Изобретение относится к машиностроению и может быть использовано в механосборочном производстве для соединения деталей с натягом.
Известен способ соединения деталей с натягом путем запрессовки ползуном пресса одной из деталей в другую продольным перемещением [1, с.4].
Способ характеризуется высокой вероятностью повреждения (риски, задиры) сопрягаемых поверхностей деталей и значительным рассеянием усилий запрессовки, что зачастую не обеспечивает требуемой прочности соединения [1, с.9].
Известен также способ соединения деталей с натягом, при котором после запрессовки одну из деталей сдвигают относительно другой до наступления срыва соединения в направлении, противоположном ее движению при запрессовке [2].
Известный способ сложен в реализации, так как требует выполнения операции сборки за два перехода с переустановкой собираемого соединения, что снижает производительность и не обеспечивает значительного повышения прочности соединения, так как срыв неуправляемый и производится однократно.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому является способ соединения деталей с натягом, включающий запрессовку одной из деталей в другую путем передачи запрессовываемой детали усилия от ползуна при создании на нем усилия от привода, при этом в процессе запрессовки периодически осуществляют срывы полученного соединения путем продольного относительного перемещения деталей [3]. Описанный способ принят за прототип изобретения.
Недостатками такого способа соединения деталей с натягом являются ограничение технологических возможностей и недостаточная прочность получаемого соединения.
Ограничение технологических возможностей способа связано с тем, что для каждого вида собираемого соединения требуется свой упругий элемент (пружина) между ползуном и запрессовываемой деталью, а также своя технологическая оснастка сборочного оборудования, кроме того, отсутствует регулирование параметров упругого элемента.
Недостаточная прочность соединения деталей с натягом обусловлена значительными (до 500 мкм) неконтролируемыми перемещениями запрессовываемой детали в период срывов.
Технической задачей изобретения является расширение технологических возможностей способа и повышение прочности собираемого соединения.
Поставленная задача решена за счет того, что способ соединения деталей с натягом включает запрессовку одной из деталей в другую путем передачи запрессовываемой детали усилия от ползуна при создании на нем усилия от привода, при этом в процессе запрессовки периодически осуществляют срывы полученного соединения путем продольного относительного перемещения деталей. В качестве привода для создания усилия на ползуне используют гидравлический цилиндр, с поршнем которого связан ползун, усилие на ползуне создают путем сжатия жидкости в рабочем объеме гидравлического цилиндра, а срывы полученного соединения производят при сжатии жидкости в упомянутом рабочем объеме до получения усилия, превышающего силу сопротивления перемещению поршня гидравлического цилиндра, при этом гидравлический цилиндр выполнен с возможностью предварительного изменения величин его начального рабочего объема и максимального давления жидкости для обеспечения переналадки на сборку соединений деталей других размеров и прочности.
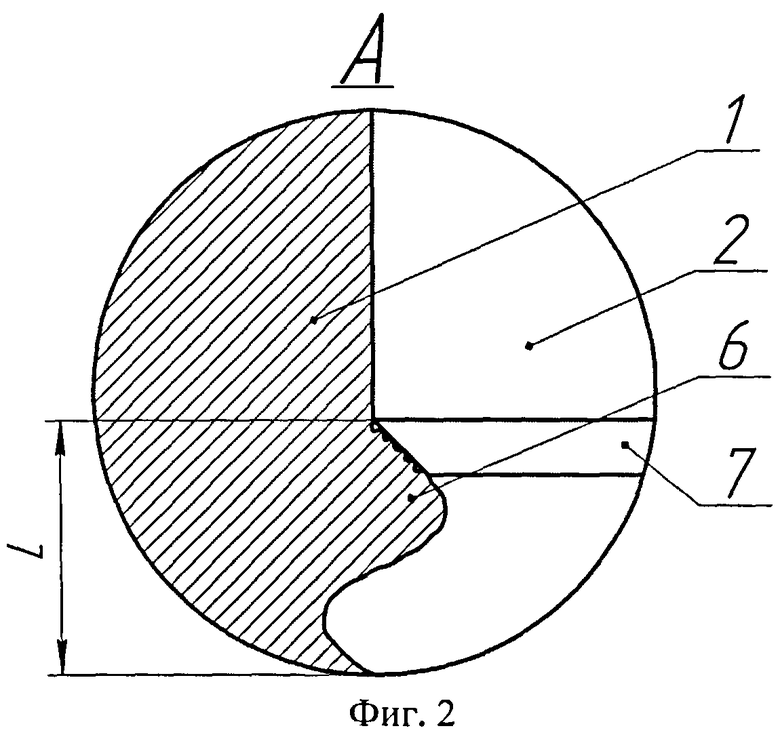
На фиг.1 изображена схема устройства, реализующего способ; на фиг.2 - элемент А на фиг.1.
