Настоящее изобретение относится к стальным трубам, облицованным бетоном или раствором, и более конкретно к стальным трубам, облицованным отлитым под давлением бетоном или раствором, которые изготовляют способами, которые допускают одновременное отверждение и создание предварительного напряжения трубы, таким образом увеличивая допустимое расчетное напряжение стали, сохраняя производственную эффективность и понижая производственные затраты.
Обычная облицованная бетоном стальная водопроводная труба, например труба большого диаметра, в настоящее время приспособлена для максимального рабочего напряжения стали, составляющего приблизительно 21000 фунтов на квадратный дюйм. Причиной для ограничения допустимого расчетного напряжения для такой трубы является ограниченная допустимая деформация в облицовке из бетона или раствора. Большее напряжение стали вызовет растрескивание облицовки из бетона или раствора под давлением и формирование разрушительных трещин, неблагоприятно воздействующих на рабочие характеристики облицовки и вызывающих вероятность повреждения облицовки или иначе отпадения от внутренней поверхности стальной трубы.
Использование облицовок из бетона или раствора с такой стальной трубой известно для использования в водопроводной отрасли, поскольку она имеет доказанные лучшие свойства защиты стальной трубы от внутренней коррозии в течение длительного периода времени, например больше 50 лет. В качестве альтернативы бетонным облицовкам могут использоваться полимерные облицовки, такие как облицовки на эпоксидной основе и т.п., со стальными трубами, которые могут быть приспособлены для более высокой деформации на отказ. Однако никакая в настоящее время доступная полимерная облицовка не может гарантировать или предполагать службу в течение 50 лет в системе водоснабжения без некоторой формы периодического обслуживания, в типичном случае, с приблизительно 15-летними интервалами. Непрактично выводить из эксплуатации такие облицованные стальные водопроводные трубы, например, когда они используются в качестве водопроводной магистрали и т.п., для пескоструйной обработки и повторной облицовки каждые 15 лет для обслуживания.
Вторым ограничением для стальной облицованной бетоном водопроводной трубы являются инженерные соображения и необходимость иметь отношение диаметра к толщине приблизительно 240 и, предпочтительно, меньше приблизительно 220. Это означает, что труба диаметром 100 дюймов должна иметь минимальную толщину стенки трубы, составляющую приблизительно 0,417 дюйма (отношение диаметра к толщине=240; толщина=100/240=0,417). Результатом этого требования конструкции является то, что труба, которая может быть выполнена с меньшей толщиной стенки, вследствие внутреннего давления, требует большей толщины вследствие напряжений, связанных с погрузкой, транспортировкой и монтажом. В этом примере с диаметром 100 дюймов и толщиной стенки 0,417 дюйма труба для характеристик Давление=(2*толщина*напряжение)/диаметр=2*0,417*21000/100=175 фунтов на квадратный дюйм или меньше должна все же иметь толщину стенки трубы, основанную на отношении диаметра к толщине=240. Требование отношения диаметра к толщине основано на практичности погрузки, транспортировки и монтажа трубы. В условиях неустойчивого грунта труба также подвержена разрушению или чрезмерному провисанию, если не будет укреплена увеличенной толщиной облицовки, толщиной стенки стальной трубы, прикрепленными элементами жесткости или дорогим внесением более устойчивых материалов основания.
Обычная цилиндрическая труба с предварительно напряженным бетоном содержит внутреннюю бетонную трубу или сердечник, который приведен в состояние высокого сжатия при помощи проволоки, которая намотана вокруг внутренней трубы. Сжимающие нагрузки, которые воздействуют на трубу при использовании, создаются предварительно напряженной стальной проволокой с использованием высокого допустимого расчетного напряжения, таким образом также служащей для уменьшения количества стали, которая используется для обеспечения необходимой величины сжатия. Бетонный сердечник создает сопротивление создающей предварительное напряжение проволоке и содействует выдерживанию нагрузки грунта в заглубленном состоянии. Сердечник из предварительно напряженного бетона также содействует поддержке трубы в ходе транспортировки и установки.
Однако одной из проблем с цилиндрической трубой с предварительно напряженным бетоном является трудность защиты создающей высокое предварительное напряжение проволоки от коррозийных окружающих сред, когда труба введена в эксплуатацию, и потенциальная восприимчивость такой проволоки к водородной хрупкости, если применяют чрезмерные уровни катодной защиты. Способность легко осуществлять катодную защиту создающей предварительное напряжение проволоки дополнительно усложняется низкой диэлектрической прочностью типичной бетонной облицовки, которая размещена поверх создающей предварительное напряжение проволоки для предохранения ее от коррозии. Сопротивление изоляции может быть улучшено нанесением соответствующей полимерной облицовки, например, такой как поставляемая Ameron International под названием Amercoat 1972B. Хотя использование такой полимерной облицовки облегчает катодную защиту стальной создающей предварительное напряжение проволоки, оно вызывает дополнительные затраты с точки зрения производственных операций и стоимости сырья.
Поскольку подземный водопроводный комплекс из труб и поверхностных или заглубленных транзитных систем в типичных больших городах увеличился с годами, другая проблема явилась результатом "катодной интерференции" или паразитных подземных токов, вызванных соседними стальными трубопроводами под катодной защитой с точки зрения внешней коррозии, и вызванных системами электропередач постоянного тока. Большие водопроводные трубы, установленные много лет назад, теперь встречаются с новыми трубами, которые проложены поблизости. Эти новые трубы могут иметь катодную защиту, и паразитные блуждающие токи, наведенные от катодной защиты, могут вызвать коррозийные токи в цилиндрической трубе с предварительно напряженным бетоном. В результате возможного существования таких паразитных блуждающих токов многие городские водопроводные компании теперь предпочитают или обычную стальную трубу с диэлектрическим покрытием для внешней защиты от коррозии, или усиленную стальным цилиндром бетонную трубу, когда внешние нагрузки высоки. Хотя это является эффективным подходом для контроля коррозии трубы, это дорого.
Один подход, известный в данной области техники для изготовления предварительно напряженной стальной трубы, предусматривал использование многоступенчатого процесса первоначального формования/отливки бетонного сердечника, надвигания стальной трубы поверх предварительно отформованного бетонного сердечника и затем накачивания под высоким давлением жидкого цементного раствора в кольцевой зазор между предварительно отформованным бетонным сердечником и стальной трубой для обеспечения сжатия бетонного сердечника. Однако с этим способом создания трубы существуют две основные проблемы. Первая проблема относится к трудности надлежащей герметизации концов бетонного сердечника относительно стальной трубы в ходе операции цементации под давлением. Вторая проблема заключается в том, как прилагать и сохранять давление жидкого цементного раствора в ходе отверждения жидкого цементного раствора, особенно если незначительная утечка жидкого цементного раствора происходит в уплотнениях между стальной трубой и бетонным сердечником, в то время как жидкий цементный раствор затвердевает. Если используется высоконапорный насос для цементации, потенциальная утечка жидкого цементного раствора в ходе отверждения должна восполняться насосом для цементации. Это будет означать, что насос для цементации должен быть активным в ходе операции отверждения для восполнения утечки, что оставляет вероятность затвердевания жидкого цементного раствора в насосе и разрушения насоса и получения трубы, имеющей недостаточный уровень предварительного напряжения.
Таким образом, необходимо получить конструкцию трубы и способ ее изготовления, которые способны обеспечить желательный уровень таких свойств, как жесткость трубы и внутренняя коррозионная стойкость, которая соответствует типичному минимуму, составляющему 50 лет службы, предоставляемому обычной цилиндрической трубой с предварительно напряженным бетоном или облицованной бетоном стальной трубой. Также необходимо, чтобы такая конструкция трубы была способна обеспечивать желательную степень предохранения от внешней коррозии и катодной интерференции. Также необходимо, чтобы такая конструкция трубы производилась экономично и с точки зрения перспективного сырья, и с точки зрения количества времени и труда, затрачиваемых на ее изготовление.
Облицованные литьем под давлением стальные трубы, согласно настоящему изобретению, содержат кольцевую облицовку из бетона или раствора, формирующую внутренний диаметр трубы, и металлическую оболочку, окружающую облицовку. Облицовка находится в прямом контакте с внутренней поверхностью стенки металлической оболочки, и облицовка находится в состоянии сжатия металлической оболочкой. Отношение толщины стенки облицовки и металлической оболочки находится в диапазоне от около 5:1 до 80:1 и, предпочтительно, от около 10:1 до 50:1. В типичном варианте осуществления изобретения толщина стенки металлической оболочки находится в диапазоне от около 0,06 до 0,75 дюйма, и толщина стенки облицовки находится в диапазоне от около 1,5 до 10 дюймов. Толщина стенки облицовки может быть в 10-50 раз больше толщины металлической оболочки в зависимости от конкретного варианта выполнения трубы и конечного варианта применения. Если необходимо, труба может также содержать покрытие из диэлектрического материала, расположенное вдоль внешней поверхности металлической оболочки.
Трубы формируют с использованием формовочного узла, который специально приспособлен для размещения необходимого объема состава бетона или раствора и воздействия на него силой сжатия, вычисленной для приложения необходимой силы предварительного напряжения к металлической оболочке. В типичном варианте осуществления изобретения такие трубы формируют посредством подачи объема состава бетона или раствора в пресс-форму, сформированную между металлической оболочкой вдоль наружного диаметра и подвижным сердечником вдоль внутреннего диаметра. Отливаемый состав подвергается воздействию силы давления для расширения металлической оболочки. В типичном варианте осуществления изобретения сила давления прилагается в форме жидкости под давлением, такой как вода, причем жидкость под давлением вводится в контакт с поверхностью отливаемого состава. Как только желательная степень отверждения достигнута, силу давления удаляют, вызывая приложение металлической оболочкой необходимой силы сжатия к облицовке из бетона или раствора.
В типичном варианте осуществления изобретения формовочный узел содержит цилиндрическую металлическую оболочку, которая образует металлическую внешнюю часть трубы, опорный элемент, который в рабочем положении соединен с нижней частью металлической оболочки, и верхний элемент, который в рабочем положении соединен с верхней частью металлической оболочки. Внутренний элемент формы расположен концентрически внутри металлической оболочки. Между металлической оболочкой и внутренним элементом формы сформирована кольцевая камера для бетона или цементного раствора для размещения в ней объема состава бетона или раствора. В типичном варианте осуществления изобретения внутренний элемент формы способен сокращаться в диаметре для извлечения облицованной литьем под давлением трубы из формы после формирования. Узел также содержит средство для подачи жидкой среды для повышения давления, такой как вода, в форму и на поверхность состава бетона или раствора для расширения составом металлической оболочки.
Облицованные литьем под давлением стальные трубы, согласно настоящему изобретению, обладают необходимым уровнем жесткости трубы и внутренней коррозионной стойкостью, которая соответствует типичному минимальному 50-летнему сроку службы, обеспечиваемому обычной цилиндрической трубой с предварительно напряженным бетоном или облицованной бетоном стальной трубой. Кроме того, такие трубы, согласно настоящему изобретению, способны обеспечивать необходимую степень защиты от внешней коррозии и катодной интерференции. Кроме того, трубы, согласно настоящему изобретению, могут быть сформированы с уменьшенной толщиной металлической оболочки или стенки стальной трубы, таким образом приводя к желательной экономии расходов на сырье.
Эти и другие признаки и преимущества настоящего изобретения будут оценены, когда они будут лучше поняты при ознакомлении с нижеследующим подробным описанием со ссылками на прилагаемые чертежи, на которых:
фиг.1 - вид в перспективе сбоку типичного варианта облицованной литьем под давлением стальной трубы, выполненной согласно принципам изобретения;
фиг.2 - вид сбоку в сечении типичного варианта процесса, который используется для изготовления облицованной литьем под давлением стальной трубы, показанной на фиг.1;
фиг.3 - вид сбоку в сечении другого типичного варианта процесса, который используется для изготовления облицованной литьем под давлением стальной трубы, показанной на фиг.1; и
фиг.4 - вид сбоку в сечении другого типичного варианта процесса, который используется для изготовления облицованной литьем под давлением стальной трубы, показанной на фиг.1.
Облицованные литьем под давлением стальные трубы и способы их изготовления, согласно принципам изобретения, содержат облицовку из бетона или цементного раствора, которая окружена металлической оболочкой или стальной трубой, то есть исключая использование натяжной или создающей предварительное напряжение проволоки, как в обычной цилиндрической трубе с предварительно напряженным бетоном, описанной выше. Отношение толщины облицовки к толщине оболочки может и будет изменяться в зависимости от конкретных требований технического проекта и/или эксплуатационных показателей, которые требует конкретный конечный вариант применения, как описано более подробно ниже.
Признаком таких конструкций стальных труб, облицованных литьем под давлением, является то, что они сделаны согласно одному или более различным способам литья под давлением, которые предусматривают формование облицовки из бетона или цементного раствора на месте в ходе процесса предварительного напряжения окружающей металлической оболочки и получаемой конструкции трубы, таким образом исключая множество этапов, например, включающих формование отдельно предварительно отливаемой облицовки из бетона или цементного раствора, которую комбинируют с металлической внешней оболочкой трубы для последующей обработки, вызывающей напряжение. Используемый в данном описании термин "на месте" означает тот факт, что состав бетона или цементного раствора (который используется для изготовления облицовки из бетона или цементного раствора) формуется и затвердевает одновременно с воздействием давлением с целью создания для окружающей металлической внешней оболочки или стальной трубы напряженного состояния.
Признаком облицованных литьем под давлением стальных труб, согласно настоящему изобретению, является то, что они построены таким образом, что создается предварительное напряжение металлической оболочки при помощи облицовки из бетона или цементного раствора таким образом, что напряжения стали могут быть увеличены внутренним давлением жидкости без риска вредного растрескивания облицовки. Кроме того, присутствие сжатой облицовки из бетона или цементного раствора также содействует сопротивлению нагрузкам при транспортировке, установке и от воздействия грунта при вводе в эксплуатацию. Облицованные литьем под давлением стальные трубы, согласно настоящему изобретению, также могут быть покрыты многими диэлектрическими покрытиями, таким образом обеспечивая желательный уровень внешней защиты от коррозии. Это устраняет проблему катодной интерференции от соседних трубопроводов и транзитных систем, и сталь, используемая в этом типе трубы, может иметь намного более низкий предел текучести, чем создающая предварительное напряжение проволока, и поэтому может быть намного менее восприимчивой к водородной хрупкости, находясь под катодной защитой.
