Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочным толстостенным, сваренным электрической контактной сваркой, стальным трубам, более конкретно к улучшению надежности части, сваренной электрической контактной сваркой. Термин "высокопрочный" в соответствии с использованием в описании относится к техническому пределу текучести YS 400 МПа или более. Термин "толстостенный" в соответствии с использованием в описании относится к толщине в диапазоне 16-32 мм.
Известный уровень техники
Стальные трубы, сваренные электрической контактной сваркой, используются для бурения или транспортировки нефти или природного газа. Однако в силу их низкой надежности вследствие низкой ударной вязкости частей, сваренных электрической контактной сваркой, стальные трубы, сваренные электрической контактной сваркой, используются только там, где не требуются жесткие технические характеристики низкотемпературной ударной вязкости и стойкости к водородному растрескиванию (далее также обозначаемому HIC)
Для решения такой проблемы, например, патентный документ 1 раскрывает способ изготовления высокопрочной стальной трубы, сваренной электрической контактной сваркой, имеющей превосходную низкотемпературную ударную вязкость, который включает выполнение электрической контактной сварки стального листа, заданного химического состава, нагрев части, сваренной электрической контактной сваркой при температуре в диапазоне 790-1050°C в течение, по меньшей мере, 5 секунд, и быстрое охлаждение части, сваренной электрической контактной сваркой, от температуры в диапазоне 770-890°C со скоростью охлаждения 30-150°C/с, формируя тем самым часть, сваренную электрической контактной сваркой, имеющую мелкодисперсную микроструктуру игольчатого феррита. Однако стальной лист, используемый в патентном документе 1, имеет небольшую толщину около 8,0 мм. Кроме того, часть, сваренная электрической контактной сваркой, изготовленной таким образом стальной трубы, имеет температуру порога хладоломкости (возникновение) около -40°C в крайнем случае, и, следовательно, низкотемпературная ударная вязкость части, сваренной электрической контактной сваркой, улучшена несущественно. Патентная литература 2 раскрывает способ изготовления высокопрочной стальной трубы, сваренной электрической контактной сваркой, с превосходной низкотемпературной ударной вязкостью, который включает выполнение электрической контактной сварки стального листа заданного химического состава, нагрев части, сваренной электрической контактной сваркой, при температуре в диапазоне 790-1050°C в течение, по меньшей мере, 5 секунд, быстрое охлаждение части, сваренной электрической контактной сваркой, от температуры в диапазоне 750-950° со скоростью охлаждения в диапазоне 30-150°C/с, формируя тем самым часть, сваренную электрической контактной сваркой, имеющую мелкодисперсную микроструктуру игольчатого феррита, и нагрев части, сваренной электрической контактной сваркой, при температуре в диапазоне 400-700°C в течение 1 минуты или менее для проведения термообработки для снятия остаточных напряжений.
Патентная литература 3 раскрывает способ изготовления высокопрочной стальной трубы, сваренной электрической контактной сваркой, имеющей превосходную низкотемпературную ударную вязкость, который включает выполнение электрической контактной сварки стального листа заданного химического состава, нагрев части, сваренной электрической контактной сваркой, при температуре в диапазоне 850-1000°C, быстрое охлаждение части, сваренной электрической контактной сваркой, от температуры превращения Ar3 или выше до конечной температуры охлаждения в диапазоне (Ar1 температура превращения - 50°C) до (Ar1 температура превращения - 100°C) со скоростью охлаждения в интервале от более 30°C/с до 100°C/с и выполнение мягкого охлаждения части, сваренной электрической контактной сваркой.
Список цитированных источников
Патентная литература
PTL 1: публикация прошедшей экспертизу заявки JP №01-58253
PTL 2: публикация прошедшей экспертизу заявки JP №03-60888
PTL 3: публикация прошедшей экспертизу заявки JP №07-42509
Краткое изложение существа изобретения
Техническая проблема
Однако, применение способа, раскрытого в патентной литературе 2, к толстостенной стальной трубе, сваренной электрической контактной сваркой, имеющей толщину более 20 мм, требует огромной печи для термической обработки для снятия остаточных напряжений (снятие напряжений), вызывая тем самым экономическую проблему. При применении способа, раскрытого в патентной литературе 3 к толстостенной стальной трубе, сваренной электрической контактной сваркой, имеющей толщину более 20 мм, трудно нагреть толстостенную стальную трубу, сваренную электрической контактной сваркой, стальной трубы со стороны ее наружной поверхности так, чтобы температура в центральной части в направлении толщины трубы находилась в диапазоне 850-1000°C.
Задачей настоящего изобретения является решение таких проблем известного уровня техники и создание высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, имеющей не только отличную низкотемпературную ударную вязкость, но и отличную стойкость к HIC. Термин "отличная низкотемпературная ударная вязкость" в соответствии с использованием в описании означает, что и часть основной стали и часть, сваренная электрической контактной сваркой, имеют поглощенную энергию по окружности vE-50, равную 150 Дж или более при температуре испытания -50°C в испытание на ударную вязкость по Шарпи в соответствии с JIS Z 2242. Термин "отличная стойкость к HIC" в соответствии с использованием в описании означает, что и часть основной стали и часть, сваренная электрической контактной сваркой, имеет долю площади трещин CAR 5% или менее после погружения в NACE Раствор А (0,5% CH3COOH + 5% NaCl + насыщенный H2S), определенный в NACE ТМ0284.
Решение проблемы
Для достижения цели авторы настоящего изобретения систематически и интенсивно изучали влияние микроструктуры и оксидов (включения) на низкотемпературную ударную вязкость и стойкость к HIC части основной стали и части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой, толщиной более 16 мм. В результате было установлено, что стальная труба, сваренная электрической контактной сваркой, с улучшенными низкотемпературной ударной вязкостью и стойкостью к HIC как части основной стали, так и части, сваренной электрической контактной сваркой, и обеспечивающая таким образом повышенную надежность, в частности, может быть изготовлена контролем химического состава используемой стали и условий горячей прокатки в конкретных диапазонах в сочетании с методом термообработки после электрической контактной сварки.
Прежде всего, далее будут описаны результаты экспериментов по улучшению надежности части, сваренной электрической контактной сваркой, на которых основано настоящее изобретение, выполненных авторами настоящего изобретения.
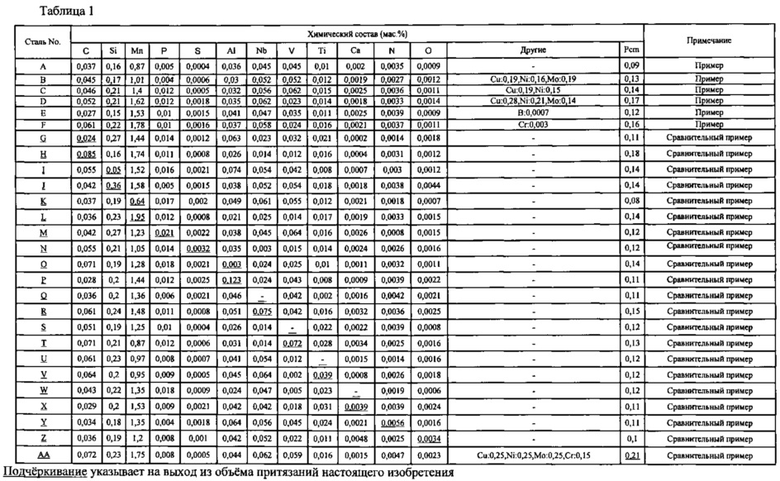
Изготавливают толстостенные стальные трубы, сваренные электрической контактной сваркой (наружного диаметра 660,4 мм), химического состава 0,01-0,20% C, 0,01-1,00% Si, 0,50-3,00% Mn, 0,001-0,100% Al, 0-0,150% Nb, 0-0,150% V, 0-0,150% Ti, 0-0,0050% Ca и 0,005-0,0100% N в массовых процентах и толщиной в диапазоне 16-32 мм.
Часть, сваренную электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, затем подвергают термообработке (термообработке после электрической контактной сварки) с помощью индукционной нагревательной установки при различных температурах нагрева и при различных условиях охлаждения после нагрева. Образцы для испытания отбирают из частей, сваренных электрической контактной сваркой, после термообработки и проводят испытания на удар, испытания на HIC и измеряют количество включений. Методы этих испытаний и измерения описаны ниже.
(1) Испытание на удар
Образцы с V-образным надрезом для испытаний по Шарпи (толщиной 10 мм) отбирают в направлении по окружности от части, сваренной электрической контактной сваркой, в соответствии с JIS Z 2242 таким образом, чтобы надрез совпадал с центральной частью, сваренной электрической контактной сваркой. Поглощенная энергия vE-50 каждым испытуемым образцом измеряют при испытании на ударную вязкость по Шарпи при температуре -50°C. Число испытуемых образцов при измерении равнялось трем.
(2) Испытание на HIC
Образцы для испытания погружением (размеры: 10 мм толщина × 20 мм ширина × 160 мм длина) отбирают из части, сваренной электрической контактной сваркой, и погружают в NACE раствор А (0,5% CH3COOH + 5% NaCl + насыщенный H2S), указанный в NACE ТМ0284, в течение 96 часов. После погружения, долю площади трещин CAR на каждом образце определяют с использованием метода ультразвуковой дефектоскопии.
(3) Измерение количества включений
Образцы листа (размеры: ширина 2 мм × толщина: толщина стенки × длина: толщина стенки) вырезают из центра части, сваренной электрической контактной сваркой, и подвергают электролизу в 10% растворе АА электролита. После электролиза, включения (имеющие эквивалентный диаметр круга 2 мкм или более) отделяют сетчатым фильтром с размером отверстий 2 мкм и подвергают сплавлению со щелочами. Содержание Si, Mn, Al, Ca и Cr определяют анализом с индуктивно связанной плазмой (ICP). Рассчитывают общее количество Si, Mn, Al, Ca и Cr. Общее количество Si, Mn, Al, Ca и Cr во включениях,. имеющих эквивалентный диаметр круга мкм или более, считается количеством включений в части, сваренной электрической контактной сваркой.
