Изобретение относится к весоизмерительной технике и может широко использоваться в промышленности для взвешивания изделий и заготовок.
Известен способ взвешивания на рольганговых тензометрических весах, включающий взвешивание заготовок грузоприемными люльками, связанными с приводами подъема через вал тягами с опорными блоками и воротами, причем первичные силоизмерители встроены в люльки (А.с. СССР №685923, G01G 9/00, публ. 15.09.1979).
Известен способ определения массы заготовки в потоке, включающий ее транспортировку на рольганге, торможение и размещение на площадке весов с помощью датчиков положения, координаты которых вычисляют по предлагаемым формулам, взвешивание (А.с. СССР №1762126, G01G 17/06, публ. 15.09.1992).
Известен способ, включающий подъем заготовок над уровнем рольганга на подхватах, снабженных тензодатчиками, формирование выдержки времени для успокоения груза, взвешивание (Патент РФ №64768, G01G 17/06, публ. 10.07.2007).
Недостатком известных способов, как показал опыт эксплуатации, является их несоответствие высокому ритму современного производства, т.к. требуется поднятие и опускание взвешиваемой заготовки, прохождение процедуры взвешивания, в которую входит время успокоения груза, которое может быть весьма продолжительным, т.к. измерение проводится в условиях постоянных динамических помех, характерных для современного производства.
Наиболее близким к заявляемому является способ взвешивания проката, включающий перемещение приводными роликами на секцию рольганга, устанавливаемую на тензодатчики и вводимую в тару весов, подавление возникающих динамических помех, взвешивание, регистрацию результата (http://7225.ua.all-biz.info/cat.php?oid=157203, публ. 08.02.2008).
Это решение не требует поднятия и опускания взвешиваемой заготовки, но ограниченно применимо для реальных производственных условий, т.к. может использоваться только для заготовок определенных длин и в ручном режиме.
Изобретение решает задачу обеспечения высокого производственного ритма при отсутствии помех.
Это достигается тем, что способ взвешивания заготовок на рольганге, заключается в транспортировке заготовок на рольганге, содержащем ролики, установленные на тензодатчики, сигналы которых измеряют быстродействующим аналого-цифровым преобразователем, при этом ролики разделяют на первую и вторую секции, общая длина которых больше длины взвешиваемых заготовок, момент взвешивания выбирают при равенстве показаний веса первой и второй секций, а результат получают суммированием показаний первой и второй секций.
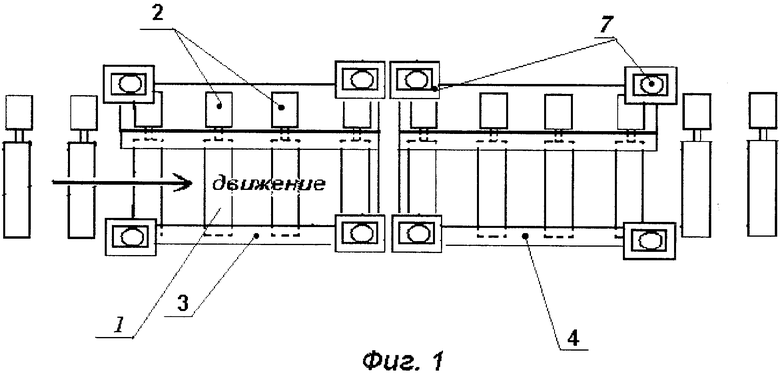
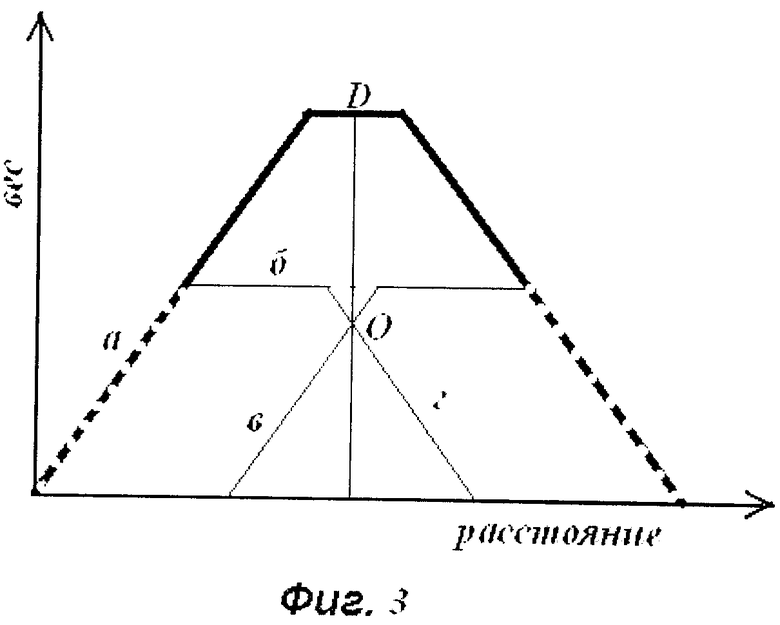
