Изобретение относится к обработке сварных соединений для повышения их циклической прочности и может быть использовано в машиностроении, в судостроении, авиации, химическом машиностроении и других отраслях промышленности.
Повышение усталостной прочности обычно достигается путем уменьшения концентрации напряжений и уменьшения остаточных растягивающих напряжений или создание благоприятных сжимающих напряжений в сварном шве.
Одним из возможных способов уменьшения концентрации напряжений является удаление выпуклости сварного шва путем фрезерования.
Известен способ обработки сварных соединений удалением выпуклости сварного шва фрезерованием (Кувшинский В.В. Фрезерование. / В.В. Кувшинский. - М., «Машиностроение», 1977. - С.96, 99).
Недостатком способа является то, что остаточные растягивающие напряжения в сварном шве практически не меняются.
Уменьшение остаточных растягивающих напряжений возможно способами пластического деформирования сварного шва.
Известен способ обработки сварного соединения специальным инструментом для сварки трением с перемешиванием, в процессе которого происходит пластическая деформация сварного шва, увеличивается прочность соединения, и за счет интенсивной пластической деформации в сварном шве растягивающие напряжения переходят в сжимающие (см. Fuller С. A study of friction stir processing tool designs for microstructural modifications as demonstrated in aluminum fusion welds / C. Fuller, M. Mahoney and W. Bingel. // 5th International Friction Stir Welding Conference. - Metz, France, 14-16 September 2004. - P.11).
К недостаткам способа следует отнести неравномерность пластической деформации по длине сварного шва при обработке, а также чрезмерное усилие на инструмент при большом усилении сварного шва.
Наиболее близким по технической сущности и достигаемому результату является способ обработки сварных соединений, включающий установку и закрепление сварного соединения и обработку его вращающимся инструментом, установленным под углом а, которому сообщают продольное перемещение относительно сварного соединения (SU 1609555 A1, B23K 37/00, 30.11.1990).
Недостатком способа является неравномерность пластической деформации по длине сварного шва при обработке, а также чрезмерное усилие на инструмент при большом усилении сварного шва.
Техническим результатом изобретения является протекание равномерной пластической деформации по всей длине сварного шва, а также уменьшение усилия на инструмент при большом усилении сварного шва.
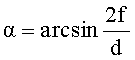
Технический результат достигается способом обработки сварного соединения, включающий установку и закрепление сварного соединения и обработку его вращающимся инструментом, установленным под углом α, которому сообщают продольное перемещение относительно сварного соединения, отличающимся тем, что сварное соединение устанавливают на подкладке, выполненной с канавкой, расположенной вдоль линии перемещения инструмента, используют инструмент в виде цилиндрической фрезы диаметром D, выполненной с выступом на ее торце диаметром d, а обработку осуществляют при погружении выступа цилиндрической фрезы в основной металл сварного соединения на величину f=0,05-0,5 мм с последующим ее продольным перемещением, при этом угол установки цилиндрической фрезы определяют из условия обеспечения при ее продольном перемещении съема избыточной величины сварного шва передней частью фрезы и его пластического деформирования упомянутым выступом до уровня основного металла по формуле:
В результате такого воздействия инструмента на сварное соединение протекают одновременно два процесса - фрезерование выпуклости сварного шва и равномерная пластическая деформация сварного шва по длине. Фрезерование приводит к уменьшению усилия на инструмент при большой выпуклости сварного шва (в результате его снятия), снижению концентрации напряжений в сварном соединении и снижению неравномерности пластической деформации. Пластическая деформация приводит к улучшению внешнего вида сварного соединения и снижению уровня остаточных растягивающих напряжений или даже перевода их в благоприятные сжимающие напряжения.
Технический результат достигается также инструментом для обработки сварного соединения, выполненным в виде цилиндрической фрезы диаметром D с цилиндрическим выступом на ее торце диаметром d, высотой h и со скруглением радиуса R=0,05-0,5 мм, при этом диаметры фрезы и выступа выбраны из соотношения: D/2<d.
Передняя часть фрезы снимает избыточную выпуклость сварного шва, а выступающая цилиндрическая часть пластически деформирует сварной шов, доводя его до уровня основного металла, при этом задняя часть фрезы не должна касаться пластически деформированного металла.
В качестве инструмента может быть использован как составной инструмент из торцевой полой фрезы со вставленной в нее втулкой, образующей требуемый выступ, так и цельный специально изготовленный инструмент.
