Изобретение относится к изготовлению металлического слитка, содержащего продольное отверстие, и, в частности, стального слитка, предназначенного для выполнения кованых кольцевых деталей.
Для изготовления кованых кольцевых деталей, таких как обечайки, например, с целью сборки баков атомной электростанции или сборки нефтехимических реакторов, как известно, используют слитки, которые являются либо сплошными слитками, которые необходимо подвергнуть операции ковки, в которую входит также сверление осевого отверстия, либо слитками, полученными в результате литья с одновременным выполнением центрального отверстия, из которых посредством прямой обработки можно получить деталь в виде обечайки.
Эти два типа слитков различаются, в частности, условиями литья, которые выражаются, в частности, значениями содержания водорода, удерживаемого в жидком состоянии, и которые могут в дальнейшем влиять как на свойства получаемых деталей, так и на условия изготовления.
Действительно, сплошные слитки можно получать посредством вакуумного литья, что позволяет выполнять их из стали, которую в момент вакуумного литья подвергают дегазации, чтобы гарантированно получать значения содержания водорода менее 1 части на миллион.
Что же касается слитков с центральным отверстием, то их получают посредством сифонной разливки в открытые формы. Эти слитки отливают из металла или жидкой стали, из которой газ был удален во время операций ковшевой металлургии, и они, как правило, характеризуются гарантированным содержанием водорода менее 1,5 части на миллион. Однако во время сифонной разливки при прохождении через воздух и при контакте с огнеупорами, образующими сифонные проводки, сталь опять вбирает в себя водород в количестве примерно 0,3 части на миллион, поэтому трудно получать слитки, для которых можно было бы гарантировать содержание водорода менее 1,8 части на миллион, когда сталь находится в жидком состоянии в изложнице.
Однако, в некоторых вариантах применения, в частности, в области строительства ядерных реакторов необходимо получать детали с содержанием водорода в готовых изделиях менее 0,8 части на миллион. Такие значения содержания можно получать в случае сплошных слитков, отливаемых в вакууме, в частности, когда давление в полости формы для вакуумного литья составляет примерно 0,1 мм рт.ст. Однако для слитков, полученных посредством вакуумного литья, и, в частности, слитков, содержащих продольное отверстие, это требование может быть выполнено, только если во время ковки слитки подвергнуть последовательным длительным и дорогим операциям термической обработки, предназначенным, в частности, для рассеяния водорода. Таким образом, из этих различий следует, что слитки с продольным отверстием можно обрабатывать при помощи упрощенного процесса ковки, но зато они требуют применения очень длительных и очень дорогих операций дегазации, что существенно усложняет процесс.
Что же касается сплошных слитков, то хотя они и характеризуются низким содержанием водорода и, следовательно, не требуют дегазационной обработки, зато нуждаются в более сложном процессе ковки. Действительно, этот процесс может содержать, по меньшей мере, один этап, предназначенный для выполнения центрального отверстия, который требует нескольких операций ковки и нагрева в печах.
Задача изобретения состоит в устранении вышеуказанных недостатков за счет создания средства для получения кованых слитков с продольным отверстием, которые с самого начала имеют достаточно низкое содержание водорода, чтобы гарантировать условия низкого содержания водорода в готовых изделиях, не прибегая к многочисленным операциям термической обработки дегазации.
Поставленная задача решена в способе изготовления слитка продольным отверстием, посредством разливки жидкого металла в форму, как правило, содержащую кольцевую литейную полость, ограниченную изложницей, расположенной вертикально над опорой и содержащей открытую вверх полость, вертикальным стержнем, расположенным внутри полости изложницы, и дном.