Изобретение иллюстрируется чертежами, где на фиг.1 показаны рольганговые весы в плане, на фиг.2 - то же, вид сбоку, на фиг.3 - эпюры нагружений тензодатчиков.
Рольганговые весы состоят из роликов 1 с двигателями перемещения 2, образующих взвешивающие секции 3 и 4, установленные на тензодатчики 5 и 6 (например, типа LS фирмы CAS) в узлах 7 встройки.
Электрическая схема рольганговых весов состоит из быстродействующих преобразователей 8 и 9 (например, типа ПД-003 фирмы Тензо-М), преобразующих аналоговые сигналы тензодатчиков 5 и 6 в цифровые коды с частотой 150-600 Гц и транслирующих их к программно-техническому комплексу (ПТК) 10. Состав ПТК 10 может быть различным в зависимости от поставленной задачи. Это может быть, например, программно-логический контроллер или персональный компьютер.
На рольганговых весах можно производить взвешивание заготовок без их подъема как в статике, так и в движении. Это обеспечивает высокую надежность и минимальную задержку производственного процесса.
Способ осуществляется следующим образом.
При заходе заготовки по рольгангу на первую секцию 3 нагружаются ее тензодатчики 5, преобразователь 8 измеряет сигнал и отображает его на программно-техническом комплексе 10. Это соответствует ветви а диаграммы (фиг.3).
При дальнейшем движении заготовка въезжает на вторую секцию 4, при этом нагружаются ее тензодатчики 6, происходит измерение их сигнала преобразователем 9 и отображение в программно-техническом комплексе 10. Это соответствует ветви 6 диаграммы (фиг.3) для секции 3 и ветви в для секции 4.
При дальнейшем движении заготовка начинает съезжать с секции 3 (ветвь г). При пересечении ветвей виг программно-технический комплекс 10 фиксирует равенство веса (точка О на фиг.3) и выдает сигнал на взвешивание заготовки в движении или на остановку рольганга для взвешивания в статике. Сигнал на взвешивание заготовки может быть выдан по наличию плоской площадки D (фиг.3). Результат взвешивания определяется программно-техническим комплексом 10 как сумма взвешиваний (кривая суммы выделена жирной линией) секций 3 и 4 (точка D на фиг.3). Позиция для взвешивания может быть выбрана без участия оператора, как и весь процесс в целом. Метрологически это также самое благоприятное место, т.к. взвешивание происходит в центре весов. Семейство кривых при уменьшении длины взвешиваемой заготовки деформируется следующим образом: плоская вершина с точкой D опускается вниз и расширяется, а усеченные трапеции расходятся, так что точка О опускается вниз.
Эпюры фиг.3 построены для частного случая взвешивания заготовки длиной 7 метров, въезжающей на весы из 2-х секций, каждая длиной 4 метра.