На фиг.1 показана облицованная литьем под давлением стальная труба 10, выполненная согласно принципам настоящего изобретения, в целом содержащая цилиндрическую металлическую или стальную оболочку, корпус, трубу или кожух 12, который окружает внутреннюю облицовку 14, сформированную из необходимого состава бетона или раствора. Внутренняя облицовка 14 расположена концентрически в пределах внутреннего диаметра оболочки 12 и в типичном варианте осуществления изобретения находится в прямом контакте с оболочкой, то есть нет какого-либо промежуточного материала другого типа, который помещен между облицовкой и оболочкой.
Облицованная литьем под давлением стальная труба 10 включает колоколообразный конец 16, который прикреплен к одному осевому концу 16 трубы 10, и гладкий конец 20, который прикреплен к противоположному концу 21 трубы 10. Гладкий конец 20 имеет форму, внешний диаметр и размер для вставки в колоколообразный конец 16 другой трубы и включает один или более кольцевых пазов 22, проходящих по его окружности, которые конфигурированы для расположения одного или более кольцевых уплотнительных элементов или уплотнителей (показанных на фиг.2), соответственно, для обеспечения необходимого герметичного уплотнения между смежными концами труб. Колоколообразный и гладкий концы 16 и 20 могут быть конфигурированы аналогично или подобно используемым с обычной стальной трубой и прикреплены к концам металлической оболочки пригодным способом сварки. Уплотнительные элементы могут быть сформированы из эластомерного материала. Другие способы соединения, используемые для обычной стальной трубы, такие как способы с использованием колоколообразного и гладкого концов или других по-разному конфигурированных концов, труб с гладкими концами, сваренными встык, или труб с гладкими концами, сваренными внахлест, одинаково пригодны для облицованных литьем под давлением стальных труб, как будет понятно специалистам в области конструирования стальных труб.
Хотя типичный вариант выполнения облицованной литьем под давлением стальной трубы, показанной на фиг.1, изображен с конкретным типом концов, следует подразумевать, что облицованные литьем под давлением стальные трубы, согласно настоящему изобретению, могут быть конфигурированы с другими типами концов, как требуется для конечного варианта применения. Например, облицованная литьем под давлением стальная труба может иметь соединительные кольца (в форме колоколообразного и гладкого концов, как показано), или она может быть сварена встык на месте, или она может иметь штампованный раструб для скользящей посадки, соответствующий наружному диаметру стальной трубы для сварки внахлестку на месте, или она может иметь штампованный раструб, включающий уплотнительную канавку для уплотнения относительно наружного диаметра стальной трубы, или она может иметь катаную раструбную канавку (охватываемую раструбом, катаную прямо в стенке трубы), которая вставляется в штампованный раструб (штампованный в стенке трубы). Следует понимать, что облицованные литьем под давлением стальные трубы, выполненные согласно принципам настоящего изобретения, могут содержать все такие указанные варианты.
Другой признак облицованной литьем под давлением стальной трубы состоит в том, что облицовка 14 из бетона или цементного раствора приведена в необходимое состояние сжатия до размещения законченной трубы по назначению, например, до того, как трубу транспортируют и закапывают на некоторую глубину в грунт, действием металлической оболочки 12, воздействующей непосредственно на облицовку. В типичном варианте осуществления изобретения металлическая оболочка 12 подвергается напряжению в необходимой степени в ходе процесса отливки, то есть отливки и затвердевания облицовки 14 таким образом, что облицовка после затвердевания находится в необходимом состоянии сжатия для соответствия необходимым эксплуатационным показателям трубы, например, для соответствия конкретному конечному варианту применения.
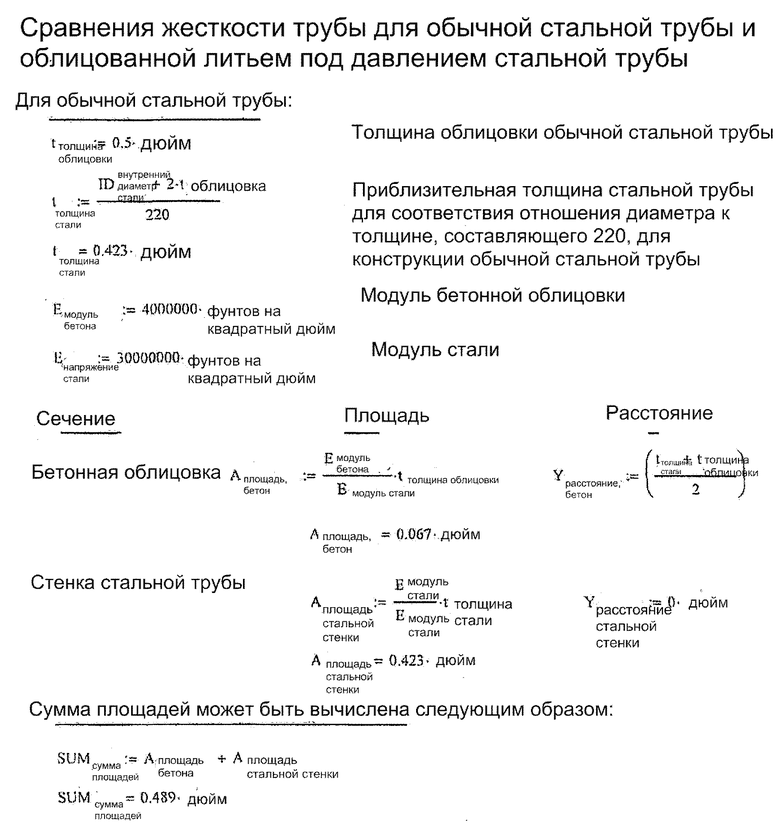
Толщина оболочки и облицовки для облицованных литьем под давлением стальных труб может и будет изменяться в зависимости от конкретной конструкции/эксплуатационных показателей и/или конечного варианта применения. Общим признаком облицованных литьем под давлением стальных труб является то, что толщина стальной оболочки намного меньше, чем толщина обычной стальной трубы (то есть не содержащей сжатую бетонную облицовку). Комбинация более тонкой стальной оболочки с более толстой облицовкой в состоянии сжатия допускает использование отношений диаметра к толщине, которые невозможны с обычной стальной трубой, которая имела бы слишком большую гибкость для противодействия нагрузкам при погрузке и установке при этих более высоких отношениях диаметра к толщине. Более тонкая стальная оболочка теперь может быть сконструирована с использованием более высокого расчетного напряжения без вредного растрескивания облицовки из бетона или цементного раствора при рабочем давлении. Использование стальной оболочки, в противоположность использованию стягивающей или предварительно напрягающей проволоки в цилиндрической трубе с предварительно напряженным бетоном, создает для облицовки необходимое состояние сжатия с намного более прочной конструкцией, которая может быть сделана более стойкой к внешней коррозии и которая обеспечивает получение характера отказа, который более предсказуем, чем со стягивающей или создающей предварительное напряжение проволокой.
Например, когда стягивающая или создающая предварительное напряжение проволока, используемая в обычной цилиндрической трубе с предварительно напряженным бетоном, отказывает вследствие внешней коррозии, результатом может быть внезапная потеря сжимающего усилия, воздействующего на бетонную облицовку, которая может вызвать внезапный отказ трубы. Кроме того, ремонт поврежденной натяжной проволоки является трудноосуществимым, когда труба находится в грунте. Облицованная литьем под давлением стальная труба, согласно настоящему изобретению, имеет характер отказа, напоминающий характер отказа стальной трубы, то есть отличающийся постепенной утечкой через стальную оболочку, которая не приводит к внезапной потере сжатия облицовки из бетона или цементного раствора, и тем, что труба может быть легко отремонтирована на месте при помощи привариваемой внешней металлической накладки и т.п.
