Изобретение относится к области создания устройств, предназначенных для интенсивной пластической деформации материалов методом равноканального углового прессования.
Известно устройство для обработки металлов давлением, содержащее матрицу с двумя пересекающимися каналами, соединенными третьим каналом, имеющим в продольном сечении форму трапеции [патент РФ 2128095, МПК G01N 3/00, опубл. 27.03.1999].
Однако данное устройство не обеспечивает высокую степень упрочнения за один цикл деформирования.
Устройство для обработки металлов давлением, принятое в качестве прототипа, содержит матрицу с расположенными в ней тремя пересекающимися каналами, геометрически подобными в поперечном сечении - приемным, промежуточным и выходным, с выполнением приемного и выходного каналов параллельно друг другу, оси симметрии которых разнесены на расстояние K=(0,5-1,5)L, где L - расстояние между стенками приемного канала, с внутренним углом между осями симметрии параллельных и осью симметрии соединяющего их промежуточного канала, составляющим 90°-120° [патент РФ 2181314, МПК В21D 25/02, опубл. 20.04.2002].
Недостатком известного устройства является трудоемкость обработки металлических заготовок.
Задачей предлагаемого изобретения является повышение эффективности упрочнения и снижение трудоемкости много-равноканального углового прессования заготовки за один цикл эксперимента.
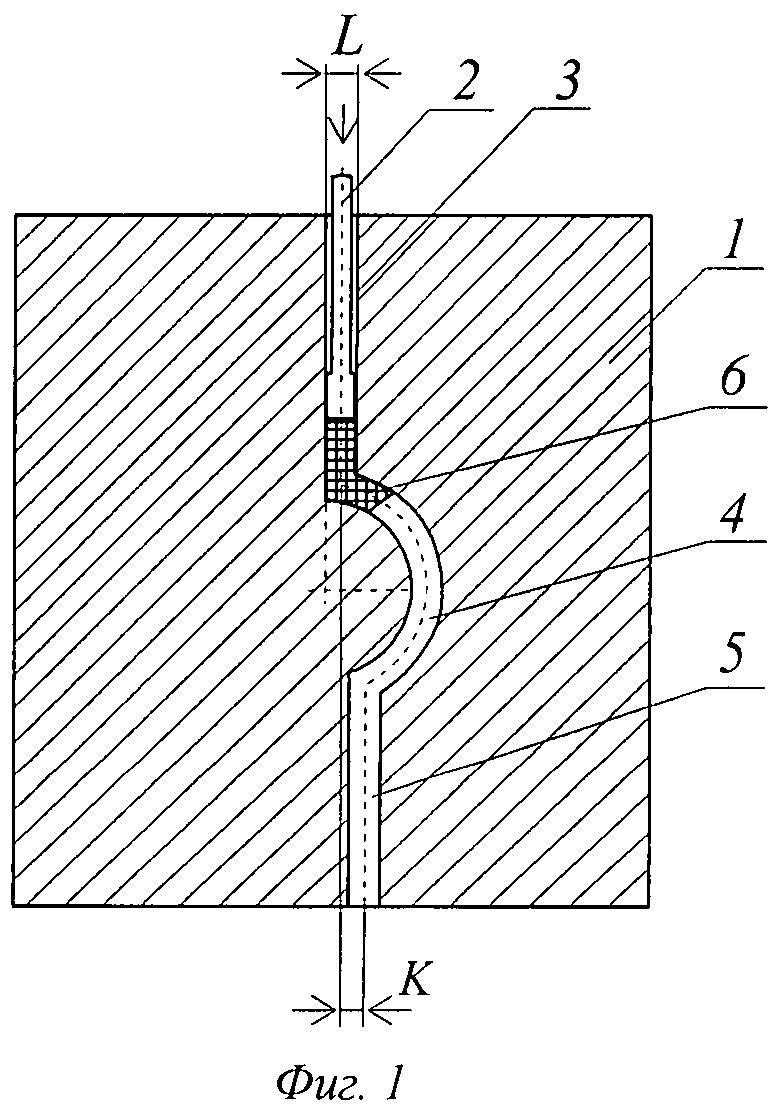
Поставленная задача достигается тем, что в устройстве для много-равноканального углового прессования заготовки, содержащем матрицу с расположенными в ней тремя пересекающимися каналами, геометрически подобными в поперечном сечении - приемным, промежуточным и выходным, с выполнением приемного и выходного каналов параллельно друг другу, согласно изобретению промежуточный канал выполнен полукруговой формы и продолжение противоположного от направления прессования стенки приемного канала проходит через центр вписанной в стенку промежуточного канала окружности.