Способ осуществляют следующим образом.
Перед сборкой соединения с натягом детали 1 и 2 (фиг.1) соответствующим образом ориентируют в приспособлении относительно друг друга и ползуна 3 пресса. При запрессовке жидкость от насоса заполняет рабочий объем 4 гидравлического цилиндра 5 привода ползуна. Силы сопротивления препятствуют перемещению поршня цилиндра и связанного с ним ползуна пресса. По мере роста давления в цилиндре происходит сжатие жидкости и накопление ею механической энергии. Собираемые детали остаются неподвижными, однако в зоне контакта поверхностные слои материала детали 1 деформируются и образуют волну 6 (фиг.2). Когда энергия сжатия жидкости создает силу запрессовки Fc больше суммарной силы сопротивления, деталь 2 с большой скоростью перемещается относительно детали 1 на расстояние L, пропорциональное величине сжатия жидкости в объеме 4. Затем процесс повторяется.
Практически мгновенное перемещение детали 2 относительно детали 1 приводит к тому, что неровности, находящиеся на поверхности волны 6, не входят в контакт с фаской 7 и не сминаются, а после срыва, когда волна выравнивается, контактируют с сопрягаемой поверхностью и увеличивают механическую составляющую силы трения между собираемыми деталями и, следовательно, определяют прочность соединения. Возможность управления величиной продольных перемещений детали 2 в период срывов позволяет управлять амплитудой волны 6 деформируемого материала детали 1 и прочностью соединения.
Переналадка пресса на сборку соединения с натягом деталей других размеров или с другой заданной прочностью соединения достигается изменением рабочего объема 4 цилиндра путем установки поршня в новое исходное положение и настройкой предохранительного клапана на другое предельно допустимое давление жидкости.
Сущность способа сводится к тому, что в процессе запрессовки жидкость периодически сжимается в рабочем объеме гидравлического цилиндра и, накопив достаточную механическую энергию, обеспечивает управляемый срыв соединения с натягом продольным перемещением запрессовываемой детали. Срывы осуществляются периодически, на заданную величину, до полного завершения процесса сборки соединения.
При этом изменение объема жидкости в цилиндре за счет ее сжимаемости определяется зависимостью (обобщенный закон Гука) [4, с.9]
ΔV=V0·Δр/E, где V0 - предварительно настраиваемый начальный рабочий объем гидравлического цилиндра привода ползуна пресса; Δр - изменение давления жидкости до момента срыва соединения, ограничиваемое настройкой предохранительного клапана привода; Е - модуль объемного сжатия (модуль упругости) жидкости.
Расстояние, на которое перемещается запрессовываемая деталь в результате срыва соединения
L=ΔV/S,
где S - площадь поршня со стороны рабочего объема гидравлического цилиндра. Обычно
S=πD2/4,
если D - диаметр поршня.
Регулирование параметров упругой связи приводит к оптимальному изменению жесткости и мощности привода ползуна, а также величины его продольных перемещений в период срывов.
Пример осуществления изобретения
На гидравлическом прессе собрано десять соединений типа «вал-втулка» с геометрическими параметрами: диаметр соединения 20 мм, наружный диаметр втулки 30 мм, внутренний диаметр вала 10 мм, длина соединения 15 мм. Материал вала и втулки - сталь 45. Сопрягаемые поверхности обрабатывались точением с шероховатостью Ra 2 мкм. Натяг выдерживался в пределах 25…30 мкм.