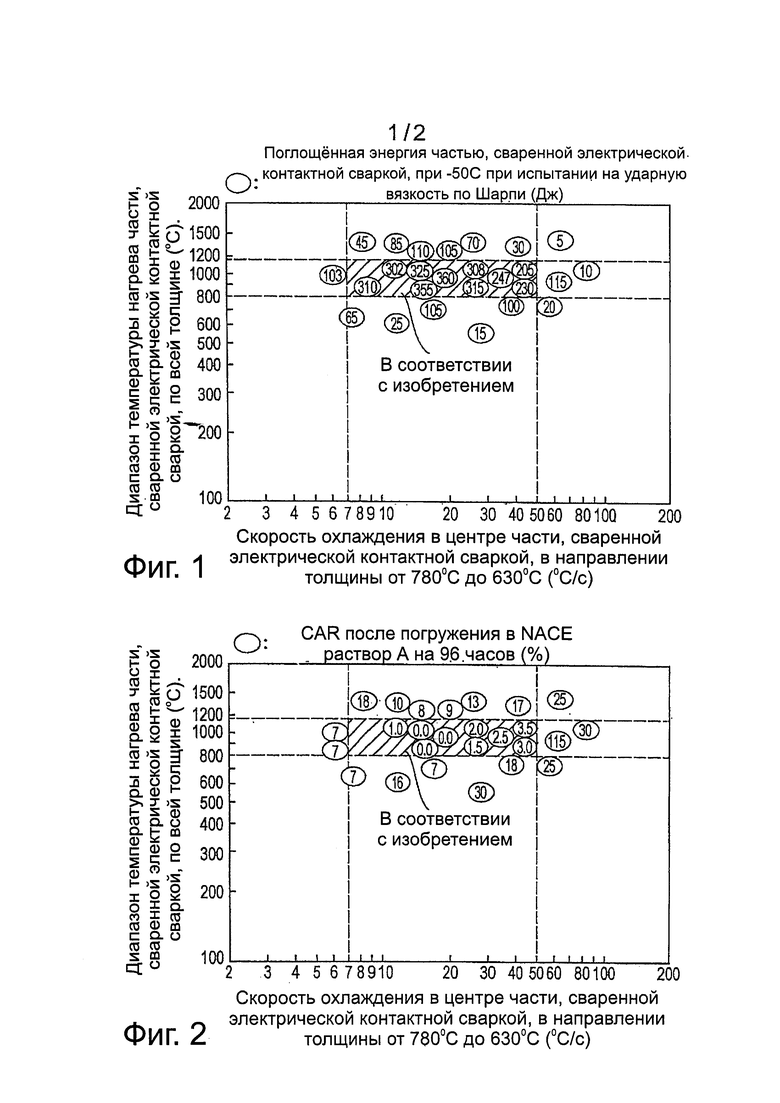
Результаты показаны на фиг. 1 и 2 в зависимости от температуры нагрева и скорости охлаждения после нагрева в ходе термообработки. Фиг. 1 представляет vE-50 и фиг. 2 представляет CAR. Скорость охлаждения после нагрева является средней скоростью охлаждения от 780°C до 630°C в центральной части в направлении толщины. Фиг. 1 и 2 показывают, что, когда температура нагрева части, сваренной электрической контактной сваркой, составляет 800-1150°C и скорость охлаждения после нагрева составляет 7-49°C/с в среднем между 780°C и 630°C, часть, сваренная электрической контактной сваркой, имеет превосходную низкотемпературную ударную вязкость vE-50=150 Дж или более и отличную стойкость к HIC CAR=5% или менее.
Таким образом, было установлено, что часть, сваренная электрической контактной сваркой, с термообработкой в вышеописанных условиях, после электрической контактной сварки, имеет превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC.
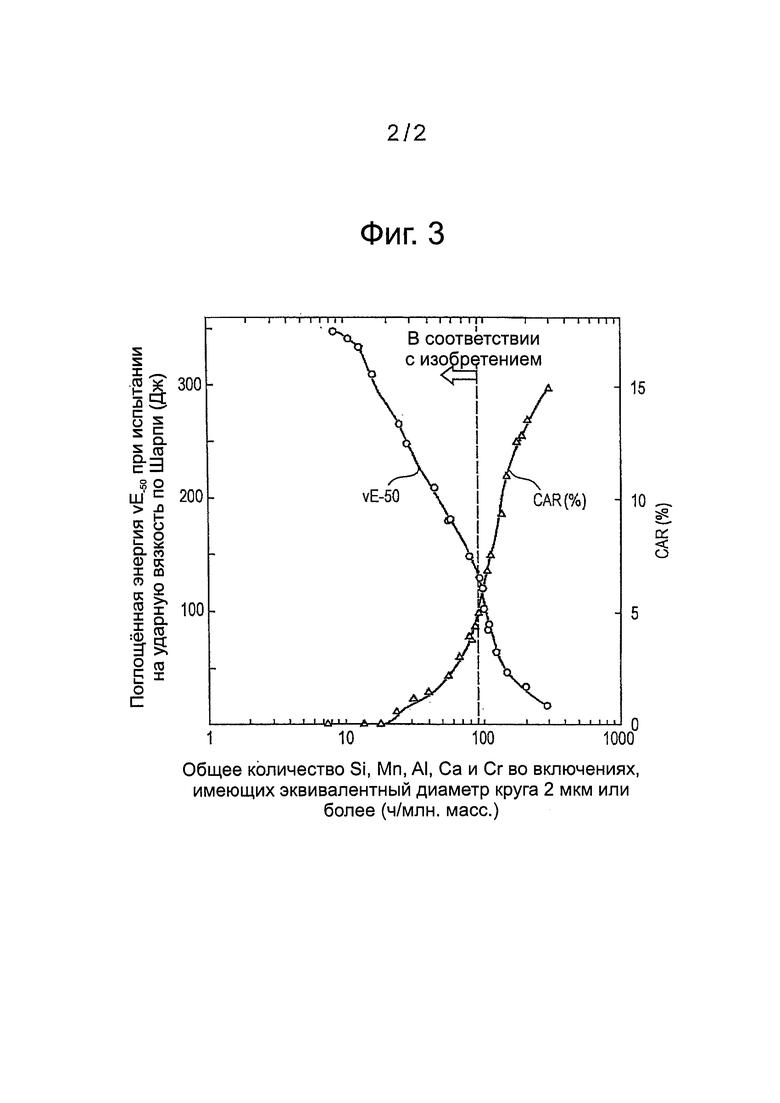
На основании этих результатов фиг. 3 представляет взаимосвязь между vE-50, CAR и общим количеством Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более.
Фиг. 3 показывает, что, когда общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, превышает 89 ч/млн масс., часть, сваренная электрической контактной сваркой, имеет повышенную vE-50, увеличенную CAR, то есть ухудшенные низкотемпературную ударную вязкость и стойкость к HIC.
Включения, имеющие эквивалентный диаметр круга 2 мкм или более, в части, сваренной электрической контактной сваркой, рассматривались, как включения, которые влияют на характеристики части, сваренной электрической контактной сваркой.
Было установлено, что, когда количество включений, имеющих эквивалентный диаметр круга 2 мкм или более, в части, сваренной электрической контактной сваркой, превышает заданное значение, значительно ухудшается низкотемпературная ударная вязкость и стойкость к HIC части, сваренной электрической контактной сваркой. Настоящее изобретение было выполнено на основе этих данных и описано ниже.
(1) Высокопрочные толстостенные стальные трубы, сваренные электрической контактной сваркой, имеющие превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC, характеризующиеся тем, что имеют следующий химический состав в массовых процентах, включающий C: 0,025-0,084%, Si: 0,10-0,30%, Mn: 0,70-1,80%, P: 0,001-0,018%, S: 0,0001-0,0029%, Al: 0,01-0,10%, Nb: 0,001-0,065%, V: 0,001-0,065%, Ti: 0,001-0,033%, Ca: 0,0001-0,0035%, N: 0,0050% или менее, O: 0,0030% или менее и остальное Fe и случайные примеси, в котором Pcm, определяемый по выражению (1), составляет 0,20 или менее,

где C, Si, Mn, Cu, Ni, Cr, Mo, V и B обозначают количество (мас. %) соответствующих элементов,
микроструктуру, 90% площади или более которой включает квазиполигонального феррит, имеющий размер зерна 10 мкм или менее в части основной стали и части, сваренной электрической контактной сваркой, стальной трубы,
предел текучести YS 400 МПа или более,
и поглощенную энергию vE-50, равную 150 Дж или более при -50°C при испытании на ударную вязкость по Шарпи.
(2) Высокопрочные толстостенные стальные трубы, сваренные электрической контактной сваркой по (1), характеризующиеся тем, что химический состав дополнительно включает В: 0,0030% или менее в мас. %
(3) Высокопрочные толстостенные стальные трубы, сваренные электрической контактной сваркой по (1) или (2), характеризующиеся тем, что химический состав дополнительно включает в массовых процентах, по меньшей мере, один элемент, выбранный из Cu: 0,001-0,350%, Ni: 0,001-0,350%, Mo: 0,001-0,350% и Cr: 0,001-0,700%.
(4) Высокопрочные толстостенные стальные трубы, сваренные электрической контактной сваркой по (1)-(3), характеризующиеся тем, что общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга, равный 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, составляет 0,0089% или менее в мас. %
(5) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, имеющей превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC, включающий стадию горячей прокатки для получения горячекатаной стальной полосы из стали при нагреве, горячей прокатки, охлаждения и намотки, и стадию формирования трубы непрерывным профилированием горячекатаной стальной полосы после стадии горячей прокатки для формирования трубного изделия по существу круглого поперечного сечения и затем сварки встык кольцевых концов трубного изделий электрической контактной сваркой для изготовления стальной трубы, сваренной электрической контактной сваркой, характеризующийся тем, что химический состав стали включает в массовых процентах: C: 0,025-0,084%, Si: 0,10-0,30%, Mn: 0,70-1,80%, P: 0,001-0,018%, S: 0,0001-0,0029%, Al: 0,01-0,10%, Nb: 0,001-0,065%, V: 0,001-0,065%, Ti: 0,001-0,033%, Ca: 0,0001-0,0035%, N: 0,0050% или менее, O: 0,0030% или менее и остальное Fe и случайные примеси, причем Pcm, определенный по выражению (1), составляет 0,20 или менее,
где C, Si, Mn, Cu, Ni, Cr, Mo, V и B обозначают количества (мас. %) соответствующих элементов,
стадию горячей прокатки выполняют нагревом стали до температуры в диапазоне 1200-1280°C, поддерживают температуру в течение 90 мин или более, горячую прокатку стали со степенью обжатия при горячей прокатке 20% или более вне области рекристаллизации аустенита после завершения горячей прокатки, охлаждения стали до конечной температуры охлаждения 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с, скорость охлаждения является средней скоростью охлаждения при температуре от 780°C до 630°C в центральной части в направлении толщины, и намотку стали при температуре намотки 400°C или более и менее чем 600°C, после стадии формования трубы следует термообработка, которая включает нагрев части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, на производственной линии таким образом, что часть, сваренная электрической контактной сваркой, имеет температуру в диапазоне 800-1150°C по всей толщине стенки, затем охлаждение части, сваренной электрической контактной сваркой, до конечной температуры охлаждения 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с, скорость охлаждения является средней скоростью охлаждения при температуре от 780°C до 630°C в центральной части в направлении толщины и последующее охлаждение части, сваренной электрической контактной сваркой, на воздухе, и
часть основной стали и часть, сваренная электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, имеют предел текучести YS 400 МПа или более и поглощенную энергию vE-50, равную 150 Дж или более при -50°C при испытании на ударную вязкость по Шарпи.
(6) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, в соответствии с (5), характеризующийся тем, что, когда формируют коническую кромку на торцах горячекатаной стальной полосы в направлении ширины в ножевой клети при профилировании на стадии формования трубы, расстояние между начальным положением конусности конической кромки и поверхностью, которая станет наружной поверхностью трубы, или поверхностью, которая станет внутренней поверхностью трубы, в направлении толщины стальной полосы составляет 2-60% толщины горячекатаной стальной полосы.