На фиг.1 представлен заявляемый инструмент, где
1 - подкладка; 2 - основной металл; 3 - инструмент для обработки; g -выпуклость сварного шва; f - величина заглубления инструмента в основной металл; α - угол наклона инструмента; h - величина выступа торца; d - диаметр выступа; D - диаметр фрезы, R - радиус скругления выступа фрезы, S - толщина обрабатываемого материала
Обработку сварного соединения осуществляют с использованием в качестве привода инструмента фрезерного станка следующим образом:
На стол станка устанавливают подкладку. На подкладку устанавливают сварное соединение. Далее сварное соединение закрепляют прижимами к столу станка. На станке устанавливают режимы обработки. В хобот станка устанавливают инструмент.
Включают вращение инструмента, и столом станка сварное соединение поднимают до касания с инструментом. Далее погружение ведут до касания инструмента основного металла. После пластификации металла включают продольное перемещение инструмента и осуществляют обработку сварного соединения. При этом фреза срезает усиление сварного шва, а выступ цилиндрической части инструмента пластически деформирует металл шва.
Ниже приведен пример осуществления изобретения.
Пример
В лабораторных условиях обработаны соединения пластин длиной 300 мм, шириной 80 мм с толщиной 6 мм из алюминиевого сплава АМг6. В качестве привода инструмента использован фрезерный станок.
Режим получения соединения:
Для обработки использовался инструмент с диаметром фрезы 40 мм и диаметром выступа 30 мм, высота выступа составляла 2 мм. Инструмент был установлен под углом 1 градус. Скорость вращения инструмента составляла 710 об/мин, скорость перемещения - 80 мм/мин. Инструмент погружался в основной металл на 0,2 мм. В результате получено сварное соединение с равномерно деформированным сварным швом по всей его длине и без усиления.
Таким образом, в результате совмещения процессов фрезерования и пластического деформирования сварного шва за счет срезания излишней выпуклости сварного шва перед инструментом, снижается нагрузка на последний, и формируются условия для более равномерного протекания пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварных соединений и фреза для его осуществления (варианты) | 2016 |
|
RU2641589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Способ изготовления сварных соединений | 1990 |
|
SU1738561A1 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
Изобретение относится к машиностроению и может быть использовано при обработке сварных соединений в судостроении, авиации, химическом машиностроении и других отраслях промышленности. Способ включает установку и закрепление сварного соединения и обработку его вращающимся инструментом, установленным под углом α, которому сообщают продольное перемещение относительно установленного на подкладке сварного соединения. Подкладка выполнена с канавкой, расположенной вдоль линии перемещения инструмента, выполненного в виде цилиндрической фрезы с выступом на ее торце. Обработку осуществляют при погружении выступа цилиндрической фрезы в основной металл сварного соединения на величину f=0,05-0,5 мм с последующим ее продольным перемещением. Угол установки цилиндрической фрезы определяют из условия обеспечения при ее продольном перемещении съема избыточной величины сварного шва передней частью фрезы и его пластического деформирования упомянутым выступом до уровня основного металла. Приведена конструкция инструмента и связь его параметров. Уменьшаются усилия на инструмент при большой выпуклости сварного шва, снижается неравномерность пластической деформации но длине сварного шва. 2 н.п. ф-лы, 1 ил., 1 пр.
1. Способ обработки сварного соединения, включающий установку и закрепление сварного соединения и обработку его вращающимся инструментом, установленным под углом α, которому сообщают продольное перемещение относительно сварного соединения, отличающийся тем, что сварное соединение устанавливают на подкладке, выполненной с канавкой, расположенной вдоль линии перемещения инструмента, используют инструмент в виде цилиндрической фрезы диаметром D, выполненной с выступом на ее торце диаметром d, а обработку осуществляют при погружении выступа цилиндрической фрезы в основной металл сварного соединения на величину f=0,05-0,5 мм с последующим ее продольным перемещением, при этом угол установки цилиндрической фрезы определяют из условия обеспечения при ее продольном перемещении съема избыточной величины сварного шва передней частью фрезы и его пластического деформирования упомянутым выступом до уровня основного металла по формуле:
2. Инструмент для обработки сварного соединения способом по п.1, выполненный в виде цилиндрической фрезы диаметром D с цилиндрическим выступом на ее торце диаметром d и с округлением радиусом R=0,05-0,5 мм, при этом диаметры фрезы и выступа выбраны из соотношения:
D/2<d.
| Устройство для зачистки сварных швов | 1989 |
|
SU1609555A1 |
| Способ зачистки поверхности металлических заготовок | 1981 |
|
SU1024196A2 |
| Способ термомеханической обработки сварных соединений | 1988 |
|
SU1636462A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ДЕТАЛЕЙ | 1996 |
|
RU2132243C1 |
| US 4843213 A, 27.06.1989. | |||