Кроме того, поставленная задача достигается:
- если оси симметрии параллельных каналов разнесены на расстояние К<1,5L, где L - расстояние между стенками приемного канала;
- если стенку промежуточного канала по меньшему радиусу представляет поверхность цилиндрического вала с возможностью вращения;
- если расстояние между стенками приемного канала меньше или равно меньшему внешнему радиусу промежуточного канала или радиусу цилиндрического вала;
- если поверхности стенки с малым радиусом и вала выполнить с большей, чем противоположная стенка промежуточного канала, шероховатостью.
Предложенная конструкция устройства много-равноканального углового прессования заготовки с выполнением промежуточного канала полукруговой формы, с разнесением параллельных каналов, с выполнением стенки промежуточного канала в виде цилиндрического вала с возможностью вращения, а также с установлением расстояния между стенками приемного канала, не превышающего меньший внешний радиус промежуточного канала или радиус цилиндрического вала, с обеспечением большей шероховатости для поверхности стенки с малым радиусом и вала, чем противоположная стенка промежуточного канала, способствует реализации высокой степени сдвиговой деформации в одном устройстве за один цикл деформирования и снижению трудоемкости эксперимента.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для много-равноканального углового прессования заготовки отличается выполнением промежуточного канала полукруговой формы, что обеспечивает высокую степень сдвиговой деформации за один цикл эксперимента.
Варьирование величиной разнесения осей симметрии параллельных каналов от 0 до 1,5 расстояния между стенками приемного канала позволяет эффективно упрочнять материал с учетом его пластичности.
Использование поверхности цилиндрического вала с возможностью вращения в качестве стенки промежуточного вала обеспечивает снижение трудоемкости процесса прессования.
Установление расстояния между стенками приемного канала меньше или равно меньшему внешнему радиусу промежуточного канала или радиусу цилиндрического вала позволяет реализовать процесс много-равноканального углового прессования заготовки.
Выполнение поверхности стенки с малым радиусом и вала с большей, чем противоположная стенка промежуточного канала, шероховатостью обеспечивает больший коэффициент трения между их поверхностью и примыкающей к ним поверхностью заготовки, за счет чего уменьшается отставание ближней к ним части заготовки от противоположной.
Схемы заявляемого устройства для много-равноканального углового прессования заготовки представлены на рисунках.
Устройство для многомаршрутного много-равноканального углового прессования заготовки содержит матрицу 1, пуансон 2, входной 3, промежуточный 4 и выходной 5 каналы (фиг.1). Кроме того, по третьему варианту имеется цилиндрический вал 7 с возможностью вращения (фиг.2).
Устройство для много-равноканального углового прессования заготовки работает следующим образом.