Облицованные литьем под давлением стальные трубы, выполненные согласно принципам настоящего изобретения, содержат облицовку из бетона или цементного раствора или сердечник и окружающую металлическую оболочку или стальную трубу. Относительные толщины облицовки и оболочки могут изменяться в зависимости от критериев инженерного проектирования, природы материалов, которые используются, и желательных рабочих характеристик. В типичном варианте осуществления изобретения отношение толщины облицовки к толщине стенки металлической оболочки может быть в диапазоне от около 5:1 до 80:1 и, предпочтительно, в диапазоне от около 10:1 до 50:1. Типичный диапазон прочности для облицовки будет составлять приблизительно от 3000 до 10000 фунтов на квадратный дюйм с диапазоном предварительного напряжения в облицовке, составляющим приблизительно от 500 фунтов на квадратный дюйм до 6000 фунтов на квадратный дюйм, когда внутреннее давление снижено до нуля, и напряжение внешней стальной трубы частично передается сердечнику из бетона или цементного раствора. Допустимое расчетное напряжение в стальной оболочке может колебаться приблизительно от 25000 до 72000 фунтов на квадратный дюйм в зависимости от заданного номинального давления и текучести стали, используемой для внешней стальной оболочки.
В целом, необходимо, чтобы облицовка или сердечник имели толщину, приблизительно в 10-50 раз превышающую толщину металлической оболочки. Например, цилиндрическая металлическая оболочка первоначально может быть подвергнута напряжению приблизительно до 42000 фунтов на квадратный дюйм под давлением. Это превышает в два раза существующее в настоящее время расчетное напряжение для стальной трубы, что приводит к получению стенки стальной трубы, имеющей приблизительно в два раза меньшую толщину стенки, чем у существующей в настоящее время трубы. Поскольку сталь представляет большую часть стоимости материалов трубы, уменьшение толщины стенки стального компонента в два раза для облицованной литьем под давлением стальной трубы представляет существенную экономию затрат сырья.
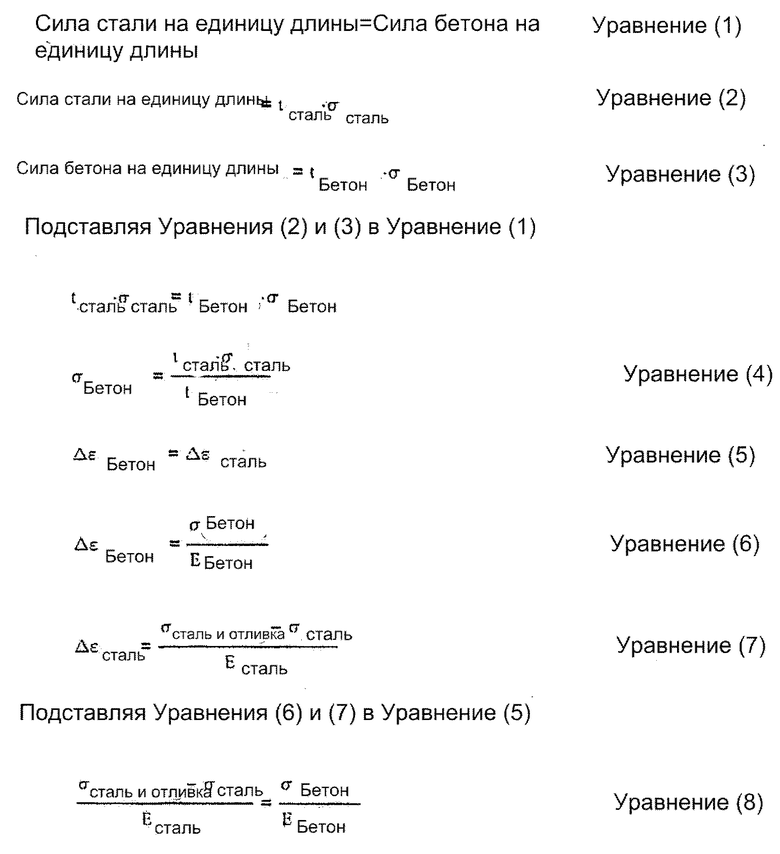
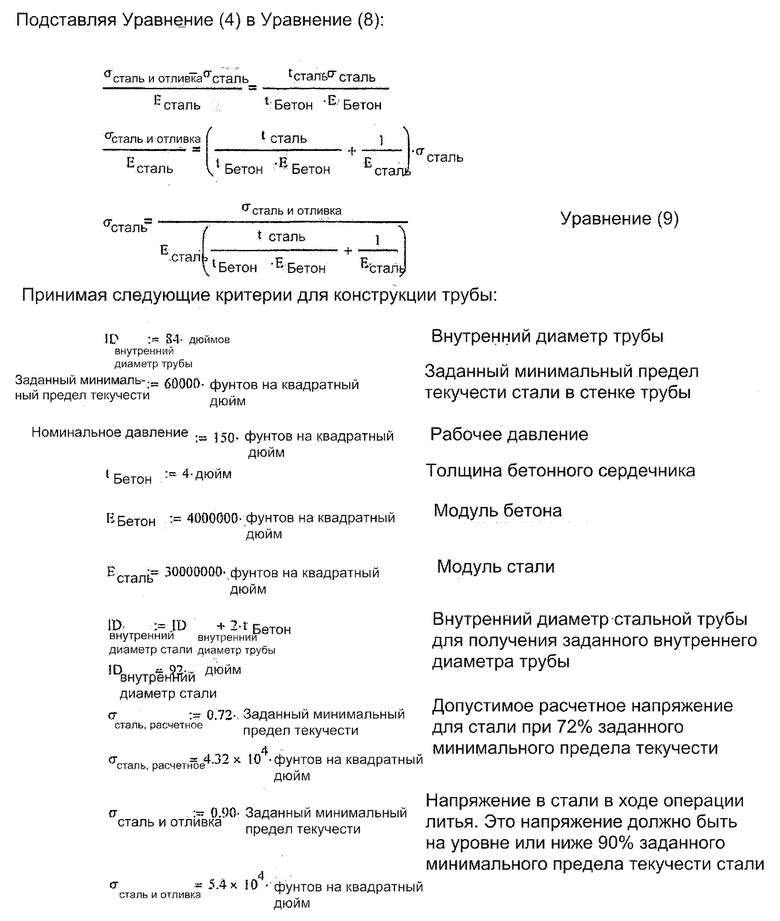
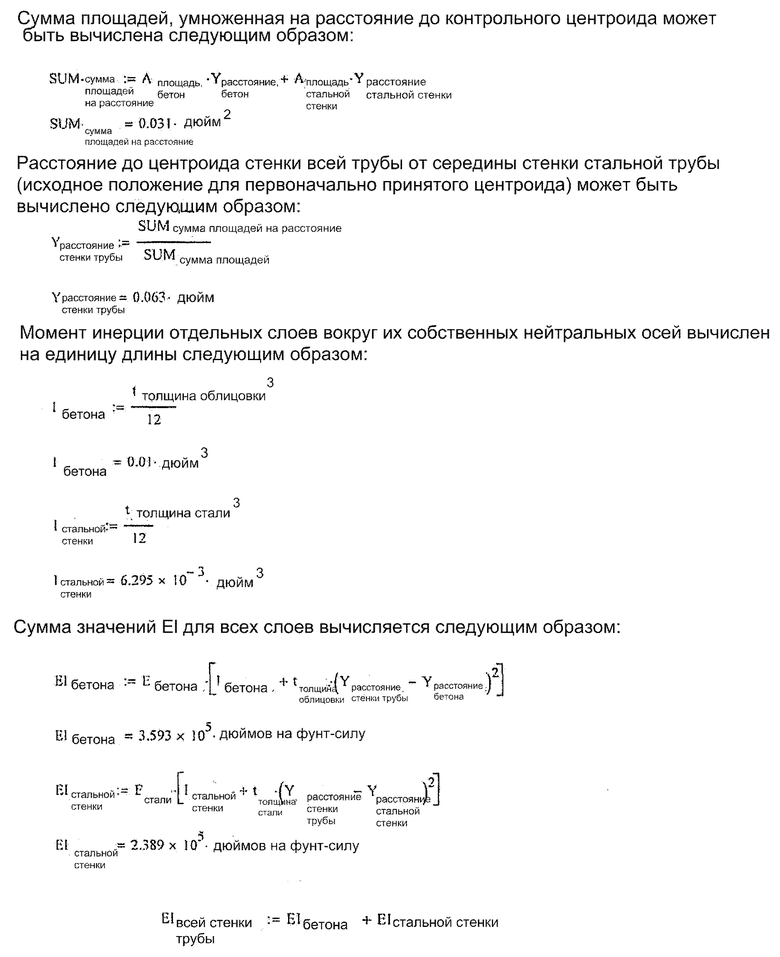
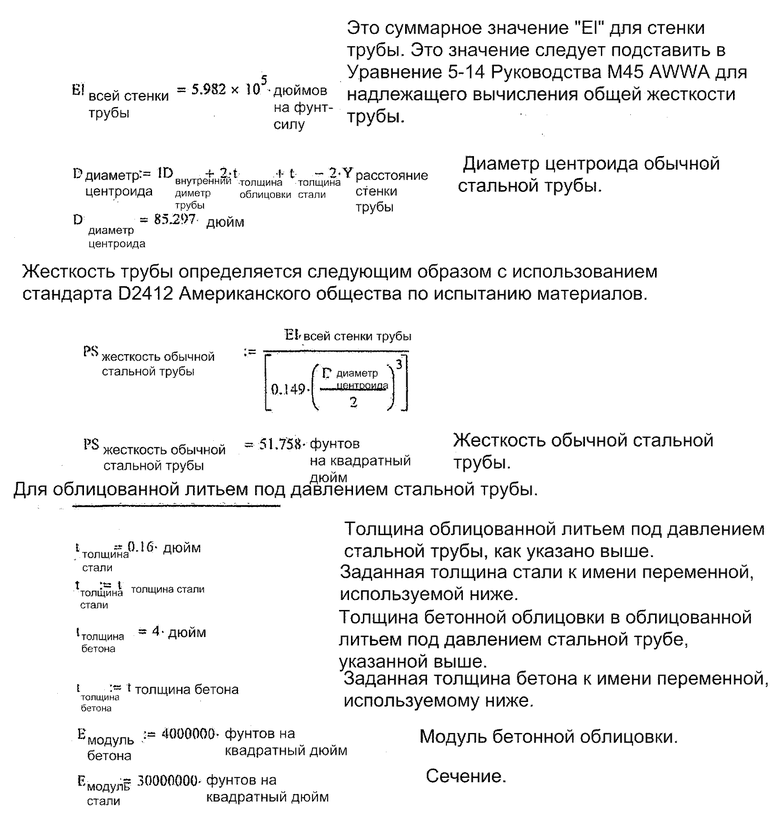
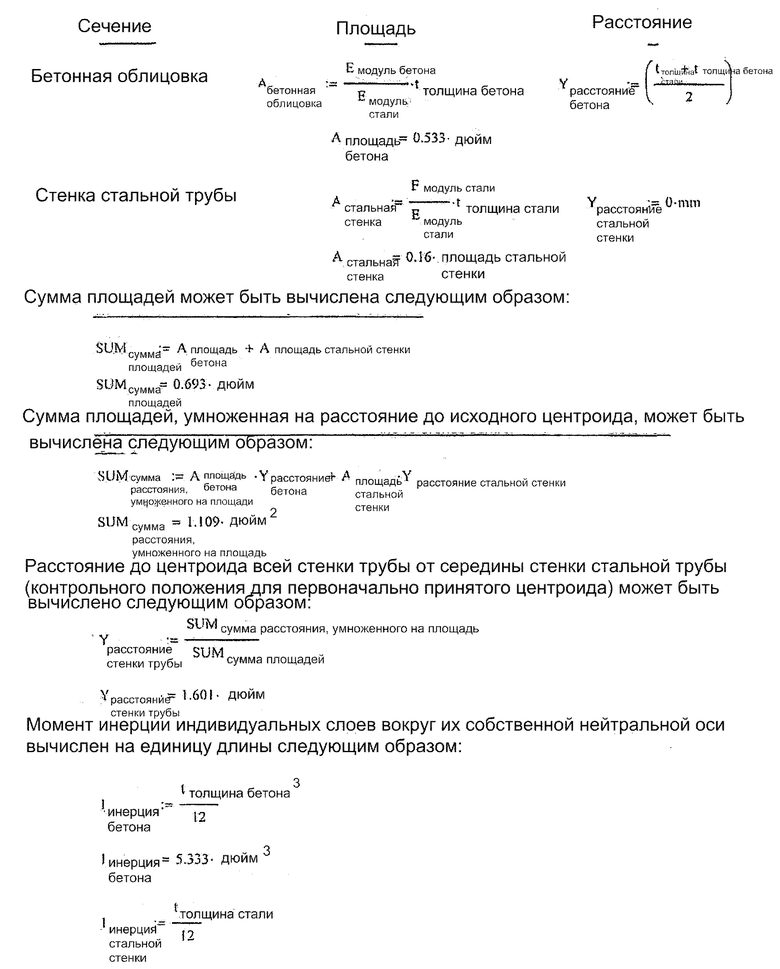
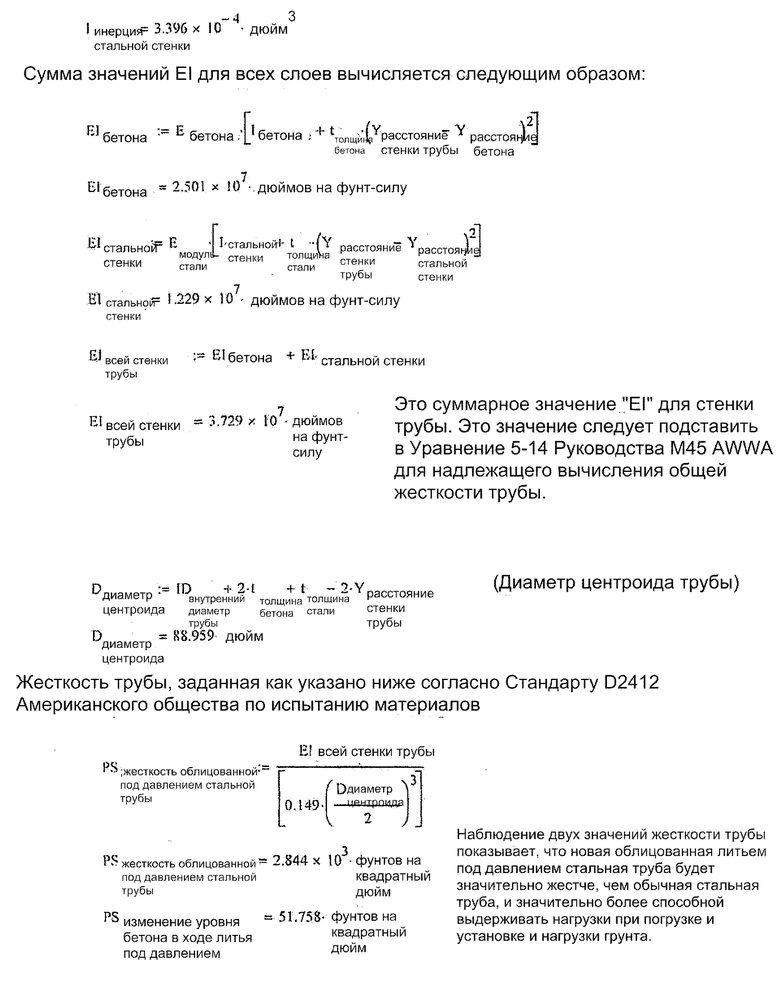
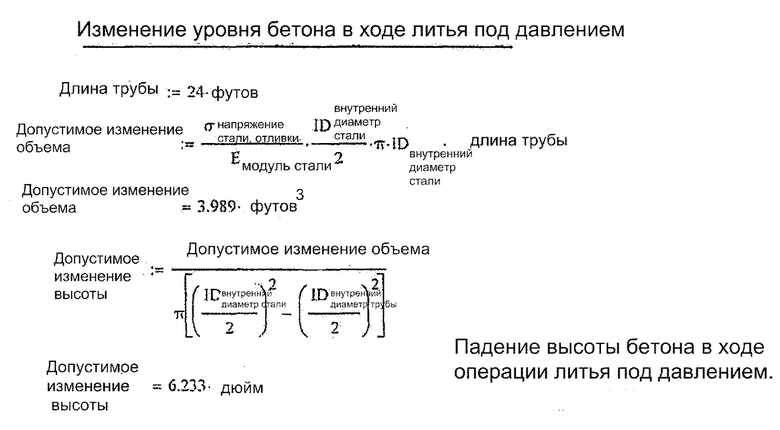
Уменьшение диаметра облицовки, сердечника или внутренней трубы после сброса давления при отливке в ходе формирования облицованной литьем под давлением стальной трубы будет зависеть от толщины и модуля сердечника, толщины металлической оболочки или стальной трубы и величины напряжения стали под давлением литья. Между стальным цилиндром и сердечником установлен баланс сил (то есть они представляют собой две пружины, противодействующие друг другу). Изменение деформации сердечника должно быть равно изменению деформации стальной трубы. Для соответствия этим критериям можно вывести ряд уравнений. Такие уравнения приведены ниже относительно примера облицованной литьем под давлением стальной трубы, имеющей диаметр 84 дюймов.
Облицованная литьем под давлением стальная труба диаметром 84 дюйма класса 150
Производственный процесс содержит воздействие давлением на внешнюю стальную трубу и пресс-форму в ходе отливки и отверждения бетонной облицовки. Воздействие давлением на пресс-форму создает напряжение внешней стальной трубы в ходе процесса отливки.
Когда давление, поддерживаемое в ходе операции отливки, сброшено, внешняя стальная труба будет усаживаться на бетонную облицовку. Она будет продолжать усаживаться, пока сила бетонной облицовки не станет равной силе, прилагаемой стальной трубой. Могут быть выведены следующие уравнения.
Облицованные литьем под давлением стальные трубы, согласно настоящему изобретению, можно производить с использованием многих различных способов литья под давлением. Эти способы могут включать горизонтальное или вертикальное литье под давлением в зависимости от конкретной системы литья под давлением. На фиг.1 показано использование технологии вертикального литья под давлением и относящегося к ней узла, при этом состав бетона или цементного раствора отливают в вертикально ориентированную литейную форму для формирования облицовки на месте с одновременным приложением силы напряжения к окружающей металлической оболочке или стальной трубе. Как только силу напряжения устраняют, металлическая оболочка вводит окончательно затвердевшую облицовку полученной облицованной литьем под давлением стальной трубы в необходимое состояние сжатия. В типичном варианте осуществления изобретения эта иллюстративная технология включает воздействие давлением на отлитый состав бетона или раствора для создания необходимого напряжения металлической оболочки с помощью гидростатического средства, например, путем введения объема или массы жидкости под давлением, такой как вода, в контакт с поверхностью состава бетона или раствора.
На фиг.2 показан типичный узел 30, пригодный для создания облицованной литьем под давлением стальной трубы в соответствии с указанными выше принципами. В этом типичном варианте осуществления изобретения цилиндрическая металлическая оболочка 32 сформирована с концами 34 и 36, прикрепленными к соответствующим концам оболочки как описано выше. Толщина стенки металлической оболочки может быть в пределах указанных выше диапазонов. В типичном варианте осуществления изобретения металлическая оболочка или стальная труба может быть изготовлена на станке с цилиндрическим барабаном с приваренными к ней концами 34 и 36. В типичном варианте осуществления изобретения металлическая оболочка сформирована из стали X60.
Цилиндрическая металлическая оболочка 32 расположена на опорном кольце 38, которое расположено в основании узла 30. Опорное кольцо 38 содержит в целом кольцевой корпус 39, который может включать один или более пазов 40, проходящих по окружности вдоль внешней поверхности стенки опорного кольца и расположенных смежно с внутренней поверхностью стенки конца 36 оболочки. Опорное кольцо сформировано из структурно жесткого материала, такого как металлический материал, и в предпочтительном варианте осуществления изобретения предпочтительным материалом является сталь.
Один или более пазов 40 имеют размеры и форму для расположения одного или более соответствующих уплотнительных элементов 42, причем один или более уплотнительных элементов 42 имеют размеры и форму для взаимодействия и формирования уплотнения относительно внутреннего диаметра конца 36 металлической оболочки. В предпочтительном варианте осуществления изобретения опорное кольцо содержит пару пазов 40, которые разнесены в осевом направлении друг от друга на необходимое расстояние вдоль внешней поверхности, и содержит расположенные в них соответствующие уплотнительные элементы 42 в форме круглых колец. Круглые уплотнительные кольца 42, предпочтительно, сформированы из эластомерного материала, такого как каучук и т.п., способного обеспечивать уплотнение относительно конца металлической оболочки.