(7) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, в соответствии с (5) или (6), характеризующийся тем, что парциальное давление кислорода атмосферы электрической контактной сварки на стадии формования трубы регулируется на уровне 900/foxy ч/млн масс., или менее, характеризующийся тем, что foxy представляет способность к окислению расплавленной стали, определяемую по выражению (2),

где Mn, Si, Cr, Al и Ca обозначают количество (мас. %) соответствующих элементов.
(8) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, по любому из (5)-(7), характеризующийся тем, что химический состав стали дополнительно включает В: 0,0030% или менее в массовых процентах.
(9) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, по любому из (5)-(8), характеризующийся тем, что химический состав стали дополнительно включает в массовых процентах, по меньшей мере, один элемент, выбранный из Cu: 0,001-0,350%, Ni: 0,001-0,350%, Mo: 0,001-0,350%, и Cr: 0,001-0,700%.
(10) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, по любому из (5)-(9), характеризующийся тем, что охлаждение в ходе термообработки включает установку, по меньшей мере, двух линий камер охлаждающей системы в направлении перемещения над частью, сваренной электрической контактной сваркой, камеры охлаждающей системы соединены с форсункой, через которую может нагнетаться струя охлаждающей воды при скорости потока воды 1 м3/м2 мин или более, и нагнетание струи охлаждающей воды через форсунку со скоростью 1 м/с или более.
(11) Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, по (10), характеризующийся тем, что предусмотрено размещение нескольких камер охлаждающей системы для независимого управления нагнетанием охлаждающей воды.
Положительные эффекты изобретения
В соответствии с настоящим изобретением может быть легко и стабильно изготовлена высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, которая включает часть основной стали и часть, сваренную электрической контактной сваркой, имеющая превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC. Таким образом, настоящее изобретение имеет преимущественный промышленный эффект. Высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, в соответствии с настоящим изобретением включает часть, сваренную электрической контактной сваркой, имеющая превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC, и поэтому с повышенной надежностью. Таким образом, высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, может стабильно использоваться, когда необходимы отличная низкотемпературная ударная вязкость и превосходная стойкость к HIC.
Краткое описание чертежей
Фиг. 1 является графиком vE-50 части, сваренной электрической контактной сваркой, в зависимости от температуры нагрева и скорости охлаждения после нагрева.
Фиг. 2 представляет собой график доли площади трещин CAR после погружения части, сваренной электрической контактной сваркой, в NACE раствор А, в зависимости от температуры нагрева и скорости охлаждения после нагрева.
Фиг. 3 представляет собой график vE-50 части, сваренной электрической контактной сваркой, и доли площади трещин CAR после погружения части, сваренной электрической контактной сваркой, в NACE раствор А в зависимости от общего количества (ч/млн масс.) Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга, равный 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой.
Описание осуществлений
Высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, в соответствии с настоящим изобретением имеет толстую стенку толщиной 16-32 мм и включает часть основной стали и часть, сваренную электрической контактной сваркой, которые имеют предел текучести YS 400 МПа или более и превосходную низкотемпературную вязкость, представленную поглощенная энергией по окружности vE-50, равную 150 Дж или более при температуре испытания -50°C при испытании на ударную вязкость по Шарпи. Стальная труба, сваренная электрической контактной сваркой, также имеет превосходную стойкость к HIC, представленную долей площади CAR 5% или менее после погружения стальной трубы, сваренной электрической контактной сваркой, в NACE раствор А в течение 96 часов.
Далее будут описаны обоснования ограничения химического состава стальной трубы, сваренной электрической контактной сваркой, в соответствии с настоящим изобретением. В последующих составах мас. % обозначаются просто %.
C: 0,025-0,084%
C образует твердые фазы, например, перлит, квазиперлит, цементит, бейнит или мартенсит, и повышает прочность стальной трубы. С оказывает влияние на формирование оксидов в части, сваренной электрической контактной сваркой, при углублении точки затвердевания или образования CO по реакции с атмосферным O2 в ходе электрической контактной сварки. Для таких эффектов необходимо содержание C 0,025% или более. Требуемый предел текучести YS 400 МПа или более не может быть достигнут при содержании С менее 0,025%. Высокое содержание С более 0,084% приводит к процентному содержанию твердой фазы более 10% в части, сваренной электрической контактной сваркой, и части основной стали, в результате чего ухудшается низкотемпературная ударная вязкость, то есть, поглощенная энергия составляет менее 150 Дж при -50°C при испытании на ударную вязкость по Шарпи. Это также приводит к доле площади CAR более чем 5% после погружения в NACE раствор А, указанный в NACE ТМ0284, в течение 96 часов, в результате чего ухудшается стойкость к HIC. Таким образом, содержание С находится в диапазоне 0,025-0,084%, предпочтительно 0,030-0,060%.
Si: 0,10-0,30%
Si увеличивает прочность стальной трубы, сваренной электрической контактной сваркой, твердо-растворным упрочнением. Si имеет более высокое сродство к O, чем Fe, и может образовывать эвтектические оксиды, имеющие высокую вязкость, с оксидами Mn в части, сваренной электрической контактной сваркой. Содержание Si менее 0,10% приводит к высокой концентрации Mn в эвтектических оксидах и температуре плавления оксидов более высокой, чем температура жидкой стали, таким образом, что зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Это приводит к содержанию более 89 ч/млн масс. Si, Mn и Al в сумме во включениях, имеющих размер 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Таким образом, содержание Si ограничено 0,10% или более.
Содержание Si более 0,30% приводит к высокой концентрации Si в эвтектических оксидах и температуре плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Это приводит к содержанию более 89 ч/млн масс. Si, Mn и Al в сумме во включениях, имеющих размер 2 мкм или более, и увеличению абсолютного количества оксидов, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Таким образом, содержание Si ограничено 0,30% или менее. Содержание Si предпочтительно составляет 0,15-0,25%.
Mn: 0,70-1,80%
Mn повышает прочность стальной трубы, сваренной электрической контактной сваркой, твердо-растворным упрочнением и превращением. Mn имеет более высокое сродство к O, чем Fe, и может образовывать эвтектические оксиды, имеющие высокую вязкость, с оксидами Si в части, сваренной электрической контактной сваркой. Содержание Mn менее 0,70% приводит к высокой концентрации Si в эвтектических оксидах и температуре плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Это приводит к содержанию более 89 ч/млн масс. Si, Mn и Al в сумме во включениях, имеющих размер 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Содержание Mn менее 0,70% приводит к части основной стали и части, сваренной электрической контактной сваркой, сформированным из крупнозернистого полигонального феррита с размером зерен dα более 10 мкм, вызывая тем самым ухудшение низкотемпературной ударной вязкости. Таким образом, содержание Mn ограничено 0,70% или более.
Высокое содержание Mn, более 1,80%, приводит к высокой концентрации Mn в эвтектических оксидах и температуре плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Это приводит к содержанию более 89 ч/млн масс. Si, Mn и Al в сумме во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, и увеличению абсолютного количества оксидов. Содержание Mn, более 1,80% также приводит к процентному содержанию твердой фазы более 10% площади в части основной стали и части, сваренной электрической контактной сваркой. Это приводит к ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, содержание Mn ограничено интервалом 0,70-1,80%. Содержание Mn предпочтительно составляет 0,85-1,65%.
P: 0,001-0,018%
P является элементом, который способствует упрочнению, но ухудшает ударную вязкость, за счет сегрегации на границах зерна или других областях. Сегрегация P идет совместно с Mn и ухудшается стойкость к HIC части основной стали и части, сваренной электрической контактной сваркой. Таким образом, предпочтительно свести к минимуму содержание P, но чрезмерное снижение содержания P увеличивает стоимость переработки. Содержание P более 0,018% приводит к заметному ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, содержание P ограничено интервалом 0,001-0,018%, предпочтительно 0,001-0,013%.
S: 0,0001-0,0029%
S выделяется в виде MnS в части, сваренной электрической контактной сваркой, и части основной стали и ухудшает низкотемпературную ударную вязкость и стойкость к HIC. Таким образом, предпочтительно свести к минимуму содержание S, но чрезмерное снижение содержания S увеличивает стоимость переработки. Содержание S более 0,0029% приводит к заметному ухудшению низкотемпературной ударной вязкости и низкой стойкость к HIC. Таким образом, содержание S ограничено интервалом 0,0001-0,0029%, предпочтительно 0,0001-0,0019%.
Al: 0,01-0,10%
Al является элементом, который действует в качестве раскислителя в процессе производства стали. Al выделяется в виде AlN в аустените, вызывает подавление роста зерна при нагреве аустенита и повышает низкотемпературную ударную вязкость. Al обладает более высоким сродством к O, чем Si или Mn, и образует оксиды в форме твердого раствора в Mn-Si эвтектических оксидах, таких как 2MnO-SiO2 (тефроит). Такой эффект требует содержания Al 0,01% или более. Содержание Al менее 0,01% приводит к недостаточной способности к раскислению в процессе выплавки стали, низкой чистоте стали и содержанию более 89 ч/млн Si, Mn, и Al в сумме во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой. Это приводит к ухудшению низкотемпературной ударной вязкости и стойкости к HIC.
Содержание Al более 0,10% приводит к высокой концентрации Al в эвтектических оксидах и температуре плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Таким образом, общее количество Si, Mn, Al во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, превышает 89 ч/млн. Это приводит к ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, содержание Al ограничено интервалом 0,01-0,10%, предпочтительно 0,03-0,08%.
Nb: 0,001-0,065%
Nb выделяется в основном в виде карбидов и увеличивает прочность стальной трубы, сваренной электрической контактной сваркой. Такой эффект требует содержания Nb 0,001% или более. Содержание Nb более 0,065% приводит к остаточным крупнозернистым нерастворенным карбонитридам Nb, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Таким образом, содержание Nb ограничено интервалом 0,001-0,065%, предпочтительно 0,005-0,050%.
V: 0,001-0,065%
Подобно Nb, V выделяется в основном в виде карбидов и увеличивает прочность стальной трубы, сваренной электрической контактной сваркой. Такой эффект требует содержания V 0,001% или более. Содержание V более 0,065% приводит к крупнозернистым остаточным нерастворенным карбонитридам V, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Таким образом, содержание V ограничено интервалом 0,001-0,065%, предпочтительно 0,005-0,050%.
Ti: 0,001-0,033%
Подобно Nb и V, Ti выделяется в основном в виде карбидов и увеличивает прочность стальной трубы, сваренной электрической контактной сваркой. Такой эффект требует содержания Ti 0,001% или более. Содержание Ti более 0,033% приводит к крупнозернистым остаточным нерастворенным карбонитридам Ti, в результате чего ухудшается низкотемпературная ударная вязкость и стойкость к HIC. Таким образом, содержание Ti ограничено интервалом 0,001-0,033%, предпочтительно 0,005-0,020%.