Во входной канал 3 матрицы 7 устанавливают заготовку 6, которая под воздействием на нее пуансона 2 продавливается через полукруговой промежуточный канал 4 в выходной канал 5. Заготовка 6, перемещаясь из входного канала 3 через промежуточный канал 4 в выходной канал 5, деформируется в местах пересечения каналов, как при равноканальном угловом прессовании (фиг.1). При этом заготовка подвергается простому сдвигу в два прохода в одном цикле эксперимента. Вращение цилиндрического вала 7 в процессе прохождения заготовки 6 по промежуточному каналу 4 облегчает процесс прессования (фиг.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2356669C1 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2006 |
|
RU2333062C2 |
| Устройство для оппозитного равноканального углового прессования | 2016 |
|
RU2633430C2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2181314C2 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОПЛАСТИЧЕСКОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛОВ | 2015 |
|
RU2597470C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при упрочнении металла заготовок в устройствах для интенсивной пластической деформации методом равноканального углового прессования. Устройство для много-равноканального углового прессования содержит матрицу с расположенными в ней пересекающимися приемным, промежуточным и выходным каналами. Указанные каналы являются геометрически подобными в поперечном сечении. Приемный и выходной каналы параллельны друг другу. Промежуточный канал имеет полукруговую форму. Продолжение противоположной от направления прессования стенки приемного канала проходит через центр вписанной в стенку с малым радиусом промежуточного канала окружности. В результате обеспечивается повышение эффективности упрочнения и снижение трудоемкости прессования. 4 з.п. ф-лы, 2 ил.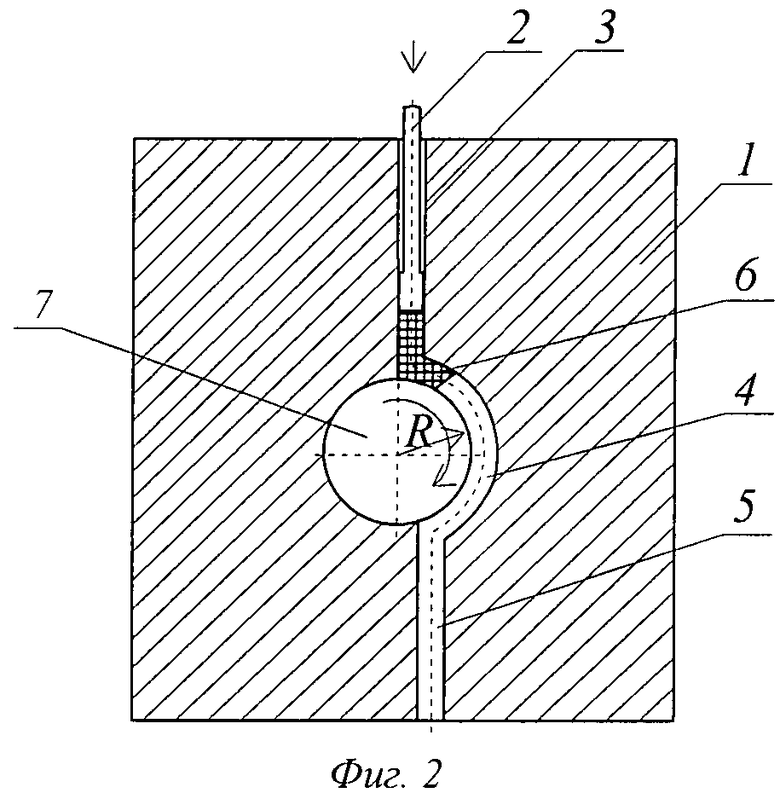
1. Устройство для много-равноканального углового прессования заготовки, содержащее матрицу с расположенными в ней геометрически подобными в поперечном сечении и пересекающимися приемным, промежуточным и выходным каналами, из которых приемный и выходной каналы выполнены параллельными друг другу, отличающееся тем, что промежуточный канал выполнен полукруговой формы, а продолжение противоположной от направления прессования стенки приемного канала проходит через центр вписанной в стенку с малым радиусом промежуточного канала окружности.
2. Устройство по п.1, отличающееся тем, что оси симметрии параллельных приемного и выходного каналов разнесены на расстояние K<1,5L, где L - расстояние между стенками приемного канала.
3. Устройство по п.1, отличающееся тем, что стенка промежуточного канала с малым радиусом выполнена в виде поверхности цилиндрического вала, который имеет возможность вращения.
4. Устройство по п.1 или 3, отличающееся тем, что расстояние между стенками приемного канала меньше или равно малому радиусу стенки промежуточного канала.
5. Устройство по п.1 или 3, отличающееся тем, что поверхность стенки с малым радиусом промежуточного канала выполнена с большей, чем противоположная стенка промежуточного канала, шероховатостью.
| KR 0100778763 B1, 27.11.2007 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2006 |
|
RU2345861C2 |
| СПОСОБ СТРУКТУРНОГО ИЗМЕЛЬЧЕНИЯ МЕТАЛЛОВ | 2009 |
|
RU2402618C1 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| US 6370930 B1, 16.04.2002 | |||
| US 7152448 B2, 26.12.2006. | |||

