Изобретение относится к роликовой профилирующей машине, содержащей несколько роликовых устройств, расположенных в подвижных головках, и позволяющей изготавливать металлические профили с переменным сечением.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Работа профилирующих машин основана на изменении формы металлических листов посредством нескольких роликовых формующих устройств. Формующие устройства обычно образованы парами роликов, установленными на горизонтальных осях, хотя они могут быть расположены иначе. При прохождении листа между роликами в различных формующих устройствах он подвергается деформации, и его форма постепенно изменяется до тех пор, пока не будет получен профиль с требуемым сечением.
Машины такого типа предназначены для крупносерийного производства, поскольку они могут изготавливать профили постоянного сечения в большом количестве. Способность профилирующих машин к переналадке базируется на возможности установки в одной машине нескольких групп роликов. Другим способом достижения эксплуатационной гибкости является использование быстросменных конструкций «кассетного» типа, в которых установлены роликовые устройства. Реже используются машины «револьверного» типа или машины, позволяющие осуществлять автоматизированную замену.
Профилирующие машины позволяют вводить в ту же технологическую линию другое оборудование для обработки металла, например для вырубки, штамповки, перфорации, гибки, сварки, резки, клеймения и т.д. Поэтому можно получать в непрерывном процессе требуемый конечный продукт.
Главным образом в автомобилестроении все больше требуются профили, имеющие переменное сечение по всей длине. Такие профили получают другими способами деформирования металла, в основном штамповкой с использованием пресс-формы. Несмотря на то, что это устройство очень хорошо известно и используется в разных отраслях, оно имеет низкую эксплуатационную гибкость, так как для получения другого конечного продукта нужно использовать другой инструмент. Кроме того, преимущество непрерывного изготовления одного и того же профиля обуславливает еще большее ограничение применения профилирующих машин.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Роликовая профилирующая машина согласно изобретению предназначена для решений технологической проблемы, связанной с изготовлением металлических профилей переменного сечения по всей длине профиля.
Целью изобретения является изготовление профилей с переменным сечением посредством профилирующих роликов. Профилирующая машина содержит несколько головок, установленных с возможностью совершать под управлением сервоприводов движение двух типов: вращение и поступательное движение по горизонтали в направлении, перпендикулярном к направлению перемещения профиля. На каждой головке установлено формующее устройство, снабженное двумя параллельными осями для установки пары формующих роликов. Вращение нижней оси осуществляется от редукторного двигателя и передается на верхнюю ось посредством обычной зубчатой передачи.
В каждом формующем устройстве может по выбору использоваться независимая конструкция для установки верхней оси. Эта конструкция выполнена симметричной, чтобы иметь возможность установки двух монтажных устройств, развернутых относительно друг друга на 180°. Поэтому можно установить ось с двусторонним выходом и с каждой стороны установить по верхнему ролику, что дает возможность, например, обрабатывать два материала разной толщины. Это позволяет исключить операции регулировки или установки новых деталей. Головка установлена наклонно к горизонтали во избежание столкновения между роликами и профилируемого материала при вращении. Предусмотрена группа серводвигателей с цифровым управлением, управляющих положением и перемещением каждой головки.
Машина также содержит несколько счетных колес, которые контактируют с материалом и регистрируют его перемещение по мере профилирования. Все колеса синхронизируются с помощью ремней, что позволяет машине обрабатывать предварительно нарезанный материал. При обработке непрерывной полосы с рулона достаточно иметь одно счетное колесо. В любом случае движение счетного колеса или счетных колес передается кодеру, который передает информацию на цифровое управляющее устройство.
При профилировании предварительно нарезанного на куски используется устройство обнаружения начала куска, которое определяет начальную точку переменной траектории.
