Изобретение относится к обработке металлов пластической деформацией для получения полых оболочек из листового металла.
Известно устройство для ротационной вытяжки, состоящее из оправы с элементами фиксации заготовки, установленной с возможностью вращения, раскатные ролики, движущиеся вдоль образующей оправы. На малом диаметре оправы имеются пазы, длина которых не превышает величину технологического припуска изготовленной детали. Количество пазов, их размеры являются расчетными, причем максимальная глубина паза расположена на торце оправы и далее уменьшается в сторону большого диаметра оправы (Патент RU №50447, В21D 22/16, Опубл. 20.01.2006).
Основным недостатком является недопустимое отклонение формы полученного изделия от профиля оправы из-за деформации заготовки в процессе обработки.
Близкой по конструкции и принципу работы является машина для раскатки металла. Машина содержит оправку, имеющую возможность вращаться, инструментальный ролик, воздействующий на заготовку из металлического листа и прижимающего лист к оправке. Машина содержит линейные приводы, управляющие инструментальным роликом, операционный переключатель для работы в ручном или автоматическом режиме, блок памяти. (Заявка US №2007/0271982, В21D 22/14, Опубл. 29.11.2007).
Основным недостатком устройства является неточность формы получаемых изделий из-за переменных деформаций заготовки в процессе пластической деформации из-за технологического допуска на заготовку.
Задача изобретения - повышение качества изделий и снижение затрат.
Поставленная задача обеспечивается тем, что устройство для раскатки полых изделий содержит приводы, оправку и инструментальный ролик. Инструментальный ролик дополнительно содержит гидроцилиндр с газовой полостью, создающий постоянное усилие воздействия инструментального ролика на заготовку в процессе пластической деформации. Гидроцилиндр, установленный на траверсе, имеет два независимых привода управления инструментальным роликом. Кроме того, устройство содержит подвижный механизм с отбортовочным роликом для отбортовки краев заготовки.
На фиг.1 показан общий вид устройства.
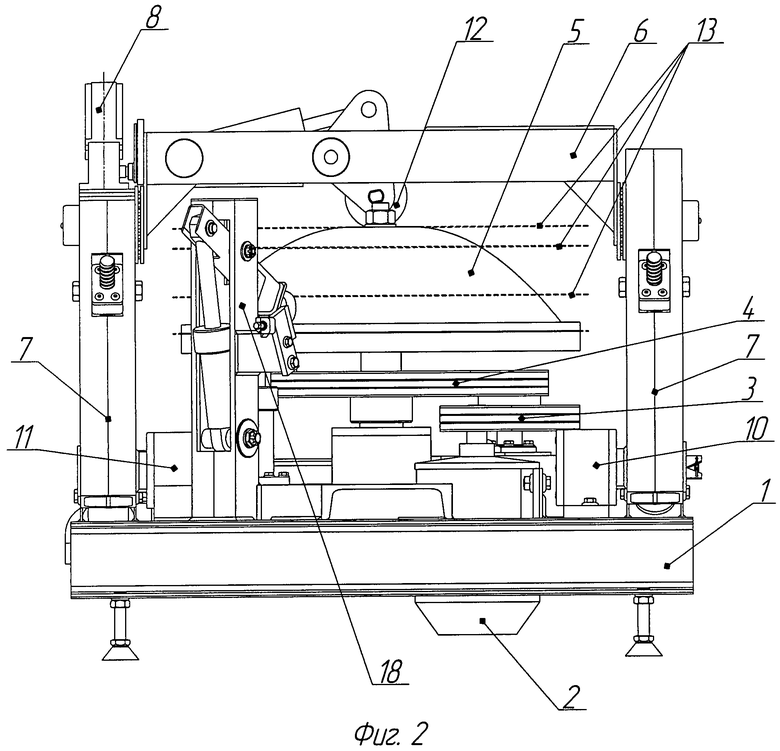
На фиг.2 показан вид спереди устройства.
