Изобретение относится к заготовительному производству машиностроительных предприятий, а именно к устройствам для физико-механического упрочнения и структурообразования металлов в процессе интенсивной пластической деформации.
Известен способ деформирования заготовок с использованием пересекающихся вертикального и горизонтального каналов (В.М. Сегал, В.И. Копылов, В.И. Резников. «Процессы пластического структурообразования металлов», Минск: Наука и техника, 1994. - С. 26), который позволяет упрочнять металл в процессе обработки за счет достижения высокой интенсивности накопленных деформаций сдвига.
Недостатком данного способа является необходимость использования вспомогательных заготовок для извлечения деформированной заготовки из матрицы, а также необходимость выполнения разборной матрицы ввиду невозможности выполнения пересекающихся каналов в цельной заготовке.
Известно устройство, содержащее матрицу с расположенными в ней двумя или несколькими пересекающимися каналами (патент РФ №2128095, «УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ», МПК В21С 25/00, опубл. 27.03.1999).
Недостатком данного устройства является недостаточный уровень сдвиговых деформаций за один цикл ввиду малых углов сдвига, величина которых напрямую влияет на величину накопленной деформации, а также необходимость кантовки заготовки ввиду одностороннего расположения очагов деформирования.
Наиболее близким по сущности и достигаемому эффекту является устройство, содержащее матрицу с расположенными в ней пересекающимися каналами, геометрически подобными в поперечном сечении (патент РФ №2181314, «УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ», МПК B21D 25/02, В21С 25/00, опубл. 20.04.2002).
Недостатком данного устройства является необходимость использования вспомогательных (промежуточных) заготовок для извлечения основной заготовки, а также сложность изготовления штамповой оснастки ввиду наличия промежуточного канала, являющегося глухим.
Технический результат заявляемого устройства заключается в повышении эффективности упрочнения заготовок и коэффициента использования материала, а также в сокращении количества вспомогательных операций.
Указанный технический результат достигается за счет того, что в устройстве для прессования изделий, содержащем матрицу с расположенными в ней двумя пересекающимися под прямым углом каналами, геометрически подобными в поперечном сечении, согласно изобретению выходной канал сопрягается с приемным посередине.
Сопряжение выходного и приемного каналов посередине при прессовании определяет одновременное возникновение двух очагов деформации, расположенных симметрично. Это позволяет, во-первых, увеличить степень накопленной деформации за счет количества очагов деформирования, а также синергетического эффекта от их близкого расположения друг к другу, а во-вторых, увеличить коэффициент использования материала за счет получения симметричной формы торца полученной заготовки. Последнее, вместе с возможностью непосредственного извлечения заготовок без использования промежуточных, ведет к значительному уменьшению вспомогательных операций, направленных на извлечение заготовки из штамповой оснастки и подрезку торцов.
Высокую эффективность процесса упрочнения доказывает наличие двух очагов сдвиговой деформации, расположенных симметрично оси и образующихся одновременно, что позволяет говорить о более интенсивном деформировании за счет кумулятивного эффекта от двух близко расположенных очагов сдвиговой деформации с одной стороны и избавиться от косого торца заготовки за счет их симметричности с другой.
