Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочной, подвергнутой отжигу с гальванизацией листовой стали и к способу ее изготовления.
Настоящая заявка претендует на приоритет японской патентной заявки №2009-200467, поданной 31 августа 2009 г., японской патентной заявки №2009-217578, поданной 18 сентября 2009 г., и японской патентной заявки №2009-216986, поданной 18 сентября 2009 г., содержание которых включено в настоящий документ посредством ссылки.
Уровень техники
Типичный пример снабженной покрытием листовой стали, обладающей благоприятной коррозионной стойкостью, представляет собой отожженная и гальванизированная листовая сталь. Отожженную и гальванизированную листовую сталь обычно изготавливают, обезжиривая листовую сталь, подогревая листовую сталь в неокислительной печь или в печи с непосредственным нагревом, проводя восстановительный отжиг в восстановительной печи для очистки поверхности и обеспечения качества материал, погружая листовую сталь в ванну для гальванизации, регулируя нанесенное количество расплавленного цинка и осуществляя легирование. Поскольку листовая сталь обладает превосходной коррозионной стойкостью, способностью к адгезии покрытию и подобными свойствами, листовую сталь широко используют, главным образом, для изготовления автомобилей, строительных материалов и подобного.
В частности, в последние годы, чтобы одновременно обеспечить функцию защиты пассажиров в случае столкновения и уменьшить массу для повышения пробега в расчете на единицу топлива в автомобильной промышленности, появился спрос на увеличение прочности гальванизированной листовой стали. Как правило, однако, повышение прочности приводит к ухудшению пригодности к формованию, и, таким образом, требуется разработка способа повышения прочности при одновременном сохранении пригодности к формованию.
Примеры способа повышения прочности при одновременном сохранении пригодности к формованию включают способы, которые описаны в патентных документах 1 и 2. Данные способы предусматривают повышение прочности и одновременно обеспечивают благоприятную пригодность к формованию путем диспергирования остаточного аустенита в стали и использования того факта, что остаточный аустенит вызывает генерацию напряжений и генерацию деформацию во время обработки. В листовой стали, как описано в патентных документах 1 и 2, используют С, Si, и Mn в качестве основных легирующих элементов, отжиг осуществляют в двухфазной области, содержащей феррит (α) + аустенит (γ), и затем термическую обработку осуществляют в температурной области, составляющей приблизительно от 300°С до 450°С, реализуя тем самым бейнитное превращение и получая остаточный аустенит даже при комнатной температуре. Однако поскольку карбиды, в том числе цементит, склонны к осаждению во время термической обработки при температуре от 300°С до 450°С, и аустенит разлагается, необходимо добавлять Si или Al.
Однако поскольку Si и Al более склонны к окислению, чем Fe, вероятно, что оксиды, содержащие Si или Al, образуются на поверхности указанной выше листовой стали. Эти оксиды обладают слабой смачиваемостью по отношению к расплавленному Zn, и, таким образом, для листовой стали, содержащей Si или Al, существует проблема образования областей, которые не содержат покрытия. Кроме того, указанные выше оксиды ингибируют реакцию диффузионного легирования между Zn и Fe. Таким образом, в листовой стали, содержащей Si или Al, требуется более продолжительный процесс легирования при высокой температуре по сравнению с низкоуглеродистой листовой сталью, в результате чего снижается производительность, аустенит разлагается на бейнитнуя структуру, включающую перлит и карбиды в процессе продолжительного легирования при высокой температуре, и невозможно получить превосходную пригодность к формованию.
Патентный документ 3 описывает способ решения указанных выше проблем. Данный способ заключается в улучшении свойств смачиваемости листовой стали расплавленным Zn и ускорении реакции легирования путем добавления соответствующей концентрации Al в расплавленный Zn.
Данный способ делает возможным подавление распространения усталостного растрескивания, которое распространяется через мягкий феррит, посредством упрочнения структуры, которое упрочняет мягкий феррит, используя твердую структуру, в том числе твердый мартенсит или остаточный аустенит, и, таким образом, данный способ позволяет повышать усталостную долговечность при увеличении количества твердой фазы до определенной доли. Однако так как усталостное растрескивание распространяется через мягкие структуры, существует предел увеличения предела усталости при простом увеличении доли твердых структур. В результате, когда доля твердых структур достигает определенной степени или превышает ее, прочность листовой стали увеличивается, но предел усталости не увеличивается. Таким образом, было трудно обеспечить одновременно увеличение прочности и усталостной долговечности до высокого уровня (см., например, непатентный документ 1).
При этом, так как листовая сталь, используемая для изготовления автомобилей или строительных материалов, имеет толщину тонкого листа, существуют случаи, в которых, когда формируется усталостное растрескивание, оно немедленно проникает на всю толщину листа и раскалывает его. Вследствие этого факта, особенно важным является подавление формирования усталостного растрескивания.
Обычные способы повышения усталостной долговечности включают способ, в котором использовано дисперсионное упрочнение (см., например, патентный документ 4). Однако чтобы использовать дисперсионное упрочнение, необходимо нагревать листовую сталь до достаточно высокой температуры, чтобы расплавлять выделившиеся фазы (например, карбонитриды Nb или Ti) и затем охлаждать листовую сталь, и, таким образом, данный способ можно использовать для горячекатаной листовой стали, но данный способ трудно использовать для холоднокатаной листовой стали.
Кроме того, патентный документ 5 описывает способ, который позволяет отделять и диспергировать мягкую фазу (феррит) в твердой второй фазе и регулирует толщину твердой фазы выше уровня, определяемого диаметром зерен мягкой фазы, в результате чего повышается усталостная долговечность. Однако данный способ предназначен для подавления распространения растрескивания, образующегося на поверхности листовой стали, а не для подавления образования растрескивания на поверхности, и, таким образом, трудно в достаточной степени повышать усталостную долговечность листовой стали с помощью данного способа.
Кроме того, патентный документ 6 описывает способ, который регулирует глубину межзеренных оксидов на границе раздела между слоем покрытия и листовой сталью на уровне 0,5 мкм или менее, в результате чего повышается усталостная долговечность. Считают, что причина, по которой повышается усталостная долговечность, заключается в том, что уменьшение глубины межзеренных оксидов подавляет концентрацию напряжений на границе раздела между слоем покрытия и листовой сталью. Однако даже с помощью данного способа оказалось затруднительным в достаточной степени подавлять образование растрескивания на поверхности.
Кроме того, введение Si в сталь осуществляют в качестве дешевого способа упрочнения высокопрочной листовой стали. Однако когда количество Si в стали превышает 0,3 мас.%, возникает проблема того, что смачивающая способность значительно уменьшается в способе Сендзимира (Sendzimir), в котором используют электролитическую ванну, содержащую обычное количество Al, части поверхности оказываются без гальванического покрытия, и, следовательно, ухудшается качество внешнего вида. Согласно исследованиям, описанное выше явление обусловлено тем, что оксиды Si концентрируются на поверхности листовой стали во время восстановительного отжига, и ухудшается смачивающая способность оксидов Si по отношению к расплавленному Zn.
В качестве средства решения указанной выше проблемы, патентный документ 7 описывает способ, в котором нагревание осуществляют в атмосфере, в которой коэффициент избытка воздуха составляет от 0,9 до 1,2, в результате чего образуются оксиды Fe, толщина оксидов регулируется на уровне 500 или менее в зоне восстановления, в атмосфере, содержащей Н2, и затем нанесение покрытие осуществляют в ванне, в которую введены Mn и Al. Однако на действующих производственных линиях обрабатывают различные виды листовой стали, содержащие разнообразные легирующие элементы, что делает весьма затруднительным регулирование толщины оксидов. Кроме того, патентные документы 8, 9 и подобные описывают способы, в которых наносят особое покрытие таким образом, чтобы улучшать свойства нанесения покрытия в качестве других мер подавления, но в данных способах требуется установка нового оборудования для нанесения покрытий в линии гальванизации перед печью для отжига или требуется нанесение покрытия, которое осуществляют перед линией нанесения электролитического покрытия, что значительно увеличивает расходы.
Листовую сталь, имеющую предел прочности на растяжение, который обычно составляет 780 МПа или более и в последнее время 980 МПа или более, используют в качестве высокопрочной листовой стали для упрочняющих деталей автомобилей. Таким способом обычно изготавливают высокопрочную листовую сталь, которая предназначена, главным образом, для сгибания. Как известно, в высокопрочной листовой стали высокая концентрация С сама по себе увеличивает твердость листовой стали, и средняя твердость поверхностного слоя листовой стали, которую измеряют способом наноотпечатков, превышает 3,5 ГПа.
Здесь способ наноотпечатков означает один из способов исследования механических свойств тонких пленок. В данном способе тонкую иглу прижимают к измеряемой мишени в виде тонкой пленке под определенной нагрузкой, измеряют глубину погружения иглы с точностью до нанометров (нм) и вычисляют исследуемые параметры, в том числе твердость или упругость, тонкой пленки.
В том случае, когда используют высокопрочную листовую сталь, имеющую высокую концентрацию С, возникает проблема водородного охрупчивания. Водородное охрупчиваине представляет собой хрупкость, которую вызывает атомарный водород, внедряющийся в межзеренное пространство и подобное под растягивающим напряжением, в том числе остаточным напряжением. Водородное охрупчивание можно подавлять способом, в котором концентрация водорода в стали уменьшается при осуществлении дегидрирующей обработки после изготовления изделия из листовой стали, но увеличивается число производственных стадий, и повышаются расходы.
Кроме того, когда поверхностный слой высокопрочной листовой стали является твердым, обычно возникает растрескивание в поверхностном слое листовой стали в процессе сгибания, причем это растрескивание распространяется во время использования, и листовая сталь ломается в направлении толщины листа. Это ухудшение свойств гибкости создает значительную проблему. Патентный документ 4 описывает способ, в котором изотермическую обработку осуществляют во время стадии отжига для улучшения свойств гибкости, но необходима изотермическая обработка в течение 3 минут или более, и данный способ, осуществляемый с использованием установки непрерывного покрытия, вызывает значительное снижение производительности.
В патентных документах 11 и 12 структуру или концентрацию С в ферритной составляющей регулируют, чтобы улучшить свойства нанесения покрытия. Данные документы сосредоточены на поверхностных свойствах феррита в процессе нанесения покрытия. Однако данные документы не описывают в достаточной степени анализ, который осуществляют после нанесения покрытия, в отношении свойств ферритной составляющей, которая образует непосредственную границу раздела с покрытием. В способе, описанном в патентном документе 12, трудно измерять концентрацию С непосредственно под границей раздела, в частности, на глубине 1 мкм или менее.
Список цитированных патентных документов
[Патентный документ 1] Первая публикация японской нерассмотренной патентной заявки № Н05-70886
[Патентный документ 2] Первая публикация японской нерассмотренной патентной заявки № Н05-195143
[Патентный документ 3] Первая публикация японской нерассмотренной патентной заявки №2003-105516
[Патентный документ 4] Первая публикация японской нерассмотренной патентной заявки №2006-57120
[Патентный документ 5] Первая публикация японской нерассмотренной патентной заявки №2005-194586
[Патентный документ 6] Первая публикация японской нерассмотренной патентной заявки №2003-171752
[Патентный документ 7] Первая публикация японской нерассмотренной патентной заявки № Н04-276057
[Патентный документ 8] Первая публикация японской нерассмотренной патентной заявки № НО3-28359
[Патентный документ 9] Первая публикация японской нерассмотренной патентной заявки № НО3-64437
[Патентный документ 10] Первая публикация японской нерассмотренной патентной заявки №2006-9057
[Патентный документ 11] Первая публикация японской нерассмотренной патентной заявки №2002-088459
[Патентный документ 12] Первая публикация японской нерассмотренной патентной заявки №2003-073772
Непатентные документы
[Непатентный документ 1] Препринт 40 академической конференции Японского института металлов, составили Yokomaku Toshinori и еще три автора, 1991 г., с.16
Описание изобретения
Техническая проблема
Чтобы повысить усталостную долговечность листовой стали, необходимо подавлять образование растрескивания на поверхности, но согласно предшествующему уровню техники оказалось затруднительным подавление образования растрескивания на поверхности. Настоящее изобретение создано с учетом данного обстоятельства, и цель настоящего изобретения заключается в том, чтобы предложить высокопрочную отожженную и гальванизированную листовую сталь, которая может обеспечивать устойчивую благоприятную усталостную долговечность.