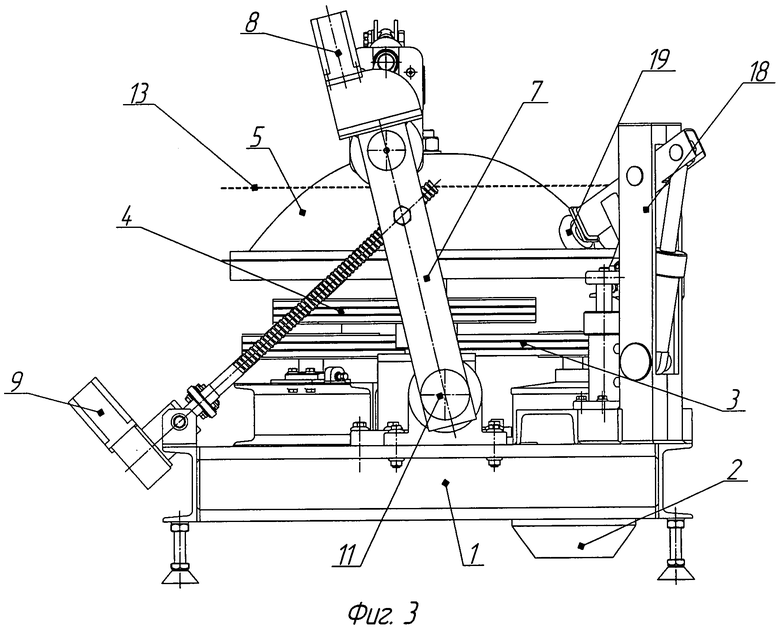
На фиг.3 показан вид сбоку.
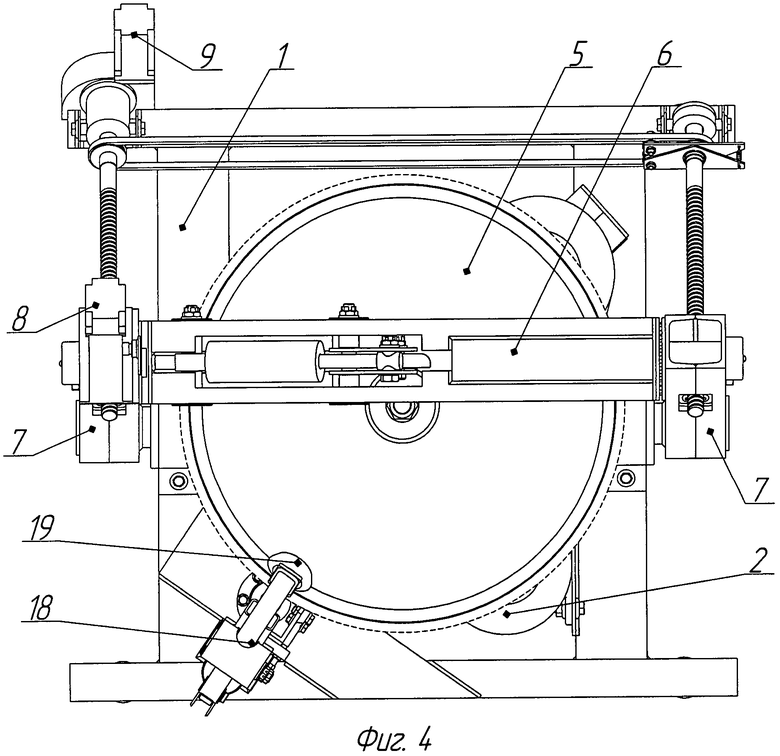
На фиг.4 показан вид сверху.
