Изобретение относится к металлургии и может быть использовано при производстве материалов с аморфной или мелкокристаллической структурой методом сверхбыстрой закалки жидких сплавов, которые, в свою очередь, могут быть использованы в самых различных областях техники, в том числе, для изготовления высокоэффективных спеченных постоянных магнитов Fe-Nd-B.
Известен способ получения аморфных или мелкокристаллических материалов, который может быть использован для изготовления спеченных постоянных магнитов, методом сверхбыстрой закалки расплава, в котором осуществляют расплавление сплава, подают его в виде струи расплава на вращающийся охлаждающий валок, а продукты кристаллизации получают при сходе ленты или чешуек с этого валка в направлении движения струи расплава (см. патент РФ на изобретение №2277995, МПК B22D 11/06, 2005). К недостаткам известного способа можно отнести недостаточно большую скорость охлаждения расплава из-за небольшой длительности и протяженности контакта затвердевающего расплава с охлаждающим валком, что не позволяет получить достаточно мелкокристаллическое структурное состояние материала, обладающее высоким комплексом физико-механических свойств. Кроме того, известный способ не обеспечивает высокую производительность получения аморфных или мелкокристаллических материалов в виду того, что охлаждение и кристаллизация расплава происходит только на одном охлаждающем валке, и производительность ограничена возможностью эффективного теплоотвода одним валком. Также в известном способе струя расплава создается путем принудительной ее подачи из тигля, что усложняет способ.
Наиболее близком по технической сущности к предлагаемому является способ получения аморфных или мелкокристаллических материалов для изготовления спеченных постоянных магнитов методом сверхбыстрой закалки расплава, в котором осуществляют расплавление сплава в тигле, подают его в виде струи расплава в зазор между двумя охлаждающими валками, вращающимися навстречу друг другу, и по направлению движения струи расплава, а продукты кристаллизации получают при сходе ленты или чешуек с обоих валков по направлению первоначального движения струи расплава (см. патент на изобретение ЕР 0633581 В1, МПК B22F 3/04, 1998). К недостаткам известного способа можно отнести недостаточно большую скорость охлаждения расплава в виду того, что при охлаждении и кристаллизации расплава на вращающихся в направлении движения струи расплава валках и получении продуктов кристаллизации при сходе ленты или чешуек с обоих валков в том же направлении, имеет место лишь небольшое налипание расплава на валки и быстрый сход продукта кристаллизации с валков, практически непосредственно после прохождения расплавом зазора между валками. Это приводит к небольшой длительности и протяженности контакта затвердевающего расплава с охлаждающими валками, что не позволяет получить достаточно мелкокристаллическое структурное состояние материала, обладающее высоким комплексом физико-механических свойств. Кроме того, в силу указанного выше обстоятельства, известный способ не обеспечивает высокую производительность получения аморфных или мелкокристаллических материалов, так как его производительность ограничена тем, что из-за небольшой длительности и протяженности контакта затвердевающего расплава с охлаждающими валками можно охладить с достаточной скоростью ограниченное количество расплава. Также в известном способе струя расплава формируется путем верхнего слива из тигля при использовании дополнительного разливочного валка, и требуется водяное охлаждение, что усложняет способ.
Предлагаемое изобретение направлено на решение задачи, состоящей в получении мелкокристаллической структуры материала за счет высокой скорости охлаждения расплава в виде свободно падающей струи, а также в повышении производительности получения целевого продукта и упрощении способа.
Данная задача решается тем, что в способе получения аморфных или мелкокристаллических материалов для изготовления спеченных постоянных магнитов методом сверхбыстрой закалки расплава, в котором осуществляют расплавление сплава в тигле, подают его в виде струи расплава в зазор между двумя охлаждающими валками, вращающимися навстречу друг другу, и по направлению движения струи расплава, а продукты кристаллизации получают при сходе ленты или чешуек с обоих валков по направлению первоначального движения струи расплава, формируют свободно падающую струю расплава путем донного слива из тигля, а подачу ее осуществляют в зазор между постоянно перемещающимися относительно друг друга вдоль оси вращения валками, вращающимися с различными окружными скоростями, причем окружная скорость одного валка составляет 0,4-0,6 от окружной скорости вращения другого валка.
При этом предпочтительно, чтобы окружные скорости вращения валков составляли 0,3-3 м/с, струю расплава подавали на вращающиеся валки, диаметры которых составляют 200-1000 мм, а длина - 50-1000 мм. Также возможно, чтобы струю расплава подавали на вращающиеся валки, диаметры которых отличаются друг от друга.