Решение проблемы
В целях решения указанной выше проблемы, настоящее изобретение имеет следующие аспекты:
(1) Первый аспект настоящего изобретения представляет собой гальванизированная листовая сталь, у которой предел прочности на растяжение составляет 770 МПа или более, включающая участок листовой стали, которая содержит (мас.%): С от 0,05% до 0,50%, Si от 0,005% до 2,5%, Mn от 0,01% до 3,0%, Al от 0% до 0,5%, Ni от 0% до 2,0%, Cu от 0% до 2,0%, Cr от 0% до 2,0%, Мо от 0% до 2,0%, В от 0% до 0,002%, Ti от 0% до 0,1%, Nb от 0% до 0,1%, V от 0% до 0,1%, РЗМ от 0% до 0,1%, и Са от 0% до 0,1%, остальное составляют Fe и неизбежные примеси, среди которых содержание Р, S и N ограничено уровнем, составляющим 0,03% или менее, 0,02% или менее и 0,0060% или менее, соответственно, и слой покрытия, образованный на поверхности участка листовой стали, при этом слой покрытия представляет собой слой гальванического покрытия или слой отожженного гальванического покрытия, причем слой гальванического покрытия содержит, Al от 0,01% до 1,5% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Мп, Ni, Cr, Со, Са, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме от 0% до 3,5%, причем остальную массу составляют Zn и неизбежные примеси, при этом слой отожженного гальванического покрытия содержит Fe от 5% до 15%, Al от 0,01% до 1% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме от 0% до 3,5%, причем остальную массу составляют Zn и неизбежные примеси, при этом участок листовой стали содержит мягкий слой, который непосредственно прилегает к границе раздела со слоем покрытия, и внутренний слой, который отличается от мягкого слоя, причем толщина D мягкого слоя составляет от 0,001% до 5% толщины t участка листовой стали, причем, когда твердость мягкого слоя, измеряемая способом наноотпечатков, обозначена как H1, и представительная твердость участка листовой стали, измеряемая способом наноотпечатков, обозначена как На, в поперечном сечении, которое проходит вдоль направления толщины участка листовой стали, H1 составляет от 5% до 75% На.
(2) В гальванизированной листовой стали согласно приведенному выше п.(1), когда оксид, включающий один или два элемента из Si и Mn, присутствует в части поверхностного слоя листовой стали в пределах глубины d или менее от границы раздела покрытие/феррит, глубина d, в которой присутствует оксид, и D могут удовлетворять неравенству d/4≤D≤2d.
(3) В гальванизированной листовой стали согласно приведенному выше п.(1) участок листовой стали может дополнительно содержать от более чем 0,10% до 0,50% С.
(4) В гальванизированной листовой стали согласно приведенному выше п.(1) концентрация С в мягком слое может составлять от 10% до менее чем 30% концентрации С во всем участке листовой стали.
(5) Второй аспект настоящего изобретения представляет собой способ изготовления гальванизированной листовой стали согласно приведенному выше п.(1), в котором используют следующие условия для отжига перед нанесением покрытия в линии непрерывной гальванизации для участка листовой стали: максимальная температура листа регулируется в пределах от 650°С до 900°С; в атмосфере для отжига при максимальной температуре листа регулируется содержание водорода от 1 об.% до 10 об.%, и остальной объем составляют азот и неизбежные примеси; и, кроме того, точка росы регулируется в интервале от более чем 0°С до 50°С,
(6) Третий аспект настоящего изобретения представляет собой способ изготовления гальванизированной листовой стали согласно приведенному выше п.(1), в процессе которого магнитное поле постоянного тока, которое пересекает толщину сляба, приложено таким образом, чтобы создать зону электрического поля постоянного тока во время непрерывного литья, и разделены верхняя ванна, которая образует верхнюю область сляба после литья, и нижняя ванна, которая образует нижнюю область, и способ, в котором материал стали, состоящий из Fe или сплава, содержащего, главным образом, Fe, поступает в верхнюю ванну.
Эффекты изобретения
Гальванизированная листовая сталь и отожженная и гальванизированная листовая сталь согласно одному аспекту настоящего изобретения обладает превосходной усталостной долговечностью и устойчивостью к водородному охрупчиванию. Кроме того, поскольку растрескивание не возникает в поверхностном слое гальванизированной листовой стали, даже когда листовую сталь используют в технологии гибки, она обладает превосходными свойствами гибкости.
Кроме того, при использовании способа согласно другому аспекту настоящего изобретения становится возможным изготовление гальванизированной листовой стали, которую отличают превосходная усталостная долговечность, устойчивость к водородному охрупчиванию и свойства гибкости, без уменьшения производительности.
Краткое описание чертежей
Фиг.1 представляет микрофотографию, показывающую результат травления поперечного сечения типичной листовой стали и его наблюдения с помощью оптического микроскопа.
Описание вариантов осуществления
Ни в одной из работ предшествующего уровня техники не рассматривалось повышение усталостной долговечности гальванизированной листовой стали. Усталостная долговечность представляет собой деформационную характеристику в том случае, когда неоднократно прилагается напряжение, в достаточной степени низкое по сравнению с пределом прочности на растяжение, и является обязательной характеристикой для структурных элементов, на которые воздействует повторяющееся напряжение, включая автомобили, строительные машины и конструкционные материалы. Когда на листовую сталь воздействует повторяющееся напряжение, в листовой стали возникает тонкая деформация, даже когда интенсивность напряжения является меньше, чем предел текучести, и накопление деформации приводит к излому листовой стали. Этот излом вызывает растрескивание, которое образуется на поверхности и распространяется внутрь листовой стали. Вследствие этого становится важным подавление образования усталостного растрескивания или подавление распространения растрескивания в целях повышения усталостной долговечности.
В частности, в том случае, когда рассматривается применение для изготовления деталей автомобилей, существует опасность того, что даже мелкое растрескивание может действовать в качестве исходной точки поломки при ударе корпуса автомобиля. В этом случае, поскольку существует беспокойство о том, что заданная устойчивость к столкновениям может быть не достигнута, считается, что важно подавлять мелкое растрескивание в целях улучшения характеристик при столкновении. Таким образом, становится особенно важным подавление образования растрескивания на поверхности в целях повышения усталостной долговечности.
Чтобы подавлять образование трещин, важны характеристики гальванизированной листовой стали, особенно на участке, находящемся непосредственно под границей раздела покрытия (участок, который непосредственно примыкает к покрытию). Участок листовой стали, находящийся непосредственно под границей раздела, в частности на расстоянии, составляющем 1 мкм или менее, от границы раздела покрытия, иногда имеет твердость, отличную от твердости листовой стали в целом, вследствие множества причин, включая повышенную концентрацию С по сравнению со всей листовой сталью, накопление оксидов и образование имеющей иной состав структуры стали по сравнению с внутренней частью листовой стали. Таким образом, было обнаружено, что трудно обеспечить устойчивую усталостную долговечность гальванизированной листовой стали, если способ ее изготовления и качество не регулировать на основании точного измерения твердости листовой стали непосредственно под границей раздела покрытия.
Когда на предшествующем уровне техники проводили исследования части стали под границей раздела покрытия, например, способом, в котором покрытие снимали, используя раствор, содержащий ингибитор, листовую сталь растворяли до глубины, составлявшей приблизительно 5 мкм, и использовали результаты измерений средней концентрации углерода и другие характеристики растворенной листовой стали. Однако по результатам измерений авторов настоящего изобретения, наблюдались случаи, в которых не было получено устойчивой корреляции между результатами измерений и усталостной долговечностью, в частности, для высокопрочной листовой стали, у которой предел прочности на растяжение составляет 770 МПа или более. В результате дополнительных исследований было обнаружено, что характеристики листовой стали в части на глубине, составляющей 1 мкм или менее от границы раздела, точно коррелируют с усталостной долговечностью. В измерениях согласно предшествующему уровню техники интервал для измерений части на глубине, составляющей 5 мкм или менее, является чрезмерно широким, и, таким образом, характеристики листовой стали непосредственно под границей раздела невозможно исследовать в достаточной степени, что считается причиной неудовлетворительной корреляции.
Кроме того, в результате повторных тщательных исследований в отношении повышения усталостной долговечности высокопрочной отожженной и гальванизированной листовой стали авторы настоящего изобретения обнаружили, что усталостную долговечность можно повысить без снижения формуемости путем образования микроструктуры, в которой доля площади феррита составляет 95% или более, на границе раздела между высокопрочной листовой стали и отожженным слоем гальванического покрытия, имеющим среднюю толщину от 0,01 мкм до 10 мкм. В частности, при том условии, что долю площади феррита регулируют соответствующим образом непосредственно под границей раздела, то есть на глубине, составляющей 1 мкм или менее, можно устойчиво повышать усталостную долговечность.
Кроме того, авторы настоящего изобретения обнаружили, что можно уменьшать только твердость слоя вблизи границы раздела, которая представляет собой часть поверхности листовой стали (вблизи границы раздела покрытия), что не влияет на прочность листовой стали, путем регулирования количества компонентов стали и технологических стадий. Было обнаружено, что данным способом можно улучшать вязкость слоя вблизи границы раздела, подавлять возникновение растрескивания и дополнительно повышать устойчивость к водородному охрупчиванию. Кроме того, было обнаружено, что образование оксидов Si и Mn вблизи поверхностного слоя листовой стали (вблизи слоя рядом с границей раздела) может повышать устойчивость к водородному охрупчиванию, поскольку оксиды подавляют распространение растрескивания, даже когда возникает растрескивание, и, кроме того, образование оксидов внутри листовой стали может обеспечивать благоприятные свойства покрытия.
(Первый вариант осуществления)
Далее будет подробно описан первый вариант осуществления настоящего изобретения.
Во-первых, будут описаны причины, по которым ограничены компоненты листовой стали. Кроме того, проценты в описании настоящего изобретения означают массовые проценты, если не определено иное условие.
(Компоненты листовой стали)
Углерод (С) представляет собой важный элемент в том случае, когда повышение прочности листовой стали осуществляют посредством упрочнения структуры, которое обеспечивается мартенситом или остаточным аустенитом. Причина, по которой количество С устанавливают на уровне, составляющем 0,05% или более, заключается в том, что когда количество С составляет менее чем 0,05%, вероятно образование цементита или перлита при обработке в линии гальванизации, и в таком случае трудно резко охлаждать листовую сталь от температуры отжига, используя водяной туман или водяные струи в качестве охлаждающей среды, и трудно обеспечивать необходимый предел прочности на растяжение. Чтобы устойчиво обеспечивать высокую прочность, составляющую 770 МПа или более, количество С устанавливают на уровне, составляющем предпочтительно более чем 0,08% и предпочтительнее более чем 0,10%. С другой стороны, причина, по которой количество С устанавливают на уровне, составляющем 0,50% или менее, заключается в том, что когда количество С превышает 0,50%, свариваемость уменьшается в значительной степени. При этом, в том случае, когда предпочтительнее требуется свариваемость, количество С устанавливают на уровне, составляющем 0,25% или менее, и предпочтительнее 0,20% или менее.
Кремний (Si) представляет собой элемент, который увеличивает прочность без значительного снижения формуемости, в частности характеристики удлинения листовой стали, и его вводят в количестве от 0,005% до 2,5%. Причина, по которой количество Si устанавливают на уровне, составляющем 0,005% или более, заключается в обеспечении достаточного предела прочности на растяжение. Кроме того, чтобы устойчиво обеспечивать предел прочности на растяжение на уровне 770 МПа или более, количество Si устанавливают на уровне, составляющем предпочтительнее 0,5% или более и наиболее предпочтительнее 1,0% или более. Причина, по которой устанавливают верхний предел количества Si, составляющий 2,5% или менее, заключается в том, что когда верхний предел находится в указанном выше интервале, эффект повышения прочности не является насыщенным, и вязкость не уменьшается. В частности, чтобы обеспечить благоприятную свариваемость и свойства покрытия, верхний предел Si устанавливают на уровне, составляющем предпочтительнее 2,0% и наиболее предпочтительно 1,5%.
Кроме того, когда количество добавляемого Si превышает количество С в четыре раза или более, процесс перлитного и бейнитного превращения в значительной степени задерживается при повторном нагревании для обработки диффузионным легирвоанием, которую осуществляют немедленно после нанесения покрытия, микроструктура, в которой содержатся один или два вида из 5%-70% мартенсита или остаточного аустенита по площади, включена в феррит, даже после того, как листовую сталь охлаждают до комнатной температура, и становится легко обеспечить достаточную прочность.
Марганец (Mn) содержится в количестве от 0,01% до 3,0 мас.%. Нижний предел, при котором проявляется эффект увеличения прочности, установлен на уровне 0,01%, и верхний предел установлен на уровне 3,0% с точки зрения расходов на производство. При этом, поскольку Mn уменьшает свободную энергию аустенита вместе с С, Mn добавляют предпочтительнее в количестве 1,5% или более и наиболее предпочтительно в количестве 2,0% или более в целях стабилизации аустенита до тех пор, пока листовую сталь не погружают в ванну для гальванизации. Кроме того, в том случае, когда Mn добавляют в количестве, превышающем количество С в 12 раз или более, процесс перлитного и бейнитного превращения в значительной степени замедляется при повторном нагревании для обработки диффузионным легированием, которую осуществляют немедленно после нанесения покрытия, микроструктура, в которой содержатся один или два вида из 5%-70% мартенсита или остаточного аустенита по площади, включена в феррит, даже после того, как листовую сталь охлаждают до комнатной температура, и становится легко обеспечить достаточную прочность. Однако когда добавляемое количество становится чрезмерным, поскольку возникает вероятность растрескивания листа, и свариваемость также ухудшается, верхний предел устанавливают на уровне, составляющем предпочтительнее 2,8% и наиболее предпочтительно 2,5%, в том случае, когда принимают во внимание прочность, формуемость и стоимость.