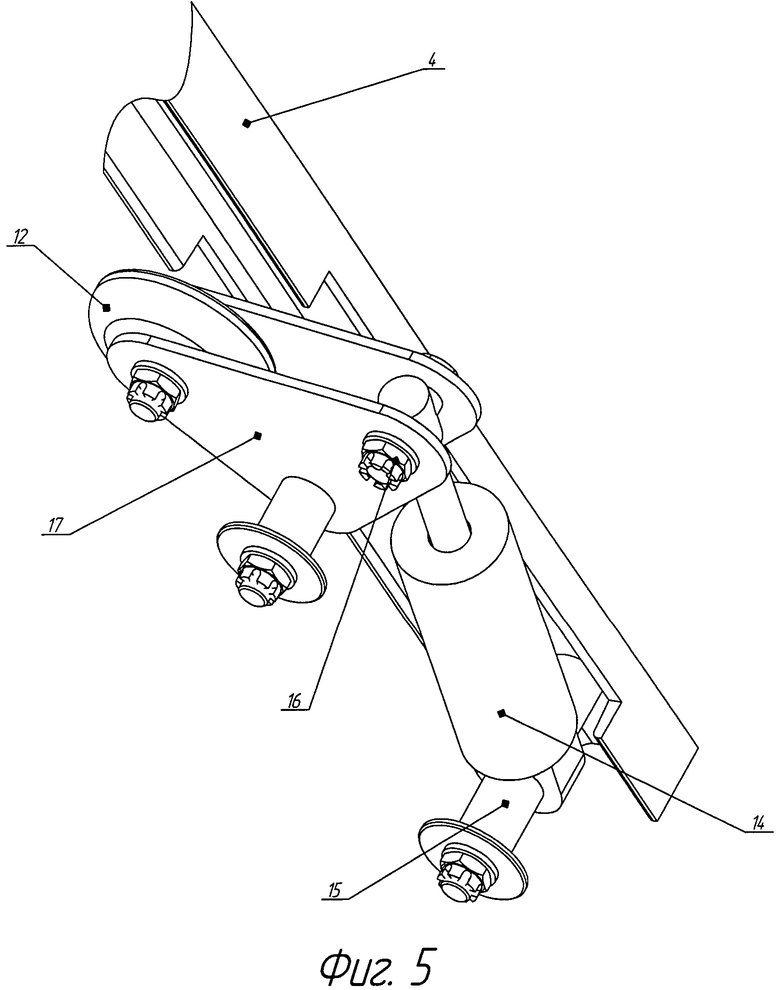
На фиг.5 показан механизм поджима ролика.
Устройство для раскатки полых изделий включает основание 1, на котором установлен электродвигатель вращения 2, передающий вращательное движение через ременные передачи 3 и 4 оправке 5 (фиг.1, 2). Траверса 6 установлена на стойках 7 с возможностью движения и управляется приводом 8. Стойки 7 управляются приводом 9 (фиг.3) и поворачиваются вокруг осей 10 и 11 (фиг.3), установленных на основании 1. На траверсе 6 установлен механизм поджатия инструментального ролика 12 (фиг.2, 5) к заготовке 13. Механизм поджатия инструментального ролика 12 (фиг.5) включает гидроцилиндр 14 (фиг.5), шарнирно установленный на оси 15, а с другой стороны - на оси 16 рычага 17. На основании 1 установлен подвижный механизм 18 (фиг.1, 2, 3) с отбортовочным роликом 19 (фиг.1, 3, 4).
Устройство работает следующим образом.
Заготовку 13 устанавливают на оправку 5 (фиг.1, 2, 3) и включают электродвигатель вращения 2 оправки 5. С помощью привода 8 (фиг.2) подводят инструментальный ролик 12, совместно с траверсой 6. В одну из полостей гидроцилиндра 14 (фиг.5) подают жидкость, поворачивается рычаг 17 вместе с инструментальным роликом 12, обеспечивая необходимую деформацию заготовке 13 (фиг.2). Во второй полости гидроцилиндра 14 (фиг.5) находится газ под давлением, который, сжимаясь, образует газовую пружину. Включается привод 9 (фиг.3, 4) поворота стоек 7, в осях 10 и 11 (фиг.2, 3, 4) происходит раскатка заготовки 13. Управление приводами 8 и 9 обеспечивает движение инструментального ролика 12 вдоль оправки 5. Инструментальный ролик 12 действует по нормали к касательной в точке воздействия на заготовку 13, установленную на оправку 5. Постоянное усилие инструментального ролика 12 на заготовку 13 и оправку 5 обеспечивается газовой пружиной гидроцилиндра 14. При изменении толщины заготовки 13 в пределах технологических допусков и при увеличении толщины заготовки 13 инструментальный ролик 12 отходит, воздействуя через рычаг 17 на гидроцилиндр 14, сжимая в нем газ, при малых перемещениях инструментального ролика 12 сжатие газа не приводит к росту давления, то есть усилие, с которым воздействует инструментальный ролик 12 на заготовку 13, не изменяется. При изменении толщины заготовки 13 в пределах технологических допусков и при уменьшении толщины заготовки 13 происходит расширение газовой полости гидроцилиндра 14, не приводящее к уменьшению давления, то есть усилие, с которым воздействует инструментальный ролик 12 на заготовку 13, не изменяется. После окончания процесса раскатки приводы 8 и 9 возвращаются в исходное положение, сбрасывается давление жидкости в гидроцилиндре 14. Подводится подвижный механизм 18 и отбортовочный ролик 19, установленные на основании 1, включается электродвигатель вращения 2 оправки 5 с заготовкой 13, производится отбортовка краев заготовки 13. После окончания отбортовки выключается электродвигатель вращения 2, отводится подвижный механизм 18 с отбортовочным роликом 19, снимается готовое изделие с оправки 5.
