Изобретение относится к области технологии сварки, а именно к способам получения соединения «труба - трубная решетка» теплообменных аппаратов. Данный способ может быть использован как при изготовлении теплообменной аппаратуры, так и при ремонте теплообменных аппаратов при нарушении герметичности одного или нескольких сварных соединений «труба - трубная решетка», полученных сваркой плавлением. Это особенно актуально при ремонте аппаратуры из легированных сталей, склонных к закалке, т.к. сварка трением характеризуется более концентрированным и меньшим тепловложением в свариваемое изделие, что позволяет при ремонте не только отказаться от применения термических операций, но и получить сварное соединение более высокого качества.
Преимущества сварки трением по сравнению со способами сварки плавлением являются: высокая производительность и энергетические показатели процесса сварки, стабильность и высокое качество сварных соединений. Однако на сегодняшний день данный способ сварки имеет ограниченное применение.
Известны устройство и способ линейной сварки трением (патент РФ №2385788 Устройство и способ линейной сварки трением/ Алесси Сальваторе, Полен Ларри Александр, Дейли Нейл), который позволяет получать одновременное сваривание более чем по одной плоскости контакта за счет того, что головка устройства включает три комплекта ортогональных приводов для образования плоскостей сваривания. Недостатком данного способа является необходимость достаточно сложной аппаратуры и невозможность получения кольцевых соединений.
Известен способ орбитальной сварки трением и устройство для осуществления этого способа (патент РФ №2353488 Способ орбитальной сварки трением и устройство для осуществления этого способа/ Крассер Л.). Данный способ может быть использован для получения стыковых сварных соединений протяженных заготовок. Для реализации способа на каждой части заготовки по обе стороны от плоскости соединения неподвижно закрепляют, по меньшей мере, один фрикционный диск. На одном диске, по меньшей мере, в одной орбитальной плоскости устанавливают головки для сварки трением. Указанные головки приводят в колебательное движение с одинаковой частотой трения и с одинаковой амплитудой, а также с заданным фазовым положением. Заготовки прижимают друг к другу в плоскости соединения в течение времени приложения энергии колебаний. Недостатком данного способа является не только достаточно сложная технология получения неразъемного соединения, но и невозможностью применения данного способа для получения угловых сварных соединений.
В качестве прототипа принят способ соединения трубчатых элементов с трубными решетками (патент SU 1301612 A1). Для реализации способа вспомогательная деталь, посредством которой осуществляют сварку трением торца трубы с торцом отбортовки отверстия трубной решетки, выполняют в виде многогранника и устанавливают с зазором в углублении оправки, имеющем тот же контур. При этом величина зазора между многогранником и вспомогательной деталью подбирается таким образом, чтобы при достижении окончания стадии нагрева грани вспомогательной детали срезались.
Однако такой способ неприменим в случае значительной толщины трубной решетки из-за невозможности реализации отбортовки, что характерно для большинства теплообменных аппаратов на объектах нефтегазовой и нефтехимической промышленности. Также подготовка соединения «труба - трубная решетка» под сварку (вставка трубы в отбортованное отверстие трубной решетки) в соответствии со способом, указанным в вышеназванном патенте, при сборке теплообменных аппаратов со значительными габаритами (длиной труб и диаметром трубной решетки) будет требовать значительного количества пригоночных механических операций для обеспечения наличия плоскости по свариваемым поверхностям трубной решетки и трубы.
Техническим результатом изобретения является возможность получения сваркой трением соединений в узлах «труба - трубная решетка» при изготовлении теплообменных аппаратов со значительной толщиной трубной решетки и значительными габаритами (длиной труб и диаметром трубной решетки).
Технический результат достигается за счет того, что в способе соединения узла «труба - трубная решетка» сваркой трением, включающем фиксацию деталей соединения, установку на свариваемых торцах трубы и трубной решетки шайбы, внутренний диаметр которой равен проходному сечению трубы, приведение во вращение шайбы с усилием прижатия и последующим проковочным усилием после прекращения ее вращения согласно изобретению используют шайбу, внешняя поверхность которой имеет коническую и цилиндрическую части, при этом предварительно производят совместную обработку кромок трубы и отверстия трубной решетки с образованием внутренней конической поверхности узла «труба - трубная решетка» с углом скоса, соответствующим углу скоса конической поверхности шайбы, для их совмещения при установке шайбы, причем внешний диаметр цилиндрической части шайбы меньше максимального диаметра упомянутой внутренней конической поверхности узла.
Для большинства сталей, применяемых в изготовлении теплообменной аппаратуры оптимальный угол конической части шайбы лежит в диапазоне 15-75 градусов в зависимости от диаметра соединения и механических свойств материала.