Согласно этому способу:
- располагают форму внутри камеры вакуумного литья, содержащей в своей верхней части средство подачи жидкого металла;
- располагают в верхней части литейной полости средство приема и распределения жидкого металла, выполненное с возможностью приема жидкой стали, подаваемой в камеру вакуумного литья, и распределения жидкого металла в литейной полости,
- подают жидкий металл в камеру вакуумного литья так, чтобы сформировать первую струю жидкой стали в вакууме с целью разлива жидкого металла в средство приема и распределения и сформировать, по меньшей мере, одну вторую струю жидкой стали в вакууме, выходящую из средства приема и распределения и проходящую в литейную полость, так, чтобы разливать жидкий металл в литейную полость.
Способ согласно изобретению может иметь один или несколько следующих отличительных признаков:
- средство приема и распределения жидкого металла представляет собой распределитель в виде бака, содержащий, по меньшей мере, один выпускной канал, выходящий в литейную полость. Выпускной канал может иметь разные формы (труба, колено…) и разные положения (горизонтальное, наклонное…);
- средство приема и распределения жидкого металла является конусом из огнеупорного материала, вершина которого выполнена с возможностью приема первой струи жидкой стали;
- средство приема и распределения жидкого металла опирается на верхний конец стержня;
- стержень представляет собой, как правило, цилиндрическое тело из огнеупорного материала, содержащее металлический осевой каркас;
- каркас стержня представляет собой металлическую трубу, например, из стали, стенка которой содержит множество отверстий;
- литейная форма выполнена в виде тела вращения;
- жидкий металл является жидкой сталью;
- давление в вакуумной камере имеет значение ниже 0,2 мм рт.ст.