Технический результат заключается в повышении точности формы получаемых изделий за счет постоянства усилий, воздействующих в процессе пластической деформации заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Устройство для раскатки | 1981 |
|
SU1016002A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
| Многороликовая раскатка | 1978 |
|
SU673438A2 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
Изобретение относится к обработке металлов пластической деформацией для получения полых оболочек из листового металла, например заготовок для спутниковых тарелок. На основании установлены подвижный механизм с отбортовочным роликом, оправка с приводом и стойки с установленной на них траверсой. Также имеется инструментальный ролик с двумя независимыми приводами, обеспечивающими его перемещение вдоль оправки, и установленный на упомянутой траверсе гидроцилиндр с газовой полостью, создающей постоянное усилие инструментального ролика на заготовку. Причем один из упомянутых независимых приводов инструментального ролика выполнен с возможностью управления траверсой, а другой - поворота стоек. Повышается точность формы получаемых изделий за счет постоянства усилий, воздействующих в процессе пластической деформации заготовки. 5 ил.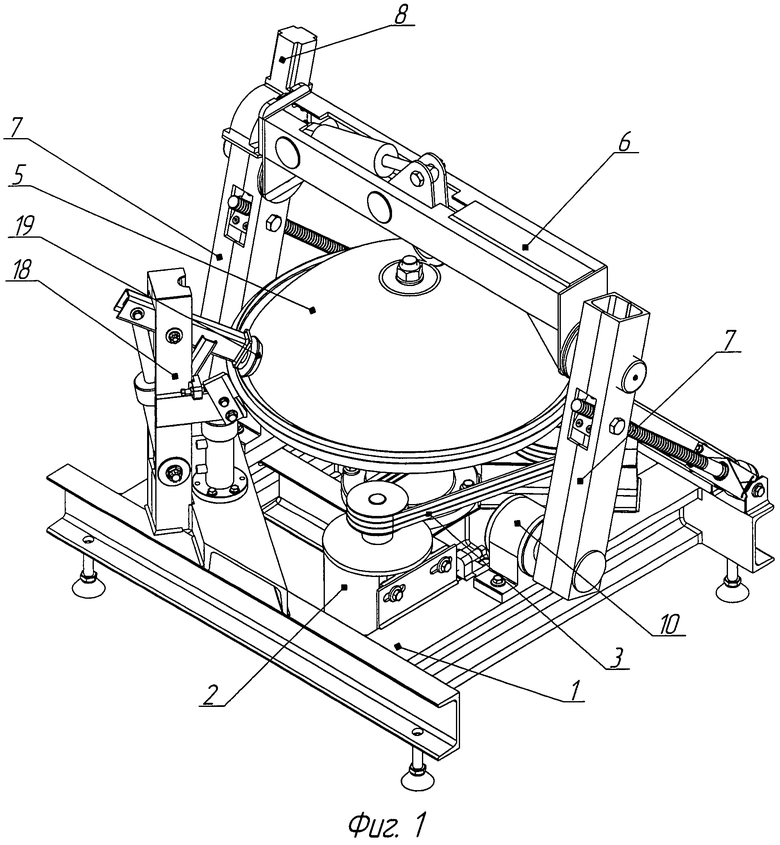
Устройство для раскатки и отбортовки полых изделий, содержащее установленные на основании подвижный механизм с отбортовочным роликом, оправку с приводом и стойки с установленной на них траверсой, а также инструментальный ролик с двумя независимыми приводами, обеспечивающими его перемещение вдоль оправки, и установленный на упомянутой траверсе гидроцилиндр с газовой полостью, создающей постоянное усилие инструментального ролика на заготовку, причем один из упомянутых независимых приводов инструментального ролика выполнен с возможностью управления траверсой, а другой - поворота стоек.
| US 2007271982 A1, 29.11.2007 | |||
| Устройство для ротационной вытяжки | 1990 |
|
SU1784353A1 |
| Устройство для ротационной вытяжки | 1989 |
|
SU1690906A1 |
| ДАВИЛЬНЫЙ СТАНОК | 0 |
|
SU316222A1 |
| RU 2003406 C1, 30.11.1993 | |||
| US 6205832 B1, 27.03.2001 | |||

