Изобретение относится к обработке металлов давлением, а именно к производству заготовок с глухим отверстием, имеющих переменную толщину стенки, например, поверхности камор.
Известен способ изготовления заготовки с дном и стенкой переменной толщины, включающий формирование дна и стенки заготовки продавливанием ее через матрицу посредством пуансона (RU 2446908 С2, B21K 21/04, опубл. 10.04.2012), взятый нами в качестве прототипа.
Недостатком указанного способа является повышенная трудоемкость, заключающаяся в дополнительной операции - отделение заготовки осуществляется на специальном приспособлении.
Задачей предложенного изобретения является снижение трудоемкости изготовления заготовок с дном и стенкой переменной толщины.
Указанная задача решена при помощи способа изготовления заготовки с дном и стенкой переменной толщины, включающего формирование дна и стенки заготовки продавливанием ее через матрицу посредством пуансона, при котором продавливание заготовки через матрицу осуществляют посредством конусного пуансона, выполненного с упорным выступом, до соприкосновения упомянутого упорного выступа и заготовки с обеспечением ее вытяжки с утонением, а после соприкосновения производят прямое прессование заготовки с обеспечением ее удлинения в направлении от упорного выступа пуансона и образования зазора между внутренней поверхностью заготовки и внешней поверхностью пуансона для отделения от него заготовки.
Предложенный способ позволяет снизить трудоемкость изготовления заготовок с дном и стенкой переменной толщины за счет исключения дополнительной операции отделения сформированной заготовки от пуансона при помощи приспособления.
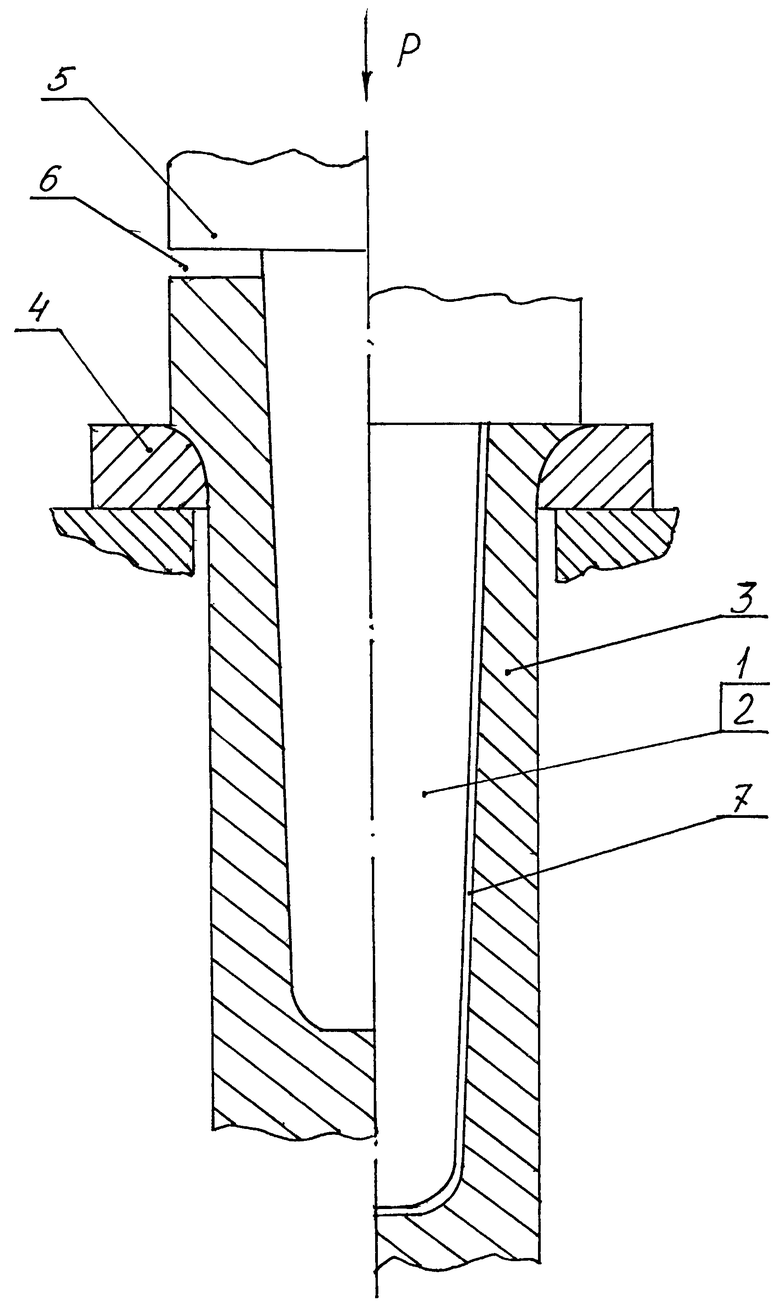
Сущность изобретения поясняется чертежом, где на левой части изображено промежуточное момент формирования заготовки с дном и стенкой переменной толщины, на правой части - момент, при котором заготовка сформирована, пуансон находится в конечном положении.
Конусным пуансоном 1, находящимся в отверстии 2 заготовки 3, продавливают заготовку 3 силой Р через матрицу 4. При этом происходит процесс вытяжки с утонением и формируется как наружная часть заготовки 3, так и дно и стенка отверстия 2. Металл течет по пуансону 1 к упорному выступу 5, уменьшая зазор 6. При касании металла упорного выступа 5 пуансона 1 вместо вытяжки происходит процесс прямого прессования, при этом металл продолжает течь, но упорный выступ 5 является преградой и заготовка 3 удлиняется в обратном направлении от выступа 5, образуя зазор 7 между внутренней поверхностью заготовки и внешней поверхностью пуансона и обеспечивая снятие заготовки с пуансона 1. Съем заготовки 3 с пуансона 1 производится свободно, без дополнительных усилий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| Способ изготовления полых тонкостенных цилиндрических изделий из многогранных заготовок | 1990 |
|
SU1794589A1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ изготовления полых изделий с толстым дном | 1990 |
|
SU1750808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве заготовок с глухим отверстием, имеющих стенку переменной толщины. Дно и стенку заготовки формируют продавливанием ее через матрицу посредством конусного пуансона с упорным выступом. Продавливание ведут до соприкосновения упорного выступа пуансона и заготовки с обеспечением ее вытяжки с утонением. После соприкосновения производят прямое прессование заготовки. При этом обеспечивается ее удлинение в направлении от упорного выступа пуансона и образование зазора между внутренней поверхностью заготовки и внешней поверхностью пуансона. Зазор позволяет отделить заготовку от пуансона. В результате обеспечивается снижение трудоемкости изготовления заготовок. 1 ил.
Способ изготовления заготовки с дном и стенкой переменной толщины, включающий формирование дна и стенки заготовки продавливанием ее через матрицу посредством пуансона, отличающийся тем, что продавливание заготовки через матрицу осуществляют посредством конусного пуансона, выполненного с упорным выступом, до соприкосновения упомянутого упорного выступа и заготовки с обеспечением ее вытяжки с утонением, а после соприкосновения производят прямое прессование заготовки с обеспечением ее удлинения в направлении от упорного выступа пуансона и образования зазора между внутренней поверхностью заготовки и внешней поверхностью пуансона для отделения от него заготовки.
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 1992 |
|
RU2025190C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| US 6161415 A, 19.12.2000 | |||
| JP 58107247 A, 25.06.1983. | |||

