Изобретение относится к области бурения грунта или горных пород, добычи нефти, газа, а более конкретно к способам изготовления резьбовых муфт для обсадных и насосно-компрессорных труб.
Известен принятый авторами за прототип способ изготовления трубчатой детали, снабженной на каждом из своих концов резьбовым элементом, содержащим наружную или внутреннюю резьбу, и составным фиксирующим упором, который обеспечивает образование части колонны трубчатых деталей, в которой две последовательно расположенные детали взаимно собираются путем установки наружной резьбы одного резьбового элемента одной детали во внутреннюю резьбу одного резьбового элемента другой детали, причем соответствующие жесткие упоры входят в рабочий контакт между собой, включающий следующие стадии:
a) установку детали в патроне токарного станка,
b) обработку первого резьбового элемента на одном конце детали с использованием токарного станка,
c) вращение детали в патроне токарного станка,
d) обработку второго резьбового элемента на другом конце детали с использованием токарного станка, при этом используют режущий инструмент, который перемещается относительно станины токарного станка соответственно под контролем программы из заданного положения (пат. РФ №2334076, МПК E21B 17/042, G01B 3/36, G01B 3/48).
Недостатками указанного способа являются его сложность, необходимость предварительной обработки наружной поверхности детали, невозможность обеспечения полной соосности обоих концов детали.
Задачей изобретения является устранение указанных недостатков прототипа и создание способа изготовления резьбовых муфт для обсадных и насосно-компрессорных труб, который позволяет производить изготовление муфты без предварительной обработки заготовки муфты по наружной поверхности и обеспечить требуемую соосность обеих половин муфты.
Указанная задача решается тем, что в способе изготовления резьбовой муфты для обсадных и насосно-компрессорных труб, снабженной на каждом из своих концов резьбовым элементом, содержащим внутреннюю коническую резьбу, заключающемся в закреплении трубчатой заготовки в шпиндельном патроне токарного станка, вращении детали в указанном патроне, токарной обработке внутренней поверхности первого резьбового элемента и обработке второго резьбового элемента на другом конце детали, причем используют режущий инструмент, установленный в револьверной головке, который перемещается относительно станины токарного станка, при обработке второй половины детали используют второй шпиндель, при этом в заготовке с необработанной наружной поверхностью производится обработка наружной и внутренней поверхностей первого резьбового элемента и нарезание внутренней конической резьбы, после завершения обработки первого резьбового элемента в первом шпиндельном патроне второй шпиндель автоматически подходит к обрабатываемой детали, деталь зажимается во втором шпиндельном патроне за гладкую обработанную часть, раскрывается первый шпиндельный патрон, освобождая деталь, второй шпиндель отходит в исходное для обработки детали положение, с помощью режущего инструмента производится обработка наружной и внутренней поверхностей и нарезание внутренней конической резьбы второго резьбового элемента, по окончании которой вторым шпинделем освобождают готовую деталь и извлекают из станка.
Другие признаки и преимущества настоящего изобретения будут описаны более подробно ниже в описании со ссылкой на прилагаемые чертежи, на которых представлено:
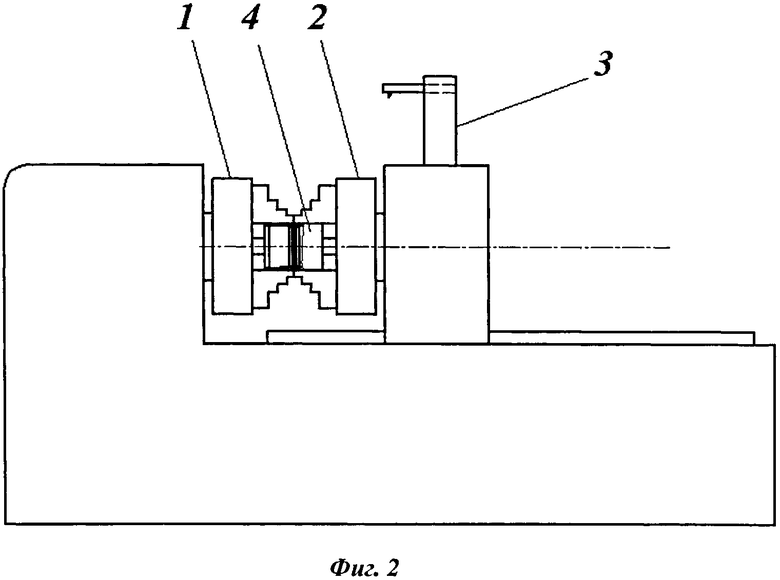
Фиг.1 - вид сверху токарного станка при обработке первой половины резьбовой муфты.