Фосфор (Р), как правило, содержится в стали в качестве неизбежной примеси; однако когда количество Р превышает 0,03%, точечная свариваемость значительно ухудшается. Кроме того, в этом случае для высокопрочной листовой стали, у которой предел прочности на растяжение составляет более чем 770 МПа, как в варианте осуществления, значительно ухудшаются как жесткость, так и пригодность к холодной прокатке. Таким образом, количество Р устанавливают на уровне 0,03% или менее. Пониженное количество Р обеспечивает более благоприятную формуемость, и количество Р устанавливают на уровне, составляющем предпочтительнее 0,02% или менее и наиболее предпочтительно 0,01% или менее. С другой стороны, поскольку снижение количества Р до уровня менее 0,001% чрезмерно увеличивает стоимость рафинирования, нижний предел количества устанавливают на уровне 0,001%, количество Р предпочтительно устанавливают в интервале от 0,003% до 0,01%, принимая во внимание баланс прочности, формуемости и стоимости.
Сера (S) также, как правило, содержится в стали в качестве неизбежной примеси, и, когда ее количество превышает 0,02%, образуется значительное количество MnS, растянутого в направлении прокатки, что неблагоприятно влияет на свойства гибкости листовой стали. Таким образом, количество S ограничено уровнем, составляющим 0,02% или менее. Количество S устанавливают на уровне, составляющем предпочтительнее 0,01% или менее и наиболее предпочтительно 0,005% или менее. Однако уменьшение количества S увеличивает стоимость. С точки зрения пригодности к формованию и адгезии к покрытию, отсутствует необходимость чрезмерного сокращения количества S, и количество S можно сокращать до уровня, необходимого для условий формуемости при горячей прокатке, коррозионной стойкости и подобного.
Азот (N) также, как правило, содержится в стали в качестве неизбежной примеси. Когда количество N превышает 0,0060%, ухудшается свойство удлинения, и появляется хрупкость, и, таким образом, количество N ограничено уровнем, составляющим 0,0060% или менее. В частности, в том случае, когда требуется благоприятная формуемость, количество N устанавливают на уровне, составляющем предпочтительнее 0,004% или менее и наиболее предпочтительно 0,003% или менее. Предпочтительно меньшее количество N, но сокращение его количества до менее чем 0,0005% чрезмерно повышает стоимость, и, таким образом, нижний предел его количества составляет 0,0005%.
Алюминий (Al) не является важной добавкой; однако в случае добавления Al, он используется в качестве раскислителя стали и проявляет эффект очистки горячекатаного материала посредством образования AlN и подавления роста кристаллических зерен в ряде процессов термической обработки, в результате чего повышается качество материала. В том случае, когда требуется такой эффект, Al необходимо добавлять в количестве, составляющем 0,005% или более и предпочтительно 0,01% или более. Однако когда количество добавляемого Al составляет более чем 0,5%, увеличивается стоимость и ухудшаются свойства поверхности, поэтому количество Al устанавливают на уровне, составляющем 0,5% или менее, предпочтительно 0,3% или менее, предпочтительнее 0,1% или менее и наиболее предпочтительно 0,05% или менее.
Кроме того, в сталь можно добавлять один или более следующих элементов: Ni, Cu, Cr, Мо, В, Ti, Nb, V, РЗМ (например. La и Се) и Са, которые содержатся в ней в качестве основных компонентов. Содержание данных элементов не уменьшает эффекты варианта осуществления, и также существуют предпочтительные случаи, в которых прочность или формемость повышается в зависимости от их количеств. Вот конкретные интервалы содержания данных элементов: Ni от 0,05% до 2,0%, Cu от 0,05% до 2,0%, Cr от 0,05% до 2,0%, Мо от 0,05% до 2,0%, В от 0,0001% до 0,002%, Ti от 0,001% до 0,1%, Nb от 0,001% до 0,1%, V от 0,001% до 0,1%, РЗМ от 0,0001% до 0,1% и Са от 0,0001% до 0,1%.
Добавление Ni, Cu, Cr и Мо не является необходимым; однако в том случае, когда добавляют Ni, Cu, Cr и Мо, аналогично случаю Si, существует тенденция к ингибированию образования карбидов, что способствует сохранению аустенита. Кроме того, данные легирующие элементы снижают температуру начала мартенситного превращения аустенита. Таким образом, добавление Ni, Cu, Cr и Мо эффективно увеличивает пригодность к формованию или усталостную прочность.
Однако в том случае, когда добавляемое количество каждого из легирующих элементов составляет менее чем 0,05%, указанные выше эффекты являются недостаточными, и, таким образом, желательно определить 0,05% в качестве нижнего предельного значения для добавляемого количества данных элементов. С другой стороны, когда добавляемое количество увеличивается, вследствие насыщения эффекта увеличения прочности и ускоряющегося ухудшения вязкости, желательно установить 2% в качестве верхнего предельного значения для добавляемого количества каждого из данных элементов.
Кроме того, когда суммарное добавляемое количество элементов Ni, Cu, Cr и Мо превышает 3,5%, поскольку закаливаемость материала стали увеличивается более чем это необходимо, становится затруднительным производство листовой стали, которая содержит, главным образом, феррит и имеет благоприятную пригодность к формованию, и повышается стоимость материала стали. Таким образом, верхнее предельное значение суммарного добавляемого количества перечисленных выше легирующих элементов предпочтительно составляет 3,5%.
Бор (В) не является необходимой добавкой, но он известен в качестве элемента, добавка которого улучшает прокаливаемость, и желательно добавлять 0,0001% или более В, чтобы ингибировать перлитное и бейнитное превращение, когда осуществляют повторное нагревание для обработки диффузионным легированием (легированием). Однако когда добавляемое количество превышает 0,005%, поскольку достаточная доля площади феррита не достигается во время охлаждения от температурной области двухфазного существования феррита и аустенита, и становится затруднительным производство листовой стали, которая включает, главным образом, феррит и имеет благоприятную формуемость, желательно установить 0,005% в качестве верхнего предельного значения, и еще более желательно установить 0,002% в качестве верхнего предельного значения.
Добавление Ti, Nb и V не является необходимым, но данные элементы эффективно увеличивают прочность листовой стали, поскольку данные элементы образуют карбиды и нитриды (или карбонитриды) и упрочняют ферритную фазу. Однако в том случае, когда добавляемое количество каждого из данных легирующих элементов составляет менее чем 0,001%, указанные выше эффекты являются недостаточными, и, таким образом, желательно установить 0,001% в качестве нижнего предельного значения добавляемых количеств данных элементов. С другой стороны, в том случае, когда добавляемое количество составляет более чем 0,1%, поскольку повышается стоимость материала стали, насыщается эффект увеличения прочности, и, кроме того, без необходимости расходуется С, желательно установить 0,1% в качестве верхнего предельного значения для добавляемого количества каждого из данных элементов.
Аналогичным образом, в том случае, когда Ti, Nb и V добавляют в суммарном количестве, составляющем более чем 0,20%, поскольку повышается стоимость материала стали, насыщается эффект увеличения прочности, и, кроме того, без необходимости расходуется С, желательно установить 0,2% в качестве верхнего предельного значения для суммарного добавляемого количества данных легирующих элементов.
Добавление РЗМ и Са не является необходимым, но РЗМ и Са соединяются с S, образуя сфероидизированные включения, и повышают пригодность к холодной обработке или усталостную долговечность. Однако в том случае, когда добавляемое количество каждого из данных элементов составляет менее чем 0,0001%, эти эффекты являются недостаточными. Таким образом, 0,0001% устанавливают в качестве нижнего предела их добавляемого количества. Кроме того, когда данные элементы добавляют в избытке, происходит насыщение эффектов и рост дефектов в сварных частях, поэтому верхнее предельное значение добавляемого количества каждого из них составляет 0,1%.
Далее будет описан слой отожженного гальванического покрытия. В варианте осуществления слой отожженного гальванического покрытия означает слой покрытия, который включает, главным образом сплав Fe-Zn, который образуется при дисперсии Fe в стали во время нанесения гальванического покрытия, что вызывается реакцией легирования. Количество Fe составляет от 1% до 30%. Когда количество Fe в покрытии составляет менее чем 7 мас.%, возникают случаи, в которых мягкий сплав Zn-Fe образуется на гальванизированной поверхности, и ухудшается пригодность к формованию под прессом, и, когда количество Fe превышает 15 мас.%, возникают случаи, в которых образуется слой хрупкого сплава на границе раздела феррита, и ухудшается адгезия к покрытию. Таким образом, количество Fe составляет предпочтительнее от 7 мас.% до 15 мас.%.
Кроме того, когда осуществляют гальванизацию, поскольку Al добавляют в ванну для гальванизации, чтобы подавлять легирование в ванне для гальванизации, в покрытие включается от 0,01% до 1,5 мас.% Al. Это обусловлено тем, что когда добавляемое количество Al составляет менее чем 0,01%, содержащий, главным образом, оксид Zn шлак в значительной степени образуется на поверхности ванны для гальванизации, и ухудшается внешний вид стали после гальванизации. Так как эффект подавления шлакообразования подавляется, когда добавляемое количество составляет более чем 1,5%, верхний предел установлен на уровне 1,5% с точки зрения стоимости изготовления. Добавляемое количество Al составляет предпочтительнее от 0,05% до 0,50% и наиболее предпочтительно 0,10% до 0,30%. Кроме того, поскольку диффузия Fe и диффузия добавляемых к стали элементов происходит одновременно в процессе диффузионного легирования, данные элементы также включаются в покрытие.
Нанесенное количество покрытия не ограничено определенным образом, но его толщина на односторонней поверхности составляет предпочтительно 1 мкм или более и предпочтительнее 3 мкм или более с точки зрения коррозионной стойкости. Кроме того, нанесенное количество на односторонней поверхности составляет предпочтительно 20 мкм или менее с точки зрения формуемости, свариваемости и экономической эффективности.
При этом данный вариант осуществления включает нанесение верхнего слоя или осуществление разнообразных видов химической обработки, включая, например, фосфатную обработку, обработку для улучшения свариваемости, обработку для улучшения смазываемости и подобное, гальванизированной листовой стали согласно варианту осуществления, в целях улучшения свойств окрашиваемости и свариваемости.
Листовая сталь согласно варианту осуществления не ухудшает эффекты указанного варианта осуществления, даже когда суммарное количество, составляющее 3,5% или менее, одного или более из элементов, включая Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi и редкоземельные элементы, содержится или вводится в ванну для гальванизации или цинкового покрытия, и иногда предпочтительно коррозионная стойкость или формуемость улучшается в зависимости от данного количества. Нанесенное количество легирующего покрытия из расплава не ограничено определенным образом, но предпочтительным является количество, составляющее 20 г/м2 или более, с точки зрения коррозионной стойкости, и 150 г/м2 или менее с точки зрения экономической эффективности.
Кроме того, поскольку листовая сталь согласно варианту осуществления одновременно обладает высокой прочностью и благоприятной формуемостью, однофазная ферритная структура имеет максимальную долю площади в сложном составе микроструктуры листовой стали. Оставшиеся части сложной структуры представляют собой неферритные структуры (структуры, отличные от однофазного феррита), содержащие одну или более смешанных фаз, включая бейнит, мартенсит, остаточный аустенит и подобное. Доля площади данной неферритной структуры составляет от 5% до 70%. Причина, по которой микроструктура в листовой стали имеет указанный выше сложный состав, заключается в том, что становится возможным увеличение прочности при одновременном сохранении благоприятной формуемости путем упрочнения мягкого феррита твердой неферритной структурой. Когда доля площади твердой структуры составляет менее чем 5%, эффект увеличения прочности является недостаточным, и, когда доля площади превышает 70%, формуемость значительно ухудшается, и, таким образом, доля площади одной или двух фаз, включая мартенсит и остаточный аустенит, должна составлять от 5% до 70%. В том случае, когда требуется особенно благоприятная формуемость, предпочтительно устанавливать долю площади остаточного аустенита на уровне 5% или более и эффективно использовать TRIP эффект (ТРИП эффект - пластичность, обусловленная превращением). В том случае, когда требуется особенно благоприятная формуемость, верхнее предельное значение доли площади неферритной структуры составляет предпочтительнее 50% и наиболее предпочтительно 30%.
Любую двухфазную листовую сталь, в которой использован мартенсит в качестве твердой структуры, сталь с TRIP структурой, в которой использовано индуцированное напряжением превращение остаточного аустенита, и имеющую сложную упрочненную структуру листовую сталь, в которой одновременно использованы мартенсит и остаточный аустенит, можно использовать в качестве имеющей сложную упрочненную структуру листовой стали. Чтобы обеспечить благоприятную формуемость листовой стали, устанавливают максимальную долю площади феррита. Поскольку при увеличении доли площади феррита дополнительно улучшается формуемость, доля площади феррита составляет предпочтительно от 60% до менее чем 95%. Кроме того, листовая сталь согласно варианту осуществления предпочтительно представляет собой высокопрочную листовую сталь, в которой предел прочности на растяжение TS составляет 490 МПа, и соотношение между пределом прочности на растяжение TS (МПа) и растяжением EL (%) удовлетворяет условию TS×EL≥19000.
Предпочтительнее выполнение условия TS≥590 МПа и наиболее предпочтительно выполнение условий TS≥770 МПа и TS×EL≥20000.