Ca: 0,0001-0,0035%
Ca является элементом, который делает сульфиды в стали сферическими и повышает низкотемпературную ударную вязкость и стойкость к HIC в непосредственной близости от части, сваренной электрической контактной сваркой. Такой эффект требует содержания Ca 0,0001% или более. Содержание Ca более 0,0035% приводит к высокой концентрации оксидов Ca за счет высокого сродства Ca к O. Это приводит к точке плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды, остаются в части, сваренной электрической контактной сваркой. Таким образом, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, превышает 89 ч/млн, и абсолютное количество оксида увеличивается. Это приводит к ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, содержание Ca ограничено интервалом 0,0001-0,0035%, предпочтительно 0,0002-0,0028%.
N: 0,0050% или менее
N в части, сваренной электрической контактной сваркой, и части основной стали выделяется в виде Ti(N, C) или остается в виде твердого раствора и ухудшает низкотемпературную ударную вязкость и стойкость к HIC. Поэтому предпочтительно свести к минимуму содержание N, но чрезмерное снижение содержания N увеличивает стоимость переработки. Таким образом, предпочтительно ограничить содержание N 0,0001% или более. Содержание N более 0,0050% приводит к значительному ухудшению низкотемпературной ударной вязкости и ухудшению стойкости к HIC. Таким образом, содержание N ограничено 0,0050% или менее, предпочтительно 0,0001-0,0040%.
O: 0,0030% или менее
O в части, сваренной электрической контактной сваркой, и части основной стали остается в виде оксидных включений и ухудшает низкотемпературную ударную вязкость и стойкость к HIC. Таким образом, предпочтительно свести к минимуму содержание O. Содержание O более 0,0030% приводит к заметному ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, содержание O ограничено 0,0030% или менее. Однако чрезмерное снижение содержания O увеличивает стоимость переработки. Таким образом, содержание O предпочтительно составляет 0,0001% или более. Содержание O предпочтительно составляет 0,0020% или менее.
Эти элементы являются основными в настоящем изобретении. В дополнение к этим элементам, при необходимости в стали может содержаться B: 0,0030% или менее, и/или, по меньшей мере, один элемент, выбранный из Cu: 0,001-0,350%, Ni: 0,001-0,350%, Mo: 0,001-0,350% и Cr: 0,001-0,700%.
B: 0,0030% или менее
B улучшает закалочное упрочнение и тем самым вносит вклад в упрочнение стальной трубы, сваренной электрической контактной сваркой. Содержание В предпочтительно составляет 0,0001% или более, чтобы получить такой эффект. Однако такой эффект достигает насыщения при содержании B более 0,0030% и не ожидается, что он будет пропорционален содержанию B за пределами этого порога.
Таким образом, когда стальная труба, сваренная электрической контактной сваркой, содержит B, содержание B предпочтительно ограничивают 0,0030% или менее, более предпочтительно 0,0020% или менее.
По меньшей мере, один элемент, выбранный из Cu: 0,001-0,350%, Ni: 0,001-0,350%, Mo: 0,001-0,350% и Cr: 0,001-0,700%
Cu, Ni, Mo и Cr являются элементами, которые способствуют упрочнению части основной стали и части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой, и контролю крупнозернистого полигонального феррита. При необходимости может быть включен, по меньшей мере, один из Cu, Ni, Mo и Cr.
Cu обеспечивает требуемое упрочнение и подавляет формирование крупнозернистого полигонального феррита с размером зерна dα более 10 мкм, за счет улучшенного закалочного упрочнения части основной стали и части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой. Cu также повышает стойкость к HIC стальной трубы, сваренной электрической контактной сваркой. Содержание Cu предпочтительно составляет 0,001% или более, чтобы получить подобные эффекты. Однако такие эффекты достигают насыщения при содержании Cu более 0,350% и не ожидается, что будут пропорциональны содержанию Cu, превышающему этот порог. Таким образом, когда стальная труба, сваренная электрической контактной сваркой, содержит Cu, содержание Cu предпочтительно ограничено интервалом 0,001-0,350%, более предпочтительно 0,05-0,290%.
Подобно Cu, Ni обеспечивает требуемое упрочнение и подавляет образование крупнозернистого полигонального феррита с размером зерна dα более 10 мкм, за счет улучшенного закалочного упрочнения части основной стали и части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой. Ni также повышает стойкость к HIC стальной трубы, сваренной электрической контактной сваркой. Содержание Ni предпочтительно составляет 0,001% или более, чтобы получить подобные эффекты. Такие эффекты достигают насыщения при содержании Ni более 0,350% и не ожидается, что будут пропорциональны содержанию Ni за пределами этого порога. Таким образом, когда стальная труба, сваренная электрической контактной сваркой, содержит Ni, содержание Ni предпочтительно ограничено интервалом 0,001-0,350%, более предпочтительно 0,05-0,290%.
Подобно Ni и Cu, Mo обеспечивает требуемое упрочнение и подавляет образование крупнозернистого полигонального феррита с размером зерна dα более 10 мкм, за счет улучшенного закалочного упрочнения части основной стали и части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой. Mo также повышает стойкость к HIC стальной трубы, сваренной электрической контактной сваркой. Содержание Mo предпочтительно составляет 0,001% или более, чтобы получить подобные эффекты. Такие эффекты достигают насыщения при содержании Mo более 0,350% и не ожидается, что будут пропорциональны содержанию Mo за пределами этого порога. Таким образом, когда стальная труба, сваренная электрической контактной сваркой, содержит Mo, содержание Mo предпочтительно ограничено интервалом 0,001-0,350%, более предпочтительно 0,05-0,290%.
Подобно Mn, Cr способствует упрочнению стальной трубы, сваренной электрической контактной сваркой, за счет упрочнения при превращении, обеспечивает требуемое упрочнение и вызывает подавление образования крупнозернистого полигонального феррита. Содержание Cr предпочтительно составляет 0,001% или более, чтобы получить подобные эффекты. Cr имеет более высокое сродство к O, чем Fe, и имеет тенденцию к образованию оксидов. Содержание Cr более 0,700% приводит к высокой концентрации Cr в оксидах и температура плавления оксидов более высокой, чем температура жидкой стали, что таким образом зачастую приводит к тому, что оксиды остаются в части, сваренной электрической контактной сваркой. Таким образом, абсолютное количество оксидов возрастает и общее количество Si, Mn, Al и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, превышает 89 ч/млн масс. Это приводит к ухудшению низкотемпературной ударной вязкости и стойкости к HIC. Таким образом, когда стальная труба, сваренная электрической контактной сваркой, содержит Cr, содержание Cr предпочтительно ограничено диапазоном 0,001-0,700%, более предпочтительно 0,01-0,700%, еще более предпочтительно 0,02-0,290%.
В настоящем изобретении количество этих элементов находится в вышеописанном диапазоне и Pcm, определяемый следующим выражением, равен 0,20 или менее. Среди этих элементов, количество элемента (элементов), не входящих в состав, равно нулю.
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
где C, Si, Mn, Cu, Ni, Cr, Mo, V и B обозначают количество (мас. %) соответствующих элементов.
Pcm является параметром, который относится к формированию микроструктуры после быстрого охлаждения части, сваренной электрической контактной сваркой. Когда Pcm равен 0,20 или менее, микроструктура части, сваренной электрической контактной сваркой, включает 90% или более площади квазиполигонального феррита, имеющего размер зерна 10 мкм или менее. Когда Pcm равен более 0,20, микроструктура части, сваренной электрической контактной сваркой, включает менее 90% или более площади квазиполигонального феррита. Это приводит к ухудшению низкотемпературной ударной вязкости. Нижний предел Pcm предпочтительно, но без ограничения, составляет 0,070 или более для надежного обеспечения предела текучести YS 400 МПа или более.
Обоснование ограничения микроструктуры высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, в соответствии с настоящим изобретением будет описано ниже. 90% или более площади части основной стали и части, сваренной электрической контактной сваркой, высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, в соответствии с настоящим изобретением занимает квазиполигональный феррит, имеющий размер зерна 10 мкм или менее. Термин "квазиполигональный феррит", в соответствии с использованием в описанием относится к "квазиполигональному ферриту" (αq) описанному в "Hagane no beinaito shashinsyu-1 (Photographs of bainite in steel-1 (фотографии бейнита в стали-1))" (изданной Kiso kyodo kenkyu kai beinaito chosa kenkyu bukai (Basic joint research society, bainite research study group) of The Iron and Steel Institute of Japan (Центральное общество совместных исследований, исследовательская группа по изучению бейнита) Института чугуна и стали Японии): "Hagane no beinaito shashinsyu-1", с. 4, выпуск июнь 29, 1992, институт чугуна и стали Японии).
αq является нерегулярной формой феррита, который образуется при более низкой температуре, чем полигональный феррит αр через границу зерна аустенита до превращения. Напряжение превращения в основном выделяется в αq.
Когда область процент площади квазиполигонального феррита составляет менее 90% требуемое упрочнение и низкотемпературная ударная вязкость не могут быть достигнуты, за счет увеличенного содержания крупнозернистого полигонального феррита, или требуемая высокая низкотемпературная ударная вязкость не может быть достигнута, за счет чрезмерного упрочнения, вызванного увеличением содержания бейнита. Таким образом, процент площади квазиполигонального феррита ограничен 90% или более, предпочтительно 92% или более. Когда размер зерна dα квазиполигонального феррита увеличивается до более 10 мкм, требуемое упрочнение и низкотемпературная ударная вязкость не могут быть достигнуты. Таким образом, размер зерна dα квазиполигонального феррита ограничен 10 мкм или менее. Размер зерна измеряется с помощью метода секущих в соответствии с JIS G 0551 (2005).
Вторая фаза отличная от квазиполигонального феррита может быть перлитом, квазиперлитом, цементитом, бейнитом и/или мартенситом, которая занимает менее 10% общей площади.
В части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, в соответствии с настоящим изобретением, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, предпочтительно составляет 0,0089% или менее. Среди этих элементов, количество элемента (элементов) не входящего в состав, считается равным нулю в сумме. Общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, означает количество включений, которые оказывают влияние на характеристики. Количество включений возрастает с увеличением общего количества.
Среди включений (оксидов) в части, сваренной электрической контактной сваркой, когда общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, составляет менее 89 ч/млн масс., доля площади трещин (CAR), после погружения в NACE раствор А (0,5% CH3COOH + 5% NaCl + насыщенный H2S), указанный в NACE ТМ0284, составляет 5% или менее, что указывает на улучшенную стойкость к HIC. Кроме того, в испытании на ударную вязкость по Шарпи поглощенная энергия vE-50 в части, сваренной электрической контактной сваркой при температуре -50°C составляет более 150 Дж, что указывает на превосходную низкотемпературную ударную вязкость. Когда общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, составляет более 89 ч/млн, это приводит к ухудшению стойкости к HIC и низкотемпературной ударной вязкости. Таким образом, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, предпочтительно ограничено 89 ч/млн масс. или менее, более предпочтительно 39 ч/млн масс. или менее.
Среди включений, содержащихся в части, сваренной электрической контактной сваркой, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, определяется как описано ниже.