Опорное кольцо 38 включает верхнюю поверхность 44, которая формирует закрытый нижний конец кольцевой полости или камеры 46 для заливки бетона или цементного раствора. Опорное кольцо 38 также включает паз 48, который проходит по окружности вдоль внутреннего диаметра кольца 38. Паз 48 расположен и имеет размеры и форму для помещения в него уплотнительного элемента 50 для взаимодействия и формирования уплотнения со смежной внешней поверхностью стенки стягивающегося внутреннего элемента 52 формы.
Опорное кольцо 38 также включает секцию, которая выступает радиально внутрь от корпуса 39 от внутреннего диаметра опорного кольца, и она соединена с в целом цилиндрической нагнетательной трубой 54, например нижний конец нагнетательной трубы 54 таким образом установлен на опорное кольцо. Как показано на фиг.2, стягивающийся внутренний элемент 52 формы расположен концентрически вокруг наружного диаметра нагнетательной трубы 54. Стягивающийся внутренний элемент формы и нагнетательная труба сформированы из конструкционно-жесткого материала, такого как металлический материал, и в предпочтительном варианте осуществления изобретения стягивающийся внутренний элемент формы и нагнетательная труба сформированы из стали.
Стягивающийся внутренний элемент 52 формы может быть сформирован из единого листа материала, который свернут в форму цилиндра или может быть сформирован из многих панелей или листов, которые сварены или соединены иначе для формирования цилиндрической формы. В типичном варианте осуществления изобретения стягивающийся внутренний элемент формы выполнен в форме цилиндрического листа, имеющего два конца, которые проходят продольно вдоль внутреннего элемента формы. Концы конфигурированы таким образом, что они могут быть перемещены внутрь друг к другу, например намотаны друг на друга для уменьшения диаметра внутреннего элемента формы и таким образом вызова стягивания внутреннего элемента формы для облегчения извлечения сформированной облицованной литьем под давлением стальной трубы.
В типичном варианте осуществления изобретения концы стягивающегося внутреннего элемента формы соединены друг с другом механизмом, который работает для сохранения фиксированного диаметра внутреннего элемента формы в ходе операции литья под давлением и которым можно управлять для перемещения концов внутреннего элемента формы друг к другу, таким образом стягивая элемент формы для облегчения извлечения элемента формы из отформованной сердцевины из бетона или цементного раствора. Внутренний элемент формы также конфигурирован для минимизирования утечки состава бетона или раствора в ходе отливки и формирования облицованной литьем под давлением стальной трубы. В предпочтительном варианте осуществления изобретения между стягиваемыми внутренними концами элемента формы расположена заслонка, которая может дистанционно приводиться в действие для уменьшения диаметра внутреннего элемента формы на соответствующей стадии работы, таким образом позволяя удалять внутренний элемент формы из облицованной литьем под давлением стальной трубы после ее формирования.
Нижнее усиливающее кольцо 56 расположено вдоль поверхности внутреннего диаметра стягивающегося внутреннего элемента 52 формы смежно с опорным кольцом 38 и содействует необходимому уплотнительному взаимодействию между нижней секцией стягивающегося внутреннего элемента формы и опорным кольцом. Нижнее усиливающее кольцо 56 может быть сформировано из конструкционно-жесткого материала и может содержать один или более элементов, которые индивидуально или совместно формируют кольцевое основание, расположенное концентрически внутри нижней концевой секции стягивающего внутреннего элемента формы. В типичном варианте осуществления изобретения нижнее усиливающее кольцо выполнено из стали и приварено к нижней части внутреннего элемента формы.
Ближе к верхней части узла 30 расположено круглое верхнее кольцо 58, смежное с верхним концом металлической оболочки 32. В типичном варианте осуществления изобретения верхнее кольцо содержит цилиндрическую внешнюю секцию 60, которая расположена концентрически вокруг конца 34 металлической оболочки 32. Внешняя секция 60 имеет внутренний диаметр, который имеет размер и форму, приспособленные для размещения конца 34 в пределах нижнего района такого внутреннего диаметра. Уплотнительные элементы 62 расположены внутри одного или более соответствующих пазов 64, расположенных по окружности вокруг конца 34 для обеспечения уплотнения между верхним кольцом 58 и металлической оболочкой 32. Уплотнительные элементы 62 могут быть кольцевыми элементами, которые выполнены из эластомерного материала, такого как каучук и т.п.
Хотя вариант осуществления изобретения, показанный на фиг.2, иллюстрирует использование уплотнительных элементов в верхней и нижней частях узла, расположенных в пазах, которые соответственно расположены на конце оболочки и опорном кольце, следует понимать, что конкретный механизм уплотнения, используемый для формирования необходимого уплотнения в верхней и нижней частях камеры 46 для бетона или цементного раствора, может отличаться от описанного и показанного, и что такие изменения следует рассматривать как входящие в объем настоящего изобретения.
Внутренний диаметр внешней секции верхнего кольца также включает центральный район, который имеет размеры и конфигурацию, приспособленные для приема в него среды под давлением и необходимого дополнительного объема бетона или цементного раствора выше охватываемого раструбом конца 34. Дополнительный объем, обеспечиваемый верхним кольцом, полезен для компенсации увеличения объема, которое происходит в пределах камеры 46 в ходе повышения давления, когда внешняя стальная труба или оболочка 32 увеличивается в диаметре под давлением. Типичное изменение объема в ходе повышения давления приводит к потере приблизительно 6-7 дюймов вертикальной высоты для бетонной облицовки толщиной 4 дюйма. Верхнее кольцо конфигурировано для содействия приспособлению к такому изменению объема.
В типичном варианте осуществления изобретения среда для повышения давления является водой, и центральный район верхнего кольца имеет размеры с высотой по вертикали, приспособленной для изменения объема бетона или цементного раствора, которое происходит при повышении давления, и с диаметром, который меньше диаметра нижнего района верхнего кольца. Такой подбор размера внутреннего диаметра внешней секции верхнего кольца обеспечивает ограничение степени, в которой конец 34 вставляется в нее в ходе сборки для отливки состава бетона или раствора в узел 30 и в камеру 46 и впоследствии для воздействия давлением на отлитый состав бетона или раствора.
Внешняя секция 60 верхнего кольца включает верхний район внутреннего диаметра, который имеет размеры и форму для размещения в нем верхнего элемента или герметичной крышки 66, которая расположена на верхней части узла 30. В типичном варианте осуществления изобретения верхний район внутреннего диаметра имеет диаметр размера, который меньше размера центрального района, для контроля осевого размещения в нем верхнего элемента 66, например, так, чтобы он не вошел в центральный район.
Верхнее кольцо 58 также включает верхнюю секцию 68. В типичном варианте осуществления изобретения эта верхняя секция приварена к верхнему кольцу 58 при помощи центрирующих клиньев (не показаны). Внутренняя секция 68 расположена радиально изнутри относительно внешней секции 60 и радиально снаружи на расстоянии от нагнетательной трубы в положении смежно с верхним концом стягивающегося внутреннего элемента 52 формы. Верхняя секция 68 включает пару выступающих вниз выступов или колец 70, которые расположены и имеют размеры, приспособленные для размещения между ними верхнего конца стягивающегося внутреннего элемента 52 формы.
В типичном варианте осуществления изобретения стягивающийся внутренний элемент 52 формы фиксировано соответствует расположению опорного кольца 38, и, по меньшей мере, один из выступов 70 верхнего кольца действует для ограничения радиального перемещения наружу стягивающегося внутреннего элемента формы. В типичном варианте осуществления изобретения выступы 70 и верхнее кольцо 60 выполнены в форме единого узла. Кроме того, другой из выступов, который не находится в контакте со стягивающимся внутренним элементом формы, расположен смежно с внешней поверхностью верхней секции нагнетательной трубы для содействия расположению верхнего конца внутреннего элемента 52 формы концентрически с концом 34 металлической оболочки 32.
Верхнее усиливающее кольцо 72 расположено вдоль поверхности внутреннего диаметра стягивающегося внутреннего элемента 52 формы смежно с внутренней секцией 68 верхнего кольца и содействует поджиманию стягивающегося элемента 52 формы к выступу 70. Верхнее усиливающее кольцо 72 сформировано из конструкционно-жесткого материала и может содержать один или более элементов, которые индивидуально или совместно формируют кольцевое основание, расположенное концентрически внутри верхней концевой секции стягивающегося внутреннего элемента формы. В типичном варианте осуществления изобретения верхнее усиливающее кольцо 72 выполнено из стали и приварено к концу стягивающегося внутреннего элемента 52 формы.
Верхний элемент или герметичная крышка 66 включает кольцевой элемент, расположенный радиально между внешней секцией 60 верхнего кольца вдоль наружного диаметра и верхней секцией 74, которая прикреплена к верхнему концу нагнетательной трубы 54 вдоль внутреннего диаметра. Верхняя секция 74 принимает боковое давление от верхнего элемента 66, произведенное внутренним давлением в ходе операции повышения давления.
Герметичная крышка 66 включает поверхность стенки наружного диаметра, которая расположена смежно с верхним районом внутреннего диаметра внешней секции 60 верхнего кольца и включает паз 76, проходящий по ее окружности. Кольцевой уплотнительный элемент 78 расположен в пределах паза и может быть сформирован из эластомерного материала для обеспечения необходимого уплотнения относительно внешней секции верхнего кольца. В альтернативном варианте верхний район внутреннего диаметра верхнего кольца может быть конфигурирован с пазом для размещения в нем уплотнительного элемента.
Герметичная крышка 66 также включает поверхность стенки внутреннего диаметра, которая расположена смежно с внешней поверхностью верхней секции 74 нагнетательной трубы и которая конфигурирована для обеспечения уплотнения относительно нее. В типичном варианте осуществления изобретения верхняя секция нагнетательной трубы содержит паз 80, расположенный по окружности вдоль ее внешней поверхности, который имеет размеры для размещения в нем кольцевого уплотнительного элемента 82, причем уплотнительный элемент может быть сформирован из эластомерного материала, такого как описанный выше для других уплотнительных элементов, используемых в этом узле 30.
Поверх герметичной крышки 66 расположен запорный элемент 84, конфигурированный для устраняемой фиксации расположения герметичной крышки 66 на верхнем кольце 58 для закрывания и запирания формовочного узла на месте. В типичном варианте осуществления изобретения запорный элемент 84 выполнен в форме пружинного запорного кольца и т.п., которое имеет размер с кромкой внутреннего диаметра, которая способна соответствовать пазу 86, расположенному вдоль внешнего диаметра верхней секции 74 нагнетательной трубы. Запорный элемент входит в зацепление с пазом 86 для противодействия давлению на верхний элемент 66 в ходе операции литья под давлением.
Нагнетательная труба 54 является в целом цилиндрическим элементом, который проходит от верхней секции 74 вниз к опорному кольцу 38 и который может включать одно или более ребер 88. Одно или более ребер действуют для стабилизации нагнетательной трубы от смятия, вызванного внешним давлением, прилагаемым к литейной форме в ходе операции литья под давлением, и может проходить между диаметрально противоположными частями трубы и/или к центрально расположенной установочной втулке и т.п. (не показана), также для стабилизации положения и минимизации радиального перемещения или отклонения нагнетательной трубы в ходе процесса формирования облицованной литьем под давлением стальной трубы.
Нагнетательная труба 54 включает вход 90, проходящий сквозь стенку трубы для обеспечения подачи среды для повышения давления, например, воды в узел. Вход включает герметичный соединительный конец 92 для облегчения его прикрепления к обычному устройству подачи среды для повышения давления, такому как водопроводная труба. В предпочтительном варианте осуществления изобретения вход 90 расположен вблизи нижней части нагнетательной трубы 54 и конфигурирован для приема воды под давлением от соответствующего устройства повышения давления, например, от выходного конца насоса или подобного средства.
Описанный выше узел 30 работает следующим образом для формирования облицованной литьем под давлением стальной трубы. Перед размещением герметичной крышки 66 и запорного элемента 84 на верхнюю часть узла желательный объем состава бетона или раствора отливают или иначе подают в камеру 46, сформированную между металлической оболочкой 32 и стягивающимся внутренним элементом 52 формы.
В типичном варианте осуществления изобретения состав бетона или цементного раствора содержит смесь, имеющую следующие характеристики. Одна желательная характеристика состоит в том, что бетон или цементный раствор должен быть самовыравнивающимся таким образом, что он действует как жидкость. Это необходимо для того, что бетон или цементный раствор будет передавать давление, прилагаемое к его поверхности, от верхней части трубы к нижней части трубы и радиально наружу для расширения стальной трубы. Вторая характеристика состоит в том, что бетон или цементный раствор могут быть расширяемыми. Использование расширяемой смеси содействует минимизации и/или устранению нежеланной потери объема от ползучести и усадки при высыхании для содействия сохранению необходимого напряжения стенки трубы в ходе работы.
В предпочтительном варианте осуществления изобретения предварительное напряжение бетонного сердечника будет очень малым или будет устранено, когда внутреннее давление достигает рабочего давления. Максимальная деформация растяжения в бетонном сердечнике будет ограничена для обеспечения того, что бетонный сердечник находится в контакте с внутренним диаметром металлической оболочки, или существует только очень малый кольцевой зазор между бетонным сердечником и внутренним диаметром металлической оболочки. Такой контакт или непосредственная близость будут содействовать обеспечению того, что бетонный сердечник создает высокощелочную среду, необходимую для предохранения стали от коррозии сроком приблизительно на 50 лет. В предпочтительном варианте осуществления изобретения сталь будет нести нагрузки давления без использования какого-либо доступного напряжения стали для нагрузок от грунта или реакции на сердечник из цементного раствора или бетона. Сердечник и поддержка смежной обратной засыпкой будет обеспечивать жесткость, необходимую для удерживания внешних нагрузок от веса грунта, веса трубы и веса воды. В типичном варианте осуществления изобретения состав бетона или цементного раствора самовыравнивающийся с ограниченной усадкой и неармированный, например, не содержит армирующих элементов из арматурной стали или другого металла.