Струя расплава может иметь круглое сечение диаметром 3-15 мм, а также прямоугольное сечение с толщиной 3-15 мм и шириной 3-1000 мм, а расстояние от места истечения расплава до оси валков может составлять 100-1000 мм.
Целесообразно, чтобы минимальный зазор между поверхностями валков составляло 0,5-1,5 мм.
Температура расплавов может составлять 500-2000°С.
Закалка расплавов может производиться на воздухе, в вакууме, в инертной среде, такой как аргон, гелий, азот, двуокись углерода.
Расплавление сплава может производиться индукционным нагревом, а разлив производиться через нижний слив.
Также расплавление сплава может производиться в печах сопротивления или любыми известными другими методами.
Подача струи расплава между валками, вращающимися с различными окружными скоростями обеспечивает большую скорость охлаждения расплава в виду того, что при попадании струи в зазор между валками, расплав с одной стороны подтормаживается более медленно вращающимся валком, тонким слоем налипает на движущиеся валки, а затвердевающий расплав на большой протяженности длительное время контактирует с охлаждающими валками и быстро охлаждается при этом. Большая скорость охлаждения позволяет получить мелкокристаллическое структурное состояние материала, обладающее высоким комплексом физико-механических свойств. Высокая производительность получения аморфных или мелкокристаллических материалов достигается при этом за счет того, что при наличии большой скорости охлаждения имеется возможность за одно и то же время охладить и отвести от валков большее, по сравнению с прототипом, количество целевого продукта.
Оптимальность выбора окружной скорости одного валка, составляющей 0,4-0,6 от окружной скорости вращения другого валка, обусловлена тем, что, как показали наши экспериментальные исследования, при относительной скорости одного валка относительно другого менее 0,4 продукты кристаллизации просто не сходят с медленно вращающегося валка, а при относительной скорости одного валка относительно другого более 0,6 практически не происходит налипания затвердевающего расплава на валки и, соответственно, не достигается большой скорости охлаждения из-за небольшой протяженности и малого времени контакта расплава с охлаждающими валками.
Формирование свободно падающей струи расплава путем донного слива из тигля обеспечивает возможность быстрой подачи материала непосредственно в зону ускоренного охлаждения без потери тепла с последующей аморфизацией, а также получение мелкого размера зерен при кристаллизации, что упрощает способ и повышает качество целевого продукта.
Подача струи расплава в зазор между постоянно перемещающимися относительно друг друга вдоль оси вращения валками повышает эффективность охлаждения струи за счет того, что струя постоянно попадает на новое место поверхности валков не только в окружном, ни и в осевом направлении.
На фиг.1 представлена схема установки, при использовании которой может быть реализован предлагаемый способ получения аморфных или мелкокристаллических материалов методом сверхбыстрой закалки расплава.
Установка содержит тигель 1, имеющий в нижней части донное отверстие для формирования свободно падающей струи 3 расплава, снабженный устройством 2 для нагрева, например, высокочастотным индуктором. Под донным отверстием размещены два валка 4, вращающихся навстречу друг другу, и по направлению движения струи 3 расплава. Окружная скорость одного валка составляет 0,4-0,6 от окружной скорости вращения другого валка. Кроме того, валки 4 постоянно перемещаются относительно друг друга вдоль оси их вращения.
Предлагаемый способ реализуется следующим образом.
Металлический сплав помещают в тигель 1 и плавят с помощью устройства 2 для нагрева. Расплав подают в виде свободно падающей струи 3 через донное отверстие в зазор между двумя охлаждающими ватками 4, вращающимися навстречу друг другу и по направлению движения струи, а также постоянно перемещающимися относительно друг друга вдоль оси их вращения. При попадании струи в зазор между валками 4, расплав с одной стороны подтормаживается более медленно вращающимся валком, тонким слоем налипает на движущиеся валки, а затвердевающий расплав на большой протяженности длительное время контактирует с охлаждающими валками 4 и быстро охлаждается при этом. Причем струя расплава постоянно попадает на новое место поверхности валков 4 не только в окружном, но и в осевом направлении, что способствует эффективному ее охлаждению. Расплав кристаллизуется на поверхности обоих валков 4, происходит его сверхбыстрая закалка, и продукты сверхбыстрой закалки 5 отделяются от валков 4 под действием термических напряжений и центробежной силы. Продукты кристаллизации получают при сходе ленты или чешуек с обоих валков 4 по направлению первоначального движения струи расплава.
Пример реализации 1.