Чтобы обеспечить более благоприятную усталостную долговечность, микроструктуру, содержащую феррит при доле площади, составляющей 95% или более, можно образовать на стороне листовой стали у границы раздела между листовой сталью и слоем отожженного цинкового покрытия, у которой средняя (средняя арифметическая) толщина составляет от 0,01 мкм до 10 мкм.
Считается, что причина, по которой усталостная долговечность улучшается посредством образования микроструктуры, в которой доля площади феррита составляет 95% или более, на границе раздела между листовой сталью и слоем отожженного цинкового покрытия, заключается в том, что данный слой действует в качестве буферной зоны. Поскольку слой отожженного цинкового покрытия является твердым и хрупкий, существуют случаи, в которых растрескивание, которое происходит в слое отожженного цинкового покрытия, проникает в листовую сталь вследствие напряжения под нагрузкой, и листовая сталь в конце концов разрушается. С другой стороны, когда мягкий слой (например, ферритный слой) присутствует под слоем отожженного цинкового покрытия, содержащий трещины ферритный слой деформируется, и предотвращается концентрация напряжений, в результате чего становится возможным предотвратить распространение растрескивания внутрь листовой стали.
В результате исследования соотношения между усталостной долговечностью и микроструктурой отожженной и гальванизированной листовой стали, используя стали, содержащие разнообразные компоненты, авторы настоящего изобретения обнаружили, что когда осуществляют отжиг и гальванизацию сложной структуры листовой стали, которая включает феррит в качестве основной фазы и содержит одну или две другие фазы, в том числе мартенсит и остаточный аустенит, при доле площади, составляющем от 5% до 30%, более благоприятную усталостную долговечность можно обеспечить путем образования микроструктуры, в которой доля площади феррита составляет 95% или более, на стороне листовой стали у границы раздела между листовой сталью и слоем отожженного цинкового покрытия, и у такой микростурктуры средняя толщина составляет от 0,01 мкм до 10 мкм.
Кроме того, особенно важно устанавливать долю площади феррита на расстоянии в пределах 1 мкм непосредственно под границей раздела покрытия по направлению к стороне листовой стали на уровне 95% или более, чтобы устойчиво обеспечивать усталостную долговечность. Когда ферритый слой находится на расстоянии 0,05 мкм или более от границы раздела со слоем покрытия, существуют случаи, в которых это неблагоприятно влияет на усталостную долговечность.
Причина, по которой средняя толщина микроструктуры, в которой доля площади феррита составляет 95% или более, установлена на уровне 0,01 мкм или более, заключается в том, что в том случае, когда средняя толщина микроструктуры, в которой доля площади феррита составляет 95% или более, является меньше, чем 0,01 мкм, не проявляется эффект повышения усталостной долговечности. С другой стороны, когда средняя толщина микроструктуры, в которой доля площади феррита составляет 95% или более, превышает 10 мкм, эффект повышения усталостной долговечности начинает ослабевать. Это считают обусловленным тем, что когда микроструктура, в которой доля площади феррита составляет 95% или более, образует толстый слой, скольжение, которое возникает на границах ферритных зерен, растет в процессе нагрузки с повторяющимися напряжениями и действует в качестве исходной точки растрескивания. В противоположность вышеизложенному, считают, что в том случае, когда средняя толщина микроструктуры, в которой доля площади феррита составляет 95% или более, составляет 10 мкм или менее, поскольку рост скольжения графитовых зерен в значительной степени подавляется вследствие влияния напряжения сжатия слоя отожженного цинкового покрытия, имеющего твердую поверхность, скольжение не действует в качестве исходной точки растрескивания. То есть считают, что образование мягкой микроструктуры под твердым слоем отожженного цинкового покрытия со средней толщиной, составляющей от 0,01 мкм до 10 мкм, способно подавлять возникновение и распространение растрескивания двух слоев вследствие синергетического эффекта, и можно обеспечить благоприятную усталостную долговечность. Предпочтительнее, когда средняя толщина микроструктуры, в которой доля площади феррита составляет 95% или более, установлена на уровне 3 мкм или менее, в результате чего более устойчиво повышается усталостная долговечность.
Таким образом, повышенная доля площади феррита усиливает эффект повышения усталостной долговечности, и желательно образование микроструктуры, в которой доля площади феррита составляет 98% или более, со средней толщиной от 0,01 мкм до 10 мкм. Кроме того, поскольку на толщину микроструктуры, в которой доля площади феррита составляет не менее чем 95% или не менее чем 98%, влияет толщина слоя покрытия, толщина микроструктуры предпочтительно превышает в два раза или менее толщину слоя покрытия. Толщина микроструктуры предпочтительнее составляет от 0,1 мкм до 8 мкм.
В варианте осуществления способ изготовления микроструктуры, в которой доля площади феррита составляет не менее чем 95% или не менее чем 98%, не ограничен определенным образом при том условии, что микроструктура образуется на стороне листовой стали у границы раздела между листовой сталью и слоем отожженного цинкового покрытия, со средней толщиной, составляющей от 0,01 мкм до 10 мкм.
Чтобы более надежно повышать усталостную долговечность, доля площади феррита на участке листовой стали непосредственно под границей раздела слоя покрытия, в частности, на участке до глубины 1 мкм или менее от границы раздела со слоем покрытия, составляет предпочтительнее не менее чем 95% или не менее чем 98%.
Микроструктура, в которой доля площади феррита составляет не менее чем 95% или не менее чем 98%, может образоваться на поверхностном слое во время осуществления термической обработки для получения сложной структуры, содержащей феррит в качестве фазы с максимальной долей площади, и в смеси с ним одну или более фаз, включая бейнит, мартенсит и остаточный аустенит, до тех пор, пока слой Fe с низкой концентрацией углерода образуется на поверхностном слое высокопрочной листовой стали перед отжигом.
Кроме того, микроструктуру, в которой соотношение площади феррита составляет не менее чем 95% или не менее чем 98%, можно легко наблюдать на поперечном сечении. Фиг.1 представляет результаты наблюдения поперечного сечения представительной листовой стали после травления, полученные с использованием оптического микроскопа. Поскольку микроструктура, в которой доля площади феррита составляет не менее чем 95% или не менее чем 98%, отличается тем, что ферритные зерна значительно растут по сравнению со сложной структурой, которая включает феррит в качестве основной фазы и содержит в смеси ним одну или более других фаз, включая бейнит, мартенсит и остаточный аустенит, данную микроструктуру можно легко различить с помощью оптического микроскопа. Кроме того, в том случае, когда определяют долю внутренней структуры, эту долю можно определить наблюдением данной структуры с помощью сканирующего электронного микроскопа (СЭМ) или просвечивающего электронного микроскопа (ПЭМ).
Способ изготовления многослойной листовой стали, содержащей слой Fe с низкой концентрацией углерода, образованный на поверхностном слое, не ограничен определенным образом. Возможно образование слоя Fe с низкой концентрацией углерода на листе или поверхностном слое листовой стали, используя разнообразные способы, включая прокатку, соединение взрывом, обезуглероживание, наплавку, литое соединение и подобное. Наиболее дешевый способ представляет собой добавление Fe только на поверхность во время непрерывного литья. То есть, во-первых, магнитное поле постоянного тока, которое пересекает толщину листа, приложено к расплавленной стали, поступающей в литейную форму для непрерывного литья, в точке, расположенной под мениском в направлении литья, таким образом, чтобы образовать зону магнитного поля постоянного тока. Расплавленная сталь поступает в ванну для расплавленной стали на верхней стороне (верхнюю ванну) и в ванну для расплавленной стали на нижней стороне (нижнюю ванну), которые разделены магнитным полем постоянного тока, через два сопла, имеющих различные длины, и расплавленная сталь затвердевает и извлекается для осуществления непрерывного литья. В процессе непрерывного литья концентрация Fe увеличивается только в части поверхностного слоя при добавлении Fe в ванну для расплавленной стали на верхней стороне. В качестве способа добавления Fe, можно непрерывно добавлять в виде проволоки Fe или сплав Fe и подобное.
Лист из многослойной листовой стали, отлитый указанным выше способом непрерывного литья, переделывают в тонкий лист, используя обычный способ горячей прокатки или холодной прокатки, и затем гальванизируют в линии непрерывной гальванизации. Способ изготовления гальванизированной листовой стали не ограничен определенным образом, и можно использовать способ гальванизации в обыкновенной неокислительной печи или радиационной печи без конвекционной секции.
Кроме того, листовая сталь согласно варианту осуществления в достаточной степени проявляет свои свойства, независимо от того, изготавливают ли листовую сталь в виде холоднокатаной листовой стали или горячекатаной листовой стали обычным способом, и данные свойства не различаются в значительной степени в зависимости от способа получения листовой стали. Кроме того, в варианте осуществления толщина листовой стали не налагает никакого ограничения на вариант осуществления, и вариант осуществления можно использовать при том условии, что листовая сталь имеет обычно используемую толщину листа. Обычная толщина листа находится в интервале от 0,4 мм до 3,2 мм, составляет предпочтительно от 1,0 мм до 3,2 мм, принимая во внимание нагрузку прокатного устройства или производительность.
Кроме того, условия горячей прокатки, условия холодной прокатки и подобное можно соответствующим образом выбирать согласно размерам и необходимой прочности листовой стали, и свойства листовой стали согласно варианту осуществления не ухудшаются в зависимости от условий горячей прокатки, условий холодной прокатки и подобного.
Кроме того, когда отжиг осуществляют в непрерывном режиме отжига на линии гальванизации непрерывного типа, условия отжига заключаются в том, что листовая сталь имеет сложную структуру, в которой феррит имеет максимальную долю площади, и одна или более фаз, включая бейнит, мартенсит и остаточный аустенит смешаны с образованием микроструктуры, и выбранные условия допускают получение сложной структуры, в которой доля площади одной или двух фаз, включая мартенсит и остаточный аустенит, составляет от 5% до 70%.
В частности, отжиг осуществляют в двухфазной области существования феррита и аустенита при температуре от 700°С до 850°С, и охлаждение осуществляют от максимальной температуры до 650°С при средней скорости, составляющей от 0,5°С/сек до 10°С/сек, и после этого от 650°С до температуры ванны для гальванизации при средней скорости от 1°С/сек до 20°С/сек. Как описано выше, до тех пор, пока слой Fe, имеющей низкую концентрацию углерода, образуется на поверхностном слое высокопрочной листовой стали перед отжигом, одновременно становится возможным образование микроструктуры, в которой доля площади феррита составляет не менее чем 95% или не менее чем 98%, в поверхностном слое во время термической обработки.
Что касается температуры ванны для гальванизации, можно использовать условия, известные в предшествующем уровне техники. Например, можно использовать условия температуры от 440°С до 550°С. Кроме того, в том случае, когда отожженную и гальванизированную листовую сталь изготавливают, осуществляя гальванизацию и последующую легирующую обработку при нагревании, можно использовать условия, известные в предшествующем уровне техники, в том числе температуру нагревания для легирование, составляющую от 400°С до 600°С. Способ нагревания для легирования не ограничен определенным образом, можно использовать способ нагревания на линии гальванизации согласно предшествующему уровню техники, в том числе непосредственное нагревание с использованием газового топлива, индукционное нагревание или контактное электронагревание.
После легирующей обработки листовую сталь охлаждают до 200°С или ниже и подвергают дрессировке по мере необходимости. Скорость охлаждения после легирования можно выбирать в зависимости от целевой микроструктуры, высокую скорость охлаждения можно выбирать, чтобы способствовать мартенситному превращению, и низкую скорость охлаждения можно выбирать, чтобы увеличивать концентрацию С в остаточном аустените путем превращения аустенита в бейнит и, соответственно, производить остаточный аустенит.
Изготовленную гальванизированную листовую сталь нарезали в направлении толщины и измеряли твердость листовой стали на поперечном сечении способом наноотпечатков в непосредственной близости под границей раздела покрытие/феррит и вблизи глубины на 1/3 толщины листовой стали. В качестве измерительного устройства использовали атомно-силовой микроскоп SPM-9500 с алмазным индентором, имеющим форму треугольной пирамиды на переднем конце (производитель Shimadzu Corporation). Нагрузку на индентор регулировали таким образом, что глубина отпечатка по направлению к внутреннему слою составляла 5 нм. Твердость листовой стали измеряли с шагом 10 нм по глубине в направлении толщины листовой стали; на каждой глубине производили по пять измерений и вычисляли среднюю твердость для каждой глубины. В настоящей заявке твердость листовой стали, измеренную описанным выше способом, называется термином «нанотвердость», нанотвердость на глубине 1/3 толщины листовой стали определяют термином «представительная нанотвердость» (На) внутри листовой стали и далее она описана как «нанотвердость внутри листовой стали». Используя нанотвердость внутри листовой стали в качестве стандартного значения, часть непосредственно под границей раздела покрытия в листовой стали, в которой нанотвердость составляет 75% или менее стандартного значения, определяли как размягченный слой (мягкий слой или граничный мягкий слой). По существу, рассматривали измеренные значения нанотвердости листовой стали с шагом 10 нм в направлении толщины непосредственно под границей раздела покрытия и слой до части, в которой впервые получено измеренное значение, превышающее 75% стандартного значения, считали в качестве размягченного слоя.