Образец листов (размеры: ширина 2 мм × толщина: толщина стенки × длина: толщина стенки) вырезают из центра части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, и подвергают электролизу в 10% растворе АА электролита. После электролиза включения, имеющие размер 2 мкм или более, отделяют сетчатым фильтром, имеющим размер отверстий 2 мкм, и подвергают сплавлению со щелочами. Содержание Si, Mn, Al, Ca и Cr определяют анализом индукционно связанной плазмы (IPC). Вычисляют общее количество элементов и принимают за общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более.
Обоснование ограничения способа изготовления стальной трубы, сваренной электрической контактной сваркой, в соответствии с настоящим изобретением будет описано ниже.
Сталь, например, сляб вышеописанного химического состава, формуют в стальную горячекатаную полосу на стадии горячей прокатки. Стальную горячекатаную полосу непрерывно формуют валками для получения трубного изделия. Трубный продукт подвергают электрической контактной сварке на стадии формования трубы для получения стальной трубы, сваренной электрической контактной сваркой. Сталь может быть изготовлена с использованием любого способа. Предпочтительно расплавленную сталь вышеописанного химического состава, получают с использованием обычного способа плавления, например, с использованием конвертера и превращают в сталь, например, сляб обычным способом литья, например, способом непрерывного литья.
Сталь, например сляб, формируют в стальную горячекатаной полосу на стадии горячей прокатки.
На стадии горячей прокатки сталь вышеописанного химического состава, нагревают до температуры в диапазоне 1200-1280°C, выдерживают при температуре в течение 90 мин или более, и подвергают горячей прокатке со степенью обжатия горячей прокатки (степень обжатия) 20% или более вне диапазона рекристаллизации аустенита (температура вне диапазона рекристаллизации). После завершения горячей прокатки, сталь охлаждают до конечной температуры охлаждения 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с. Скорость охлаждения является средней скоростью охлаждения при температуре от 780°C до 630°C в центральной части в направлении толщины. После охлаждения сталь сматывают при температуре намотки 400°C или более и менее 600°C (400-599°C) для формирования стальной горячекатаной полосы.
Температура нагрева: 1200-1280°C
Температура нагрева стали оказывает влияние на прочность, низкотемпературную ударную вязкость и стойкость к HIC в части основной стали стальной трубы. При температуре нагрева менее 1200°C, элементы, вызывающие дисперсионное упрочнение, такие как Nb, V и Ti, повторно не растворяются и остаются в виде крупнозернистых выделений. Таким образом не может быть достигнут высокий требуемый предел текучести YS 400 МПа или более. Остаточные крупнозернистые выделения снижают стойкость к HIC. Высокая температура нагрева более 1280°C приводит к укрупненному кристаллическому зерну и конечному квазиполигональному ферриту. Таким образом не может быть получен требуемый размер зерна dα 10 мкм или менее. Укрупнение микроструктуры ухудшает низкотемпературную ударную вязкость. Таким образом, температура нагрева ограничена диапазоном 1200-1280°C. Время выдержки нагрева составляет 90 мин или более. Время выдержки нагрева менее 90 мин приводит к остаточным грубым выделениям нерастворенных элементов, вызывающих дисперсионное упрочнение, например, Nb, V и Ti в центральной части в направлении толщины, что ухудшает стойкость к HIC. Таким образом, время выдержки нагрева ограничено 90 мин или более.
Нагретую сталь подвергают горячей прокатке, которая включает черновую прокатку и чистовую прокатку. В чистовой прокатке степень обжатия горячей прокатки (степень обжатия) вне диапазона рекристаллизации аустенита (температуре вне диапазона рекристаллизации) составляет 20% или более и конечная температура составляет 780°C или более.
Степень обжатия горячей прокатки (степень обжатия) вне диапазона рекристаллизации аустенита (температуре вне диапазона рекристаллизации): 20% или более
Когда степень обжатия горячей прокатки (степень обжатия) вне диапазона рекристаллизации аустенита (температуре вне диапазона рекристаллизации) составляет менее 20%, микроструктура укрупняется и требуемая низкотемпературная ударная вязкость не может быть достигнута. Таким образом, степень обжатия горячей прокатки (степень обжатия) вне диапазона рекристаллизации аустенита (температуре вне диапазона рекристаллизации) ограничена 20% или более, предпочтительно 30% или более.
Конечная температура: 780°C или более
Конечная температура чистовой прокатки предпочтительно составляет 780°C или более. Конечная температура менее 780°C приводит к остаточному напряжению прокатки и ухудшению низкотемпературной ударной вязкости горячекатаного стального листа.
После завершения горячей прокатки горячекатаный стальной лист охлаждают на отводящем рольганге. Стальной лист охлаждают до конечной температуры охлаждения 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с. Скорость охлаждения представляет собой среднюю скорость при температуре от 780°C до 630°C в центральной части в направлении толщины. Затем стальной лист сматывают при температуре намотки 400°C или более и менее 600°C (400-599°C).
Средняя скорость охлаждения от 780°C до 630°C: 7-49°C/с
Когда средняя скорость охлаждения менее 7°C/с, формируется крупнозернистый полигональный феррит и требуемая высокая низкотемпературная ударная вязкость и высокая прочность не могут быть достигнуты. Когда средняя скорость охлаждения составляет более 49°C/с, формируется бейнит или мартенсит и требуемая высокая низкотемпературная ударная вязкость не может быть достигнута из-за чрезмерно высокой прочности. Таким образом, скорость охлаждения от 780°C до 630°C составляет 7-49°C/с в среднем. Предпочтительно средняя скорость охлаждения составляет 29°C/с или менее, так, что количество квазиполигонального феррита составляет 92% или более.
При охлаждении после горячей прокатки, предпочтительно, чтобы за исключением самого верхнего слоя поверхности, имеющего толщину 0,2 мм, отклонение скорости охлаждения в центральной части в направлении толщины составляло 5°C/с при самой медленной скорости и 20°C/с на самой быстрой скорости. Стальной лист охлаждают до температуры 630°C или менее в центральной части в направлении толщины с такой скоростью охлаждения и затем сматывают.
Конечная температура охлаждения: 630°C или менее
Когда конечная температура охлаждения составляет более 630°C, не может быть сформирована требуемая мелкозернистая микроструктура и требуемая высокая прочность и высокая низкотемпературная ударная вязкость не могут быть достигнуты в части основной стали. Таким образом, конечная температура охлаждения ограничена 630°C или менее, предпочтительно 600-550°C.
Температура намотки: 400°C или более и менее 600°C (400-599°C)
Когда температура намотки составляет 600°C или более, микроструктура укрупняется и не может иметь требуемый размер зерна и требуемый процент площади квазиполигонального феррита. Когда температура намотки менее 400°C, стальной лист содержит большое количество бейнита и обладает повышенной прочностью, пониженной низкотемпературной ударной вязкостью и стойкость к HIC. Таким образом, температура намотки ограничена 400°C или более и менее 600°C (400-599°C), предпочтительно 550-450°C.
В горячекатаной стальной полосе, полученной горячей прокаткой, охлаждением и намоткой, процент площади мелкодисперсного квазиполигонального феррита с размером зерна dα 10 мкм или менее составляет 90% или более, остальное является перлитом, квазиперлитом, цементитом, бейнитом и/или мартенситом. Горячекатаная стальная полоса используется в качестве основной стали для изготовления стальной трубы, которая включает часть основной стали, имеющую стали высокую прочность, представленную пределом текучести YS 400 МПа или более, превосходную низкотемпературную ударную вязкость, представленную поглощенной энергией vE-50 150 Дж или более при испытании на ударную вязкость по Шарпи при температуре -50°C, и отличную стойкость к HIC, представленную долей площади трещин CAR 5% или менее после погружения в NACE раствор А, указанный в NACE ТМ0284, в течение 96 часов.
Горячекатаную стальную полосу затем разрезают с заданной шириной и выполняют стадию формования трубы, для изготовления стальной трубы, сваренной электрической контактной сваркой, заданного размера.
Стадия формования трубы может быть любым известным процессом изготовления труб, сваренных электрической контактной сваркой, при условии, что стальная труба, сваренная электрической контактной сваркой, имеет заданный размер.
Стальная труба, сваренная электрической контактной сваркой, предпочтительно непрерывно формуется валками из стальной горячекатаной полосы с образованием трубного продукта, имеющего по существу круглое поперечное сечение, соединением встык краев окружности трубного продукта, нагревом краев окружности, по меньшей мере, до температуры плавления контактным высокочастотным нагревом или высокочастотным индукционным нагревом, обжатием краев окружности прижимными роликами, и сваркой шва электрической контактной сваркой.
При формовании валками предпочтительно в ножевой клети на торцах горячекатаной стальной полосы формируют скошенные кромки в направлении толщины полосы. Скошенные кромки могут способствовать удалению оксидов из части, сваренной электрической контактной сваркой, и тем самым придать превосходную низкотемпературную ударную вязкость и превосходную стойкость к HIC части, сваренной электрической контактной сваркой. Расстояние в направлении толщины стальной полосы между началом наклона скошенной кромки в направлении толщины полосы и поверхностью, которая станет наружной поверхностью трубы или поверхностью, которая станет внутренней поверхностью трубы, предпочтительно находится в пределах 2-60% толщины стальной полосы. Это может способствовать удалению окислов и уменьшить общее количество Si, Mn, Al, Са и Cr примерно на 10 ч/млн масс. во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой. Скос вне этого диапазона затрудняет удаление окислов и приводит к ухудшению низкотемпературной ударной вязкости части, сваренной электрической контактной сваркой. Форма скоса не ограничивается прямой линией и может быть изогнутой линией.
Атмосфера при электрической контактной сварке на стадии формования трубы предпочтительно контролируется так, чтобы парциальное давление кислорода в атмосфере составляло 900/foxy ч/млн масс., или менее, причем foxy представляет способность к окислению расплавленной стали, определяемую выражением (2),

где Mn, Si, Cr, Al и Са обозначают количество (мас. %) соответствующих элементов.
Понижение парциального давления кислорода в атмосфере электрической контактной сварки может уменьшить количество крупнозернистых оксидов в части, сваренной электрической контактной сваркой. Когда парциальное давление кислорода в атмосфере в части, сваренной электрической контактной сваркой, составляет 900/foxy ч/млн масс. или менее, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, может быть снижено приблизительно на 20 ч/млн масс.
Парциальное давление кислорода в атмосфере в части, сваренной электрической контактной сваркой, может быть уменьшено герметизацией части, сваренной электрической контактной сваркой, в кессонной конструкции и подачей неокисляющего газа к части, сваренной электрической контактной сваркой. В этом способе, однако, подача неокисляющего газа может включать окружающую атмосферу и парциальное давление кислорода в атмосфере в части, сваренной электрической контактной сваркой, может повышаться. Для исключения этого неокисляющий газ предпочтительно подают в виде ламинарного потока через форсунку, имеющую многослойную структуру, например, трехслойную структуру. Концентрацию кислорода в части, сваренной электрической контактной сваркой, предпочтительно измеряют размещением кислородного зонда вблизи к части, сваренной электрической контактной сваркой.
Проводят термообработку части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, после стадии формования трубы.