Поставленная задача решена в стальном слитке, содержащем продольное отверстие и полученном посредством вакуумного литья. Слиток может иметь, например, форму тела вращения.
Слиток может иметь содержание водорода ниже 1,2 части на миллион, предпочтительно меньшее или равное 1 части на миллион и еще предпочтительнее - меньшее или равное 0,8 части на миллион.
Также поставленная задача решена в устройстве для вакуумного литья металлического слитка с продольным отверстием, содержащем литейную полость, ограниченную изложницей, стержнем из армированного огнеупорного материала, расположенным вертикально в изложнице, и дном, и средство приема и распределения жидкого металла, опирающееся на верхний конец стержня.
Согласно вариантам:
- средство приема и распределения жидкого металла является распределителем в виде бака, содержащего, по меньшей мере, один выпускной канал, выходящий в литейную полость;
- средство приема и распределения жидкого металла является конусом из огнеупорного материала, вершина которого выполнена с возможностью приема первой струи жидкой стали.
Далее следует более подробное описание изобретения, представленное в качестве неограничивающего примера, со ссылками на прилагаемые фигуры.
На фиг.1 показана установка для вакуумного литья металлического слитка, содержащего продольное отверстие, вид в разрезе;
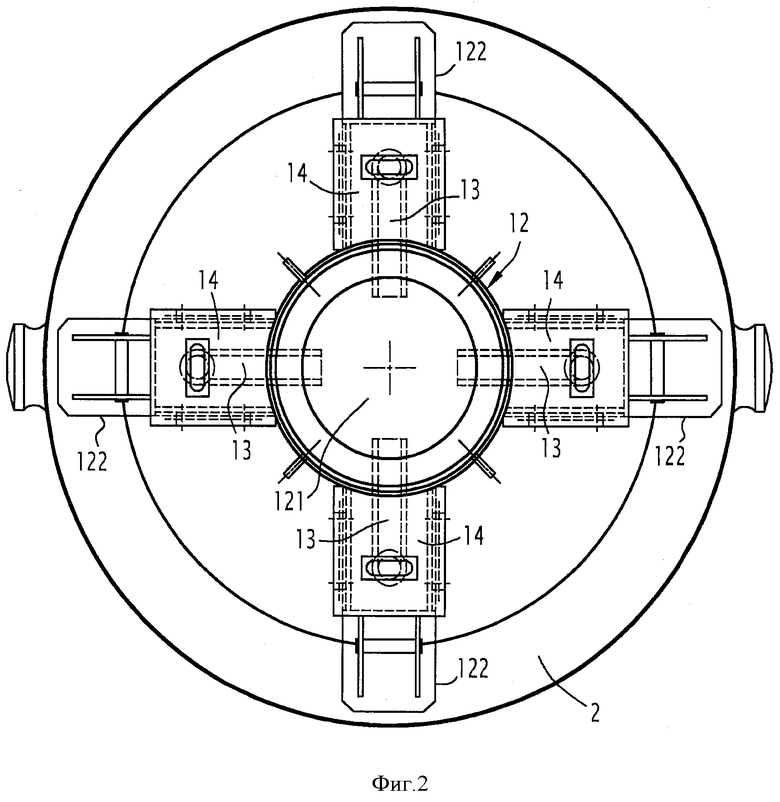
на фиг.2 показана изложница для литья слитка, содержащего продольное отверстие, оборудованная средством приема и распределения жидкого металла, вид сверху;
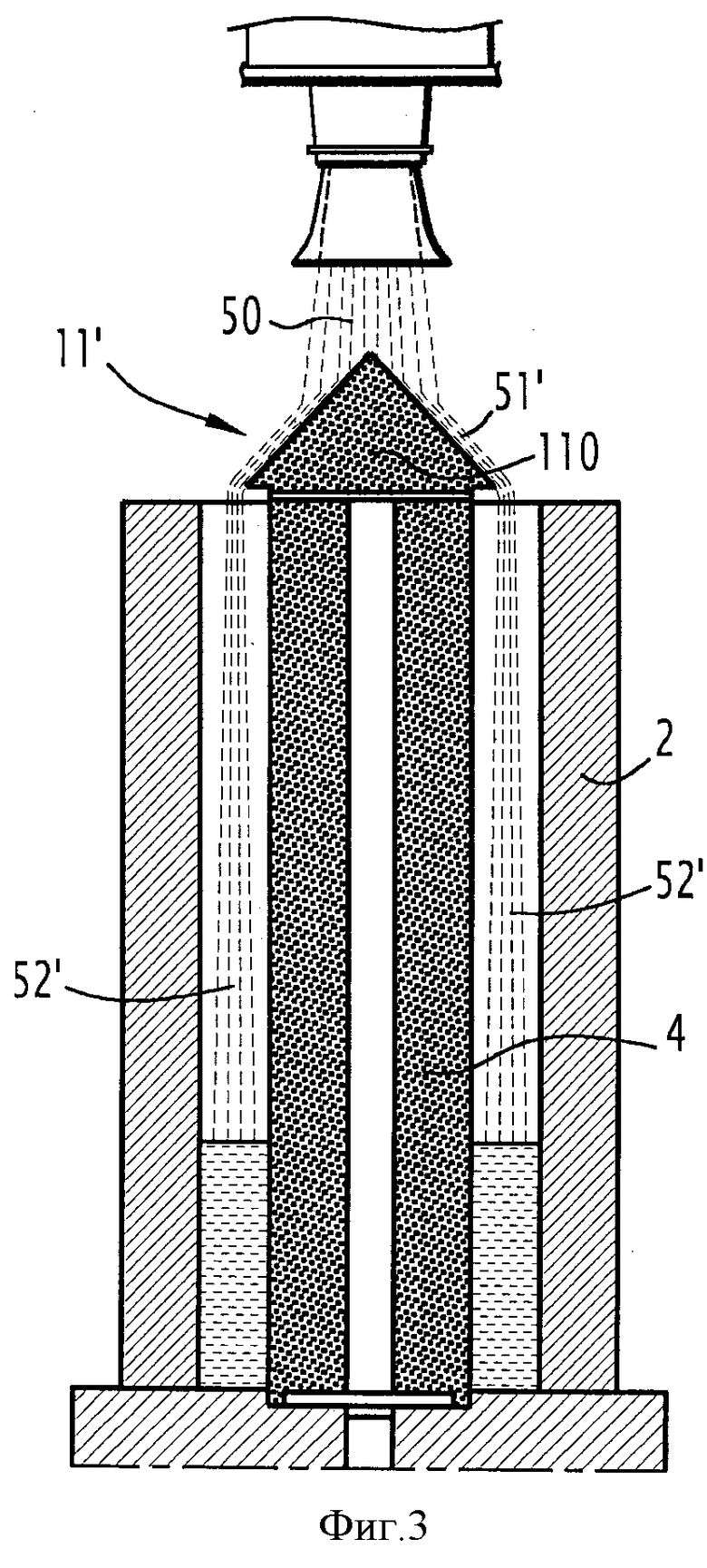
на фиг.3 схематично показан второй вариант осуществления устройства распределения жидкого металла в верхней части изложницы для литья слитка, содержащего продольное отверстие, вид в разрезе;
на фиг.4 показано устройство приема и распределения жидкого металла, изображенное на фиг.3, в увеличенном виде с пространственным разделением деталей.
