Изобретение относится к способам изготовления изделий из композиционных материалов с трансверсальным армированием нитью методом прошивки.
Известен способ и устройство для его осуществления по а.с. №1557215, заключающийся в изготовлении многослойных текстильных заготовок и последующем трансверсальном армировании их (прошивке) нитью на оправке, в котором строчки армирующей нити располагаются вдоль образующей, а смещение строчек производится при повороте заготовки относительно оправки.
Недостатком данного способа является неравномерность армирования заготовок переменного сечения: меняется частота (шаг) строчек при переходе от большого диаметра конуса к малому.
Но самое главное, при мехобработке наружной поверхности заготовки после термообработки срезаются горизонтальные связи армирующих нитей, замыкающие нити стежков, в результате чего нарушается прочность трансверсального армирования многослойных заготовок.
Задачей изобретения является повышение качества многослойных трансверсально армированных заготовок из композиционных материалов за счет обеспечения регулярности армирования по всей поверхности заготовок и исключения срезания замыкающих нитей стежков при мехобработке.
Существенным признаком, обеспечивающим достижение этой цели, является проведение процесса прошивки только части пакета слоев ленты, прилегающей к оправке при отгибе (отвороте) внешней части слоев ленты непосредственно в месте прошивки, осуществляемой с расположением строчек также с шагом намотки.
Таким образом образуется «жертвенный», удаляемый при мехобработке, слой, предохраняющий замыкающие нити строчек от срезания.
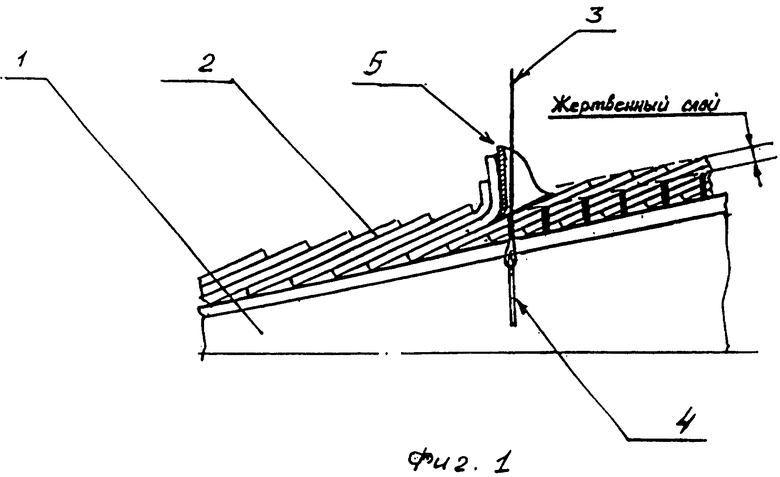
На фиг.1 представлена схема, поясняющая сущность предлагаемого способа изготовления изделий из композиционных материалов с трансверсальным армированием слоев нитью.
Согласно предлагаемому способу изготовление изделий производится следующим образом. Сначала на оправку 1 наматывается лента 2 при вращении оправки и перемещении ленты вдоль оси оправки до толщины заготовки изделия, определяемой шагом намотки и шириной ленты.
После завершения процесса намотки заготовки производится прошивка слоев намотанной ленты - трансверсальное армирование нитью 3. При прошивке, в отличие от намотки, оправка 1 остается неподвижной, а поворачивается заготовка 2 относительно оправки. А сама прошивка осуществляется при перемещении иглы 4 и петлителя (на фиг.1 не показан) прошивного устройства вдоль образующей заготовки с шагом строчки, который принимается равным шагу намотки. Шаг же стежка в строчке определяется из расчета скорости вращения заготовки и цикла срабатывания прошивного устройства.
Процесс прошивки ведется таким образом, что клин 5 прошивного устройства постоянно отгибает несколько наружных слоев ленты в месте прошивки в соответствии с ее программой. При этом строчка прошивки организуется по винтовой линии строго в направлении намотки ленты и с ее шагом.
При уходе заготовки из зоны прошивки (зоны действия отгибающего клина) отогнутые слои ленты возвращаются в исходное положение, прикрывая только что образованные стежки.
Таким образом, технологически создается «жертвенный слой» - припуск для последующей после пропитки и отверждения мехобработки, предохраняющий стежки нити от срезания, то есть сохраняющий целостность структуры трансверсального армирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Теплоизоляционный углеродный волок-НиСТый МАТЕРиАл и СпОСОб ЕгО изгОТОВ-лЕНия | 1979 |
|
SU834277A1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2016 |
|
RU2634598C1 |
| Способ изготовления трансверсально-армированных оболочек из длинномерных волокнистых материалов | 1983 |
|
SU1175728A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
Изобретение относится к способам изготовления изделий из композиционных волокнистых материалов с трансверсальным армированием нитью методом прошивки. Способ заключается в непрерывной намотке ленточного текстильного материала на оправку с определенным шагом, выбранным исходя из ширины ленты и количества слоев изделия, прошивке намотанного материала и мехобработке наружной поверхности после пропитки и термообработки. Прошивку ведут только части пакета слоев ленты, прилегающей к оправке при отгибе (отвороте) внешней части слоев ленты непосредственно в месте прошивки, осуществляемой с расположением строчек также с шагом намотки. Повышается качество многослойных трансверсально армированных заготовок из композиционных материалов за счет обеспечения регулярности армирования по всей поверхности заготовок и исключения срезания замыкающих нитей при мехобработке. 1 ил.
Способ изготовления изделий из композиционных волокнистых материалов с трансверсальным армированием нитью, заключающийся в непрерывной намотке ленточного материала на оправку с определенным шагом, выбранным исходя из ширины ленты и количества слоев (толщины) изделия, прошивке нитью намотанного материала и мехобработке наружной поверхности после пропитки и термообработки, отличающийся тем, что прошивку ведут только части пакета слоев ленты, прилегающей к оправке при отгибе (отвороте) внешней части слоев ленты непосредственно в месте прошивки, осуществляемой с расположением строчек также с шагом намотки.
| Устройство для изготовления многослойных заготовок сквозной прошивкой | 1987 |
|
SU1557215A1 |
| Устройство для соединения слоев изделий прошивкой | 1987 |
|
SU1511302A1 |
| US 20050123715 A1, 09.06.2005 | |||