Данная глубина представляет собой глубину D (мкм) размягченного слоя. При этом, в том случае, когда средние значения нанотвердости, измеренные в пяти слоях от 10 нм до 50 нм в глубину непосредственно под границей раздела покрытия, превышали 75% стандартного значения, определяли отсутствие размягченного слоя, и указанное выше среднее значение определяли в качестве твердости поверхностного слоя.
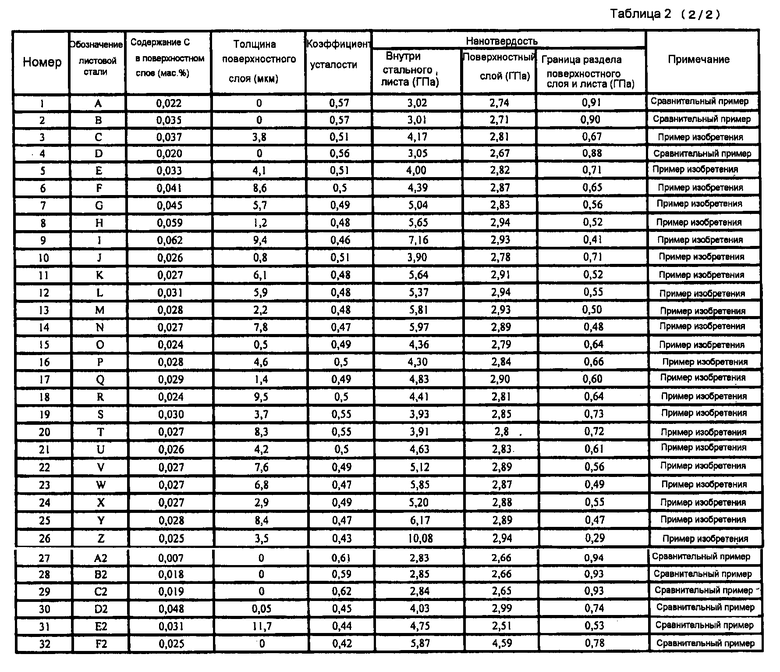
В том случае, когда глубина D размягченного слоя в гальванизированной листовой стали составляла от 0,001% до 5% толщины t участка листовой стали, усталостная долговечность особенно устойчиво показывала благоприятное значение. В том случае, когда глубина D не достигала 0,001% от t, усталостная долговечность становилась неудовлетворительной, и в том случае, когда D превышала 5% от t, возникала проблема в отношении прочности гальванизированной листовой стали.
Концентрацию С в поверхностном слое измеряли следующим образом:
(Случай толщины размягченного слоя D от 0,1 мкм до 5 мкм)
После растворения и удаления только слоя покрытия, используя содержащий ингибитор водный раствор 30 мас.% HCl, переднюю и заднюю поверхности феррита растворяли на D мкм, используя водный раствор 5 мас.% HCl при 60°С, на основании способа взвешивания, согласно которому уменьшение толщины оценивали, используя в качестве показателя разность масс до и после травления. Затем, используя сухое вещество, полученное выпариванием и высушиванием растворителя, количество С определяли методом поглощения инфракрасного излучения после сжигания, в соответствии с японским промышленным стандартом JIS G1211.
(Случай толщины размягченного слоя D более 5 мкм)
После растворения и удаления только слоя покрытия, используя содержащий ингибитор водный раствор 30 мас.% HCl, переднюю и заднюю поверхности феррита растворяли на 5 мкм, используя водный раствор 5 мас.% HCl при 60°С, на основании способа взвешивания, согласно которому уменьшение толщины оценивали, используя в качестве показателя разность масс до и после травления. Затем, используя сухое вещество, полученное выпариванием и высушиванием растворителя, количество С определяли методом поглощения инфракрасного излучения после сжигания, в соответствии со стандартом JIS G1211.
(Случай толщины размягченного слоя D менее 0,1 мкм)
Массы определяли в пяти произвольных точках на поперечном сечении ферритного поверхностного слоя, используя полевой эмиссионный электронно-зондовый микроанализатор (ПЭ-ЭЗМ) с диаметром зонда 0,1 мкм, и вычисляли среднее значение. Однако поскольку диаметр зонда превышал толщину размягченного слоя D, измеренные значения использовали в качестве стандартных значений.
При этом, чтобы сохранять достаточную прочность листовой стали, даже когда существует размягченный слой, концентрация С в размягченном слое составляет предпочтительно от 10% до менее чем 30% от концентрации С во всей листовой стали. Когда концентрация С в размягченном слое составляет 10% или менее от концентрации С во всей листовой стали, размягченный слой становится мягче, чем необходимо, и существуют случаи, в которых это неблагоприятно влияет на прочность листовой стали.
[Пример 1]
Далее вариант осуществления будет описан более подробно с использованием примера.
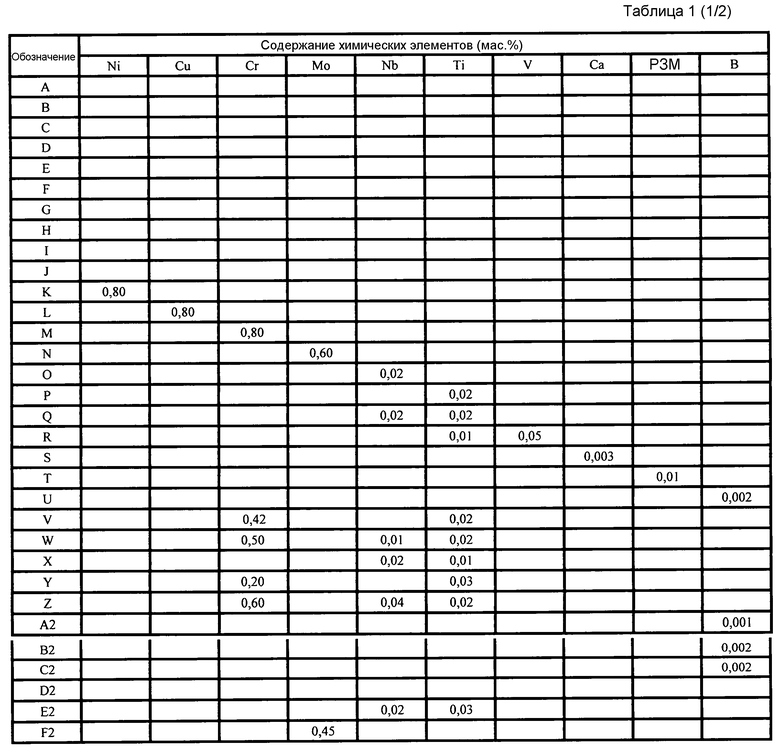
Непрерывное литье осуществляли, используя устройство для непрерывного литья, снабженное электромагнитным тормозом и приспособлением для подачи проволоки, чтобы добавлять сплав в секцию плавления, в результате чего получали стали, имеющие составы, которые представлены в таблице 1.
Электромагнитную индукцию электромагнитного тормоза устанавливали в интервале от 0,1 Тл до 1,0 Тл и использовали железную проволоку. Добавляемое количество железной проволоки регулировали посредством площади поперечного сечения и скорости подачи железной проволоки.
Затем вышеописанным способом изготавливали стальные слябы с повышенной концентрацией Fe в части поверхностного слоя, подвергали их горячей прокатке, нагревая при температуре от 1080°С до 1150°С, причем температура конечной обработки составляла от 910°С до 930°С, и температура намотки составляла от 580°С до 690°С, в результате чего получали листовую сталь с толщиной листа, составляющей 4,0 мм. Кроме того, слябы подвергали травлению, затем холодной прокатке до толщины 2,0 мм и гальванизации на линии непрерывной гальванизации. В процессе отжига на линии непрерывной гальванизации максимальная температура составляла от 760°С до 830°С, средняя скорость охлаждения от максимальной температуры до 650°С составляла от 1°С/сек до 5°С/сек, и средняя скорость охлаждения от 650°С до температуры ванны для гальванизации составляла от 3°С/сек до 12°С/сек. Расплавленный цинк покрытия, содержащий 0,13% Al, использовали для гальванизации в соответствующей ванне, температура которой составляла 460°С, и нанесенное количество покрытия устанавливали на уровне 50 г/м2, используя струю газообразного азота.
Предел прочности на растяжение и удлинение измеряли, вырезая образец №5 для испытаний согласно японскому промышленному стандарту из зоны гальванизированной стали, изготовленной указанным выше способом, и проводя испытание на растяжение при комнатной температуре.
Процентное содержание Fe и Al в покрытии измеряли методом анализа с индуктивно-связанной плазмой (ИСП) после растворения покрытия в содержащей ингибитор хлористоводородной кислоте. Процентное содержание Fe в среднем составляло от 10% до 11%, и процентное содержание Al в среднем составляло от 0,2% до 0,3%. Количество нанесенного покрытия определяли по разности масс до и после растворения покрытия. Количество нанесенного покрытия в среднем составляло от 45 г/м2 до 55 г/м2. Кроме того, толщину покрытия определяли по поперечному сечению, используя СЭМ, и толщина покрытия в среднем составляла от 6,3 мкм до 1,1 мкм.
Вид и объем микроструктуры внутри и в поверхностном слое листовой стали определяли, используя оптический микроскоп, имеющий увеличение от 400 раз до 1000 раз, и СЭМ, имеющий увеличение от 1000 раз до 100000 раз, после травления поперечного сечения листовой стали в направлении прокатки или поперечного сечения в направлении под прямым углом к направлению прокатки используя ниталь и реагент, который описан в первой публикации японской нерассмотренной патентной заявки №S59-219473. Кроме того, вид и объем микроструктуры внутри и в поверхностном слое листовой стали также наблюдали, используя полевой эмиссионный просвечивающий электронный микроскоп (ПЭ-ПЭМ, имеющий увеличение от 10000 раз до 1000000 раз, после получения поперечного сечения образца методом микронного сфокусированного ионного пучка (СИП). В каждом из образцов наблюдали по 20 или более точек. Кроме того, соотношение площади определяли методом счета точек или анализом изображения. Среднюю толщину микроструктуры, в которой доля площади феррита составляла 95% или более, также определяли аналогичным образом, используя оптический микроскоп, имеющий увеличение от 400 раз до 1000 раз, и СЭМ, имеющий увеличение от 1000 раз до 100000 раз, после травления поперечного сечения листовой стали в направлении прокатки или поперечного сечения в направлении под прямым углом к направлению прокатки, используя ниталь и реагент, который описан в первая публикация японской нерассмотренной патентной заявки № S59-219473. Кроме того, толщину тонкого образца также наблюдали, используя ПЭ-ПЭМ, имеющий увеличение от 10000 раз до 1000000 раз, после получения поперечного сечения образца методом СИП.
Усталостную долговечность оценивали, используя соотношения предела усталости и предела прочности на растяжение (коэффициенты усталости). В настоящем случае соотношение предела усталости и предела прочности на растяжение, которое составляет 2·107-кратную прочность, определяли проведением испытания на усталость согласно стандарту JIS Z 2275, используя исследуемый образец №1, имеющий, как определено в стандарте JIS Z 2275, имеющий параллельную часть 30 мм, толщину листа 2 мм и радиус кривизны 100 мм, и делением на предел прочности на растяжение. Удовлетворительную оценку получали листовые стали, имеющие соотношение предела усталости и предела прочности на растяжение, составляющее выше 0,7-0,0003·TS.
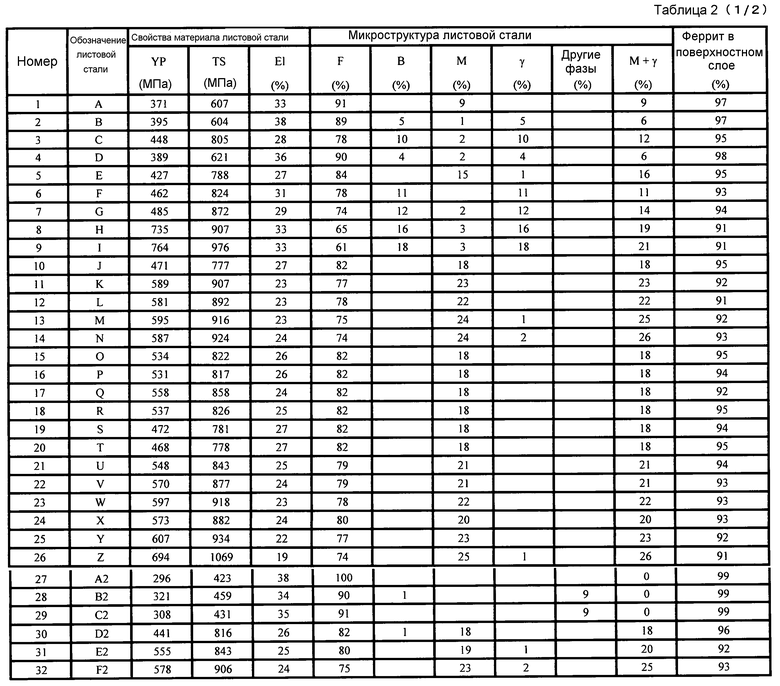
Результаты представлены в таблице 2. Относящиеся к микроструктуре столбцы показывают доли площадей феррита (F), бейнита (В), мартенсита (М), остаточного аустенита (γ) и других структур. Кроме того, показано суммарная доля площади мартенсита (М) и остаточного аустенита (γ). Образцы гальванизированной листовой стали №№1, 2, 4, 27, 28 и 29 имели значение TS, составляющее менее чем 770 МПа, что находилось за пределами интервала варианта осуществления. Образцы гальванизированной листовой стали №№30, 31 и 32 не находились в заданном интервале в отношении толщины размягченного слоя (поверхностного слоя), которую измеряли по нанотвердости. В данных сталях соотношения предела усталости и предела прочности на растяжение также находились ниже заданного уровня. В остальных изделиях согласно варианту осуществления можно было устойчиво получать благоприятную усталостную долговечность.