На фиг.1 показана установка, позволяющая производить вакуумное литье металлического слитка, в частности, стального слитка, имеющего форму тела вращения и содержащего продольное центральное отверстие.
Эта установка содержит форму 1, предназначенную для литья металлического слитка, содержащую чугунную изложницу 2, которая сама по себе известна и которая ограничивает полость 3, внутри которой находится вертикальный стержень 4. Все это помещено в камеру 5 вакуумного литья, выполненную в виде бака 6, закрытого крышкой 8 и содержащего канал 7 откачки, соединенный с непоказанной насосной установкой. Крышка 8 содержит средство подачи жидкого металла внутрь вакуумной камеры, которое представляет собой промежуточный ковш 10, закрытый разливочным стаканом 11 с шиберным затвором, расположенным на соединении между промежуточным ковшом 10 и вакуумной камерой 5.
Такая установка вакуумного литья сама по себе известна и позволяет разливать жидкий металл и, в частности, сталь, которая сначала попадает в промежуточный ковш 10, затем проходит в вакуумную камеру 5 при открывании шиберного разливочного стакана 11 без нарушения вакуума.
Форма 1 опирается на опору 17, высоту которой выбирают таким образом, чтобы изложница полностью располагалась в камере 5 вакуумного литья, при этом указанная камера 5 вакуумного литья опирается на пол 16.
В своей нижней части форма 1 содержит дно, обозначенное общей позицией 27 и содержащее средство 18 расклинивания и чугунную контрплиту 20. Дно выполнено таким образом, чтобы получать необходимую высоту слитка. Средство расклинивания выполнено, например, из чугуна. Пространство между средством расклинивания и боковой стенкой изложницы заполняют сухим песком 19.
Чугунная контрплита 20 предназначена для установки на ней нижней части вертикального стержня 4 и окружена уплотнением из хромита.
Таким образом, изложница 2, стержень 4 и дно 27 ограничивают литейную полость 3A, как правило, кольцевой формы, предназначенную для заливки в нее жидкого металла.
Вертикальный стержень 4, как правило, цилиндрической формы выполнен в своей наружной части из хромита, окружающего металлический каркас, представляющий собой стальную трубу 42, которая проходит по всей высоте и стенка которой может содержать отверстия. Этот металлический каркас предназначен, с одной стороны, для обеспечения жесткости и прочности вертикального стержня 4 и, с другой стороны, выполняет функцию вентиляционного канала, через который могут выходить газы при дегазации хромитового стержня. Предпочтительно хромитовый стержень обмазывают огнеупорным покрытием на основе силиката циркония или любого эквивалентного материала.
В верхней части литейной полости 3A на внутренней стенке изложницы и на наружной стенке стержня располагают прибыльные надставки 22. Такие прибыльные надставки хорошо известны специалисту.