Объем состава бетона или раствора, который используется для изготовления облицованных литьем под давлением стальных труб, таким образом может изменяться в зависимости от таких факторов, как длина облицованной литьем под давлением стальной трубы и желательная толщина бетонной облицовки. Состав бетона или цементного раствора подают в камеру 46, пока верхняя поверхность отливки не достигнет верхней кромки конца 34. В типичном варианте осуществления изобретения состав бетона или цементного раствора подают в форму таким образом, что его поверхность проходит на некоторое расстояние в верхнее кольцо 58. Как указано выше, верхнее кольцо 58 действует для обеспечения дополнительного объема бетона или цементного раствора, необходимого для движения вниз уровня поверхности бетона или цементного раствора в пределах формы при повышении давления вследствие расширения наружу стальной оболочки. В типичном варианте осуществления изобретения объем бетона или цементного раствора, расположенный выше конца 34, достаточен для компенсации изменения высоты по вертикали в ходе повышения давления таким образом, что конечный уровень бетона находится точно на верхнем краю конца 34. Уравнения, представленные выше, дают пример вычисления снижения высоты бетона в ходе процесса литья под давлением.
Когда состав бетона отлит в камеру 46 и еще не затвердел, герметичную крышку 66 и запорный элемент 84 устанавливают на место поверх узла. Затем в формовочный узел подают воду через вход 90 для воды под необходимым рабочим давлением. Вода проходит в узел, заполняя кольцевую водяную камеру 94, сформированную между нагнетательной трубой 54 и стягивающимся внутренним элементом 52 формы. Вода также проходит в верхнюю часть узла, заполняя верхнюю камеру 96 узла, которая расположена над поверхностью состава бетона или раствора и которая ограничена в целом в пределах центрального района верхнего кольца. Вода в пределах узла имеет одинаковое давление внутри камер 94 и 96, таким образом действуя для приложения необходимой силы предварительного напряжения к составу бетона или цементного раствора, в то же время поддерживая радиальное положение стягивающегося сердечника в пределах узла, например, равные давления воздействуют на обе стороны стягивающегося внутреннего элемента формы, действуя для сохранения его радиального положения в пределах узла.
Давление воды в пределах узла сохраняется на постоянном уровне в течение необходимого периода времени в ходе отливки и затвердевания состава бетона или цементного раствора. Использование воды как среды повышения давления позволяет подавать, как необходимо, подпиточную воду в ходе процесса повышения давления для компенсации любой утечки, которая может произойти в различных уплотнительных кольцах, без риска вызова отказа насоса, то есть вода не будет затвердевать в нагнетательном насосе, как происходило бы, если бы давление поддерживалось нагнетательным насосом для жидкого цементного раствора или бетона. Точное количество времени, в течение которого состав бетона или цементного раствора находится под давлением, будет изменяться в зависимости от конкретной конструкции трубы и/или эксплуатационных показателей, типа используемого состава бетона, а также конкретного конечного варианта применения.
Облицованные литьем под давлением стальные трубы и способы их изготовления согласно принципам настоящего изобретения могут стать понятнее при обращении к следующему примеру.
ПРИМЕР
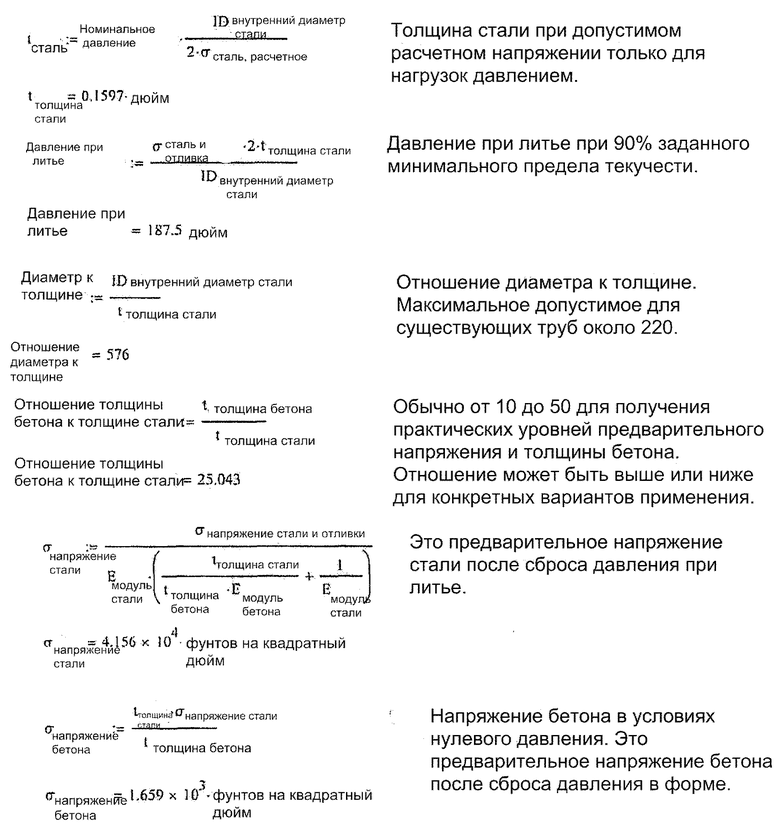
Облицованная литьем под давлением стальная труба, сформированная с использованием узла, показанного на фиг.2, и имеющая металлическую оболочку диаметром приблизительно 92 дюйма, изготовлена посредством подачи состава бетона, содержащего приблизительно 750 фунтов цемента (Тип I/II), 1490 фунтов крупного заполнителя, 1400 фунтов песка, 319 фунтов воды, 60 жидких унций сильной водопоглощающей добавки (Glenium 7700), 10 жидких унций модификатора вязкости (VMA 538) и содержащего малое количество воздушных пустот (2,5%), при этом общий вес состава составлял приблизительно 3959 фунтов. Если необходимо, часть (15-20 вес.%) цементного компонента, указанного в вышеупомянутом составе, может быть заменена расширяющим средством, таким как Komponent от CTS Cement Manufacturing Corp, для компенсации усадки при высыхании и ползучести. Этот состав был подан в литейную камеру для бетона или цементного раствора. Стягивающийся внутренний элемент формы расположен так, что внутренний диаметр полученной затвердевшей бетонной облицовки составил приблизительно 84 дюйма. Металлическая оболочка была выполнена в форме стальной оболочки, имеющей толщину стенки приблизительно 0,16 дюйма. Желательная толщина стенки бетонной облицовки для этой облицованной литьем под давлением стальной трубы составляла приблизительно 4 дюйма. После того как состав бетона был подан в формовочную камеру, в формовочный узел была подана вода таким образом, чтобы она покрывала поверхность состава бетона. Давление воды в узле было повышено до давления, которое производило напряжение в стали, составлявшее приблизительно 90% заданного минимального предела текучести. В этом случае сталь представляла собой X60 с минимальным пределом текучести 60000 фунтов на квадратный дюйм, и таким образом внутреннее давление, требуемое создания 54000 фунтов на квадратный дюйм, составляет приблизительно 188 фунтов на квадратный дюйм. Следует отметить в данном примере, что отношение диаметра к толщине составляет 92/0,16=575, что находится за пределами обычной практики для конструкции водопроводной трубы и возможно только благодаря более толстой бетонной облицовке, способной выдерживать внешние нагрузки от грунта. Давление воды поддерживалось на этом уровне в течение приблизительно 24 часов, вызывая напряжение в стальной трубе приблизительно 54000 фунтов на квадратный дюйм и вызывая ее расширение. После 24 часов отверждения повышенной температурой, например, от 140 до 160°F, стягивающийся внутренний элемент формы был перемещен в его стянутое положение, и давление воды в пределах узла было сброшено, вызывая сокращение стальной трубы на бетонный сердечник, подвергая его сжатию. Полученная облицованная литьем под давлением стальная труба была удалена из узла, и облицованная литьем под давлением стальная труба была оставлена для продолжения затвердевания в условиях давления окружающей среды. Сразу после первоначального отверждения повышенной температурой бетонный сердечник облицованной литьем под давлением стальной трубы находился под напряжением сжатия приблизительно 1659 фунтов на квадратный дюйм. См. ряд уравнений, представленных выше, которые дают пример вычисления.
Признаком описанного изготовления облицованных литьем под давлением стальных труб является использование воды как среды давления вместо использования самого бетона или жидкого цементного раствора как среды для повышения давления. Недостатком использования состава бетона или жидкого цементного раствора как среды давления является возможное повреждение устройства повышения давления, такого как насос и т.п., как вследствие присущей абразивной природы состава бетона, так и из-за изменения реологических характеристик, которые, как известно, происходят в течение времени, когда состав затвердевает, делая проблему поддержания необходимой постоянной силы давления еще более серьезной.
Использование воды как среды давления для повышения давления состава бетона или цементного раствора устраняет эти проблемы и позволяет прилагать постоянное давление к составу бетона таким образом, что это легко осуществлять с использованием обычного насосного оборудования, и таким образом, что на это не влияет отверждение состава бетона. Кроме того, так как состав бетона самовыравнивающийся, он будет в значительной степени действовать как вода и передавать давление, прилагаемое к поверхности состава в форме, металлической оболочке. Это передаваемое давление заставляет металлическую оболочку увеличиваться в диаметре, как это было бы под нормальным гидроиспытательным давлением. Если в ходе процесса повышения давления происходит какая-либо незначительная утечка на любой из уплотнительных поверхностей, устройство повышения давления воды, например насосное устройство, может легко восполнить потерю для поддержания растянутого состояния металлической оболочки. Поскольку состав бетона или цементного раствора может затвердевать под водой, водяная шапка под давлением позволяет составу затвердевать, также сохраняя желательную силу давления при помощи подпиточной воды, даже если существует какая-либо утечка состава цементного раствора или бетона.
Когда сердечник из бетона или цементного раствора подвергнут воздействию необходимого давления в течение необходимой продолжительности времени, давление устраняют посредством выпуска воды из узла, вызывая сокращение металлической оболочки на затвердевшую бетонную облицовку или сердечник, таким образом создавая предварительное напряжение сердечника посредством приложения к нему давления. Как только это происходит, внутренний диаметр облицовки из бетона или цементного раствора также уменьшается, вызывая его сжатие на стягивающемся сердечнике, таким образом устраняя потребность в использовании внутреннего сердечника, который стягивается для обеспечения его извлечения из уже сформированной облицованной литьем под давлением стальной трубы. В предпочтительном варианте осуществления изобретения, когда облицованная литьем под давлением стальная труба находилась под давлением в течение необходимого периода времени, стягивающийся внутренний элемент формы сначала стягивается до сброса давления в пределах узла, таким образом, для исключения повреждения внутреннего элемента формы силой сжатия сердечника и облегчения или упрощения процесса стягивания или иначе уменьшения диаметра внутреннего элемента формы.
В типичном варианте осуществления изобретения формовочный узел конфигурирован таким образом, что давление воды внутри камер 94 и 96 одинаково, например камеры конфигурированы таким образом, что камеры 94 и 96 сообщаются по жидкости друг с другом. В типичном варианте осуществления изобретения, показанном на фиг. 2, вода под давлением будет проходить из камеры 94 в камеру 96 через выступы или центрирующие кольца 70 вследствие отсутствия уплотнения. Если необходимо, могут быть применены пазы и/или отверстия для усиления необходимого прохождения воды между камерами 94 и 96.
Когда внутренний элемент формы сжат и давление сброшено, герметичную крышку 66 удаляют и остальные элементы узла для литья/повышения давления разбирают. Облицованная литьем под давлением стальная труба может быть удалена с опорного кольца 38. Удаленную облицованную литьем под давлением стальную трубу можно транспортировать в необходимое место для дальнейшего отверждения облицовки из бетона или цементного раствора под давлением окружающей среды и в гидратационной окружающей среде, например, где она может подвергаться воздействию воды, как необходимо, для содействия дальнейшему отверждению. В типичном варианте осуществления изобретения состав бетона может быть отлит вертикально и подвергнут воздействию силы давления, составляющей приблизительно 188 фунтов на квадратный дюйм, в течение приблизительно 24 часов, после чего давление сбрасывают, и облицованную литьем под давлением стальную трубу удаляют для обеспечения дальнейшего отверждения под давлением окружающей среды в течение приблизительно двадцати восьми суток. В типичном варианте осуществления изобретения облицованная литьем под давлением стальная труба может отверждаться паром в течение первых 24 часов при сохранении давления при отливке в форме. 24 часа парового отверждения для облицованной литьем под давлением стальной трубы могут быть эквивалентны уровню 7-дневного отверждения в условиях окружающей среды, который обычно составляет 80% прочности за 28 суток. Отверждение паром повышенной температуры ускоряет темп отверждения, позволяя быстрее извлекать облицованную литьем под давлением стальную трубу из узла литья под давлением, таким образом повышая производительность для изготовления следующей облицованной литьем под давлением стальной трубы.
На фиг.3 показан другой типичный узел 200, пригодный для изготовления облицованной литьем под давлением стальной трубы в соответствии с указанными выше принципами, который несколько подобен описанному выше и показанному на фиг.2 тем, что в нем используется стягивающийся внутренний элемент формы и вода, как среда давления, для литья под давлением и формирования облицованной литьем под давлением стальной трубы. В целом, в узле используется цилиндрическая металлическая оболочка 202, содержащая концы 204 и 206 и образующая внешнюю поверхность получаемой облицованной литьем под давлением стальной трубы. Узел 200 включает кольцевое опорное кольцо 208, которое расположено в нижней части узла и которое находится в уплотненном контакте с внутренней поверхностью конца 206. Опорное кольцо может быть конфигурировано в целом подобно опорному кольцу, описанному выше и используемому в узле, показанном на фиг.2.
В целом цилиндрическая нагнетательная труба 210 расположена концентрически внутри металлической оболочки 202 и проходит продольно вверх от опорного кольца 208 к верхнему кольцу нагнетательной трубы 212, которое находится в контакте с узлом 213 верхней крышки, расположенным в верхней секции узла 200. Нагнетательная труба в целом конфигурирована так же, как описано выше для узла, показанного на фиг.2, и включает вход 214 для воды, проходящий сквозь часть стенки для приема воды для повышения давления в узел.