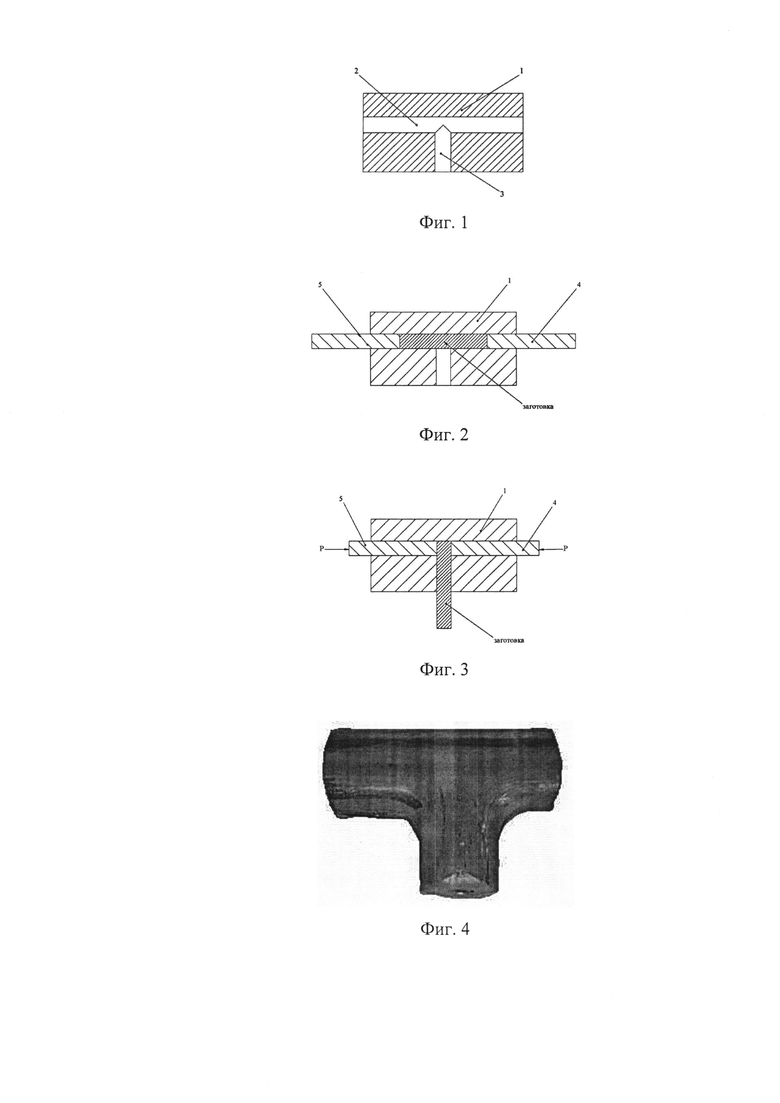
Сущность изобретения поясняется чертежами, где на фиг. 1 изображено устройство для оппозитного равноканального углового прессования, на фиг. 2 - в начальной стадии прессования, на фиг. 3 - в момент выпрессовки заготовки, на фиг. 4 представлен внешний вид устройства для оппозитного равноканального углового прессования.
Устройство для оппозитного равноканального углового прессования на фиг. 1 содержит матрицу 1 с двумя каналами - приемным 2 и выходным 3, пересекающимися под прямым углом и сопрягающимися посередине.
Заявляемое устройство работает следующим образом.
В начальный момент прессования в приемный канал 2 матрицы 1 помещают заготовку (см. фиг. 2). При воздействии на торцы заготовки оппозитно расположенными пуансонами 4 и 5 происходит истечение заготовки в выходной канал 3 матрицы 1 (см. фиг. 3).
Лабораторное апробирование устройства с использованием заготовки из сплава АМг6 показало, что при деформировании происходит равномерное и симметричное относительно оси выходного канала течение металла. Также симметричную форму имеют торцы полученных заготовок. При этом верхний торец формируется стенками матрицы, а нижний - за счет равномерного истечения металла (фиг. 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2349403C1 |
| Способ упрочнения кольцевой заготовки или втулки канальным угловым прессованием и устройство для его осуществления | 2021 |
|
RU2780004C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ПОЛУЧЕНИЕМ ШАЙБЫ ГРОВЕРА | 2022 |
|
RU2799649C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2356669C1 |
| УСТРОЙСТВО ДЛЯ МНОГО-РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2012 |
|
RU2492950C1 |
Изобретение относится к заготовительному производству машиностроительных предприятий, а именно к устройствам для физико-механического упрочнения и структурообразования металлов в процессе интенсивной пластической деформации. Устройство для оппозитного равноканального углового прессования изделий содержит матрицу с расположенными в ней двумя пересекающимися под прямым углом приемным и выходным каналами, геометрически подобными в поперечном сечении, и два пуансона. Выходной канал посередине сопряжен с приемным каналом, а пуансоны расположены оппозитно с возможностью воздействия на торцы заготовки. Технический результат заключается в повышении эффективности упрочнения заготовок и коэффициента использования материала. 4 ил.
Устройство для оппозитного равноканального углового прессования изделий, содержащее матрицу с расположенными в ней двумя пересекающимися под прямым углом приемным и выходным каналами, геометрически подобными в поперечном сечении, и два пуансона, отличающееся тем, что выходной канал посередине сопряжен с приемным каналом, а пуансоны расположены оппозитно с возможностью воздействия на торцы заготовки.
| Распределитель воды для дождевальной установки | 1939 |
|
SU70156A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570605C1 |
| 0 |
|
SU154583A1 | |
| US 20090126444 A1, 21.05.2009 | |||
| Устройство для откачки жидкости из скважин | 1982 |
|
SU1044741A1 |