В верхней части формы расположено средство 11A приема и распределения жидкой стали, которую вводят в вакуумную камеру. Это средство 11A приема и распределения жидкостей представляет собой распределитель 12 в виде бака из чешуйчатого глинозема, который содержит на своей периферии каналы 13, вертикально сообщающиеся с верхней частью литейной полости 3A. Каналы 13 предназначены для направления жидкой стали, находящейся в распределителе 12, в литейную полость 3A. Эти каналы 13 выполнены из огнеупорного материала и помещены в заполненные песком кожухи 14. Они опираются на опорную плиту 15, которая опирается на верхнюю часть вертикального стержня 4 и на верхнюю сторону изложницы 2.
Как показано в верхней проекции на фиг.2, распределитель 12 содержит внутренний бак 121, от которого отходят четыре канала 13, находящиеся в четырех кожухах, содержащих песок 14 и опирающихся на плечи 122 опорной плиты 15. Эти плечи 122, расположенные в виде креста, опираются на верхнюю часть изложницы 2.
Наконец, в верхней части литейной полости 3A и вблизи выхода каналов 13, которые позволяют выливать жидкую сталь в литейную полость 3A, форма 1 содержит прибыльные надставки 22, окружающие, с одной стороны, вертикальный стержень 4 и, с другой стороны, изложницу 2. Такие прибыльные надставки хорошо известны специалисту.
Далее следует описание способа литья металлического слитка и, в частности, стального слитка, как правило, имеющего форму тела вращения, содержащего круглое центральное отверстие.
Закрыв бак 6 крышкой 8, в камере 5 вакуумного литья создают вакуум, производя откачку через канал 7 при помощи вакуумной насосной установки, которая сама по себе известна специалисту. Таким образом, давление внутри вакуумной камеры 5 понижают до значения, которое может опуститься ниже 0,5 мм рт.ст., предпочтительно ниже 0,2 мм рт.ст., еще предпочтительнее - ниже 0,1 мм рт.ст. После создания вакуума в камере ковш со сталью располагают над промежуточным ковшом 10, затем жидкую сталь выливают в промежуточный ковш 10. Когда промежуточный ковш 10 в достаточной степени заполнится сталью, открывают шиберный разливочный стакан 11, что позволяет подать жидкую сталь внутрь вакуумной камеры 5. Эта жидкая сталь образует первую струю 50, образующую запас 51 жидкой стали в баке 121 распределителя 12.
После этого запас 51 жидкой стали перетекает через каналы 13, образуя вторичные струи 52, которые перемещают жидкую сталь внутрь литейной полости 3A, постепенно заполняя эту литейную полость 3A и образуя объем 53 жидкой стали внутри литейной полости 3A.
За счет формирования множества струй 50, 52 жидкой стали в вакуумной камере 5, которыми являются, с одной стороны, струя 50 между шиберным разливочным стаканом и распределителем 12 и, с другой стороны, струи 52 заполнения литейной полости 3A, происходит исключительно эффективное удаление газа из стали. Действительно, как первая струя 50, так и другие струи 52 разбрызгиваются, и разбрызгивание этих струй 50, 52 в вакууме способствует удалению водорода.
Таким образом, используя жидкую сталь, которая проходит через предварительную статическую дегазацию в ковше статической дегазации или во время вторичной металлургической операции, в результате чего предпочтительно получают содержание водорода от 1,2 до 1,5 части на миллион, можно получить слиток с продольным отверстием, который, находясь еще в жидком состоянии внутри изложницы, может иметь содержание водорода по существу менее 0,8 части на миллион.
Вместе с тем, в варианте осуществления можно начать с жидкой стали, имеющей содержание водорода более 1,5 части на миллион, и все же получить слиток с содержанием водорода по существу менее 0,8 части на миллион.
После заполнения литейной полости 3A жидкой сталью, как известно, слиток оставляют затвердевать внутри камеры 5 вакуумного литья.