Кроме того, как показали результаты измерения концентрации С в поверхностном слое каждого образца гальванизированной листовой стали, изготовленного согласно варианту осуществления, концентрация С сохранялась в интервале от 10% до 30% во всех образцах.
[Пример 2]
Непрерывное литье осуществляли, используя устройство для непрерывного литья, снабженное электромагнитным тормозом и приспособлением для подачи проволоки, чтобы добавлять сплав в секцию плавления, в результате чего получали листы, имеющие составы, которые представлены в строке J таблицы 1. Электромагнитную индукция электромагнитного тормоза устанавливали в интервале от 0,1 Тл до 1,0 Тл и использовали железную проволоку. Добавляемое количество железной проволоки регулировали посредством площади поперечного сечения и скорости подачи железной проволоки.
После этого слябы, изготовленные описанным выше способом и имеющие различные толщины слоя с повышенной концентрацией Fe в поверхностной части, подвергали горячей прокатке, нагревая при температуре от 1080°С до 1150°С, причем температура конечной обработки составляла от 910°С до 930°С, и температура намотки составляла от 580°С до 690°С, в результате чего получали листовую сталь с толщиной листа, составляющей 4,0 мм. Кроме того, заготовки подвергали травлению, затем холодной прокатке до толщины 2,0 мм и гальванизации на линии непрерывной гальванизации. В процессе отжига на линии непрерывной гальванизации максимальная температура составляла 800°С, средняя скорость охлаждения от максимальной температуры до 650°С составляла 2°С/сек, и средняя скорость охлаждения от 650°С до температуры ванны для гальванизации составляла 5°С/сек. Расплавленный листовой цинк, содержащий 0,13% Al, использовали для гальванизации в соответствующей ванне, температура которой составляла 460°С, и нанесенное количество покрытия устанавливали на уровне 35 г/м2, используя струю газообразного азота. Температуру обработки для диффузионого легирования листа устанавливали на уровне 500°С.
Кроме того, для получения модельного материала сравнения, осуществляли отжиг, используя инфракрасную печь, и термическую обработку, которая моделировала линию для непрерывного гальванизации, в атмосфере газообразного азота. В модельном отжиге максимальная температура составляла 800°С, средняя скорость охлаждения от максимальной температуры до 650°С составляла 2°С/сек, и средняя скорость охлаждения от 650°С до 460°С составляла 5°С/сек. Температуру обработки для диффузионого легирования листа устанавливали на уровне 500°С.
Предел прочности на растяжение и удлинение измеряли, вырезая образец №5 для испытаний согласно японскому промышленному стандарту из зоны гальванизированной стали, изготовленной указанным выше способом, и проводя испытание на растяжение при комнатной температуре.
Процентное содержание Fe и Al в покрытии измеряли методом ИСП после растворения покрытия в содержащей ингибитор хлористоводородной кислоте. Процентное содержание Fe в среднем составляло от 10% до 11%, и процентное содержание Al в среднем составляло от 0,2% до 0,3%. Количество нанесенного покрытия определяли по разности масс до и после растворения покрытия. Количество нанесенного покрытия в среднем составляло от 30 г/м2 до 40 г/м2. Кроме того, толщину покрытия определяли по поперечному сечению, используя СЭМ, и толщина покрытия в среднем составляла от 4,2 мкм до 5,6 мкм.
Вид и объем микроструктуры внутри и в поверхностном слое листовой стали определяли, используя оптический микроскоп, имеющий увеличение от 400 раз до 1000 раз, и СЭМ, имеющий увеличение от 1000 раз до 100000 раз, после травления поперечного сечения листовой стали в направлении прокатки или поперечного сечения в направлении под прямым углом к направлению прокатки используя ниталь и реагент, который описан в первой публикации японской нерассмотренной патентной заявки №359-219473. Кроме того, вид и объем микроструктуры внутри и в поверхностном слое листовой стали также наблюдали, используя ПЭ-ПЭМ, имеющий увеличение от 10000 раз до 1000000 раз, после получения поперечного сечения образца методом СИП. В каждом из образцов наблюдали по 20 или более точек. Кроме того, долю площади определяли методом счета точек или анализом изображения.
Среднюю толщину микроструктуры, в которой доля площади феррита составляла 95% или более, также определяли аналогичным образом, используя оптический микроскоп, имеющий увеличение от 400 раз до 1000 раз, и СЭМ, имеющий увеличение от 1000 раз до 100000 раз, после травления поперечного сечения листовой стали в направлении прокатки или поперечного сечения в направлении под прямым углом к направлению прокатки, используя ниталь и реагент, который описан в первая публикация японской нерассмотренной патентной заявки № S59-219473. Кроме того, толщину тонкого образца также наблюдали, используя ПЭ-ПЭМ, имеющий увеличение от 10000 раз до 1000000 раз, после получения поперечного сечения образца методом СИП.
Усталостную долговечность оценивали, используя соотношения предела усталости и предела прочности на растяжение (коэффициенты усталости). В настоящем случае соотношение предела усталости и предела прочности на растяжение, которое составляет 2·107-кратную прочность, определяли проведением испытания на усталость согласно стандарту JIS Z 2275, используя исследуемый образец №1, имеющий, как определено в стандарте JIS Z 2275, имеющий параллельную часть 30 мм, толщину листа 2 мм и радиус кривизны 100 мм, и делением на предел прочности на растяжение. Удовлетворительную оценку получали листовые стали, имеющие соотношение предела усталости и предела прочности на растяжение, составляющее выше 0,7-0,0003·TS.
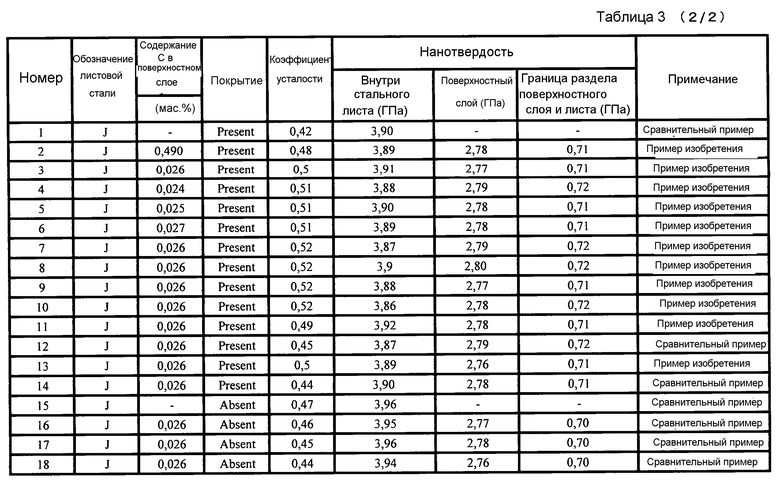
Результаты представлены в таблице 3. Поскольку средняя толщина микроструктуры, в которой доля площади феррита составляла 95% или более, находилась за пределами интервала варианта осуществления, в образцах №№1 и 12, соотношения предела усталости и предела прочности на растяжение были ниже 0,7-0,0003·TS. Поскольку соотношение площади феррита в поверхностном слое находилось за пределами интервала варианта осуществления в образце №14, соотношение предела усталости и предела прочности на растяжение было ниже 0,7-0,0003*TS. Для образца №15, который не был гальванизирован, соотношение предела усталости и предела прочности на растяжение было выше 0,7-0,0003*TS, даже когда средняя толщина микроструктуры, в которой доля площади феррита составляла 95% или более, находилось за пределами интервала варианта осуществления; однако, с другой стороны, для образцов №№16, 17 и 18, в которых становились толстыми микроструктуры, которые имели долю площади феррита, составляющее 95% или более, соотношения предела усталости и предела прочности на растяжение были ниже 0,7-0,0003·TS.
За исключением описанных выше, другие изделия согласно варианту осуществления представляли собой высокопрочные отожженные и гальванизированные стальные листы, которые могли устойчиво обеспечивать благоприятную усталостную долговечность.
Кроме того, как показали результаты измерения концентрации С в поверхностном слое каждого из образцов гальванизированной листовой стали, изготовленных согласно варианту осуществления, концентрация С в листовой стали сохранялась в интервале от 10% до 30% во всех образцах, за исключением образца №2.


(Второй вариант осуществления)
Далее будет подробно описан второй вариант осуществления настоящего изобретения. Во-первых, будет описана причина, по которой ограничиваются компоненты листовой стали, используемые в данном варианте осуществления.
Причина, по которой интервал концентрации С установлен от 0,10% до 0,50 мас.%, заключается в том, что нижний предел концентрации С установлен на уровне 0,10%, чтобы обеспечить прочность, и верхний предел установлен на уровне 0,50%, чтобы сохранять свариваемость.
Причина, по которой интервал концентрации Si установлен от 0,005% до 2,0 мас.%, заключается в том, что нижний предел концентрации Si установлен на уровне 0,005%, чтобы обеспечить прочность, и верхний предел установлен на уровне 2,0%, чтобы не оказывать неблагоприятного воздействия на свариваемость и свойства покрытия.
Причина, по которой интервал концентрации Mn установлен от 0,01% до 3,0 мас.%, заключается в том, что нижний предел установлен на уровне 0,01%, при котором проявляется эффект увеличения прочности, и верхний предел установлен на уровне 3,0% с точки зрения стоимости изготовления.
В отличие от указанных выше элементов, Р, S, Al и N представляют собой неизбежные примеси. По мере необходимости возможно суммарное содержание от 0% до 3,5% одного или более из следующих элементов: Ti, Nb, Mo, W, Со, Cu, Cr, Ni, Sn, V, В и РЗМ.
Далее будет описана причина, по которой ограничивается гальванизированный слой покрытия, использованный в данном варианте.
Причина, по которой интервал концентрации Al в слое покрытия установлен от 0,01% до 1,5 мас.%, заключается в том, что когда концентрация Al составляет менее чем 0,01%, шлак с преобладанием оксида Zn в значительной степени образуется на поверхности ванны для гальванизации, и ухудшается внешний вид нанесенного покрытия. Поскольку эффект подавления шлакообразования насыщается, когда концентрация Al превышает 1,5%, ее верхний предел установлен на уровне 1,5% с точки зрения стоимости изготовления.
Толщина нанесенного покрытия не ограничена определенным образом, но составляет предпочтительно 1 мкм или более на односторонней поверхности с точки зрения коррозионной стойкости. Кроме того, толщина нанесенного покрытия на односторонней поверхности предпочтительно составляет 20 мкм или менее с точки зрения формуемости, свариваемости и экономической эффективности.
При этом данный вариант осуществления включает также нанесение верхнего слоя или осуществление разнообразных видов химической обработки, включая, например, фосфатную обработку, обработку для улучшения свариваемости, обработку для улучшения смазываемости и подобное, гальванизированной листовой стали согласно варианту осуществления, в целях улучшения свойств окрашиваемости и свариваемости.
Интервал толщины листа t (мм), не включая слой покрытия, не ограничен определенным образом. Интервал толщины листа t обычно составляет от 0,4 мм до 3,2 мм, но предпочтительно составляет от 1,0 мм до 3,2 мм, принимая во внимание производительность или нагрузку прокатного устройства.
Измерение методом наноотпечатков осуществляли, используя такой же способ, как в первом вариант осуществления. В результате, если толщина размягченного слоя (также называемая термином «поверхностный слой») в ферритной части листовой стали от границы раздела покрытие/феррит обозначена D (мм), и толщина всей листовой стали, исключая слой покрытия, обозначена t (мм), предпочтительный интервал значений D составляет от 0,001% до 5% от t. Если D находится в вышеуказанном интервале, возникает эффект повышения устойчивости к водородному охрупчиванию листовой стали. Его точная причина остается непонятной, но считается, что присутствие мягкого слоя на поверхностном слое влияет на устойчивость к водородному охрупчиванию. Кроме того, когда толщина D размягченного слоя превышает 5% от t, прочность всей листовой стали снижается, и, таким образом, верхнее предельное значение установлено на уровне 5%.
При этом, чтобы в достаточной степени сохранять прочность листовой стали, даже когда присутствует размягченный слой, концентрация С в размягченном слое составляет предпочтительно от 10% до менее чем 30% по отношению к концентрации С в листовой стали.
Когда концентрация С в размягченном слое составляет 10% или менее от концентрации С в листовой стали, размягченный слой становится мягче, чем необходимо, и существуют случаи, в которых это неблагоприятно влияет на прочность листовой стали.
Причина, по которой интервал D установлен как d/4≤D≤2d, где d (мкм) означает глубину от границы раздела покрытие/феррит, на которой в стали присутствуют оксиды, содержащие один или два элемента из Si и Mn, заключается в том, что устойчивость к водородному охрупчиванию является более благоприятной в указанном выше интервале. Точная причина остается непонятной, но считается, что описанный выше факт обусловлен действием оксидов, которые присутствуют в данном интервале и подавляют распространения растрескивания.