Слово «содержит» и его производные, употребляемые в описании и формуле изобретения, не исключают наличия, кроме перечисленных за ним, других технических характеристик, дополнительных элементов или операций. Из описания изобретения и, отчасти, из области его применения специалистам очевидны другие его цели, преимущества и особенности. Изобретение не ограничено описанными и представленными на чертежах примерами его осуществления и охватывает все возможные комбинации рассмотренных здесь специфических и предпочтительных вариантов его осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
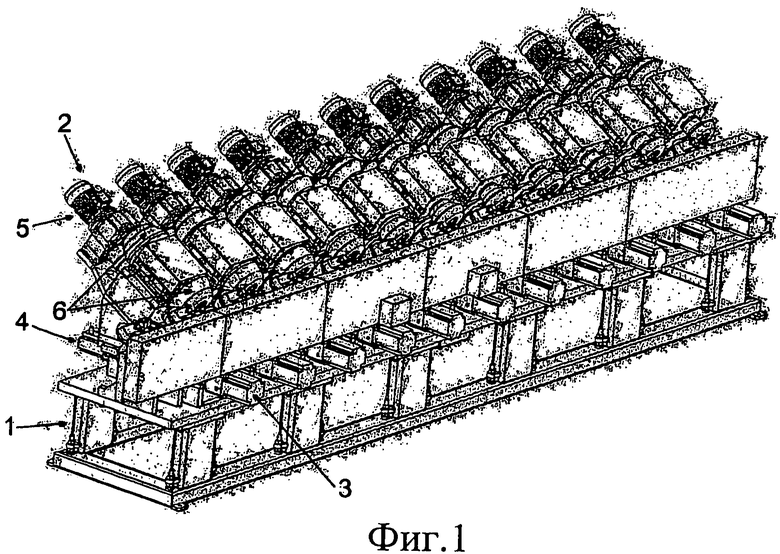
На фиг.1 показан в аксонометрии узел профилирующей машины для изготовления профилей переменного сечения,
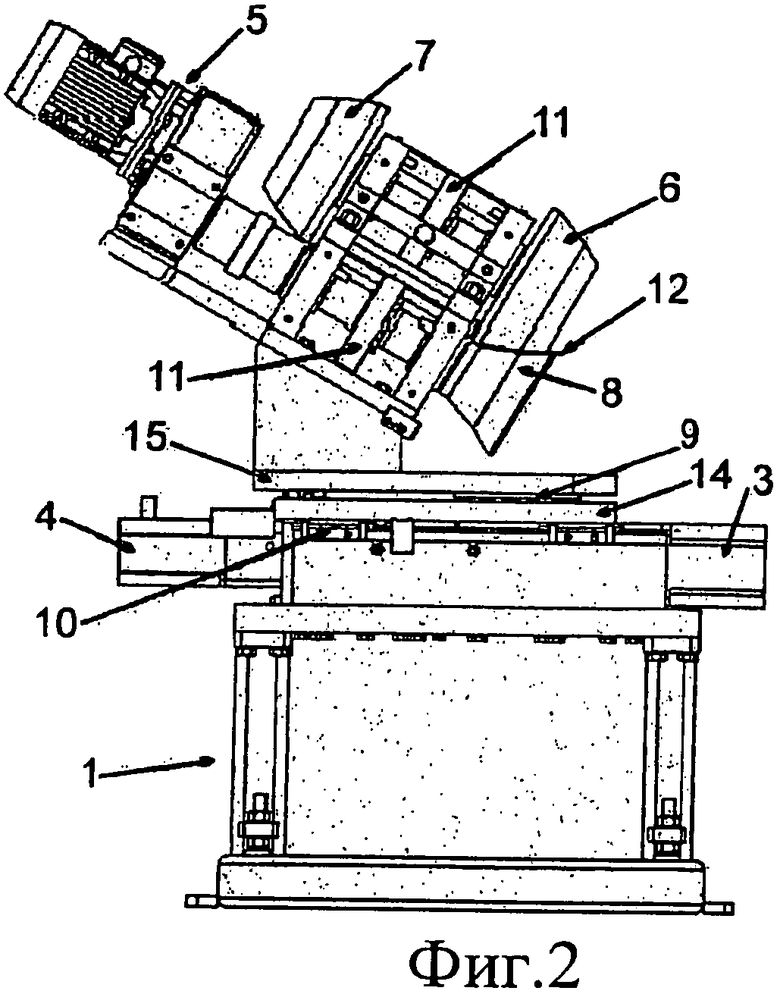
На фиг.2 показана сбоку профилирующая головка со стороны подачи материала и
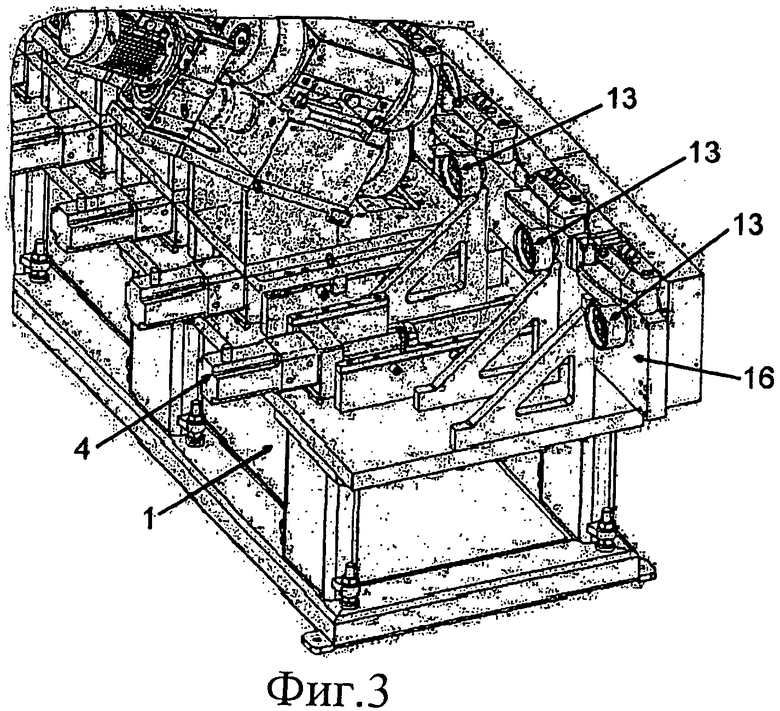
На фиг.3 показаны в аксонометрии счетные колеса, используемые при обработке предварительно нарезанного материала.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как показано на фиг.1, роликовая профилирующая машина согласно изобретению содержит по меньшей мере главную станину (1), состоящую из платформы, нескольких тумб и нескольких базовых плит, на которых расположены различные головки (2), несущие различные формующие устройства.
В примере, изображенном на фиг.1, роликовая профилирующая машина содержит одиннадцать независимых головок (2), закрепленных на станине (1) своей нижней стороной. Материал, подлежащий профилированию, перемещается слева направо (на фиг.1), а конечный продукт выходит на правом конце.
В нижней зоне каждой головки (2) расположены серводвигатели (3, 4), предназначенные, соответственно, для обеспечения вращательного движения и поступательного движения по горизонтали, причем поступательное движение происходит в направлении, перпендикулярном к направлению перемещения профиля. Каждый из этих серводвигателей снабжен внутренним кодером и поэтому положение головки (2) всегда известно. На верхней стороне головок (2) имеется редукторный двигатель (5), сообщающий вращательное движение роликам.
На фиг.2 показана установленная на станине (1) головка (2) с обеспечивающим поступательное движение серводвигателем (4), закрепленным на базовой плите главной станины и передающим через вал прямолинейное движение плите (14) (в направлении слева направо на фиг.2), на которой стоит головка. Эта плита (14) установлена на линейных направляющих (10). Кроме того, опорная плита (14) содержит поворотную цапфу (9), имеющую в нижней части червячное колесо и приводимую во вращение серводвигателем (3). К цапфе прикреплена вращающаяся плита (15), которая является опорой для формующего устройства. Формующее устройство расположено с наклоном относительно горизонтали, чтобы избежать столкновения формующих роликов с профилируемым материалом. Такое столкновение может произойти, когда нужно повернуть профиль в направлении, перпендикулярном к заданной траектории.