Затем можно открыть камеру 5 вакуумного литья, сняв крышку 8, после чего снять средство 11A приема и распределения, затем извлечь слиток из формы известным специалистам способом.
Таким образом, получают металлический слиток, в частности, стальной слиток и, в частности, слиток из низколегированной стали с повышенными металлическими свойствами, который можно использовать для изготовления кованых деталей для тяжелого оборудования, такого как баки атомной электростанции и нефтехимическое оборудование. Слиток характеризуется очень низким содержанием водорода, которое гарантированно может быть ниже 1,2 части на миллион и даже ниже 1 части на миллион, предпочтительно ниже 0,8 части на миллион.
Преимуществом такого слитка является возможность осуществления очень простых дальнейших операций ковки с целью получения деталей высокого качества. В представленном варианте осуществления средство 11A приема и распределения жидкого металла выполнено в виде распределителя 12, содержащего бак и опирающегося на центральный стержень 4. Возможны и другие варианты осуществления, главное - это сформировать, по меньшей мере, две последовательные струи жидкого металла, которые могут разбрызгиваться, обеспечивая две последовательные операции дегазации.
На фиг.3 показан другой возможный вариант осуществления, в котором над изложницей находится средство 11′ приема и распределения струи 50 жидкого металла, который поступает в камеру вакуумного литья. Это средство 11′ выполнено в виде конуса 110, опирающегося на центральный стержень 4. Жидкий металл из струи 50 протекает по зоне 51′, образованной наружной поверхностью конуса 110, затем попадает в литейную полость 3A, образуя струи 52′, которые разбрызгиваются, обеспечивая очень хорошую дегазацию.
На фиг.4 показан конус 110 средства приема и распределения жидкой стали, который дополнен скобой 111 в виде U, предназначенной для удержания конуса 110.
Данное описание было представлено в связи с изготовлением слитка, имеющего форму тела вращения, содержащего круглое осевое отверстие. Однако специалисту понятно, что слиток и отверстие могут не быть образованы вращением и что отверстие может быть не осевым. Во всех случаях литейная полость является кольцевой.
Описанные стержень и изложница являются цилиндрическими, однако специалисту понятно, что стержень и/или изложница могут быть слегка конусными. Специалисту понятно, что литейная полость может иметь уклоны для облегчения извлечения из формы.
Наконец, как известно, изложница может состоять из нескольких соединенных между собой сегментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗОЛЯЦИИ СЛИТКА ПРИ ЗАПУСКЕ | 2009 |
|
RU2527535C2 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| Изложница для получения полых слитков | 1981 |
|
SU1016046A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ | 2014 |
|
RU2641935C2 |
| Способ получения слитков методом вакуумно-дугового переплава | 2023 |
