненное с внутренним каналом и щелью для выхода рабочего газа, и соосный с ним катод, генератор переменного магнитного поля, магнитопровод которого закреплен по наружной части сопла, а полюса магнитопровода размещены симметрично относительно оси устройства, наконечник катода, выполненный из пруткового вольфрама, ось которого перпендикулярна оси устройства, а длина наконечника равна длине щели сопла.
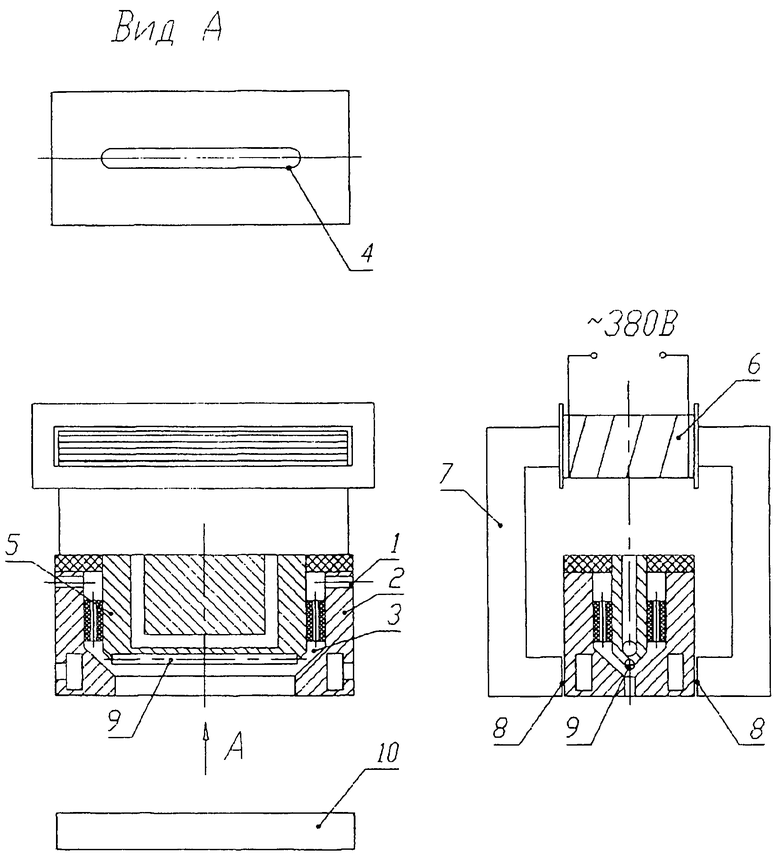
На чертеже представлена принципиальная схема устройства для плазменной обработки изделия.
Устройство для плазменной обработки изделия содержит систему подачи рабочего газа 1, сопло 2, выполненное с внутренним каналом 3 и щелью для выхода рабочего газа 4, и соосный с ним катод 5, генератор переменного магнитного поля 6, магнитопровод 7 которого закреплен по наружной части сопла, а полюса магнитопровода 8 размещены симметрично относительно оси устройства. При этом наконечник 9 катода 5 выполнен из пруткового вольфрама, ось которого перпендикулярна оси устройства, а длина наконечника 9 равна длине щели 4 сопла 2. Позицией 10 обозначено обрабатываемое изделие.
Устройство работает следующим образом. Одним из известных способов с использованием сопла 2 возбуждается электрическая дуга между катодом 5 и обрабатываемым изделием 10. Рабочий газ проходит через разрядный промежуток и производит нагрев обрабатываемого изделия. Поперечное магнитное поле, создаваемое генератором 6, заставляет разряд осциллировать вдоль щели 4 сопла 2, что позволяет равномерно прогревать рабочий газ. Длина щели 4 подбирается из условия получения необходимой ширины полосы плазменной обработки.
Использование в устройстве длинного наконечника катода из пруткового вольфрама, расположенного перпендикулярно оси устройства, в плазмотроне прямого действия позволяет фокусировать катодное пятно на торце катода и при этом интенсивно и равномерно перемешать его с помощью переменного магнитного поля по всей длине наконечника. При этом, по сравнению со стержневым электродом, имеет место стабильное горение дуги и возможность получения более высокой температуры и тепловой мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПЛАЗМЕННОЙ ЗАКАЛКИ ДЕТАЛЕЙ ИЗ СТАЛИ И ЧУГУНА В АВТОМАТИЧЕСКОМ И РУЧНОМ РЕЖИМЕ | 2008 |
|
RU2379358C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 1995 |
|
RU2069131C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 1993 |
|
RU2021645C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ТЕЛА ВРАЩЕНИЯ | 2012 |
|
RU2482195C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1999 |
|
RU2163424C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092580C1 |
| ПЛАЗМЕННЫЙ РЕАКТОР ДЛЯ ПЕРЕРАБОТКИ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 1993 |
|
RU2035128C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОГО УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2095430C1 |
| ШИРОКОАПЕРТУРНЫЙ ИСТОЧНИК ГАЗОВЫХ ИОНОВ | 2007 |
|
RU2338294C1 |
Изобретение относится к плазменной обработке изделия, в частности к устройствам для плазменной поверхностной закалки металлов и сплавов, и может быть использовано для плазменной обработки плоских изделий. Устройство для плазменной обработки плоских изделий содержит систему подачи рабочего газа, сопло, выполненное с внутренним каналом и щелью для выхода рабочего газа, соосно расположенный с ним катод, генератор переменного магнитного поля, магнитонровод которого закреплен по наружной части сопла, а полюса магнитонровода размещены симметрично относительно оси устройства, при этом наконечник катода выполнен из пруткового вольфрама, ось которого перпендикулярна оси устройства, а длина наконечника равна длине щели сопла, что обеспечивает повышение качества плазменной обработки изделия широкой полосой. 1 ил.
Устройство для плазменной обработки плоских изделий, содержащее систему подачи рабочего газа, сопло, выполненное с внутренним каналом и щелью для выхода рабочего газа, и соосный с ним катод, генератор переменного магнитного поля, магнитопровод которого закреплен по наружной части сопла, а полюса магнитопровода размещены симметрично относительно оси устройства, отличающееся тем, что наконечник катода выполнен из пруткового вольфрама, ось которого перпендикулярна оси устройства, а длина наконечника равна длине щели сопла.
| Способ поверхностной обработки токопроводящих материалов | 1982 |
|
SU1199807A1 |
| Приспособление для регулирования силы удара литерных рычагов в пишущей машине | 1927 |
|
SU11255A1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| US 6163008 A, 19.12.2000 | |||
| ПЛАЗМЕННАЯ ГОРЕЛКА (ВАРИАНТЫ), СПОСОБ ЕЕ ПУСКА И ЭЛЕМЕНТЫ ПЛАЗМЕННОЙ ГОРЕЛКИ | 2002 |
|
RU2279341C2 |