Низкотемпературная ударная вязкость части, сваренной электрической контактной сваркой, зависит от количества оксидов в части, сваренной электрической контактной сваркой, и микроструктуры. В настоящем изобретении, следовательно, часть, сваренную электрической контактной сваркой, дополнительно подвергают термообработке на производственной линии. В ходе термообработки часть, сваренную электрической контактной сваркой, нагревают до температуры в диапазоне 800-1150°C по всей толщине и затем охлаждают до конечной температуры охлаждения 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с. Скорость охлаждения является средней скоростью охлаждения при температуре от 780°C до 630°C в центральной части в направлении толщины. Затем охлаждают часть, сваренную электрической контактной сваркой, воздушным охлаждением. Нагрев части, сваренной электрической контактной сваркой, предпочтительно осуществляют в основном устройством индукционного нагрева на производственной линии в плане производительности.
Температура нагрева термообработки: 800-1150°C
Когда температура нагрев составляет менее 800°C, микроструктура части, сваренной электрической контактной сваркой, состоит из крупнозернистого полигонального феррита, и трудно обеспечить требуемую высокую прочность и высокую низкотемпературную ударную вязкость. Высокая температура нагрева более 1150°C приводит к образованию крупнозернистого квазиполигонального феррита с размером зерна dα более 10 мкм, в результате чего ухудшается низкотемпературная ударная вязкость. Таким образом, температура нагрева при термообработке ограничена 800-1150°C, предпочтительно 800-1100°C.
Средняя скорость охлаждения после нагрева при термообработке: 7-49°C/с
Когда средняя скорость охлаждения от 780°C до 630°C после нагрева составляет менее 7°C/с, микроструктура состоит из крупнозернистого полигонального феррита, и трудно обеспечить требуемую высокую прочность и высокую низкотемпературную ударную вязкость. Когда средняя скорость охлаждения составляет более 49°C/с, это способствует формированию бейнита и уменьшает процент площади квазиполигонального феррита до менее 90%, что приводит к повышенной прочности, ухудшению низкотемпературной вязкости и стойкости к HIC. Таким образом, средняя скорость охлаждения после нагрева ограничена 7-49°C/с от 780° до 630°C. Предпочтительно, средняя скорость охлаждения составляет 29°C/с или менее, так, что процент квазиполигонального феррита составляет 93% или более.
При охлаждении после нагрева части, сваренной электрической контактной сваркой, предпочтительно, чтобы за исключением самого верхнего слоя поверхности, имеющего толщину 0,2 мм, отклонение скорости охлаждения в центральной части в направлении толщины составляло 5°C/с при самой медленной скорости и 20°C/с при самой быстрой скорости. Это уменьшает непостоянство характеристик в направлении толщины.
Конечная температура охлаждения: 630°C или менее
При охлаждении после нагрева, когда конечная температура охлаждения составляет более 630°C, не может быть сформирована требуемая мелкозернистая микроструктура и требуемая высокая прочность и высокая низкотемпературная ударная вязкость не могут быть достигнуты в части, сваренной электрической контактной сваркой. Таким образом, конечная температура охлаждения ограничена 630°C или менее, предпочтительно 550-200°C.
В части, сваренной электрической контактной сваркой, после такой термообработки процент площади мелкодисперсного квазиполигонального феррита с размером зерна dα 10 мкм или менее, составляет 90% или более и остальное является перлитом, квазиперлитом, цементитом, бейнитом и/или мартенситом. Конечная стальная труба, сваренная электрической контактной сваркой, включает часть, сваренную электрической контактной сваркой, имеющую высокую прочность, представленную пределом текучести YS 400 МПа или более, превосходную низкотемпературную ударной вязкость, представленную поглощенной энергией vE-50 150 Дж или более при испытании по Шарпи при температуре -50°C, и отличную стойкость к HIC, представленную долей площади трещин CAR 5% или менее после погружения в NACE раствор А, указанный в NACE ТМ0284, в течение 96 часов.
Для контроля охлаждения после нагрева при термообработке части, сваренной электрической контактной сваркой, толстостенной стальной трубы, сваренной электрической контактной сваркой, имеющей толщину более 16 мм, и обеспечения требуемой микроструктуры части, сваренной электрической контактной сваркой, необходимо проверять скорость потока охлаждающей воды и определять способ охлаждения и способ контроля температуры.
При термообработке в соответствии с настоящим изобретением, по меньшей мере, две камеры охлаждающей системы расположены в направлении перемещения над частью, сваренной электрической контактной сваркой. Камеры охлаждающей системы соединены с форсункой, через которую может нагнетаться струя охлаждающей воды при скорости потока воды 1 м3/м2 мин или более. Струю охлаждающей воды предпочтительно нагнетают через форсунку со скоростью 1 м/с или более. Устанавливают предпочтительно, по меньшей мере, две камеры охлаждающей системы, чтобы независимо контролировать нагнетание охлаждающей воды. Скорость охлаждения части, сваренной электрической контактной сваркой, доводят до заданной скорости охлаждения с помощью измерения температуры части, сваренной электрической контактной сваркой, после потока в направлении перемещения и двухпозиционным регулированием нагнетания охлаждающей воды из каждой из камер охлаждающей системы в зависимости от температуры части, сваренной электрической контактной сваркой. Это может улучшить контроль температуры, обеспечить стабильное охлаждение части, сваренной электрической контактной сваркой, до 630°C или менее со скоростью охлаждения в диапазоне 7-49°C/с, при необходимости, скорость охлаждения является средней скоростью охлаждения при температуре от 780°C до 630°C в центральной части в направлении толщины, и позволяет стабильно формировать требуемую микроструктуру.
Когда поток воды составляет менее 1 м3/м2 мин, или менее двух линий форсунок расположены в направлении перемещения стальной трубы, или скорость нагнетания охлаждающей воды менее 1 м/с, требуемая скорость охлаждения не может быть достигнута, например, из-за кипящей пленки. В дополнение к скорости потока воды для обеспечения скорости охлаждения путем быстрого удаления кипящей пленки, эффективным является наклон форсунок или установка направленных навстречу друг другу форсунок.
Примеры
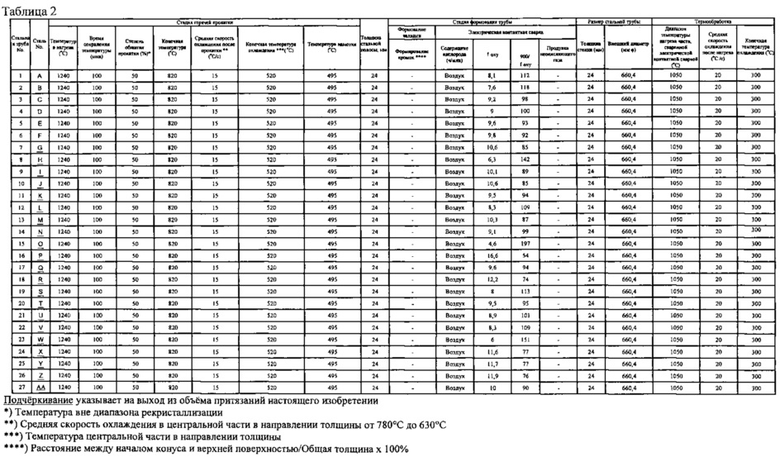
Пример 1
Стальной сляб (сталь) (толщина: 250 мм) химического состава, показанного в таблице 1, подвергают стадии горячей прокатки, включающей нагрев, чистовую прокатку, охлаждение после чистовой прокатки и намотку в условиях, представленных в таблице 2, для получения горячекатаной стальной полосы, имеющей толщину, представленную в таблице 2. Горячекатаную стальную полосу режут с заданной шириной продольной резкой и непрерывно формуют валками на стадии обычного формования трубы для получения трубного продукта, имеющего по существу круглое поперечное сечение. Стальную трубу, сваренную электрической контактной сваркой (наружный диаметр 26 дюймов (660,4 мм)) формуют на стадии формования трубы, которая включает соединение встык кромок окружности трубного продукта, нагрев кромок окружности, по меньшей мере, до точки плавления контактным высокочастотным нагревом, обжатием кромок окружности прижимными роликами и выполнением электрической контактной сварки. Конические кромки не формируют на концах стальной полосы при формовании валками. Электрическую контактную сварку выполняют на воздухе.
После стадии формования трубы часть, сваренную электрической контактной сваркой, подвергают термообработке.
В ходе термообработки часть, сваренную электрической контактной сваркой, подвергают нагреву и охлаждению на производственной линии при условиях, представленных в таблице 2. Для нагрева на производственной линии используют устройство для высокочастотного индукционного нагрева. Охлаждение после нагрева проводят десятью камерами системы охлаждения, которые расположены над частью, сваренной электрической контактной сваркой, в направлении перемещения стальной трубы и соединены с форсунками, по которым может нагнетаться струя охлаждающей воды со скоростью потока воды 2 м3/м2 мин. Камеры системы охлаждения могут независимо осуществлять двухпозиционное регулирование нагнетания охлаждающей воды. Струя охлаждающей воды может нагнетаться через форсунку со скоростью 2 м/с. Скорость охлаждения части, сваренной электрической контактной сваркой, контролируют измерением температуры части, сваренной электрической контактной сваркой, со стороны выхода в направлении перемещения стальной трубы и выполнением двухпозиционного регулирования нагнетания охлаждающей воды из каждой камеры системы охлаждения в зависимости от температуры части, сваренной электрической контактной сваркой.
Образцы для испытаний отбирают из части основной стали и части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой и проводят испытания на растяжение, удар, HIC и определяют количество включений. Методы испытаний описаны ниже.
(A) Испытания на растяжение
Образцы для испытаний JIS 12С в соответствии с JIS Z 2241 отбирают из части основной стали стальной трубы, сваренной электрической контактной сваркой. Направление растяжения части основной стали является осевым направлением трубы. Образцы для испытаний JIS 1А в соответствии с JIS Z 2241 отбирают из части, сваренной электрической контактной сваркой, стальной трубы таким образом, что направление растяжения является направлением по окружности. Механические свойства при растяжении (предел текучести YS и предел прочности при растяжении TS) определяют в испытании на растяжение.
(B) испытание на удар
Образцы для испытаний на удар по Шарпи с V-образным надрезом (толщина 10 мм) отбирают в направлении окружности из части основной стали и части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, в соответствии с JIS Z 2242 таким образом, что надрез в части, сваренной электрической контактной сваркой, совпадает с центром части, сваренной электрической контактной сваркой. Поглощенную энергию vE-50 каждого испытуемого образца измеряют при испытании на ударную вязкость по Шарпи при температуре -50°C. Число испытуемых образцов при измерении равно трем.
Испытание HIC
Образцы для испытания погружением (размеры: 10 мм толщина × 20 мм ширина × 160 мм длина) отбирают из части основой стали и части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, и погружают в NACE раствор А (0,5% CH3COOH + 5% NaCl + насыщенный H2S), указанный в NACE ТМ0284, в течение 96 часов. После погружения долю площади трещин CAR в каждом образце определяют с использованием метода ультразвуковой дефектоскопии.