При сборке пяти соединений деталей с натягом путем предварительной настройки начального рабочего объема гидравлического цилиндра и максимального давления жидкости получено продольное перемещение запрессовываемой детали в момент срыва на расстояние 400…500 мкм, а при сборке других пяти соединений эти перемещения составляли 100…200 мкм.
Разборка полученных соединений на прессе с регистрацией усилия показала, что соединения, собранные с меньшими продольными перемещениями, в моменты срывов имеют прочность на 20…30% выше.
Техническим результатом изобретения является расширение технологических возможностей способа и повышение прочности собираемого соединения деталей с натягом.
Изобретение позволяет оптимизировать процесс соединения деталей с натягом путем управления жесткостью и мощностью привода ползуна пресса и тем самым расширить технологические возможности способа и повысить прочность собираемого соединения.
Источники информации
1. Гречищев Е.С. Соединения с натягом: расчеты, проектирование, изготовление [Текст] / Е.С.Гречищев, А.А.Ильяшенко. - М.: Машиностроение, 1981. - 247 с.
2. Авторское свидетельство СССР №1034866, кл. В23Р 11/02, F16B 4/00, 22.02.82.
3. Авторское свидетельство СССР №1171265, кл. В23Р 11/02, F16B 4/00, 12.04.83 (прототип).
4. Свешников, В.К. Станочные гидроприводы [Текст]: справочник: библиотека конструктора / В.К.Свешников. - 4-е изд. перераб. и доп. - М.: Машиностроение, 2004. - 512 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2022 |
|
RU2799459C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2020 |
|
RU2742371C1 |
| Способ соединения с натягом деталей типа вал-втулка | 2021 |
|
RU2765958C1 |
| Устройство для сборки соединений деталей с натягом | 2023 |
|
RU2803805C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2022 |
|
RU2793688C1 |
| Способ запрессовки цилиндрических втулок в отверстия корпусных деталей | 2021 |
|
RU2761999C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОПРЕССОВОЙ СБОРКИ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2023 |
|
RU2820231C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЗАПРЕССОВКИ НА ЭЛЕКТРОМЕХАНИЧЕСКОМ ПРЕССЕ | 2001 |
|
RU2201321C1 |
| Способ сборки с натягом соединения деталей типа вал-втулка и устройство для его осуществления | 1984 |
|
SU1189636A1 |
| Способ соединения деталей с натягом | 1983 |