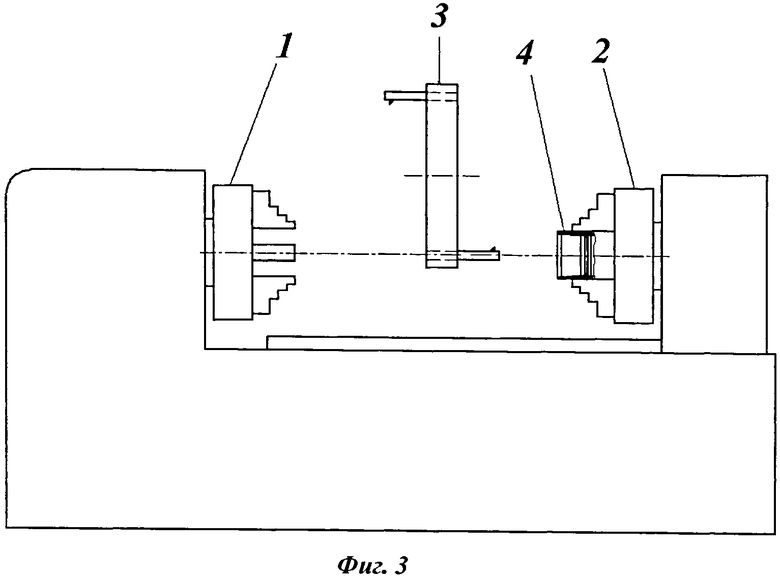
Фиг.2 - вид сверху токарного станка при передаче резьбовой муфты от первого суппорта ко второму.
Фиг.3 - вид сверху токарного станка при обработке второй половины резьбовой муфты.
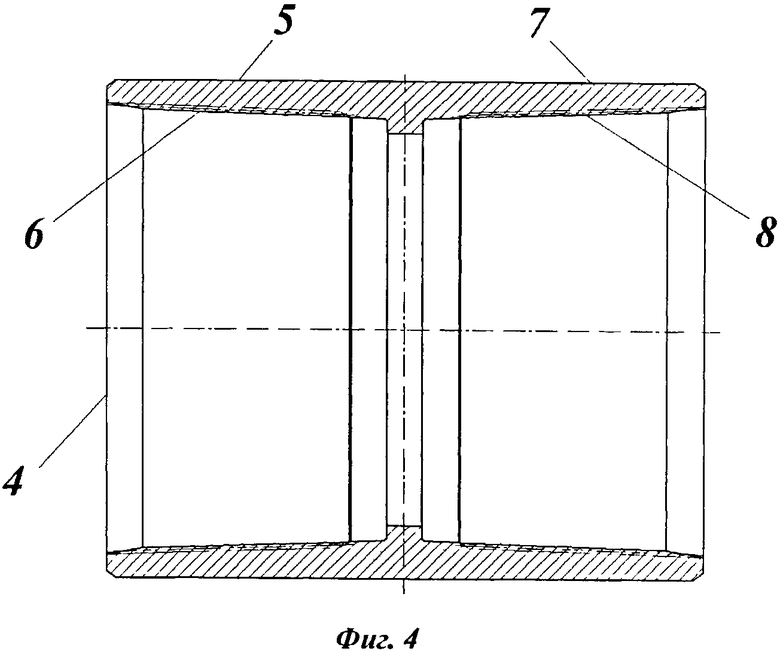
Фиг.4 - вид в разрезе по оси резьбовой муфты, изготовленной в соответствии с заявляемым способом.
Для осуществления способа необходимо использовать двухшпиндельный токарный станок с держателем режущего инструмента, установленного в револьверной головке.
На Фиг.1-3 показан такой двухшпиндельный токарный станок с поворотным держателем режущего инструмента, на котором позициями обозначены:
1 - первый шпиндель токарного станка;
2 - второй шпиндель токарного станка;
3 - режущий инструмент, установленный в револьверной головке;
4 - обрабатываемая деталь.
Способ осуществляется следующим образом.
Трубчатую заготовку 4 закрепляют в первом шпиндельном патроне 1 токарного станка. Включив станок, при вращении детали 4 в указанном патроне 1 с помощью режущего инструмента 3 подвергают токарной обработке наружную 5 и внутреннюю 6 поверхности детали 4 (Фиг.4) с нарезанием внутренней конической резьбы первого резьбового элемента. Для обработки второй половины детали используют второй шпиндель 2. При этом после завершения обработки первого резьбового элемента в шпинделе 1 второй шпиндель 2 автоматически подходит к обрабатываемой детали 4, деталь 4 зажимается в шпиндельном патроне 2 за гладкую обработанную часть, раскрывается шпиндельный патрон 1, освобождая деталь 4. Второй шпиндель 2 отходит в исходное для обработки детали 4 положение, после чего с помощью режущего инструмента 3 производится обработка наружной 7 и внутренней 8 поверхностей детали 4 (Фиг.4) с нарезанием внутренней конической резьбы второго резьбового элемента, по окончании которой вторым шпинделем освобождают готовую деталь и извлекают из станка.
Предлагаемый способ изготовления резьбовых муфт для обсадных и насосно-компрессорных труб позволяет производить изготовление муфты без предварительной обработки заготовки муфты по наружной поверхности и обеспечить требуемую соосность обеих половин муфты.
Предлагаемый способ может найти широкое применение на предприятиях, производящих трубы нефтяного и газового сортамента.