(D) Определение количества включений
Образцы листов (размер: ширина 2 мм × толщина: толщина стенки × длина: толщина стенки) вырезают из центра части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, электролизуют в 10% растворе АА электролита. После электролиза включения, имеющие размер 2 мкм или более, отделяют сетчатым фильтром, имеющим размер отверстия 2 мкм, и проводят щелочное сплавление. Содержание Si, Mn, Al, Ca и Cr измеряют IPC анализом. Рассчитывают общее количество Si, Mn, Al, Ca и Cr. Общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, принимают за количество крупнозернистых включений в части, сваренной электрической контактной сваркой. Таблица 3 показывает результаты.
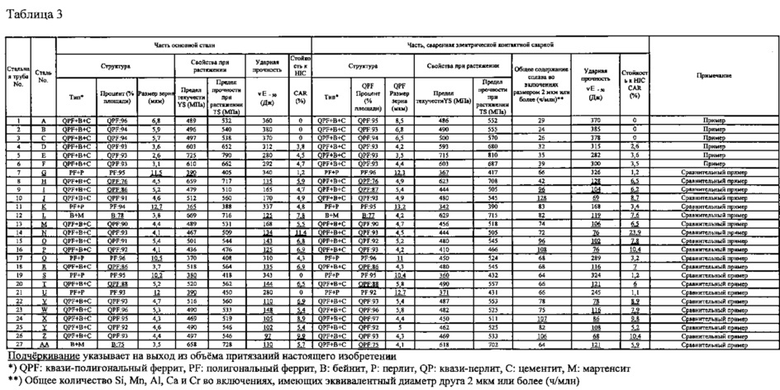
Часть основной стали и часть, сваренная электрической контактной сваркой, часть стальной трубы, сваренной электрической контактной сваркой, в соответствии с примерами имеют микроструктуру, в которой мелкодисперсный квазиполигональный феррит с размером зерна dα 10 мкм или менее, занимает 90% площади или более. Часть основной стали и часть, сваренная электрической контактной сваркой, имеют высокую прочность, представленную пределом текучести YS 400 МПа или более, превосходной низкотемпературной ударной вязкостью, представленную поглощенной энергией vE-50 150 Дж или более при -50° в испытании на удар по Шарпи и превосходную стойкость к HIC, представленную долей площади трещин CAR 5% или менее после погружения в NACE раствор А, определенного в NACE ТМ0284, в течение 96 часов. Остаток, отличный от квазиполигонального феррита, является перлитом, квазиперлитом, цементитом, бейнитом, мартенситом, который занимает менее 10% общей площади.
В сравнительных примерах, выходящих из объема притязаний настоящего изобретения, основная часть стали и часть, сваренная электрической контактной сваркой, части не имеют микроструктуру, состоящую в основном из мелкодисперсного квазиполигонального феррита, или общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, возрастает до более 89 ч/млн масс. Таким образом, сравнительные примеры не имеют требуемой высокой прочности или имеют ухудшенную низкотемпературную ударную вязкость или стойкость к HIC.
В сравнительных примерах, в которых содержание любого из C, Mn, Nb, V и Ti меньше, чем в настоящем изобретении (стальные трубы No. 7, 11, 17, 19 и 21), часть основной стали и часть, сваренная электрической контактной сваркой, имеют более мягкую микроструктуру полигонального феррита и низкий предел текучести YS менее 400 МПа. В сравнительных примерах, в которых содержание любого из C, Mn, Nb, V и Ti выше, чем в настоящем изобретении (стальные трубы No. 8, 12, 18, 20 и 22), часть основной стали и часть, сваренная электрической контактной сваркой, имеют ухудшенную низкотемпературную ударную вязкость и стойкость к HIC. В сравнительных примерах, в которых содержание любого из Si, Al, Ca и O выходит за рамки настоящего изобретения (стальные трубы No. 9, 10, 15, 16, 24 и 26), общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, составляет более 89 ч/млн масс., и часть, сваренная электрической контактной сваркой, имеет ухудшенную низкотемпературную ударную вязкость и стойкость к HIC. Сравнительные примеры, в которых содержание любого из P, S, Ca, N и Pcm выходит за рамки настоящего изобретения (стальные трубы No. 13, 14, 23, 24, 25 и 27) ухудшена низкотемпературная ударная вязкость и стойкость к HIC.
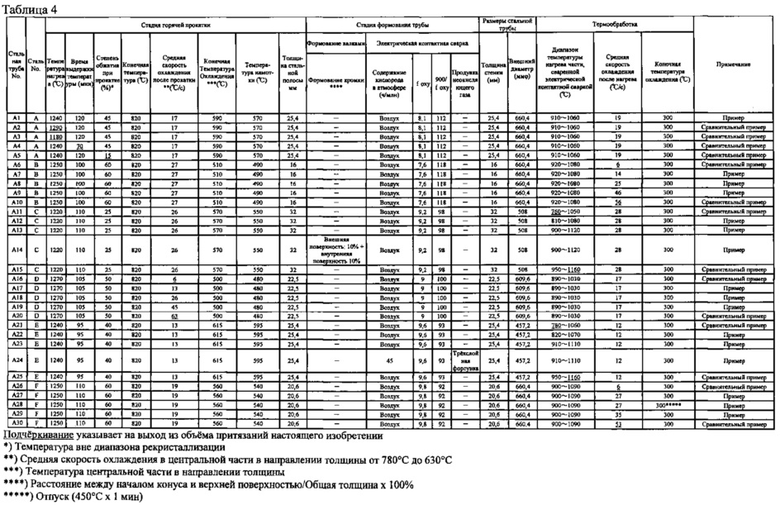
Пример 2
Стали (слябы) из сталей No. A-F, приведенные в таблице 1, используют на стадии горячей прокатки при условиях, представленных в таблице 4, для получения горячекатаной стальной полосы толщиной, представленной в таблице 4. Горячекатаную стальную полосу режут с заданной шириной продольной резкой и непрерывно формуют валками и подвергают электрической контактной сварке на стадии формования трубы для получения стальной трубы, сваренной электрической контактной сваркой, имеющей размеры, приведенные в таблице 4. При формовании валками на некоторых стальных трубах формируют конические кромки, имеющие размеры, представленные в таблице 4, на краях стальной полосы в направлении ширины. Электрическую контактную сварку выполняют в воздухе, за исключением нескольких стальных труб. В случае некоторых стальных труб неокисляющий газ вводят в атмосферу электрической контактной сварки. В этом случае форсунки подачи газа расположены в три слоя, и парциальное давление кислорода снижено до 45 ч/млн масс.
Проводят термообработку части, сваренной электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, включающей нагрев и охлаждение в условиях, представленных в таблице 4. Для нагрева на производственной линии используют устройство для высокочастотного индукционного нагрева. При охлаждении десять камер системы охлаждения расположены над частью, сваренной электрической контактной сваркой, в направлении перемещения и соединены с форсунками, по которым может нагнетаться струя охлаждающей воды со скоростью потока воды 2 м3/м2 мин. Струя охлаждающей воды нагнетается через форсунку со скоростью 2 м/с или более. Камеры системы охлаждения скомпонованы для независимого контроля нагнетания охлаждающей воды. Скорость охлаждения части, сваренной электрической контактной сваркой, контролируют измерением температуры части, сваренной электрической контактной сваркой, со стороны выхода в направлении перемещения и выполнением двухпозиционного регулирования нагнетания охлаждающей воды из каждой камеры системы охлаждения в зависимости от температуры части, сваренной электрической контактной сваркой.
Таким же образом, что и в примере 1, образцы для испытаний отбирают из части, сваренной электрической контактной сваркой, стальной трубы и проводят испытание на растяжение, на удар, на стойкость к HIC, и определяют количество включений. Методы испытаний описаны в примере 1. Таблица 5 показывает результаты.
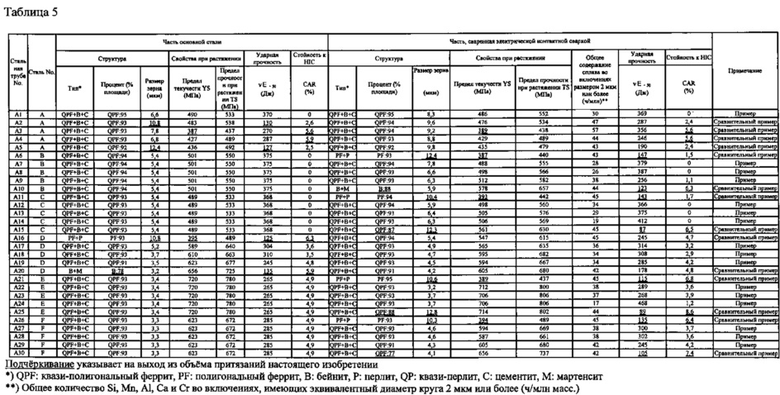
Часть основной стали и часть, сваренная электрической контактной сваркой, стальной трубы, сваренной электрической контактной сваркой, в примерах имеют микроструктуру, в которой мелкодисперсный квазиполигональный феррит с размером зерна dα 10 мкм или менее, занимает 90% площади или более. Стальная труба, сваренная электрической контактной сваркой, в соответствии с примерами имеет высокую прочность, представленную пределом текучести YS 400 МПа или более, превосходную низкотемпературную ударную вязкость, представленную поглощенной энергией vE-50 150 Дж или более при -50° в испытании на удар по Шарпи и превосходную стойкость к HIC, представленную долей площади трещин CAR 5% или менее после погружения в NACE раствор А, определенный в NACE ТМ0284, в течение 96 часов. Остаток, отличный от квазиполигонального феррита, является перлитом, квазиперлитом, цементитом, бейнитом, мартенситом, который занимает менее 10% общей площади.
В сравнительных примерах вне объема притязаний настоящего изобретения отсутствует требуемая высокая прочность или ухудшена низкотемпературная ударная вязкость или стойкость к HIC.
В сравнительном примере (стальная труба No. А2), в которой температура нагрева при горячей прокатке выше, чем в настоящем изобретении, в сравнительном примере (стальная труба No. А5), в котором обжатие при температуре вне диапазона рекристаллизации при горячей прокатке ниже, чем в настоящем изобретении, и в сравнительном примере (стальная труба No. А16), в котором скорость охлаждения после горячей прокатки ниже, чем в настоящем изобретении, часть основной стали имеет крупнозернистую микроструктуру и ухудшенную низкотемпературную ударную вязкость. В сравнительном примере (стальная труба No. A3), в котором температура нагрева стали при горячей прокатке ниже, чем в настоящем изобретении, в сравнительном примере (стальная труба No. А4), в котором время выдержки нагрева стали при горячей прокатке ниже, чем в настоящем изобретении, и в сравнительном примере (стальная труба No. А20), в котором скорость охлаждения после горячей прокатки выше, чем в настоящем изобретении, часть основной стали имеет ухудшенную стойкость к HIC.