Сплав, имеющий состав Fe - 31% Nd - 1,3% B - 1% Ti, расплавляли при помощи высокочастотного индукционного нагрева в вакуумной индукционной печи с донным сливом и подавали в виде струи круглого сечения диаметром 8 мм в зазор (минимальный зазор составлял 0,5 мм) между валками диаметром 300 мм и длиной 300 мм, окружная скорость одного из которых составляла 1,5 м/с, а другого 0,7 м/с. Валки перемещали относительно друг друга вдоль направления оси вращения со скоростью 0,2 м/с. Полученные чешуйки толщиной 0,7 мм использовали при изготовлении спеченных постоянных магнитов Fe-Nd-В. Получены магнитные свойства Br - 1,35 Тл, iHc - 880 кА/м.
Пример реализации 2.
Сплав, имеющий состав Fe - 34% Nd - 1,3% B - 1% Ti, расплавляли при помощи высокочастотного индукционного нагрева в вакуумной индукционной печи с донным сливом и подавали в виде струи круглого сечения диаметром 8 мм в зазор (минимальный зазор составлял 0,5 мм) между валками диаметром 300 мм и длиной 300 мм, окружная скорость одного из которых составляла 1,5 м/с, а другого 0,7 м/с. Валки перемещали относительно друг друга вдоль направления оси вращения со скоростью 0,2 м/с. Полученные чешуйки толщиной 0,7 мм использовали при изготовлении спеченных постоянных магнитов Fe-Nd-B. Получены магнитные свойства Br - 1,3 Тл, iHc 880 кА/м.
Предлагаемый способ получения аморфных или мелкокристаллических материалов методом сверхбыстрой закалки расплава обеспечивает получение материалов, имеющих мелкокристаллическую структуру за счет высокой скорости охлаждения расплава, а также имеет высокую производительность получения целевого продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ МЕТОДОМ СПИННИНГОВАНИЯ | 2005 |
|
RU2277995C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРООТВЕРЖДЕННОГО СПЛАВА ДЛЯ МАГНИТА | 2003 |
|
RU2255833C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВЫХ КАТАЛИЗАТОРОВ РЕНЕЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ НИКЕЛЕВЫЕ КАТАЛИЗАТОРЫ РЕНЕЯ, ИХ ПРИМЕНЕНИЕ ДЛЯ ПОЛУЧЕНИЯ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ И СПОСОБ ГИДРИРОВАНИЯ ОРГАНИЧЕСКИХ НИТРОСОЕДИНЕНИЙ | 2004 |
|
RU2352392C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ АМОРФНОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, ПРОВОЛОКА И ИЗДЕЛИЕ, АРМИРОВАННОЕ ЕЮ | 1992 |
|
RU2090303C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2060859C1 |
| Способ получения быстрозакаленной металлической ленты | 1980 |
|
SU1069932A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХПРОВОДЯЩИХ ОКСИДНЫХ СОЕДИНЕНИЙ | 1990 |
|
RU1792186C |
| Способ получения стекловидного продукта из висмута, алюминия, железа и сплавов на их основе | 1978 |
|
SU768851A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2348485C2 |
| Устройство для непрерывного получения металлической ленты | 1989 |
|
SU1731413A1 |
Изобретение относится к металлургии и может быть использовано для изготовления высокоэффективных спеченных постоянных магнитов Fe-Nd-B. Расплавленный в тигле металлический сплав путем донного слива подают в виде свободно падающей струи расплава в зазор между двумя охлаждающими валками, вращающимися навстречу друг другу и по направлению движения струи расплава. Продукты кристаллизации получают при сходе ленты или чешуек с обоих валков по направлению первоначального движения струи расплава. Валки постоянно перемещаются относительно друг друга вдоль оси вращения. Окружная скорость одного валка составляет 0,4-0,6 от окружной скорости вращения другого валка. Струя расплава постоянно попадает на новое место поверхности валков как в окружном, так и в осевом направлении, что способствует эффективному ее охлаждению и получении аморфной или мелкокристаллической структуры продукта. 16 з.п. ф-лы, 1 ил., 2 пр.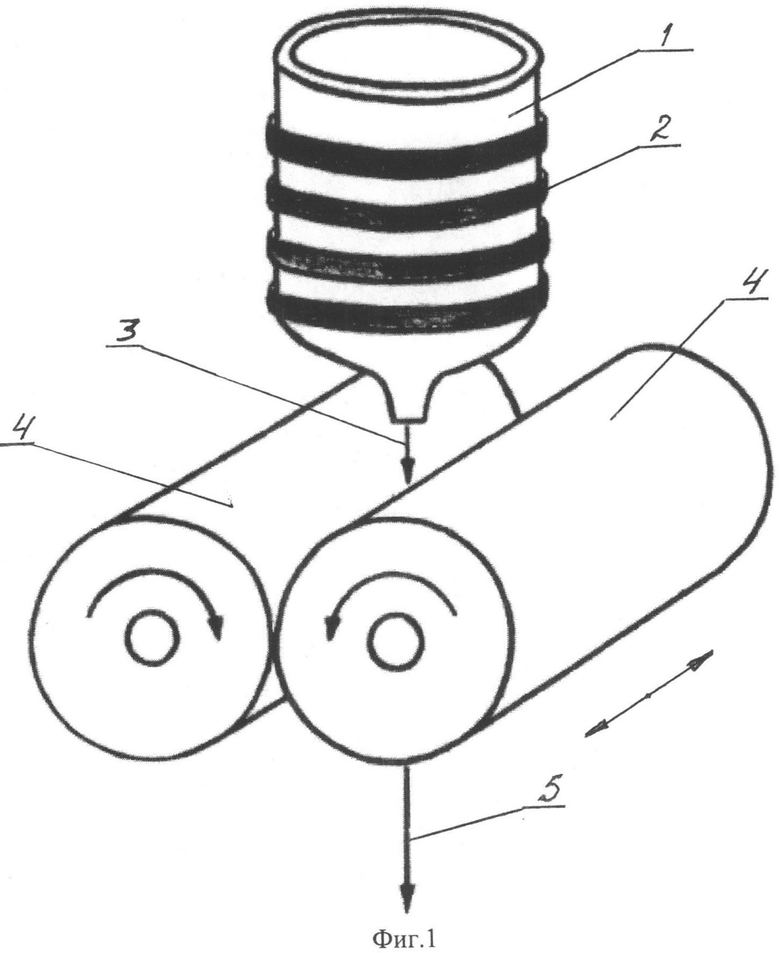