Способ универсален для любых длин заготовок с условием, что их длина меньше суммарной длины секций 3 и 4. Таким образом, способ обеспечивает взвешивание заготовок в технологическом потоке в движении или статике без какой-либо аппаратной переделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗВЕШИВАНИЯ АВТОМОБИЛЕЙ | 2008 |
|
RU2390734C1 |
| СПОСОБ ВЗВЕШИВАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ОБЪЕКТОВ | 2008 |
|
RU2390735C1 |
| СПОСОБ ПОЭЛЕМЕНТНОГО ВЗВЕШИВАНИЯ АВТОМОБИЛЕЙ | 2002 |
|
RU2239798C2 |
| ВАГОННЫЕ ВЕСЫ | 2002 |
|
RU2239800C2 |
| Устройство для взвешивания заготовок в потоке | 1990 |
|
SU1770768A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА ЗАГОТОВОК | 1991 |
|
RU2012855C1 |
| СПОСОБ ПОЭЛЕМЕНТНОГО ВЗВЕШИВАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ОБЪЕКТОВ | 2002 |
|
RU2239799C2 |
| Устройство для взвешивания заготовок | 1991 |
|
SU1824524A1 |
| Способ определения массы заготовки в потоке | 1990 |
|
SU1762126A1 |
| СПОСОБ ДОЗИРОВАНИЯ ИЗ БУНКЕРНЫХ ВЕСОВ | 2014 |
|
RU2561306C1 |
Изобретение относится к весоизмерительной технике и может использоваться в промышленности для взвешивания изделий и заготовок. При заходе заготовки по рольгангу на первую секцию нагружаются ее тензодатчики, преобразователь измеряет сигнал и отображает его на программно-техническом комплексе. При дальнейшем движении заготовка въезжает на вторую секцию, при этом нагружаются ее тензодатчики и происходит измерение их сигнала преобразователем и отображение в программно-техническом комплексе. Далее заготовка начинает съезжать с секции. Программно-технический комплекс фиксирует равенство веса и выдает сигнал на взвешивание заготовки в движении или на остановку рольганга для взвешивания в статике. Результат взвешивания определяется программно-техническим комплексом как сумма взвешиваний обеих секций. Технический результат заключается в возможности взвешивания в динамике и статике заготовок любой длины, при обеспечении высокого темпа взвешивания. 3 ил.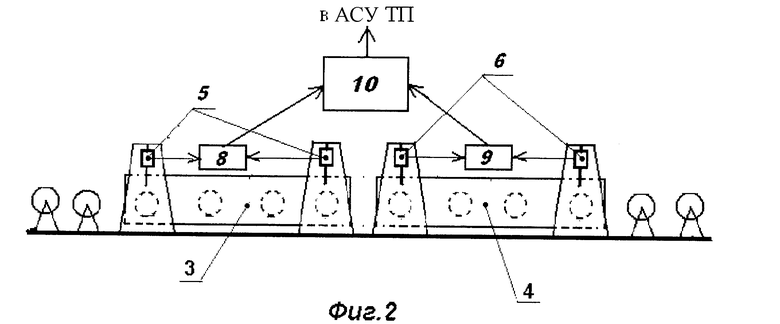
Способ взвешивания заготовок на рольганге, включающий транспортировку их на рольганге, содержащем ролики, установленные на тензодатчики, сигналы которых измеряют быстродействующим аналого-цифровым преобразователем, отличающийся тем, что ролики разделяют на первую и вторую секции, общая длина которых больше длины взвешиваемых заготовок, момент взвешивания выбирают при равенстве показаний веса первой и второй секций, а результат получают суммированием показаний первой и второй секций.
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ПЕРЕМЕЩАЕМЫХ МАТЕРИАЛОВ НА ЛЕНТОЧНЫХ КОНВЕЙЕРАХ, СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ВЕСОВАЯ РОЛИКООПОРА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2401994C1 |
| Способ определения массы заготовки в потоке | 1990 |
|
SU1762126A1 |
| Рольганговые тензометрические весы | 1978 |
|
SU685923A1 |