В сравнительных примерах (стальные трубы No. A11 и А21), в которых температура нагрева при термообработке ниже, чем в настоящем изобретении и в сравнительных примерах (стальные трубы No. А6 и А26), в которых скорость охлаждения после нагрева при термообработке ниже, чем в настоящем изобретении, часть, сваренная электрической контактной сваркой, имеет крупнозернистую микроструктуру и имеет ухудшенную прочность и низкотемпературную ударную вязкость. В сравнительных примерах (стальные трубы No. А15 и А25), в которых температура нагрева при термообработке выше, чем в настоящем изобретении, и в сравнительных примерах (стальные трубы No. А10 и А30), в которых скорость охлаждения после нагрева при термообработке выше, чем в настоящем изобретении, часть, сваренная электрической контактной сваркой, имеет микроструктуру, которая отличается от требуемой микроструктуры, состоящей из мелкодисперсного квазиполигонального феррита и имеет ухудшение низкотемпературной ударной вязкости и стойкости к HIC.
В примере (стальная труба No. А14), в котором сформирована кромка на краях стальной полосы в направлении ширины в электрической контактной сварке и пример (стальная труба No. А24), в котором контролируемая атмосфера электрической контактной сварки, общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, составляет 20 ч/млн масс. или менее, и часть, сваренная электрической контактной сваркой, имеет значительно улучшенную низкотемпературную ударную вязкость с vE-50 равным 400 Дж или более. Пример (стальная труба No. А28), в котором после нагрева и охлаждения проводят отпуск при 450°C в течение 1 мин в ходе термообработки, также имеет превосходную низкотемпературную ударная вязкость и стойкость к HIC.
Изобретение относится к области металлургии, а именно к толстостенным стальным трубам, которые могут быть использованы для бурения или транспортировки нефти и природного газа. Высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, содержит, мас.%: С 0,025-0,084, Si 0,10-0,30, Mn 0,70-1,80, P 0,001-0,018, S 0,0001-0,0029, Al 0,01-0,10, Nb 0,001-0,065, V 0,001-0,065, Ti 0,001-0,033, Са 0,0001-0,0035, N 0,0050 или менее, О 0,0030 или менее, при необходимости по меньшей мере один элемент, выбранный из: В 0,0030 или менее, Cu 0,001-0,350, Ni 0,001-0,350, Mo 0,001-0,350 и Cr 0,001-0,700, Fe и случайные примеси - остальное. Параметр Pcm, характеризующий микроструктуру после быстрого охлаждения сварного шва трубы и определяемый выражением Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5·B, равен 0,20 или менее. Микроструктура включает 90% по площади или более квазиполигонального феррита, имеющего размер зерна 10 мкм или менее в основной части стальной трубы и в части, сваренной электрической контактной сваркой. Труба характеризуется высокими значениями низкотемпературной ударной вязкости и стойкости к водородному растрескиванию, а также высокой надежностью сваренной части трубы. 2 н. и 8 з.п. ф-лы, 3 ил., 5 табл., 2 пр.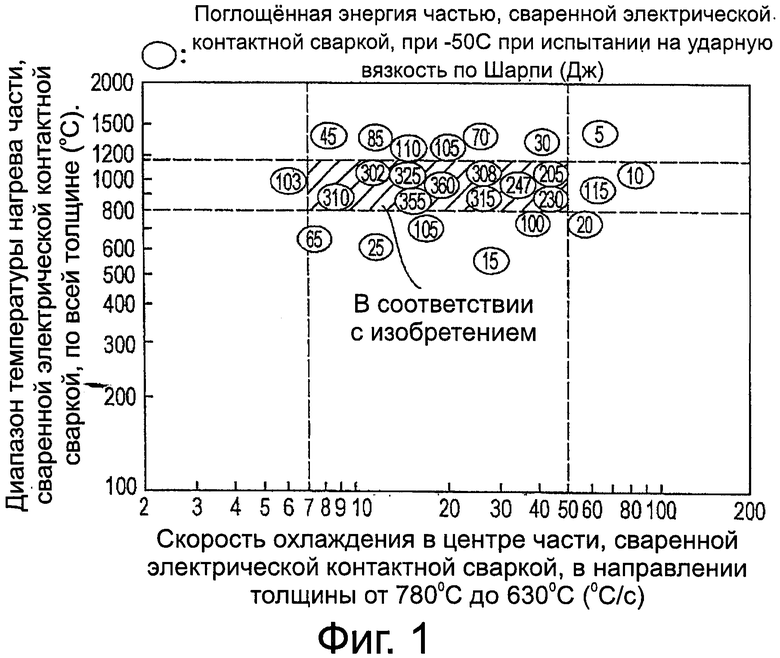
1. Высокопрочная толстостенная стальная труба, сваренная электрической контактной сваркой, характеризующаяся тем, что сталь имеет следующий химический состав, мас.%:
С: 0,025-0,084, Si: 0,10-0,30,
Mn: 0,70-1,80, P: 0,001-0,018,
S: 0,0001-0,0029, Al: 0,01-0,10,
Nb: 0,001-0,065, V: 0,001-0,065,
Ti: 0,001-0,033, Са: 0,0001-0,0035,
N: 0,0050 или менее, О: 0,0030 или менее,
при необходимости по меньшей мере один элемент, выбранный из В: 0,0030 или менее, Cu: 0,001-0,350, Ni: 0,001-0,350, Mo: 0,001-0,350 и Cr: 0,001-0,700,
Fe и случайные примеси - остальное,
причем параметр Pcm, характеризующий микроструктуру после быстрого охлаждения сварного шва трубы и определяемый выражением (1), равен 0,20 или менее,
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B, (1)
где С, Si, Mn, Cu, Ni, Cr, Mo, V и B обозначают количество в мас.% соответствующих элементов,
микроструктура которой включает 90% по площади или более квазиполигонального феррита, имеющего размер зерна 10 мкм или менее как в основной части стали стальной трубы, так и в части, сваренной электрической контактной сваркой,
имеет предел текучести YS 400 МПа или более,
и поглощенную энергию vE-50 150 Дж или более при -50°С при испытании на ударную вязкость по Шарпи.
2. Труба по п. 1, отличающаяся тем, что общее количество Si, Mn, Al, Ca и Cr во включениях, имеющих эквивалентный диаметр круга 2 мкм или более, содержащихся в части, сваренной электрической контактной сваркой, составляет 0,0089 мас.% или менее.
3. Способ изготовления высокопрочной толстостенной стальной трубы, сваренной электрической контактной сваркой, включающий стадии, на которых стальной сляб, содержащий, мас.%:
С: 0,025-0,084, Si: 0,10-0,30,
Mn: 0,70-1,80, Р: 0,001-0,018,
S: 0,0001-0,0029, Al: 0,01-0,10,
Nb: 0,001-0,065, V: 0,001-0,065,
Ti: 0,001-0,033, Са: 0,0001-0,0035,
N: 0,0050 или менее, О: 0,0030 или менее,
при необходимости по меньшей мере один элемент, выбранный из В: 0,0030 или менее, Cu: 0,001-0,350, Ni: 0,001-0,350, Mo: 0,001-0,350 и Cr: 0,001-0,700,
Fe и случайные примеси - остальное,
причем параметр Pcm, характеризующий микроструктуру после быстрого охлаждения сваренной части стальной трубы и определяемый выражением (1), равен 0,20 или менее,
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B, (1)
где С, Si, Mn, Cu, Ni, Cr, Mo, V и В обозначают количество в мас.% соответствующих элементов,
подвергают горячей прокатке нагревом до температуры 1200-1280°C, выдержкой в течение 90 мин или более и горячей прокатке со степенью обжатия 20% или более вне области рекристаллизации аустенита, охлаждению после завершения горячей прокатки до конечной температуры 630°С или менее со скоростью охлаждения 7-49°С/с, причем скорость охлаждения является средней скоростью охлаждения при температуре от 780 до 630°С в центральной части в направлении толщины, намотке стали при температуре намотки 400°С или более и менее 600°С для получения горячекатаной стальной полосы,
из полученной горячекатаной стальной полосы осуществляют формование трубы непрерывным формованием валками и стыковой электрической контактной сваркой кольцевых краев;
проводят термообработку, которая включает нагрев сваренной части стальной трубы на производственной линии таким образом, что сваренная часть имеет температуру 800-1150°С по всей толщине стенки трубы, и охлаждение сваренной части до конечной температуры 630°С или менее со скоростью охлаждения 7-49°С/с, причем скорость охлаждения является средней скоростью охлаждения при температуре от 780 до 630°С в центральной части в направлении толщины и последующее охлаждение сваренной части на воздухе с получением в основной части стали стальной трубы и части, сваренной электрической контактной сваркой, предела текучести YS 400 МПа или более и поглощенной энергии vE-50 150 Дж или более при -50°С при испытании на ударную вязкость по Шарпи.
4. Способ по п. 3, отличающийся тем, что на стадии формования трубы на торцах горячекатаной стальной полосы в направлении ширины формируют скошенную кромку в ножевой клети, причем расстояние между местом начала наклона скошенной кромки и поверхностью, которая станет наружной поверхностью трубы, или поверхностью, которая станет внутренней поверхностью трубы, в направлении толщины стальной полосы составляет 2-60% толщины горячекатаной стальной полосы.
5. Способ по п. 3 или 4, отличающийся тем, что электрическую контактную сварку на стадии формования трубы осуществляют при парциальном давлении кислорода 900/foxy ч/млн масс. или менее, где foxy представляет способность к окислению расплавленной стали, определяемую выражением (2),
foxy=Mn+10·(Si+Cr)+100·Al+1000·C, (2)
где Mn, Si, Cr, Al и Са обозначают количество в мас.% соответствующих элементов.
6. Способ по п. 3 или 4, отличающийся тем, что охлаждение в ходе термообработки осуществляют в установке, включающей по меньшей мере две линии камер охлаждающей системы, перемещающихся над частью трубы, сваренной электрической контактной сваркой, причем указанные камеры охлаждающей системы соединены с форсункой, через которую можно нагнетать поток охлаждающей воды со скоростью 1 м3/м2 мин или более, и нагнетание потока охлаждающей воды через форсунку ведут со скоростью 1 м/с или более.
7. Способ по п. 5, отличающийся тем, что охлаждение в ходе термообработки осуществляют в установке, включающей по меньшей мере две линии камер охлаждающей системы, перемещающихся над частью трубы, сваренной электрической контактной сваркой, причем указанные камеры охлаждающей системы соединены с форсункой, через которую можно нагнетать поток охлаждающей воды со скоростью 1 м3/м2 мин или более, и нагнетание потока охлаждающей воды через форсунку ведут со скоростью 1 м/с или более.
8. Способ по любому из пп. 3, 4 и 7, отличающийся тем, что камеры системы охлаждения установлены с возможностью обеспечения независимого управления нагнетанием охлаждающей воды.
9. Способ по п. 5, отличающийся тем, что камеры системы охлаждения установлены с возможностью обеспечения независимого управления нагнетанием охлаждающей воды.
10. Способ по п. 6, отличающийся тем, что камеры системы охлаждения установлены с возможностью обеспечения независимого управления нагнетанием охлаждающей воды.
| РИГЕЛЬ | 2005 |
|
RU2295615C1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ В ЗОНЕ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ ПРИ СВАРКЕ | 1997 |
|
RU2135622C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