1. Способ получения аморфных или мелкокристаллических материалов методом сверхбыстрой закалки расплава, включающий расплавление сплава в тигле, подачу расплава в виде свободно падающей струи в зазор между двумя охлаждающими валками, вращающимися навстречу друг другу по направлению движения струи расплава, получение продуктов кристаллизации в виде ленты или чешуек при сходе с обоих валков, отличающийся тем, что подачу расплава в зазор между валками осуществляют путем донного слива расплава из тигля и осуществляют постоянное перемещение валков относительно друг друга вдоль оси вращения, при этом окружная скорость одного валка составляет 0,4-0,6 от окружной скорости другого валка.
2. Способ по п.1, отличающийся тем, что окружные скорости вращения валков составляют 0,3-3 м/с.
3. Способ по п.1, отличающийся тем, что струю расплава подают на вращающиеся валки, диаметры которых составляют 200-1000 мм.
4. Способ по п.1, отличающийся тем, что струю расплава подают на вращающиеся валки, длина которых составляет 50-1000 мм.
5. Способ по п.1, отличающийся тем, что струю расплава подают на вращающиеся валки, диаметры которых отличаются друг от друга.
6. Способ по п.1, отличающийся тем, что струю расплава подают на вращающиеся валки, длины которых отличаются друг от друга.
7. Способ по п.1, отличающийся тем, что струя расплава имеет круглое сечение диаметром 3-15 мм.
8. Способ по п.1, отличающийся тем, что струя расплава имеет прямоугольное сечение с толщиной 3-15 мм и шириной 3-1000 мм.
9. Способ по п.1, отличающийся тем, что расстояние от места истечения расплава до оси валков составляет 100-1000 мм.
10. Способ по п.1, отличающийся тем, что минимальный расстояние между поверхностями валков составляет 0,5-1,5 мм.
11. Способ по п.1, отличающийся тем, что температура расплава составляет 500-2000°С.
12. Способ по п.1, отличающийся тем, что сверхбыструю закалку расплава осуществляют на воздухе.
13. Способ по п.1, отличающийся тем, что сверхбыструю закалку расплава осуществляют в вакууме.
14. Способ по п.1, отличающийся тем, что сверхбыструю закалку расплава осуществляют в инертной среде, такой как аргон, гелий, азот, двуокись углерода.
15. Способ по п.1, отличающийся тем, что расплавление сплава осуществляют индукционным нагревом.
16. Способ по п.1, отличающийся тем, что расплавление сплава производят индукционным нагревом, а разлив производится через нижний слив.
17. Способ по п.1, отличающийся тем, что расплавление сплава осуществляют в печах сопротивления.
| Способ получения металлических волокон | 1986 |
|
SU1662747A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СПЛАВА | 1997 |
|
RU2101131C1 |
| Способ непрерывного литья металлических волокон и устройство для его осуществления | 1987 |
|
SU1662749A1 |
| Способ подготовки металлического расплава при получении лент в валках-кристаллизаторах | 1990 |
|
SU1799674A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