Формующее устройство состоит из двух конструкций, в первой из которых установлена ось нижнего ролика (8). Эта ось вращается редукторным двигателем (5), чтобы профилируемый материал циркулировал через ролики. Каждый редукторный двигатель управляется преобразователем частоты. Во второй конструкции, находящейся над первой, установлена ось верхнего ролика. Вращение нижней оси передается верхней оси зубчатыми колесами (11).
Особенностью верхней конструкции, представленной на фиг.2, является ее симметричность относительно зубчатого колеса (11) и гнезд. Это позволяет установить два крепежных устройства, развернутых относительно друг друга на 180°. Благодаря этому и путем установки верхней оси с двусторонним боковым выходом можно установить два верхних ролика (6, 7). Таким образом, можно придать машине способность профилировать материалы с двумя разными значениями толщины путем установки того или другого верхнего ролика согласно конкретным потребностям. Верхняя и нижняя конструкции соединены друг с другом с помощью нескольких быстросоединяющихся фланцев.
На фиг.3 показана начальная часть профилирующей машины, где видна система счетных колес (13), в данном случае три счетных колеса (13). Первая формующая головка представлена дискретным контуром, т.е. она как бы прозрачна. Наличие нескольких счетных колес необходимо для профилирования предварительно нарезанных кусков материала по их длине.
Эти колеса выполняют двойную функцию, так как, с одной стороны, они поддерживают формуемый материал, выступающий с профилирующих роликов, а с другой стороны, регистрируют движение формуемого материала в машине. Материал регулируют одним или несколькими роликами, чтобы исключить скольжение между ним и счетными колесами. Имеется возможность установить столько колес, сколько представляется необходимым для получения надежной регистрации куска материала с момента, когда его передний конец попадает на первое формующее устройство, до момента, когда его задний конец выходит из последнего формующего устройства. Счетные колеса установлены на боковой конструкции (16), обращенной к формующим устройствам. На противоположной стороне боковой конструкции, сзади, если смотреть на фиг.3, имеется система шкивов, выполненных интегрально с соответствующими колесами и синхронизированных ремнями. В то же время эта система ремней передает движение кодеру, который посылает сигнал о скорости и положении цифровому устройству управления. Точность этого измерения важна для обеспечения требуемой точности регулировки траектории каждой головки.
При профилировании непрерывного материала, например подаваемого с рулона, достаточно иметь одно счетное колесо, непосредственно связанное с кодером.
Машина согласно изобретению может использоваться самостоятельно или в составе технологической линии, где формуемый материал подвергается другим операциям. Кроме того, она может работать как питатель, который осуществляет подачу материала и останавливает операции, чтобы другие инструменты, расположенные перед машиной или за ней, могли выполнять другие операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| РОЛИКОВОЕ ЛИСТОГИБОЧНОЕ УСТРОЙСТВО С БЫСТРОРЕГУЛИРУЕМЫМ УСТРОЙСТВОМ ДЛЯ ОБРАЗОВАНИЯ ИЗГИБОВ | 2006 |
|
RU2405644C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Машина для регулируемого продольного гофрирования листовых материалов | 1987 |
|
SU1816240A3 |
| Установка для профилирования металлической ленты | 2020 |
|
RU2755138C1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ ШИН | 2020 |
|
RU2819633C1 |
| ЭЛЕМЕНТ РЕШЕТКИ С УСИЛИВАЮЩЕЙ ГОЛОВКОЙ ПРОФИЛЯ | 2007 |
|
RU2443831C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
Изобретение относится к обработке металлов давлением, в частности к машинам для профилирования металлических профилей. Несколько формующих устройств постепенно формуют материал до тех пор, пока не будет получен заданный профиль с переменным сечением по его длине. Каждое формующее устройство расположено на головке, которая содержит по меньшей мере первое и второе средства для обеспечения поступательного движения по горизонтали в направлении, перпендикулярном к направлению перемещения профиля, и для обеспечения вращательного движения. Головка установлена под углом к горизонтали во избежание столкновения между формуемым материалом и роликами. Имеется также по меньшей мере одно горизонтальное колесо для поддерживания формуемого материала, выступающего с роликовой линии, и регистрации перемещения и скорости циркуляции формуемого материала. Причем указанное перемещение синхронизируется и передается соответствующему измерительному средству. Информация от измерительного средства и от первого и второго средств обеспечения движения поступает к группе управляющих средств для вычисления положения каждой головки в течение всего процесса профилирования и для регулировки положения каждого из указанных средств. Расширяются технологические возможности за счет возможности получения металлических профилей переменного сечения по длине. 8 з.п. ф-лы, 3 ил.