|
RU2811550C1 |
| Способ получения слитков | 1978 |
|
SU713174A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Устройство для изготовления литых заготовок | 1979 |
|
SU854583A1 |
| ОБРАБОТКА РАСПЛАВЛЕННЫХ МЕТАЛЛОВ ДВИЖУЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2001 |
|
RU2296034C2 |

Изобретение относится к литейному производству. Способ включает расположение формы (1) внутри камеры (5) вакуумного литья, понижение давления в камере (5) до значения ниже 0,5 мм рт. ст., расположение в верхней части литейной полости (3А) средства (11А, 11') приема и распределения жидкого металла, подачу жидкого металла в камеру (5) вакуумного литья и заполнение ее жидким металлом. В верхней части камеры (5) расположено средство (9) подачи жидкого металла. Средство (11А, 11') приема и распределения жидкого металла выполнено с возможностью приема жидкого металла, подаваемого в камеру (5) вакуумного литья, и с возможностью распределения жидкого металла в литейной полости (3А). Подачу жидкого металла в камеру (5) вакуумного литья осуществляют с формированием первой струи (50) жидкого металла в вакууме для разливки жидкого металла на средство (11А, 11') приема и распределения и второй струи (52) жидкого металла в вакууме, проходящей в литейную полость (3А). Обеспечивается получение кованых слитков с низким содержанием водорода. 2 н. и 15 з.п. ф-лы, 4 ил.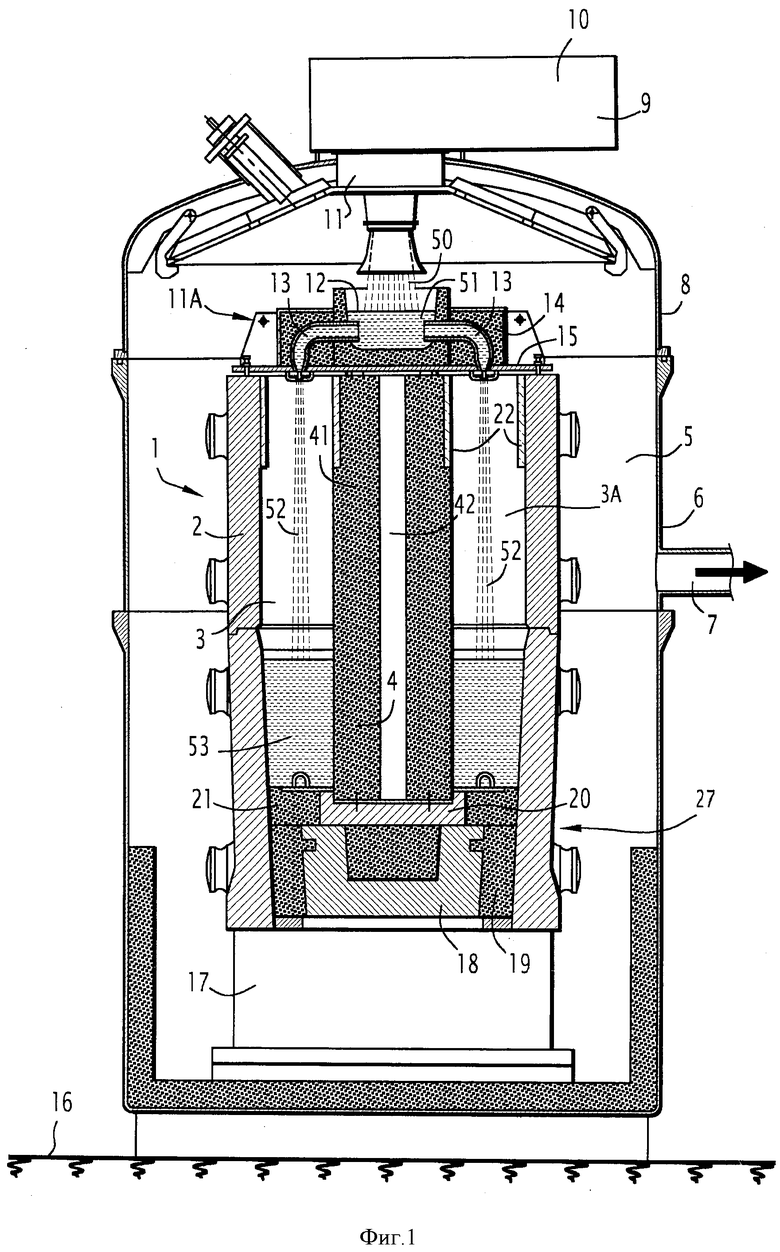
1. Способ изготовления металлического слитка с продольным отверстием посредством разливки жидкого металла в форму (1), содержащую по существу кольцевую литейную полость (3А), ограниченную изложницей (2), расположенной вертикально над опорой (17) и содержащей открытую вверх полость (3), вертикальным стержнем (4), расположенным внутри полости (3), и дном (27), при этом стержень (4) представляет собой по существу цилиндрическое тело (41), содержащее осевой металлический каркас (42) в виде металлической трубы (42), например, из стали, стенка которой содержит множество отверстий, включающий расположение формы (1) внутри камеры (5) вакуумного литья, в верхней части которой расположено средство (9) подачи жидкого металла, понижение давления в камере (5) вакуумного литья до значения ниже 0,5 мм рт. ст., расположение в верхней части литейной полости (3А) средства (11А, 11') приема и распределения жидкого металла, выполненного с возможностью приема жидкого металла, подаваемого в камеру (5) вакуумного литья, и с возможностью распределения жидкого металла в литейной полости (3А), подачу жидкого металла в камеру (5) вакуумного литья с формированием первой струи (50) жидкого металла в вакууме для разливки жидкого металла на средство (11А, 11') приема и распределения и, по меньшей мере, одной второй струи (52) жидкого металла в вакууме, выходящей из средства (11А, 11') приема и распределения, проходящей в литейную полость (3А) и заполняющей ее жидким металлом.