Стягивающийся внутренний элемент 216 формы расположен в радиальном направлении между металлической оболочкой 202 и нагнетательной трубой 210. Стягивающийся внутренний элемент формы конфигурирован подобно описанному выше для узла, показанного на фиг.2, и применен для формирования вместе с металлической оболочкой литейной камеры или полости 218 для приема и отливки в нее состава бетона или раствора. Верхнее и нижнее усиливающие кольца или пояса 220 и 222 используются для удерживания стягивающегося внутреннего элемента формы в необходимом радиальном положении.
К узлу 213 верхней крышки прикреплено верхнее кольцо 224, расположенное поверх конца 204 металлической оболочки, и кольцевой уплотнительный элемент 226 может использоваться для формирования необходимого уплотнения между концом и верхним кольцом. Верхнее кольцо 224 включает внутренний диаметр, который вместе с наружным диаметром стягивающегося внутреннего элемента формы формирует в нем литейную полость 228. Верхнее кольцо 224 включает, по меньшей мере, один выступ или кольцо 230, проходящее вниз и соответствующее внешней поверхности стягивающегося внутреннего элемента 216 формы, для ограничения его радиального перемещения в ходе процесса литья под давлением.
К верхнему концу нагнетательной трубы 210 прикреплена верхняя кольцевая секция 212. Поверх верхней кольцевой секции 212 нагнетательной трубы 210 расположен узел 213 верхней крышки. Узел 213 верхней крышки включает загрузочную трубу 232, которая проходит сквозь отверстие, которое проходит через верхнее круглое кольцо 236 и нижнее круглое кольцо 231 узла 213 верхней крышки, для обеспечения подачи состава бетона или раствора в литейную полость 218 и 228 перед повышением давления. Загрузочная труба 232 может включать водонепроницаемый соединительный конец для прикрепления к пригодному устройству подачи бетона или цементного раствора, такому как трубопровод и т.п. В типичном варианте осуществления изобретения загрузочная труба 232 имеет диаметр приблизительно 4 дюйма для облегчения закачивания или отливки через нее состава бетона или раствора. В типичном варианте осуществления изобретения узел 213 верхней крышки и верхнее кольцо 224 скомбинированы как сваренный элемент в районе нижнего круглого кольца 231.
Узел 213 верхней крышки составлен из верхнего круглого кольца 236 и нижнего круглого кольца 231, которые отнесены друг от друга и прикреплены друг к другу угловыми пластинами. Узел 213 верхней крышки расположен в плотном контакте с кольцевыми уплотнениями 234 и 226. Узел верхней крышки удерживается на месте при помощи запорного элемента 238, такого как пружинящее стопорное кольцо и т.п. В типичном варианте осуществления изобретения запорный элемент 238 является пружинящим стопорным кольцом, которое расположено в запертое положение зацеплением в пазу, расположенном вдоль смежной поверхности концевого кольца 212, прикрепленного к нагнетательной трубе 210.
Материалы, используемые для формирования всех элементов, указанных выше для узла 200, могут быть такими же, как используемые для формирования аналогичных элементов, указанных выше для узла 30, показанного на фиг.2.
Конфигурированный таким образом узел 200 работает следующим образом для формирования облицованной литьем под давлением стальной трубы. По сравнению с узлом, показанным на фиг.2, узел, показанный на фиг.3, позволяет устанавливать и запирать в положение узел 213 верхней крышки до подачи состава бетона или раствора в узел. Желательный объем состава бетона или раствора затем подают, например, заливают или закачивают в узел посредством загрузочной трубы, заполняя камеру 218 и, по меньшей мере, часть камеры 228.
Как показано на фиг.3 и как описано выше для узла, показанного на фиг.2, уровень загрузки состава бетона или цементного раствора составляет необходимое расстояние выше конца 204 для учета снижения уровня поверхности бетона при повышении давления вследствие расширения наружу металлической оболочки. В типичном варианте осуществления изобретения узел 200 может включать другую трубу, которая расположена с отнесением приблизительно на 180 градусов от загрузочной трубы и которая может использоваться как контрольная труба для определения того, что желательный уровень поверхности бетона достигнут. Если необходимо, в контрольной трубе может быть размещен поплавок и т.п. для обеспечения точного определения уровня загрузки.
Когда состав бетона или цементного раствора подан, загрузочную трубу закрывают, и в узел через вход 214 подают воду под необходимым давлением. Вода под давлением заполняет кольцевой зазор между нагнетательной трубой 210 и стягивающимся внутренним элементом 216 формы и затем проходит поверх верхней кромки стягивающегося внутреннего элемента формы и входит в литейную полость 228, где она действует для повышения давления состава бетона или цементного раствора. Давление воды действует для приложения необходимого давления напряжения к составу бетона или цементного раствора, который передает его металлической оболочке подобно тому, как описано выше для узла, показанного на фиг.2.
На фиг.4 показан другой типичный узел 100, пригодный для изготовления облицованной литьем под давлением стальной трубы в соответствии с указанными выше принципами. В отличие от типичных узлов, показанных на фиг.2 и 3, в которых используется стягивающаяся внутренняя форма, в варианте выполнения узла, показанном на фиг.4, используется стеночный элемент, например диафрагма, стекловолоконная труба и т.п., которая может использоваться для формирования внутреннего диаметра бетонной облицовки в ходе отливки и литья под давлением и может извлекаться из бетонной облицовки, когда облицованная литьем под давлением стальная труба сформирована, посредством сброса первоначального давления расширения в камере 152.
В узле 100 используются металлическая оболочка 102 и концы 104 и 106, которые прикреплены к противоположным соответствующим верхнему и нижнему концам оболочки. Оболочка и концы могут быть такими же, как описанные выше и показанные на фиг.2 и 3. Кольцевое опорное кольцо 108 расположено у основания узла 100 и содержит паз 110, проходящий по окружности вдоль наружного диаметра и имеющий размер и форму для расположения в нем уплотнительного элемента 112 для формирования уплотнения относительно внутренней поверхности конца 106. Опорное кольцо также включает секцию 114 внутреннего диаметра, которая конфигурирована для размещения нижнего конца нагнетательной трубы.
Опорное кольцо 108 также включает механизм для вхождения в контакт и формирования уплотнения со стеночным элементом 116. В типичном варианте осуществления изобретения механизм выполнен в форме уплотнительного кольца 118, которое конфигурировано для посадки внутрь паза 120, расположенного вдоль верхней поверхности кольца и которое может с возможностью отделения прикрепляться к кольцу резьбовым крепежным средством 122. Уплотнительное кольцо конфигурировано для контакта с оконечной частью стеночного элемента, прикрепляя его с уплотнением к опорному кольцу. Уплотнительный элемент 124 может использоваться, в случае необходимости, для обеспечения необходимого уплотнения между стеночным элементом и опорным кольцом.
Ближе к верхней части узла 100 верхнее кольцо 126 содержит внешнюю секцию 128, которая расположена поверх части конца 104, и один или более кольцевых уплотнительных элементов 130 расположены внутри соответствующих пазов 132, расположенных по окружности вокруг конца 104, для обеспечения уплотнения относительно внешней секции 128. Верхнее кольцо 126 включает верхнюю секцию 134, которая расположена против верхней секции 136, которая соединена с нагнетательной трубой 138. Нагнетательная труба проходит продольно между опорным кольцом и верхней секцией и расположена концентрически внутри стеночного элемента 116. Верхняя секция 136 содержит паз 140, имеющий находящийся в нем кольцевой уплотнительный элемент 142, который обеспечивает необходимое уплотнение относительно внутренней секции 134 верхнего кольца.
Стеночный элемент 116 прикреплен к верхней секции пригодным крепежным механизмом 144 в зависимости от типа материала, который выбран для использования в качестве стеночного элемента. Когда стеночный элемент выполнен форме резиновой диафрагмы, крепежный механизм, используемый для ее прикрепления к верхней секции, может быть стягиваемой полосой подобным средством. Следует понимать, что конкретный тип и/или конфигурация крепежного механизма, используемого для прикрепления стеночного элемента 116 к верхней секции и опорному кольцу, может и будет изменяться в зависимости от типа материала и/или конструкции, которая используется для его формирования. Например, когда стеночный элемент 116 выполнен в форме твердого, но растяжимого материала, например, как стекловолоконная труба и т.п., крепежные механизмы могут отличаться от описанных выше. Однако их функция в целом состоит в облегчении прикрепления концов стеночного элемента к соответствующей верхней секции и кольцевому элементу и также осуществлении этого таким образом, чтобы минимизировать и/или исключать любую нежелательную утечку материала с обеих сторон стеночного элемента.
В типичном варианте осуществления изобретения верхняя уплотнительная крышка 148 приварена к верхнему кольцу 128 для герметизации формовочного узла. В таком типичном варианте осуществления изобретения верхняя уплотнительная крышка 148 включает загрузочную трубу (как показано в узле, показанном на фиг.3), которая проходит сквозь крышку 148 для подачи желательного объема состава бетона или раствора в узел.
Узел 100, показанный на фиг.4, используется для формирования облицованной литьем под давлением стальной трубы следующим образом. Когда желательный объем состава бетона или раствора залит, закачан или подан иначе в полость формы или камеру 146 до необходимого уровня внутри водяной камеры 150 (как указано выше, для компенсации понижения уровня поверхности бетона при повышении давления), и источник загрузки бетона или цементного раствора герметически перекрыт, воду под давлением подают в узел 100 таким образом, что она покрывает поверхность отлитого состава бетона или раствора и заполняет водяную камеру 150, расположенную внутри верхнего кольца 128.
В одном варианте выполнения узла 100 стеночный элемент 116 является пассивным элементом, таким как резиновая диафрагма и т.п., и узел содержит кольцевую камеру или полость 152, которая заполняется необходимым объемом жидкости, такой как вода. Когда давление воды в формовочной камере 150 увеличено до необходимого уровня, давление воды в кольцевой полости 152 увеличивается пассивной реакцией непосредственно на нагнетательную трубу. В этом варианте осуществления изобретения никакой реальной силы не прилагают к самому стеночному элементу, так как жидкость в диафрагме, то есть вода, является несжимаемой.
В другом варианте выполнения узла 100 стеночный элемент 116 является активным элементом, таким как стекловолоконная труба, которая расположена концентрически вокруг нагнетательной трубы. В этом варианте осуществления изобретения до отливки бетонного сердечника давление в кольцевой камере или полости 152, существующей между нагнетательной трубой и трубой, повышается жидкостью, такой как вода, и труба расширяется под давлением. Жидкость под давлением в пределах полости 152 герметически закупорена, и воду под давлением подают в формовочную камеру 150, как описано выше, для осуществления литья под давлением облицовки из цементного раствора или бетона.
Давление воды, которое используют для литья под давлением состава бетона или цементного раствора в этом варианте осуществления изобретения, а также продолжительность процесса литья под давлением могут быть такими же, как описанные выше для узлов, показанных на фиг.2 и 3. В ходе этого процесса литья под давлением вода прилагает давление к составу бетона или цементного раствора, и это давление передается металлической оболочке, вызывая напряжение оболочки и расширение наружу на необходимую величину.
По истечении заданного периода времени давление воды в пределах формовочной камеры 150 сбрасывают, вызывая вхождение металлической оболочки в контракт с затвердевшей облицовкой из бетона или цементного раствора, вводящее ее в сжатое состояние и вызывающее уменьшение внутреннего диаметра облицовки из бетона или цементного раствора. Жидкость в кольцевой камере 152 обоих вариантов осуществления изобретения, указанных выше, затем выпускают из нее, вызывая сокращение диафрагмы в одном варианте осуществления изобретения и стекловолоконной трубы в другом варианте осуществления изобретения и отделение от внутреннего диаметра затвердевшей облицовки из бетона или цементного раствора, таким образом позволяя извлекать сформированную облицованную литьем под давлением стальную трубу из узла. Элементы узла затем разбирают, и полученную облицованную литьем под давлением стальную трубу можно удалять, как описано выше для вариантов выполнения узла, показанных на фиг.2 и 3.
В целом, облицованные литьем под давлением стальные трубы, имеющие описанную выше конструкцию, отливают под давлением с использованием узлов и согласно способам, указанным выше, за период одних суток или за 24 часа, позволяя составу бетона или цементного раствора схватываться и первоначально затвердевать. Составы бетона или цементного раствора, используемые для формирования облицованных литьем под давлением стальных труб, согласно настоящему изобретению могут включать необходимое количество расширяющей добавки или средства для достижения увеличенной и/или постоянной величины предварительного напряжения, когда облицованная литьем под давлением стальная труба продолжает затвердевать в ходе литья под давлением и после него. Использование расширяющей добавки может также компенсировать усадку при отверждении и высыхании, которая происходит в ходе отверждения сердечника из бетона или цементного раствора, и ползучесть бетона или цементного раствора, вызванную напряжением сжатия, прилагаемого к бетонной облицовке стальным цилиндром. Использование расширяющей добавки может помочь сохранить максимальное предварительное напряжение в бетонном сердечнике и металлической оболочке относительно напряжения под давлением в металлической оболочке в ходе этапов процесса литья под давлением и отверждения.
В типичном варианте осуществления изобретения может не быть возможным или необходимым литье под давлением выше приблизительно 90% заданного минимального предела текучести. Сброс давления в ходе процесса литья под давлением понижает напряжение стали в облицованной литьем под давлением стальной трубе до величины существенно ниже 90% заданного минимального предела текучести. В этот момент присутствие расширяющей добавки в составе бетона или цементного раствора может прилагать большее напряжение к стали для возмещения потерь от ползучести и сжатия без перенапряжения стали. Желательно, чтобы расширяющие добавки, используемые для этого, имели время задержки от начального отверждения бетона, которое позволяет бетону достаточно схватываться для противодействия предварительному напряжению стали, и затем позже (после того, как давление сброшено, и труба удалена из формовочного узла) расширяемый бетон добавляет предварительное напряжение стали, не вводя сталь в состояние за пределами расчетной текучести. Ползучесть и усадка при высыхании также происходят после того, как труба удалена из формы для литья под давлением, и таким образом эти два противоположных эффекта возмещают друг друга после того, как труба отлита под давлением.