Изобретение относится к области бурения грунта или горных пород, добычи нефти, газа, а именно к способам изготовления резьбовых муфт для обсадных и насосно-компрессорных труб. Способ изготовления резьбовой муфты для обсадных и насосно-компрессорных труб, имеющей на каждом из своих концов резьбовой элемент в виде внутренней конической резьбы, включает закрепление трубчатой заготовки в шпиндельном патроне токарного станка, вращение ее в упомянутом патроне, токарную обработку внутренней поверхности первого резьбового элемента на одном конце заготовки и второго резьбового элемента на другом конце заготовки режущим инструментом, установленным в револьверной головке и перемещаемым относительно станины токарного станка. Для обработки второго резьбового элемента используют второй шпиндель, а обработку наружной и внутренней поверхностей первого резьбового элемента и нарезание внутренней конической резьбы осуществляют в заготовке с необработанной наружной поверхностью. При этом после завершения обработки первого резьбового элемента в первом шпинделе второй шпиндель подводят к обрабатываемой заготовке, зажимают заготовку во втором шпиндельном патроне за ее гладкую обработанную часть, раскрывают первый шпиндель и освобождают заготовку, после чего второй шпиндель отводят в исходное для обработки детали положение и с помощью режущего инструмента производят обработку наружной и внутренней поверхностей второго резьбового элемента и нарезание внутренней конической резьбы, по окончании которой вторым шпинделем освобождают готовую деталь и извлекают из станка. Способ позволяет изготавливать муфты без предварительной обработки заготовки муфты по наружной поверхности и обеспечить требуемую соосность обеих половин муфты. 4 ил.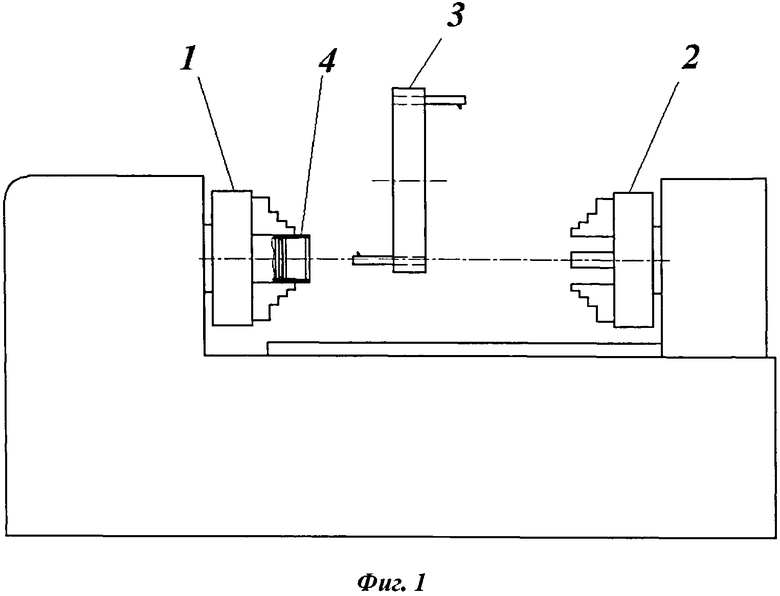
Способ изготовления резьбовой муфты для обсадных и насосно-компрессорных труб, имеющей на каждом из своих концов резьбовой элемент в виде внутренней конической резьбы, включающий закрепление трубчатой заготовки в шпиндельном патроне токарного станка, вращение ее в упомянутом патроне, токарную обработку внутренней поверхности первого резьбового элемента на одном конце заготовки и второго резьбового элемента на другом конце заготовки режущим инструментом, установленным в револьверной головке и перемещаемым относительно станины токарного станка, отличающийся тем, что для обработки второго резьбового элемента используют второй шпиндель, а обработку наружной и внутренней поверхностей первого резьбового элемента и нарезание внутренней конической резьбы осуществляют в заготовке с необработанной наружной поверхностью, при этом после завершения обработки первого резьбового элемента в первом шпинделе второй шпиндель подводят к обрабатываемой заготовке, зажимают заготовку во втором шпиндельном патроне за ее гладкую обработанную часть, раскрывают первый шпиндель и освобождают заготовку, после чего второй шпиндель отводят в исходное для обработки детали положение и с помощью режущего инструмента производят обработку наружной и внутренней поверхностей второго резьбового элемента и нарезание внутренней конической резьбы, по окончании которой вторым шпинделем освобождают готовую деталь и извлекают из станка.
| ТРУБЧАТАЯ ДЕТАЛЬ С РЕЗЬБОВЫМ ЭЛЕМЕНТОМ НА КАЖДОМ КОНЦЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2334076C2 |
| СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 1998 |
|
RU2161687C2 |
| Способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн | 1985 |
|
SU1625974A1 |
| Способ соединения в секцию с совмещенными гранями ведущих бурильных труб | 1990 |
|
SU1740611A1 |
| US 6363598 B1, 02.04.2002 | |||
| ПРЕПАРАТ ДЛЯ ЛЕЧЕНИЯ СИНДРОМА "СУХОГО ГЛАЗА" | 2014 |
|
RU2559580C1 |