2. Способ по п.1, отличающийся тем, что средство (11А) приема и распределения жидкого металла является распределителем (12) в виде бака, содержащего, по меньшей мере, один выпускной канал (13), выходящий в литейную полость (3А).
3. Способ по п.1, отличающийся тем, что средство (11') приема и распределения жидкого металла является конусом (110) из огнеупорного материала, вершина которого выполнена с возможностью приема первой струи жидкой стали.
4. Способ по любому из пп.1-3, отличающийся тем, что средство (11А, 11') приема и распределения жидкого металла опирается на верхний конец стержня (4).
5. Способ по любому из пп.1-3, отличающийся тем, что тело (41) стержня (4) выполнено из огнеупорного материала.
6. Способ по п.4, отличающийся тем, что тело (41) стержня (4) выполнено из огнеупорного материала.
7. Способ по любому из пп.1-3, 6, отличающийся тем, что литейная форма выполнена по существу в виде тела вращения.
8. Способ по п.4, отличающийся тем, что литейная форма выполнена по существу в виде тела вращения.
9. Способ по п.5, отличающийся тем, что литейная форма выполнена по существу в виде тела вращения.
10. Способ по любому из пп.1-3, 6, 8, 9, отличающийся тем, что жидкий металл является жидкой сталью.
11. Способ по п.4, отличающийся тем, что жидкий металл является жидкой сталью.
12. Способ по п.5, отличающийся тем, что жидкий металл является жидкой сталью.
13. Способ по п.7, отличающийся тем, что жидкий металл является жидкой сталью.
14. Стальной слиток с продольным отверстием, отличающийся тем, что он получен посредством вакуумного литья и имеет содержание водорода менее 1,2 части на миллион.
15. Устройство (1) для вакуумного литья металлического слитка с продольным отверстием, предназначенное для использования в камере вакуумного литья, отличающееся тем, что оно содержит форму (1), содержащую литейную полость (3А), ограниченную изложницей (2), стержнем (4) из армированного огнеупорного материала, расположенным в изложнице (2), и дном (27), и средство (11А, 11') приема и распределения жидкого металла, опирающееся на верхний конец стержня, при этом стержень (4) представляет собой по существу цилиндрическое тело (41), содержащее осевой металлический каркас (42) в виде металлической трубы (42), например, из стали, стенка которой содержит множество отверстий.
16. Устройство (1) по п.15, отличающееся тем, что средство (11А) приема и распределения жидкого металла является распределителем (12) в виде бака, содержащего, по меньшей мере, один выпускной канал (13), выходящий в литейную полость (3А).
17. Устройство (1) по п.15, отличающееся тем, что средство (11') приема и распределения жидкого металла является конусом (110) из огнеупорного материала, вершина которого выполнена с возможностью приема первой струи жидкой стали.
| УСТРОЙСТВО для отливки полых слитков | 0 |
|
SU276111A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Устройство для получения полых слитков | 1986 |
|
SU1359062A1 |
| ЭЛЕКТРОЩИТ | 2014 |
|
RU2676670C2 |