Размер частиц оксидов, содержащих один или два элемента из Si и Mn, которые присутствуют в стали, не ограничен определенным образом, но их средний диаметр предпочтительно не превышает 1 мкм, таким образом, что растяжение не уменьшается, и предпочтительно составляет 5 нм или более, чтобы подавлять распространение растрескивания. Кроме того, форма частиц оксидов может быть сферической, пластинчатой, игольчатой и подобной. Число частиц оксидов не ограничено определенным образом, но предпочтительно, чтобы присутствовала одна или более частиц оксидов по длине 100 мкм в направлении толщины листа на поперечном сечении на глубине d (мкм) во время наблюдения поперечного сечения.
Причина, по которой предел прочности на растяжение листовой стали установлен на уровне 770 МПа или более, заключается в том, что когда предел прочности на растяжение составляет менее чем 770 МПа, твердость материала стали составляет менее чем 3,5 ГПа, в том числе на поверхности, и, таким образом, не существует проблемы возникновения и распространения растрескивания в материале стали вследствие водородного охрупчивания.
Соотношение между толщиной D мягкого слоя (размягченного слоя), в котором нанотвердость, существующая в данное время, составляет 75% или менее от уровня внутри листовой стали, и глубина d образованного оксидом слоя предпочтительно удовлетворяет условию D≥d с точки зрения подавления распространения растрескивания.
Далее будет описан способ изготовления гальванизированной листовой стали, которая является превосходной с точки зрения устойчивости к водородному охрупчиванию, согласно варианту.
Листовая сталь, содержащая (мас.%) С от 0,10% до 0,50%, Si от 0,005% до 2,0%, Mn от 0,01% до 3,0%, где остальную массу составляли Fe и неизбежные примеси, поступала на линию непрерывной гальванизации и подвергалась обработке. Когда листовую сталь отжигали на линии непрерывной гальванизации, максимальная температура листа во время отжиг составляла от 650°С до 900°С. Когда максимальная температура листа установлена в интервале от 750°С до 850°С, существует тенденция к тому, что устойчиво достигается благоприятная устойчивость к водородному охрпчиванию, что является предпочтительным.
Кроме того, когда в атмосфере для отжига при максимальной температуре листа регулируется содержание водорода от 1 об.% до 10 об.%, причем остальной объем составляют азот и неизбежные примеси, и температура конденсации составляет от более чем 0°С до 50°С, становится возможным образование слоя заданной толщины, в котором нанотвердость на поверхности листовой стали составляет 75% или менее от уровня внутри листовой стали, и присутствие оксида, содержащего один или два элемента из Si и Mn, на заданной глубине в части поверхностного слоя, в результате чего обеспечивается устойчивое достижение благоприятной устойчивости к водородному охрупчиванию. Когда содержание водорода в атмосфере для отжига регулируется в интервале от 2 об.% до 8 об.%, существует тенденция к тому, что устойчиво достигается благоприятная устойчивость к водородному охрупчиванию, что является предпочтительным. Поскольку образование оксидов Si подавляется на поверхности листовой стали после отжига, свойства смачивания покрытия также являются благоприятными.
Время выдерживания при максимальной температуре листа зависит от механических свойств, требуемых для листовой стали, и, таким образом, оно особо не ограничено определенным интервалом; однако, как правило, предпочтительно выбирать время выдерживания, которое необходимо для получения требуемых механических свойств от 10 секунд до 20 минут. Время выдерживания предпочтительно составляет от 20 секунд до 150 секунд с точки зрения производительности.
Отожженную листовую сталь охлаждают до температуры, составляющей от 350°С до 550°С, погружают в ванну для гальванизации при температуре от 440°С до 480°С, извлекают из ванны, проверяют на наличие заданного количества покрытия и охлаждают.
[Пример 3]
Далее будет описан пример варианта осуществления, но условия в данном примере представляют собой лишь один пример условий, которые используются для подтверждения практической возможности и эффектов варианта осуществления, и данный вариант осуществления не ограничен приведенным примером условий. В варианте осуществления можно использовать разнообразные условия, которые соответствуют по существу данному варианту осуществления до тех пор, пока достигается цель данного варианта осуществления.
Другие элементы, которые не представлены в таблице 4, не добавляются, но содержатся в стали только в малых количествах в качестве неизбежных примесей.
Листовую сталь с такими компонентами стали и толщиной листов, которые приведены в таблице 4, подвергали отжиговой обработке при температурах отжига, концентрациях водорода и температурах конденсации (точке росы), которые представлены в таблице 5, погружали в ванну с расплавленным Zn для гальванизации при температуре ванны, составляющей 450°С, в течение 3 секунд, извлекали из ванны, регулировали толщину покрытия, нанесенного на одностороннюю поверхность, в интервале от 1 мкм до 20 мкм, используя струю газа, и после этого подвергали охлаждению до комнатной температуры с помощью газообразного азота. Затем покрытие на изготовленной гальванизированной листовой стали растворяли в кислоте; в таблице 5 представлены результаты химических анализов в отношении процентного содержания Al в покрытии.




Кроме того, гальванизированную листовую сталь нарезали в направлении толщины и измеряли твердость листовой стали на поперечном сечении способом наноотпечатков до глубины, составляющей 1/3 толщины листовой стали от границы раздела покрытие/феррит. Порядок применения способа наноотпечатков для измерения соответствует первому варианту осуществления.
Глубину d (мкм) от границы раздела покрытие/феррит, на которой в стали присутствует оксид, содержащий один или два элемента из Si и Mn, определяли, наблюдая поперечное сечение гальванизированной листовой стали с помощью сканирующего электронного микроскопа S-800 (производитель Hitachi, Ltd.) и подтверждая место на уровне 100 мкм, где присутствуют один или более оксидов, с помощью энергодисперсионной рентгеновской спектроскопии. Результаты представлены в таблице 5.
Устойчивость к водородному охрупчиванию оценивали следующим образом: слой покрытия снимали, используя 5% раствор хлористоводородной кислоты, катодный заряд осуществляли в течение 24 часов в буферном растворе CH3COOH-CH3COONa, имеющем pH 4,5 при плотности тока 2 А/дм2, используя листовую сталь в качестве катода и гальваностат HAB-151 (производитель Hokuto Denko Corporation); после этого наносили гальваническое покрытие Cd, из листовой стали вырезали образцы, имеющие размеры 20 мм × 100 мм, и делали вырез, глубина которого составляла 50% толщины листа, в центральной части в продольном направлении, в результате чего получали образец для исследований. Листовую сталь ломали в трехточечном испытании на изгиб, используя испытательное устройство Instron типа 3380, поверхность излома наблюдали, используя СЭМ S-800 (производитель Hitachi Ltd.) и определяли соотношение площади поверхности хрупкого излома в точке наблюдения, оценивая тем самым устойчивость к водородному охрупчиванию. Оценки 3 или выше означают превосходную устойчивость к водородному охрупчиванию.
Оценка 1: соотношение площади поверхности хрупкого разрушения составляет более чем 50%.
Оценка 2: соотношение площади поверхности хрупкого разрушения составляет от более чем 30% до 50%.
Оценка 3: соотношение площади поверхности хрупкого разрушения составляет от более чем 20% до 30%.
Оценка 4; соотношение площади поверхности хрупкого разрушения составляет от более чем 10% до 20%.
Оценка 5: соотношение площади поверхности хрупкого разрушения составляет 10% или менее.
По результатам оценки, представленным в таблице 5, обнаружено, что гальванизированная листовая сталь согласно варианту осуществления является превосходной в отношении устойчивости к водородному охрупчиванию.
(Третий вариант осуществления)
Далее будет подробно описан третий вариант осуществления настоящего изобретения. Во-первых, компоненты листовой стали, использованные в данном варианте осуществления, являются такими же, как во втором вариант осуществления и, следовательно, не будут описаны повторно.
Далее будут описаны причины, по которым ограничен слой покрытия, используемый в данном варианте осуществления. Здесь не будут описаны причины ограничения, которые совпадают с причинами во втором варианте осуществления, и будут описаны только отличия.
Причина, по которой содержание Al в слое покрытия находится в интервале от 0,01% до 1%, заключается в том, что когда содержание Al составляет менее чем 0,01%, шлак с преобладанием оксида Zn образуется в значительной степени на поверхности ванны для гальванизации, и ухудшается внешний вид нанесенного покрытия. Когда содержание Al превышает 1%, в значительной степени подавляется образование сплава Fe-Zn в слое покрытия, уменьшается скорость линии непрерывной гальванизации, и снижается производительность.
Слой покрытия, использованный в данном варианте осуществления, является таким же, как слой отожженного цинкового покрытия в первом варианте осуществления.
Причина, по которой интервал толщины D мягкого слоя (размягченного слоя), в котором существующая в данное время нанотвердость составляет 75% или менее от ее внутри листовой стали, задан условием d/4≤D≤2d, заключается в том, что в данном интервале свойства гибкости являются благоприятными. Точная причина остается непонятной, но считается, что описанный выше факт обусловлен действием присутствующих в данном интервале оксидов, которое подавляет распространение растрескивания.
Далее будет описан способ изготовления гальванизированной листовой стали, обладающей превосходными свойствами гибкости, согласно варианту осуществления. Здесь не будут повторяться части, совпадающие со вторым вариантом осуществления, и будут описаны только отличия.
Состав листовой стали, условия литья и процессы отжига были такими же, как во втором вариант осуществления.
Отожженную листовую сталь охлаждали до температуры в интервале от 350°С до 550°С, погружали в ванну для гальванизации при температуре от 440°С до 480°С, извлекали из ванны, проверяли заданное количество покрытия и подвергали термической обработке в течение периода от 10 секунд до 60 секунд при температуре листа от 400°С до 600°С, в результате чего происходила диффузия Fe в слой покрытия, и образовывался слой легированного покрытия, содержащего заданную концентрацию Fe. Что касается условий легирования, термическую обработку предпочтительно осуществляли в течение периода от 10 секунд до 60 секунд при температуре листа от 410°С до 530°С с точки зрения обеспечения качества листовой стали и предпочтительно осуществляли в течение периода от 10 секунд до 40 секунд с точки зрения подавления роста ферритной фазы в слое покрытия.
[Пример 4]
Далее будет описан пример варианта осуществления, но условия в данном примере представляют собой лишь один пример условий, которые используются для подтверждения практической возможности и эффектов варианта осуществления, и данный вариант осуществления не ограничен приведенным примером условий. В варианте осуществления можно использовать разнообразные условия, которые соответствуют по существу данному варианту осуществления до тех пор, пока достигается цель данного варианта осуществления.
Другие элементы, которые не представлены в таблице 6, не добавляются, но содержатся в стали только в малых количествах в качестве неизбежных примесей.
Листовую сталь с такими компонентами стали и толщиной листов, которые приведены в таблице 6, подвергали отжиговой обработке при температурах отжига, концентрациях водорода и температурах конденсации, которые представлены в таблице 1, погружали в ванну с расплавленным Zn для гальванизации при температуре ванны, составляющей 450°С, в течение 3 секунд, извлекали из ванны, регулировали толщину покрытия, нанесенного на одностороннюю поверхность, в интервале от 1 мкм до 20 мкм, используя струю газа, повторно нагревали до температуры листа от 400°С до 600°С для диффузии Fe в слой покрытия и после этого подвергали охлаждению до комнатной температуры с помощью газообразного азота. Затем покрытие на изготовленной гальванизированной листовой стали растворяли в кислоте; в таблице 7 представлены результаты химических анализов в отношении процентного содержания Al в покрытии и Fe в покрытии.