|
SU1171265A1 |
Изобретение относится к машиностроению и может быть использовано в механосборочном производстве при соединении деталей с натягом. Производят запрессовку одной детали в другую путем передачи запрессовываемой детали усилия от ползуна. В качестве привода для создания усилия на ползуне используют гидравлический цилиндр. Усилие создают путем сжатия жидкости в рабочем объеме цилиндра. В процессе запрессовки периодически осуществляют срывы полученного соединения продольным относительным перемещением деталей. Срывы производят при сжатии жидкости в рабочем объеме до получения усилия, превышающего силу сопротивления перемещению поршня цилиндра. Цилиндр выполнен с возможностью предварительного изменения величин его начального рабочего объема и максимального давления жидкости. В результате обеспечивается расширение технологических возможностей способа и повышение прочности соединения. 2 ил.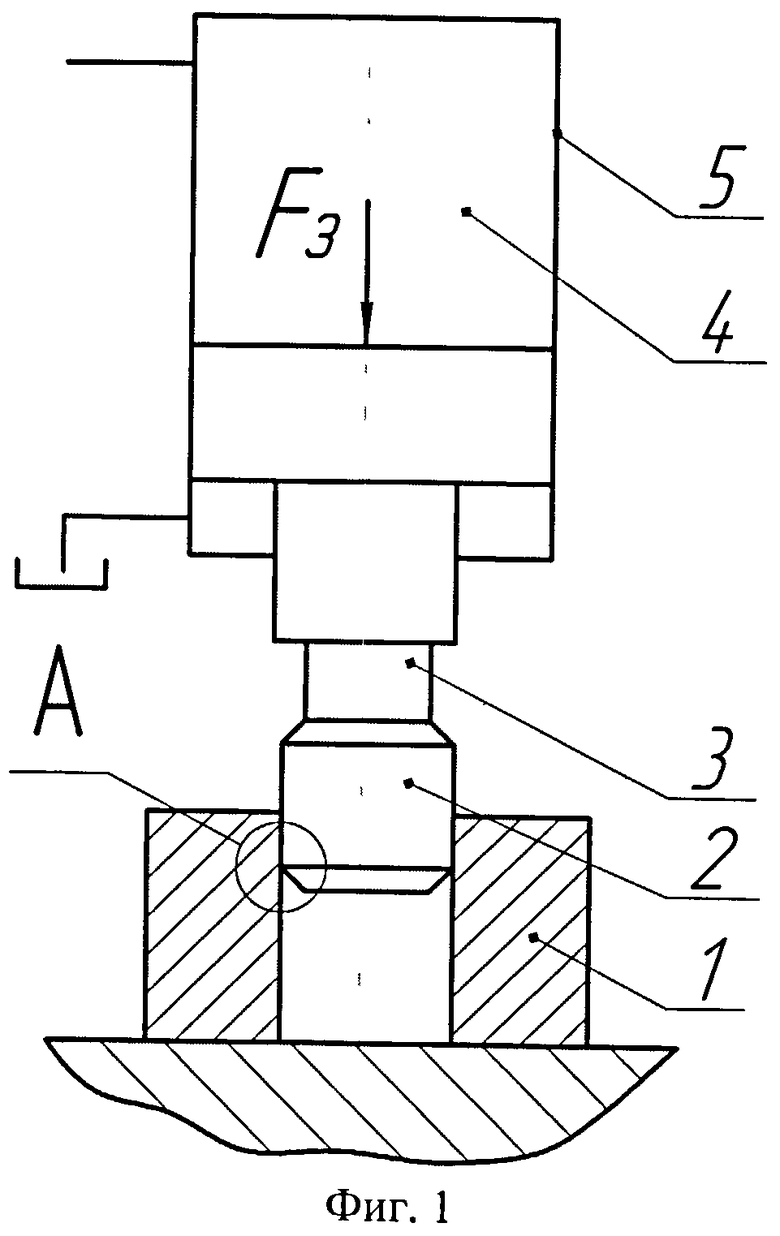
Способ соединения деталей с натягом, включающий запрессовку одной из деталей в другую путем передачи запрессовываемой детали усилия от ползуна при создании на нем усилия от привода, при этом в процессе запрессовки периодически осуществляют срывы полученного соединения путем продольного относительного перемещения деталей, отличающийся тем, что в качестве привода для создания усилия на ползуне используют гидравлический цилиндр, с поршнем которого связан ползун, усилие на ползуне создают путем сжатия жидкости в рабочем объеме гидравлического цилиндра, а срывы полученного соединения производят при сжатии жидкости в упомянутом рабочем объеме до получения усилия, превышающего силу сопротивления перемещению поршня гидравлического цилиндра, при этом гидравлический цилиндр выполнен с возможностью предварительного изменения величин его начального рабочего объема и максимального давления жидкости для обеспечения переналадки на сборку соединений деталей других размеров и прочности.
| Способ соединения деталей с натягом | 1983 |
|
SU1171265A1 |
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ИНДЕНТОРОВ В КОРПУСЕ БУРОВЫХ КОРОНОК | 2006 |
|
RU2311999C1 |
| ГИДРООСНАСТКА ДЛЯ ДЕМОНТАЖА КОЛЕС С ОСЕЙ КОЛЕСНЫХ ПАР | 2006 |
|
RU2312748C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1407743A1 |
| US 5167057 A, 01.12.1992 | |||