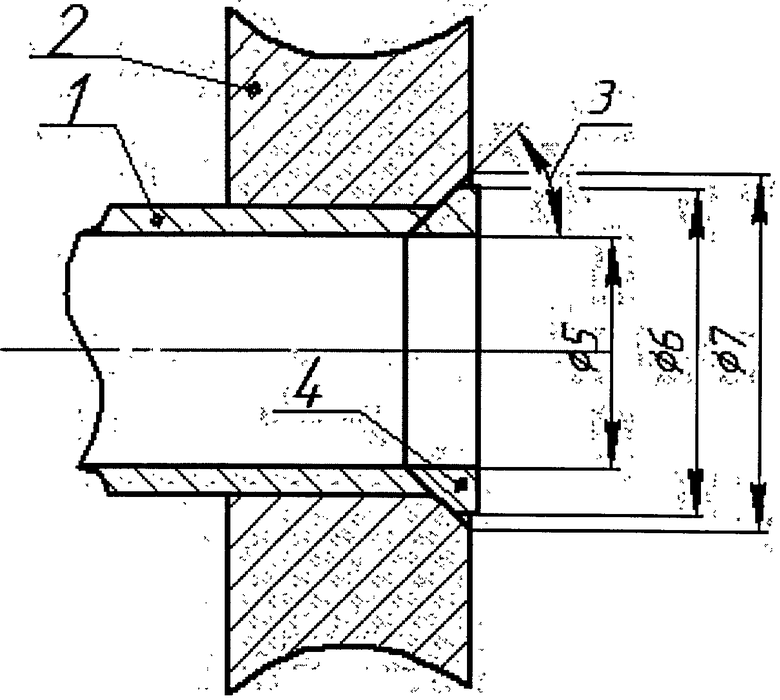
Соединение и способ его получения поясняется на фигуре. На фигуре представлена схема соединения узла «труба - трубная решетка». После развальцовки или фиксации положения трубы 1 относительно трубной решетки 2 под углом 3 осуществляют подготовку кромок, далее специальной оснасткой приводят во вращение шайбу 4 с усилием прижатия и последующим проковочным усилием после прекращения вращения. Внутренний диаметр шайбы 4 равен проходному диаметру 5 трубы 1. Для возможности снижения точности изготовления и обеспечения выхода грата диаметр 6 внешней цилиндрической части шайбы 4 меньше максимального диаметра 7 внутренней конической поверхности.
Данное соединение может быть применено как при изготовлении теплообменной аппаратуры, так и при ее ремонте. Применение сварки трением позволяет существенно упростить технологический процесс изготовления теплообменной аппаратуры, особенно в случаях когда. труба и трубная решетка выполняются из разнородных материалов, т.к. в отличие от дуговой сварки не требует применения дополнительных термических операций и позволяет получать сварные соединения более высокого качества, чем при сварке плавлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения узла "труба - трубная решётка" сваркой трением | 2016 |
|
RU2636779C2 |
| Устройство для сварки трением | 1984 |
|
SU1326415A1 |
| СПОСОБ СОЕДИНЕНИЯ ПАКЕТА ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586176C2 |
| Способ сварки трением | 1984 |
|
SU1180209A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2424863C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133164C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2015 |
|
RU2621514C2 |
| Способ сварки трением | 1986 |
|
SU1402418A2 |
| Способ приварки труб к трубным решеткам | 1983 |
|
SU1140916A1 |
Изобретение может быть использовано при изготовлении или ремонте теплообменной аппаратуры, в частности, из легированных сталей, склонных к закалке. На свариваемых торцах трубы и трубной решетки устанавливают шайбу, внешняя поверхность которой имеет коническую и цилиндрическую части, а внутренний диаметр равен проходному сечению трубы. Предварительно производят совместную обработку кромок трубы и отверстия трубной решетки с образованием внутренней конической поверхности узла «труба - трубная решетка» с углом скоса, соответствующим углу скоса конической поверхности шайбы, для их совмещения при установке шайбы. Внешний диаметр цилиндрической части шайбы меньше максимального диаметра упомянутой внутренней конической поверхности узла. Приводят во вращение шайбу с усилием прижатия и последующим проковочным усилием после прекращения ее вращения. Способ позволяет получить соединение высокого качества при отсутствии возможности вращения обеих свариваемых деталей в процессе сварки трением. 1 з.п. ф-лы, 1 ил.
1. Способ соединения узла «труба - трубная решетка» сваркой трением, включающий фиксацию деталей соединения, установку на свариваемых торцах трубы и трубной решетки шайбы, внутренний диаметр которой равен проходному сечению трубы, приведение во вращение шайбы с усилием прижатия и последующим проковочным усилием после прекращения ее вращения, отличающийся тем, что используют шайбу, внешняя поверхность которой имеет коническую и цилиндрическую части, при этом предварительно производят совместную обработку кромок трубы и отверстия трубной решетки с образованием внутренней конической поверхности узла «труба - трубная решетка» с углом скоса, соответствующим углу скоса конической поверхности шайбы, для их совмещения при установке шайбы, причем внешний диаметр цилиндрической части шайбы меньше максимального диаметра упомянутой внутренней конической поверхности узла.
2. Способ по п.1, отличающийся тем, что угол конической части шайбы составляет 15-75 градусов в зависимости от диаметра соединения и свойств материала.
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366552C2 |
| Способ соединения трубчатых элементов с трубными решетками | 1984 |
|
SU1301612A1 |
| Способ сварки трением | 1984 |
|
SU1180209A1 |
| JP 0054112761 А, 03.09.1979 | |||
| WO 9532833 A1, 07.12.1995 | |||