1. Роликовая профилирующая машина, содержащая несколько формующих устройств, которые постепенно формуют материал до тех пор, пока не будет получен заданный профиль с переменным сечением по всей его длине, отличающаяся тем, что каждое формующее устройство расположено на головке (2), содержащей по меньшей мере
- первое средство для обеспечения поступательного движения по горизонтали в направлении, перпендикулярном к направлению перемещения профиля, и
- второе средство для обеспечения вращательного движения,
при этом головка (2) установлена под углом (α) к горизонтали, а
машина снабжена по меньшей мере одним горизонтальным колесом (13), установленным в боковой конструкции, обращенной к формующим устройствам (2), для поддерживания формуемого материала, выступающего с роликовой линии, и регистрации перемещения и скорости циркуляции формуемого материала, причем указанное перемещение синхронизируется и передается его измерительному средству,
а информация от измерительного средства и от первого и второго средств обеспечения движения поступает к группе управляющих средств для вычисления положения каждой головки (2) в течение всего процесса профилирования и для регулировки положения каждого из указанных средств.
2. Машина по п.1, отличающаяся тем, что первое средство для обеспечения поступательного движения по горизонтали в направлении, перпендикулярном к направлению перемещения профиля, содержит первый привод (3), который передает свое движение опорной плите (14), установленной на множестве линейных направляющих (10).
3. Машина по п.1 или 2, отличающаяся тем, что второе средство для обеспечения вращательного движения содержит второй привод (4), который передает свое движение поворотной цапфе (9), на которой установлена базовая плита (15).
4. Машина по п.1 или 2, отличающаяся тем, что головки (2) расположены на базовой плите (15).
5. Машина по п.1 или 2, отличающаяся тем, что головка (2) содержит оси, установленные в независимых конструкциях, в нижней из которых установлен привод (5) для приведения в движение нижней оси, а верхняя конструкция содержит верхнюю ось и выполнена с возможностью размещения в ней по меньшей мере двух разных монтажных устройств, в которых, в свою очередь, может быть расположено множество верхних роликов.
6. Машина по п.5, отличающаяся тем, что каждый из верхних роликов (6, 7) используется для профилирования материалов, значительно отличающихся по толщине, и положение каждого из которых может регулироваться в соответствии с каждой толщиной.
7. Машина по п.5, отличающаяся тем, что верхняя конструкция соединена с нижней конструкцией с помощью быстродействующего крепежного фланцевого устройства с целью уменьшения времени наладки машины.
8. Машина по п.1 или 2, отличающаяся тем, что она снабжена множеством колес (13) для обработки формуемого материала, предварительно нарезанного по всей его длине.
9. Машина по п.1 или 2, отличающаяся тем, что она снабжена одним колесом (13) для непрерывной обработки формуемого материала с рулона.
| ПРОФИЛЕГИБОЧНАЯ МАШИНА, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2294257C9 |
| Роликовая сортоправильно-профилегибочная машина | 1989 |
|
SU1754264A1 |
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Устройство для профилирования | 1988 |
|
SU1569052A2 |