Соответствующие расширяющие добавки, полезные для этой цели, включают доступные под названием продукта Komponent от CTS Cement Manufacturing Corp. для компенсации усадки при высыхании и ползучести. В типичном варианте осуществления изобретения расширяющая добавка может составлять до около 15 или 20 вес.% цементного компонента, используемого в составе бетона. Следует понимать, что любое возможное использование расширяющей добавки и количество любой такой добавки могут и будут изменяться в зависимости от многих факторов, таких как материалы, используемые для формирования трубы, критерии технического проектирования и эксплуатационные параметры, и конечный вариант применения.
В типичном варианте осуществления изобретения давление при литье задано на уровне 90% заданного минимального предела текучести в ходе отверждения. Начальное предварительное напряжение бетонного сердечника уменьшается усадкой при затвердевании бетона, усадкой при высыхании бетона плюс ползучестью бетонной облицовки и стальной трубы. Эти потери таковы, что полное расчетное напряжение, возможное для стального цилиндра, не может быть достигнуто без удаления всего предварительного напряжения, приложенного к бетонной облицовке, и или создания растяжения бетонной облицовки, или создания возможности образования вредного кольцевого зазора между бетонной облицовкой и стальной трубой в ходе работы. Следует отметить, что малые кольцевые зазоры или растяжение в бетоне являются приемлемыми и это доказано бетонной и стальной трубой, такой как труба AWWA C300, но избыточная деформация в стальной оболочке должна быть исключена. Бетонная облицовка может быть заделана в стальную трубу для предотвращения образования этого кольцевого зазора, таким образом создавая напряжение бетонной облицовки при работе. Все эти варианты возможны и могут быть желательными для конкретных вариантов применения.
В предпочтительном варианте осуществления изобретения облицовка из бетона или цементного раствора находится под очень малым предварительным напряжением от стального цилиндра при рабочих давлениях, или стальной цилиндр расширяется на очень ограниченную величину свыше свободного диаметра сердечника из бетона или цементного раствора при рабочих давлениях. Это позволяет использовать все допустимое расчетное напряжение в стальной трубе для противодействия внутреннему давлению, в то время как облицовка и поддержка обратной засыпкой могут использоваться для противодействия нагрузкам от грунта при заглублении плюс весу трубы и весу воды. Количество расширяющей добавки, требуемой для достижения предпочтительного варианта осуществления изобретения, будет зависеть от давления при отливке, коэффициентов ползучести, коэффициентов усадки и необходимого рабочего напряжения в стальной трубе. Полная конструкция трубы предусматривает восстанавливаемую усадку при высыхании. Приблизительно 70% усадки при высыхании являются реверсивными, когда труба заполняется водой, и бетонная облицовка может повторно поглощать потерянную в ходе высыхания воду. Это повторное разбухание бетона может использоваться как часть суммарного предварительного напряжения бетонной облицовки, включая все различные потери и приращения, связанные с начальным литьем под давлением, усадкой при высыхании и отверждении, расширением бетона от расширяющей добавки плюс ползучестью в стали и бетонной облицовке под длительной нагрузкой.
Признаком облицованных литьем под давлением стальных труб, выполненных как указано выше, является то, что они содержат облицовку из бетона или цементного раствора, которая способна обеспечивать степень коррозионной стойкости, которая соответствует обеспечиваемой в настоящее время цилиндрической трубой с предварительно напряженным бетоном, стальной цилиндрической трубой с армированным бетоном и обычной стальной трубой с бетонной облицовкой, например, порядка 50 лет. Кроме того, такие облицованные литьем под давлением стальные трубы содержат металлическую оболочку, которая вводит бетонную облицовку в сжатое состояние и которая делает это таким образом, что труба является более жесткой и не подверженной внезапному отказу по сравнению с цилиндрической трубой с предварительно напряженным бетоном, например, из-за коррозии и разрушения натяжной проволоки. Кроме того, металлическая оболочка может быть легко покрыта соответствующим полимерным материалом и т.п., который способен обеспечивать необходимую степень диэлектрической защиты/сопротивления от нежелательных эффектов коррозийной окружающей среды или катодной интерференции. Кроме того, металлическая оболочка может быть легко отремонтирована при помощи приваренной накладки и т.п., если выявлена корродированная секция, без необходимости выводить трубу из эксплуатации и/или без необходимости извлекать трубу из ее заглубленного положения.
Кроме того, облицованные литьем под давлением стальные трубы, выполненные как указано выше, могут быть сформированы в ходе одного этапа литья под давлением, причем бетонную облицовку формируют на месте, и сила предварительного напряжения прилагается к металлической оболочке, которая впоследствии действует для введения бетона в сжатое состояние, таким образом исключая множество этапов, что позволяет экономить время и трудовые затраты. Кроме того, облицованные литьем под давлением стальные трубы, выполненные с использованием воды как создающей давление среды, как указано выше, исключают возможность отказа насоса в ходе процесса создания давления, что могло бы приводить к отбраковке узла, потере материала, трудовых затрат и снижению производственной эффективности.
Кроме того, облицованные литьем под давлением стальные трубы, выполненные согласно принципам изобретения, обеспечивают получение конструкции трубы, которая очень стойкая в ходе транспортировки и установки. Обычная стальная труба с бетонной облицовкой настолько гибкая, что необходимы распорное крепление или деревянные или металлические опоры внутри трубы для предотвращения чрезмерного изгибания трубы и смятия и/или разрушения облицовки. Более толстая облицовка со сжатием, прилагаемым к облицовке от стали, связанной с облицованной литьем под давлением стальной трубой, делает трубу очень прочной при транспортировке и заглублении без крепежа, что обеспечивает дополнительное снижение расходов по сравнению с обычной стальной трубой с бетонной облицовкой. Представленные выше уравнения дают примерное сравнение жесткости обычной стальной трубы и облицованной литьем под давлением стальной трубы.
Другие модификации и изменения конструкций облицованной литьем под давлением стальной трубы и способы, и узлы для ее изготовления, согласно принципам настоящего изобретения будут очевидны для специалистов в данной области техники. Таким образом, следует понимать, что в рамках прилагаемой формулы изобретения настоящее изобретение может быть осуществлено иначе, чем конкретно описано.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Щит для проходки тоннелей и подземных трубопроводов | 1937 |
|
SU54054A1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2024 |
|
RU2824699C1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, ФИТИНГ И ЭЛЕМЕНТЫ СОЕДИНЕНИЯ ТРУБ | 1996 |
|
RU2140601C1 |
| СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ | 1993 |
|
RU2104439C1 |
| Железобетонная труба и способ ее изготовления | 1988 |
|
SU1681115A1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ХРАНЕНИЯ ЭЛЕКТРОЛИТА И ОБНАРУЖЕНИЯ НЕИСПРАВНОСТЕЙ В ПРОТОЧНЫХ БАТАРЕЯХ | 2017 |
|
RU2747794C2 |
| Способ укрепления железобетонной водопропускной трубы | 2024 |
|
RU2833228C1 |
| СПОСОБ ВОЗВЕДЕНИЯ БЕТОННОЙ ОБЛИЦОВКИ ТОННЕЛЕЙ | 1936 |
|
SU54113A1 |
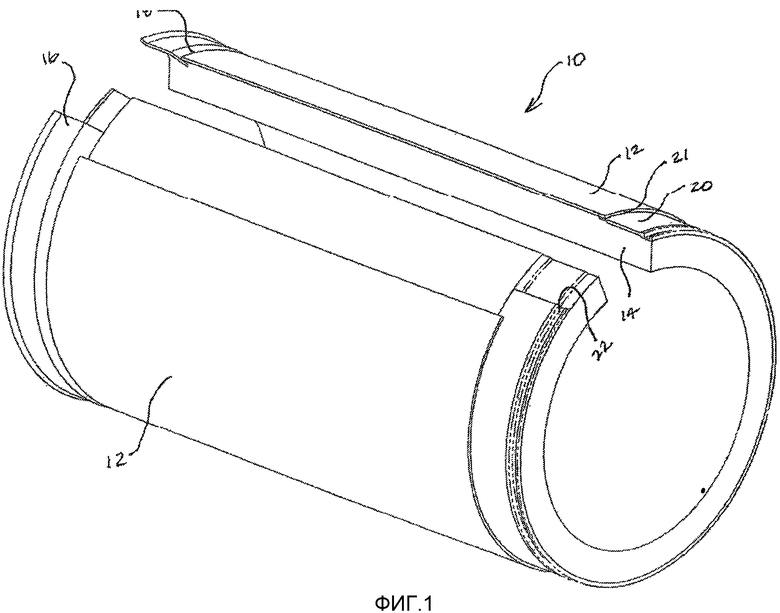
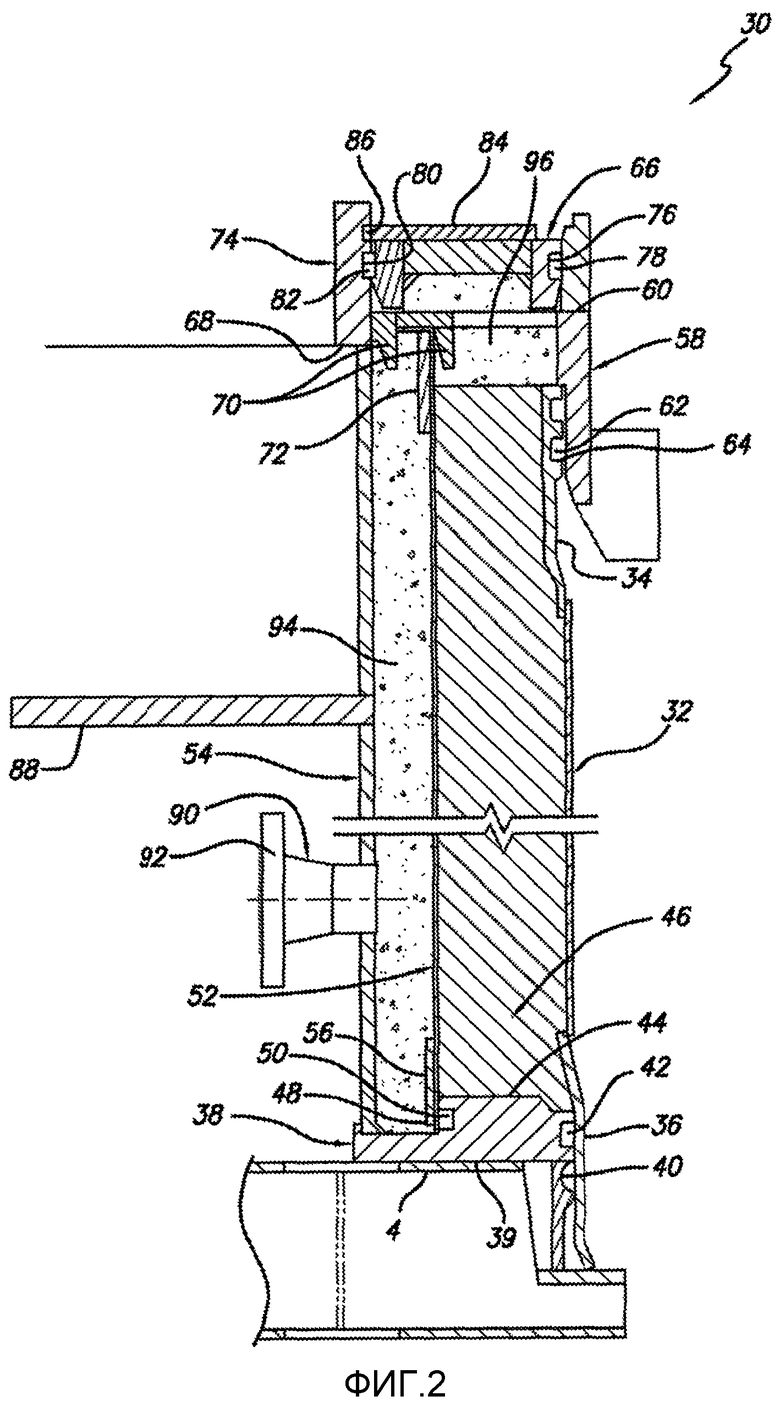
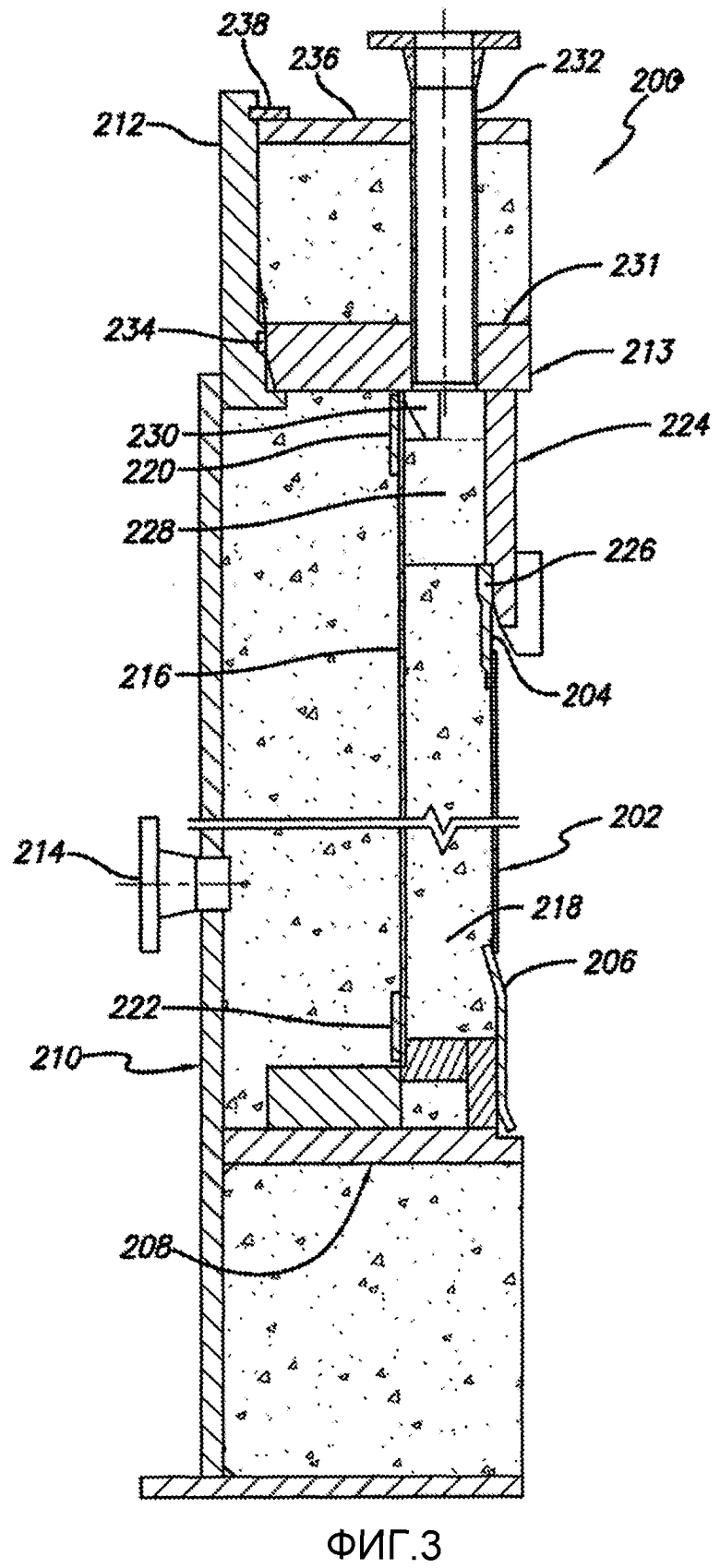
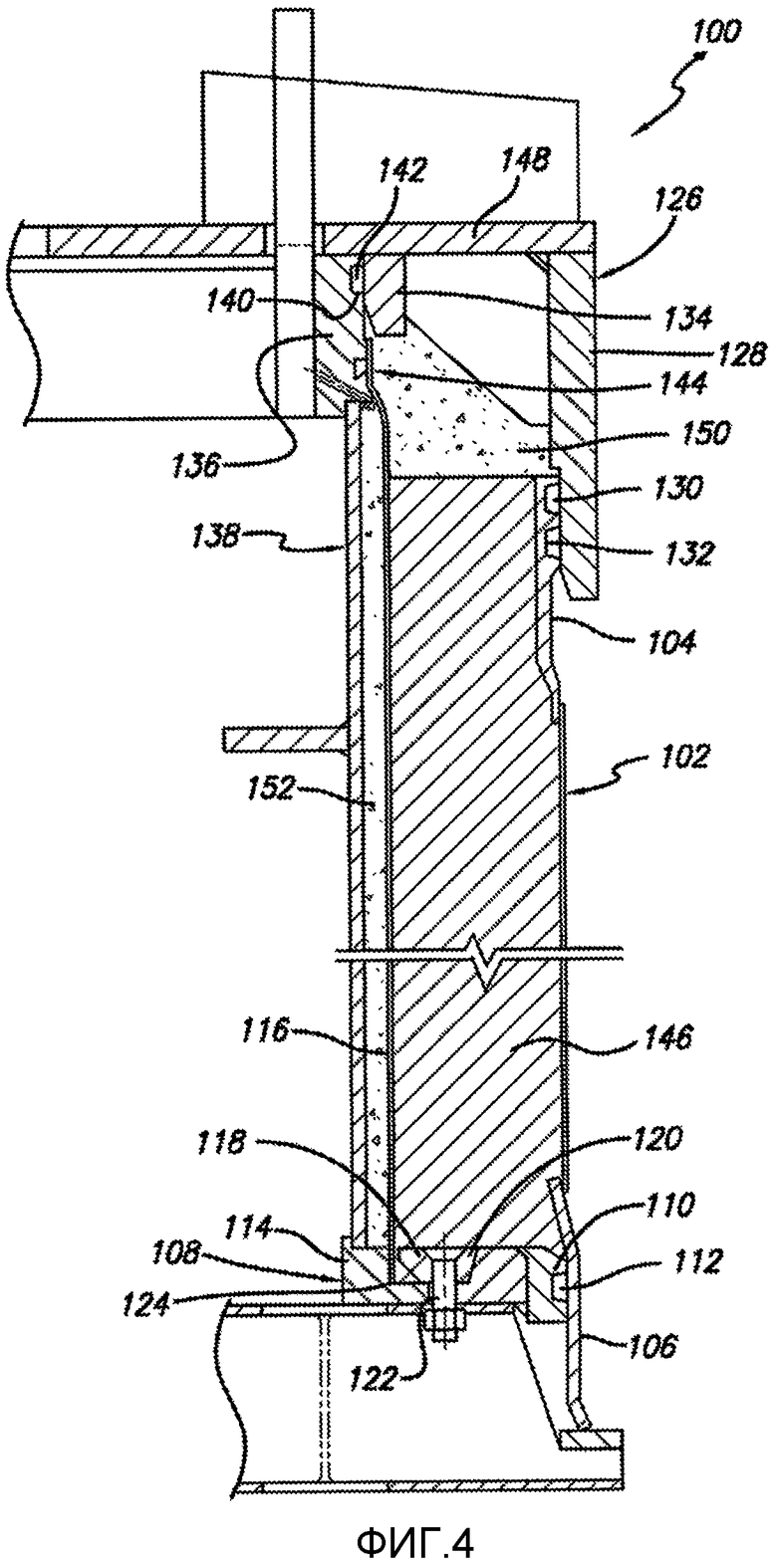
Изобретение относится к стальным трубам, облицованным бетоном. Сущность изобретения: облицованная литьем под давлением стальная труба, которая введена в эксплуатацию для транспортировки жидкой среды, содержит кольцевую облицовку из бетона или цементного раствора, образующую внутренний диаметр трубы, металлическую оболочку, окружающую облицовку. Облицовка находится в прямом контакте с внутренней поверхностью стенки металлической оболочки, при этом облицовка находится в предварительно напряженном состоянии посредствам металлической оболочки в первоначальном состоянии до ввода трубы в эксплуатацию для транспортировки жидкой среды. Предварительное напряжение облицовки в конечном состоянии по существу исключено, когда она введена в эксплуатацию для транспортировки жидкой среды. Техническим результатом изобретения является обеспечение жесткости трубы и коррозионной стойкости. 6 н. и 27 з.п. ф-лы, 4 ил., 1 пр.
1. Облицованная литьем под давлением стальная труба, которая введена в эксплуатацию для транспортировки жидкой среды, содержащая:
кольцевую облицовку из бетона или цементного раствора, образующую внутренний диаметр трубы; и
металлическую оболочку, окружающую облицовку,
в которой облицовка находится в прямом контакте с внутренней поверхностью стенки металлической оболочки, при этом облицовка находится в предварительно напряженном состоянии посредствам металлической оболочки в первоначальном состоянии до ввода трубы в эксплуатацию для транспортировки жидкой среды, причем предварительное напряжение облицовки в конечном состоянии по существу исключено, когда она введена в эксплуатацию для транспортировки жидкой среды.
2. Труба по п.1, в которой отношение толщины стенки облицовки и металлической оболочки находится в диапазоне от около 5:1 до 80:1.
3. Труба по п.1, в которой отношение толщины стенки облицовки и металлической оболочки находится в диапазоне от около 10:1 до 50:1.
4. Труба по п.1, в которой толщина стенки металлической оболочки находится в диапазоне от около 0,06 до 0,75 дюйма, и толщина стенки облицовки находится в диапазоне от около 1,5 до 10 дюймов.
5. Труба по п.1, также содержащая покрытие из диэлектрического материала, расположенное вдоль внешней поверхности металлической оболочки.
6. Труба по п.1, в которой бетонная облицовка сформирована на месте, при этом незатвердевший состав бетона или цементного раствора и металлическая оболочка подвергаются давлению посредствам прямого контакта между незатвердевшим составом бетона или цементного раствора и жидкой средой под давлением для введения облицовки в состояние сжатия, когда облицовка затвердела и давление сброшено.
7. Труба по п.1, в которой толщина стенки металлической оболочки составляет приблизительно от 0,06 до 0,75 дюйма, при этом толщина стенки облицовки приблизительно в 10-50 раз больше толщины стенки оболочки.
8. Облицованная литьем под давлением стальная труба, содержащая:
кольцевую облицовку из бетона или цементного раствора, образующую внутренний диаметр трубы; и
металлическую оболочку, окружающую облицовку и имеющую толщину стенки приблизительно от 0,06 до 0,75 дюйма,
в которой облицовка имеет толщину стенки, которая приблизительно в 10-50 раз больше толщины стенки оболочки, причем облицовка находится в прямом контакте с внутренней поверхностью стенки металлической оболочки, при этом облицовка затвердевает на месте вплотную к металлической оболочки посредством прямого контакта с жидкой средой под давлением для введения затвердевшей облицовки в состояние сжатия металлической оболочкой.
9. Труба по п.8, в которой, когда труба находится в первоначальном состоянии и не введена в эксплуатацию для транспортировки жидкой среды, облицовка находится в предварительно напряженном состоянии, а когда труба находится в конечном состоянии и введена в эксплуатацию для транспортировки жидкой среды, предварительное напряжение на облицовку существенно ограничено.
10. Способ изготовления облицованной литьем под давлением стальной трубы, содержащий этапы, на которых осуществляют:
подачу объема состава бетона или раствора в форму, образованную между металлической оболочкой вдоль наружного диаметра и подвижного сердечником вдоль внутреннего диаметра;
воздействие силой давления на состав для расширения металлической оболочки, причем сила давления обеспечена жидкостью под давлением, находящейся в прямом контакте с поверхностью состава;
сброс давления после достижения составом бетона или раствора степени отверждения для формирования облицовки из бетона или цементного раствора, причем этап сброса давления вызывает приложение силы сжатия металлической оболочкой к облицовке; и
удаление подвижного сердечника из внутреннего диаметра облицовки.
11. Способ по п.10, в котором жидкость под давлением является водой.
12. Способ по п.10, в котором подвижный сердечник выполнен в форме эластомерного элемента.
13. Способ по п.10, в котором подвижный сердечник выполнен в виде стягивающегося твердого элемента.
14. Способ по п.10, в котором подвижный сердечник выполнен в форме цилиндрической жесткой конструкции, которая может расширяться для формирования облицовки и сжиматься для удаления сердечника после литья под давлением.
15. Способ по п.10, в котором подвижный сердечник выполнен в виде стальной трубы высокой прочности.
16. Способ по п.10, в котором подвижный сердечник выбран из группы материалов, состоящей из армированной волокном полимерной трубы, пластмассовой трубы и их комбинаций.
17. Способ по п.10, в котором состав бетона или цементного раствора включает расширяющую добавку, которая с металлической оболочкой способствует приложению сжимающего усилия к облицовке.
18. Способ по п.10, в котором форма содержит кольцевую камеру, которая ориентирована вертикально.
19. Облицованная литьем под давлением стальная труба, выполненная согласно способу по п.10, в которой облицовка из бетона или цементного раствора находится в прямом контакте с внутренней поверхностью стенки металлической оболочки.
20. Облицованная литьем под давлением стальная труба, выполненная согласно способу по п.10, в которой облицовка из бетона или цементного раствора имеет толщину стенки, которая приблизительно в 10-50 раз больше толщины стенки стальной оболочки.
21. Способ по п.10, в котором, когда труба находится в первоначальном состоянии и не введена в эксплуатацию для транспортировки жидкой среды, облицовка находится в предварительно напряженном состоянии, а когда труба находится в конечном состоянии и введена в эксплуатацию для транспортировки жидкой среды, предварительное напряжение на облицовку существенно ограничено.
22. Узел для литья под давлением для изготовления облицованной стальной трубы, содержащий:
цилиндрическую металлическую оболочку, образующую внешнюю часть трубы;
опорный элемент, в рабочем положении соединенный с нижней частью металлической оболочки;
верхний элемент, в рабочем положении соединенный с верхней частью металлической оболочки;
внутренний элемент формы, расположенный концентрически внутри металлической оболочки;
кольцевую камеру, расположенную между металлической оболочкой и внутренним элементом формы для размещения в ней объема состава бетона или раствора; и
средство для подачи жидкой среды для повышения давления в форму и в прямой контакт с поверхностью состава бетона или раствора для расширения составом металлической оболочки,
в котором диаметр внутреннего элемента формы может уменьшаться, когда состав достигает заданной степени отверждения.
23. Узел для литья под давлением по п.22, в котором жидкая среда для повышения давления является водой.
24. Узел для литья под давлением по п.22, также содержащий нагнетательную трубу, которая расположена концентрически внутри внутреннего элемента формы.
25. Узел для литья под давлением по п.22, в котором жидкая среда для повышения давления находится внутри кольцевой камеры для жидкости, расположенной между нагнетательной трубой и внутренним элементом формы.
26. Узел для литья под давлением по п.25, в котором давление жидкой среды для повышения давления является приблизительно одинаковым на поверхности состава бетона или раствора и внутри кольцевой камеры для жидкости.
27. Узел для литья под давлением по п.22, также содержащий уплотнительное средство для содержания состава бетона или цементного раствора в пределах кольцевой камеры в ходе операции повышения давления с использованием жидкой среды для повышения давления.
28. Узел для литья под давлением по п.22, в котором верхний элемент включает верхнее кольцо, расположенное поверх конца металлической оболочки.
29. Узел для литья под давлением по п.28, в котором поверхность состава бетона или цементного раствора перед повышением давления находится выше конца металлической оболочки и расположена внутри верхнего кольца.
30. Узел для литья под давлением по п.22, в котором кольцевая камера ориентирована вертикально.
31. Узел для литья под давлением по п.22, в котором внутренний элемент формы представляет собой твердый цилиндрический элемент, имеющий противоположные продольные кромки, которые могут перемещаться для уменьшения диаметра элемента.
32. Узел для литья под давлением по п.22, в котором внутренний элемент формы является резиновым элементом.
33. Узел для литья под давлением по п.22, в котором внутренний элемент формы представляет собой твердый цилиндрический элемент, который может расширяться и сокращаться на достаточную величину для обеспечения формирования облицовки и отделения от него облицовки.
| FR 1264614 A, 23.06.1961 | |||
| Предварительно напряженная железобетонная емкость для хранения и транспортирования сжатых жидкостей и газов | 1983 |
|
SU1105592A1 |
| Способ изготовления железобетонных труб | 1989 |
|
SU1668594A1 |
| Способ изготовления бетонных изделий | 1937 |
|
SU53114A1 |
| US 5791378 A, 11.08.1998 | |||
| US 6076562 A, 20.06.2000 | |||
| US 4247516 A, 27.01.1981. | |||