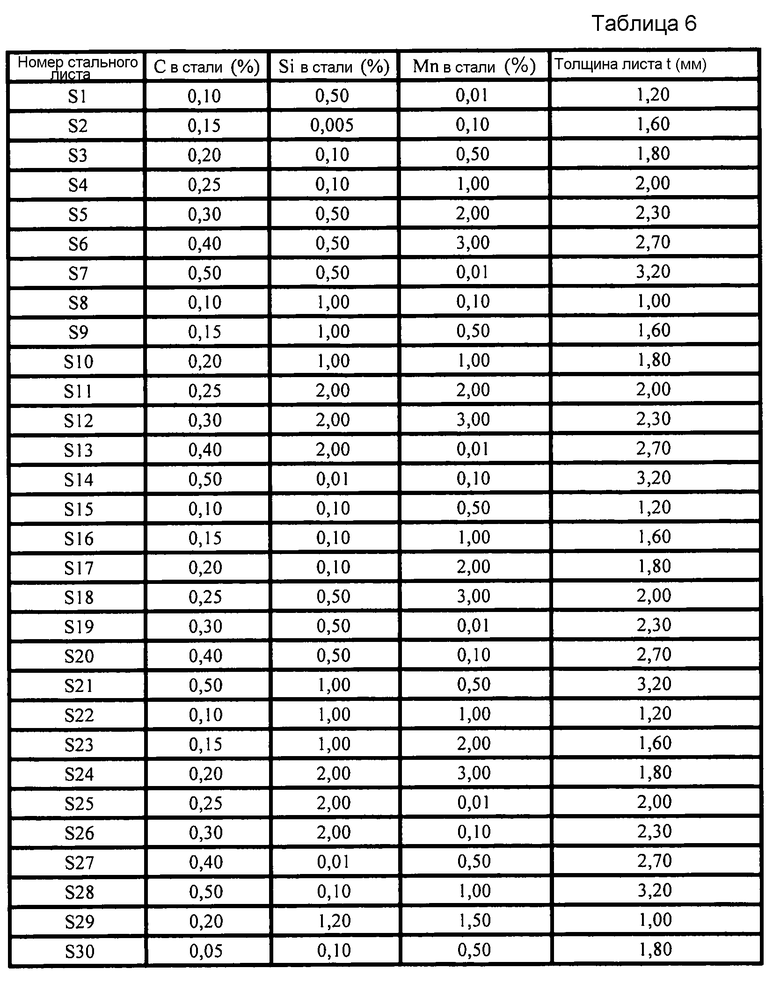

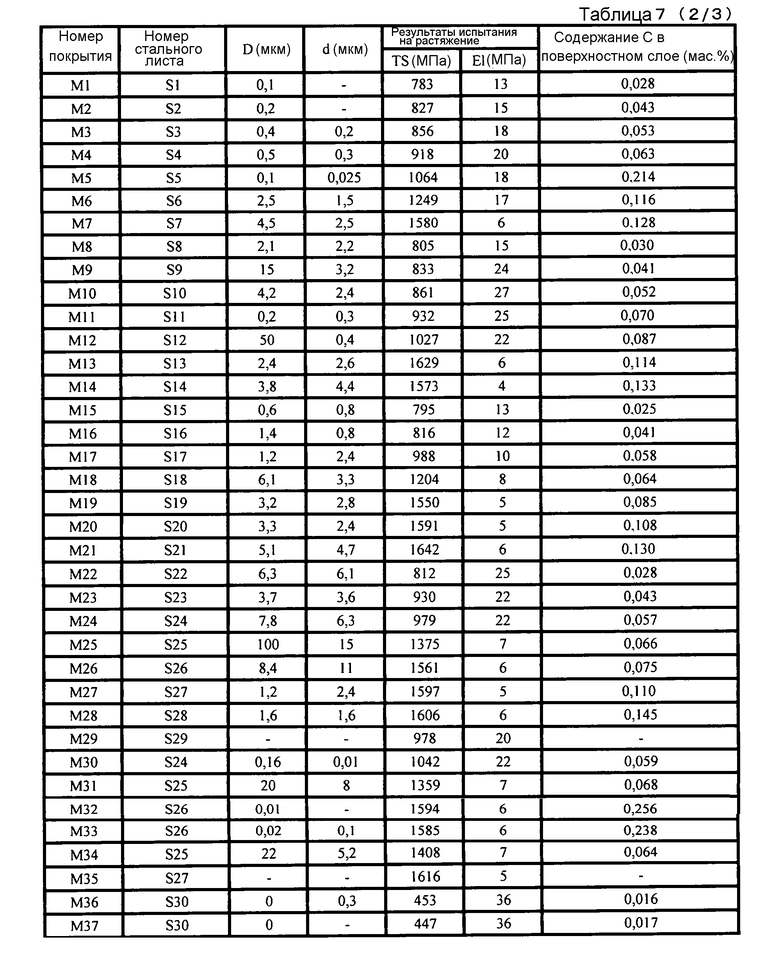

При этом толщина листовой стали слегка уменьшалась в результате диффузии Fe из листовой стали в процессе обработки для диффузионного легирования после нанесения покрытия, но максимальная величина этого уменьшения составляет 5 мкм, и существенное влияние отсутствует. Таким образом, в настоящей заявке термин «толщина исходного листа перед нанесением покрытия считается такой же, как толщина листа t после вычета толщины покрытия изготовленной листовой стали».
Кроме того, гальванизированную листовую сталь нарезали в направлении толщины и измеряли твердость листовой стали на поперечном сечении способом наноотпечатков до глубины, составляющей 1/3 толщины листовой стали от границы раздела покрытие/феррит. Порядок применения способа наноотпечатков для измерения соответствует первому варианту осуществления.
Глубину d (мкм) от границы раздела покрытие/феррит, на которой в стали присутствует оксид, содержащий один или два элемента из Si и Мп, определяли, наблюдая поперечное сечение гальванизированной листовой стали с помощью сканирующего электронного микроскопа S-800 (производитель Hitachi, Ltd.) и подтверждая место на уровне 100 мкм, где присутствуют один или более оксидов, с помощью энергодисперсионной рентгеновской спектроскопии. Результаты представлены в таблице 7.
Свойства гибкости оценивали следующим образом: из гальванизированной листовой стали вырезали образцы, имеющие размеры 70 мм × 30 мм, и проводили испытание на клиновидный изгиб под углом 30 градусов, в котором пуансон, имеющий клиновидную форму, ширину 30 мм и угол 30 градусов, прижимали к центру стороны длиной 70 мм. Постоянный радиус R клиновидного пуансона составлял 1,0 мм. После испытания фотографировали поверхность, на полученной фотографии согнутую часть, содержащие трещины части и неповрежденные части преобразовывали в двоичную форму, доли площадей вычисляли по всем точкам наблюдений в содержащих трещины частях, оценивая тем самым свойства гибкости. Полученным долям площадей содержащих трещины частей давали оценки согласно следующему указателю, и оценки 3 или выше считали достигшими удовлетворительного уровня.
Кроме того, согнутую часть имплантировали в смолу и наблюдали поперечное сечение согнутой части, используя оптический микроскоп, наблюдая тем самым развитие состояния растрескивания. При наблюдении поперечного сечения среди точек наблюдения измеряли глубину растрескивания, которое распространялось наиболее далеко от поверхностного слоя, и соотношение глубины растрескивания и толщины листовой стали рассматривали в качестве скорости распространения растрескивания. Полученной скорости распространения растрескивания давали оценку согласно следующему указателю, и оценки 3 или выше считали достигшими удовлетворительного уровня. Результаты представлены в таблице 7.
Наблюдение поверхности согнутой части
Оценка 1: соотношение площади растрескивания составляет более чем 20%.
Оценка 2: соотношение площади растрескивания составляет от более чем 10% до 20%.
Оценка 3: соотношение площади растрескивания составляет от более чем 5% до 10%.
Оценка 4: соотношение площади растрескивания составляет от более чем 1% до 5%.
Оценка 5: соотношение площади растрескивания составляет 1% или менее.
Наблюдение поперечного сечения согнутой части
Оценка 1: скорость распространения растрескивания составляет более чем 20%.
Оценка 2: скорость распространения растрескивания составляет от более чем 10% до 20%.
Оценка 3: скорость распространения растрескивания составляет от более чем 5% до 10%.
Оценка 4: скорость распространения растрескивания составляет от более чем 1% до 5%.
Оценка 5: скорость распространения растрескивания составляет 1% или менее.
По результатам оценок, которые приведены в таблице 1, обнаружено, что гальванизированная листовая сталь согласно настоящему изобретению является превосходной в отношении свойств гибкости.
Промышленная применимость
Согласно настоящему изобретению, возможно изготовление гальванизированной листовой стали, которая является превосходной в отношении устойчивости к водородному охрупчиванию. Кроме того, согласно настоящему изобретению, становится возможным изготовление высокопрочной отожженной и гальванизированной листовой стали, которая является превосходной в отношении устойчивости к водородному охрупчиванию, без снижения производительности. В частности, ожидается, что настоящее изобретение будет использовано в изготовлении усиливающих деталей автомобилей и будет иметь большое промышленное значение.
Как описано выше, согласно настоящему изобретению, возможно изготовление гальванизированной листовой стали, которая является превосходной в отношении свойств гибкости. В частности, ожидается, что настоящее изобретение будет использовано в изготовлении усиливающих деталей автомобилей и будет иметь большое промышленное значение.

Изобретение относится к области металлургии, а именно к гальванизированной листовой стали с пределом прочности на растяжение 770 МПа или более, применяемой в автомобилестроении и строительстве и состоящей из участка листовой стали, слоя покрытия, образованного на поверхности участка листовой стали, мягкого слоя, непосредственно прилегающего к границе раздела со слоем покрытия, и внутреннего слоя, отличающегося от мягкого слоя. Сталь листового участка содержит, мас.%: С: от 0,05 до 0,50, Si: от 0,005 до 2,5, Mn: от 0,01 до 3,0, Р: не более чем 0,03, S: не более чем 0,02, N: не более чем 0,0060, один или несколько из: Al, Ni, Cu, Cr, Мо, В, Ti, Nb, V, РЗМ и Са, Fe и неизбежные примеси - остальное. Слой покрытия представляет собой слой гальванического покрытия или слой отожженного гальванического покрытия, причем слой гальванического покрытия содержит Al от 0,01% до 1,5% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Са, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме до 3,5%, и остальное составляют Zn и неизбежные примеси, а слой отожженного гальванического покрытия содержит Fe от 5% до 15%, Al от 0,01% до 1% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Со, Са, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме до 3,5%, причем остальное составляют Zn и неизбежные примеси. Обеспечивается подавление образования растрескивания на поверхности стали и требуемая усталостная долговечность. 3 н. и 3 з.п. ф-лы., 1 ил., 7 табл., 4 пр.
1. Гальванизированная листовая сталь, у которой предел прочности на растяжение составляет 770 МПа или более и которая включает:
участок листовой стали, которая содержит, мас.%:
С: от 0,05% до 0,50%
Si: от 0,005% до 2,5%
Mn: от 0,01% до 3,0%
Al: от 0% до 0,5%
Ni: от 0% до 2,0%
Cu: от 0% до 2,0%
Cr: от 0% до 2,0%
Мо: от 0% до 2,0%
В: от 0% до 0,002%
Ti: от 0% до 0,1%
Nb: от 0% до 0,1%
V: от 0% до 0,1%
РЗМ: от 0% до 0,1%
Са: от 0% до 0,1%
Р: не более чем 0,03%
S: не более чем 0,02%
N: не более чем 0,0060% и
Fe и неизбежные примеси - остальное; и
слой покрытия, образованного на поверхности участка листовой стали, при этом слой покрытия представляет собой слой гальванического покрытия или слой отожженного гальванического покрытия, причем слой гальванического покрытия содержит Al от 0,01% до 1,5% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме до 3,5%, и остальное составляют Zn и неизбежные примеси, причем слой отожженного гальванического покрытия содержит Fe от 5% до 15%, Al от 0,01% до 1% и один или более элементов, выбранных из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi и РЗМ, составляющих в сумме до 3,5%, причем остальное составляют Zn и неизбежные примеси, причем
упомянутый участок листовой стали содержит мягкий слой, который непосредственно прилегает к границе раздела со слоем покрытия, и внутренний слой, который отличается от мягкого слоя, при этом
толщина D мягкого слоя составляет от 0,001% до 5% толщины t участка листовой стали, и при этом,
когда твердость мягкого слоя, измеряемая способом наноотпечатков, обозначена как H1, и твердость на глубине 1/3 толщины t участка листовой стали, измеряемая способом наноотпечатков, обозначена как На, в сечении, которое проходит вдоль направления толщины участка листовой стали, H1 составляет от 5% до 75% На.
2. Гальванизированная листовая сталь по п.1, в которой, если оксид, содержащий один или два элемента из Si и Mn, присутствует в части поверхностного слоя листовой стали, имеющей глубину d или менее от границы раздела покрытие/феррит, глубина d, в которой присутствует оксид, и D удовлетворяют неравенству d/4≤D≤2d.
3. Гальванизированная листовая сталь по п.1, в которой участок листовой стали содержит от более чем 0,10% до не более чем 0,50% С.
4. Гальванизированная листовая сталь по п.1, в которой концентрация С в мягком слое составляет от 10% до менее чем 30% концентрации С в листовой стали.
5. Способ изготовления гальванизированной листовой стали по п.1, в котором используют следующие условия для отжига перед нанесением покрытия в линии непрерывной гальванизации для участка листовой стали:
максимальную температуру листовой стали регулируют в пределах от 650°С до 900°С;
в атмосфере для отжига при упомянутой максимальной температуре регулируют содержание водорода от 1 об.% до 10 об.%, и остальное составляют азот и неизбежные примеси, и, кроме того,
точку росы регулируют в интервале от более чем 0°С до не более чем 50°С.
6. Способ изготовления гальванизированной листовой стали по п.1, включающий:
этап, на котором магнитное поле постоянного тока, которое пересекает толщину листа, прикладывают таким образом, чтобы создать зону электрического поля постоянного тока во время непрерывного литья и разделить верхнюю ванну, которая образует верхнюю область сляба после литья, и нижнюю ванну, которая образует нижнюю область сляба,
этап, на котором в верхнюю ванну подают материал, состоящий из Fe или сплава, содержащего, главным образом, Fe,
этап, на котором осуществляют горячую прокатку материала,
этап, на котором осуществляют холодную прокатку материала, и
этап, на котором осуществляют нанесение покрытия гальванизацией на материал.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ЛЕГИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312920C2 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| СПОСОБ ПРОИЗВОДСТВА И КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ОЦИНКОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2323266C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| WO 2009004424 A1, 08.01.2009. | |||

