Предполагаемое изобретение относится к области обработки резанием и может быть использовано в производстве цилиндрических зубчатых колес.
Известен способ обработки торцовых поверхностей цилиндрических зубчатых колес (см. книгу И.А. Коганов, Ю.Н. Федоров, Е.Н. Валиков «Прогрессивные методы изготовления цилиндрических зубчатых колес» - М.: Машиностроение, 1981. - 136 с, С.129-130). Суть этого способа заключается в том, что обработка торцовых поверхностей цилиндрических зубчатых колес осуществляется вращающейся резцовой головкой с двумя рядами резцов, расстояние между которыми равно ширине обрабатываемого зубчатого венца, при одновременном вращении зубчатого колеса.
Основным недостатком этого способа обработки торцовых поверхностей цилиндрических зубчатых колес является большая трудоемкость изготовления резцовой головки и сложность их наладки для обеспечения требуемого размера ширины зубчатого венца обрабатываемых колес.
Наиболее близким по технической сущности (прототипом) является способ одновременной обработки торцовых поверхностей зубчатых венцов цилиндрических колес двумя подрезными токарными резцами (см. книгу Справочник технолога-машиностроителя, в 2-х т.Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-е изд., перераб. и доп.- М: Машиностроение, 1985. - 656 с, С.290, Рис.110, позиция VI).
Токарную обработку торцовых поверхностей зубчатых венцов цилиндрических колес в условиях серийного и крупносерийного производства, характерных для авто-, мотопроизводства, осуществляют одновременно с двух сторон, используя токарные подрезные резцы.
Существенным недостатком этого способа обработки торцовых поверхностей зубчатых венцов цилиндрических колес является неизбежность возникновения вибраций при точении заготовок с предварительно оформленными зубьями, что приводит к существенному снижению стойкости инструментов и возможным сколам режущих кромок подрезных резцов, особенно при обработке зубчатых колес из легированной стали.
Задачей предполагаемого изобретения является обеспечение стабильности процесса обработки торцовых поверхностей зубчатых венцов цилиндрических колес при точении заготовок с предварительно оформленными зубьями путем уменьшения ударных нагрузок, уменьшение вибраций и повышение за счет этого стойкости инструментов.
Поставленная задача решается тем, что в предложенном способе обработки торцовых поверхностей зубчатых венцов цилиндрических колес резанием на токарном станке с двух сторон одновременно двумя подрезными резцами, используют подрезные резцы, выполненные с удлиненными режущими кромками, причем в исходном положении, при котором упомянутые режущие кромки расположены по касательной к наружной окружности обрабатываемого зубчатого венца, им сообщают круговую подачу с монотонным изменением от нулевого до максимального значений в соответствии со схемой резания, до совпадения их режущих кромок с осевой плоскостью обрабатываемого зубчатого венца.
Сущность предполагаемого изобретения поясняется чертежом, где на фиг. 1 представлена схема взаимного расположения резцов и обрабатываемого цилиндрического зубчатого колеса в начале обработки (штрихпунктирные линии) и в конце обработки (основные линии) торцовых поверхностей зубчатого венца.
Для практической реализации предложенного способа обработки торцовых поверхностей цилиндрических зубчатых колес целесообразно использовать серийные токарные станки с ЧПУ.
Обрабатываемое цилиндрическое зубчатое колесо 1 устанавливают на цилиндрической оправке 2, а подрезные резцы 3 с удлиненными режущими кромками - в специальной поворотной державке 4 в начальном положении, при котором их лезвия располагаются вдоль касательной к наружной окружности зубчатого венца обрабатываемого цилиндрического колеса.
Обработку торцовых поверхностей цилиндрического зубчатого колеса 1, установленного на цилиндрической оправке 2, подрезными резцами 3 начинают из начального их положения с включения вращательного движения поворотной державки 4. Обработку торцовых поверхностей цилиндрического зубчатого колеса 1, установленного на цилиндрической оправке 2, заканчивают после завершения вращательного движения подрезных резцов 3 в поворотной державке 4 и фиксации их в конечном положении, при котором их режущие кромки совпадают с осевой плоскостью обрабатываемого цилиндрического зубчатого колеса 1.
Изменение круговой подачи подрезных резцов от нулевого значения до максимального значения, определяемого по нормативам режимов резания в зависимости от материала заготовки и глубины резания, осуществляют с монотонным возрастанием по линейной зависимости, что обусловлено монотонным уменьшением момента силы резания также по линейной зависимости.
В теории резания металлов используется зависимость для определения составляющих сил резания при точении (см. книгу Справочник технолога-машиностроителя, в 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М: Машиностроение, 1986. - 496 с., С. 271)
Pz,y,x=10CPtxSyVnKP,
где S - величина подачи (мм/оборот заготовки).
Из приведенной зависимости следует, что величина составляющих сил резания при точении пропорциональна величине подачи. В предложенном способе обработки торцовых поверхностей зубчатых венцов цилиндрических колес токарными подрезными резцами с удлиненными режущими кромками существенным признаком является то, что в начале обработки величина круговой подачи минимальна, следовательно, минимальны и составляющие сил резания, а в конце обработки величина круговой подачи максимальна, но на данном этапе обработки отсутствует прерывистое резание. В итоге повышается стабильность протекания процесса обработки торцовых поверхностей зубчатых венцов цилиндрических колес за счет существенного уменьшения ударных нагрузок, что дает основание считать его использование в производственных условиях изготовления зубчатых колес экономически целесообразным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходной резец | 2022 |
|
RU2799578C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки эксцентриковых валов | 2016 |
|
RU2631576C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| Свободно вращающийся чашечный резец | 1985 |
|
SU1477526A1 |
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU633670A1 |
Изобретение относится к области обработки резанием и может быть использовано в производстве цилиндрических зубчатых колес. Обработку торцовых поверхностей зубчатых венцов цилиндрических колес осуществляют резанием на токарном станке с двух сторон одновременно двумя подрезными резцами. Подрезным резцам, выполненным с удлиненными режущими кромками, в исходном положении, при котором их режущие кромки расположены по касательной к наружной окружности зубчатого венца, сообщают круговую подачу, монотонно изменяющуюся от нулевого до максимального значений в соответствии с принятой схемой резания, до совпадения их режущих кромок с осевой плоскостью обрабатываемого зубчатого венца. В результате обеспечивается уменьшение вибраций при точении заготовок с предварительно оформленными зубьями и повышение стойкости инструмента путем уменьшения ударных нагрузок. 1 ил.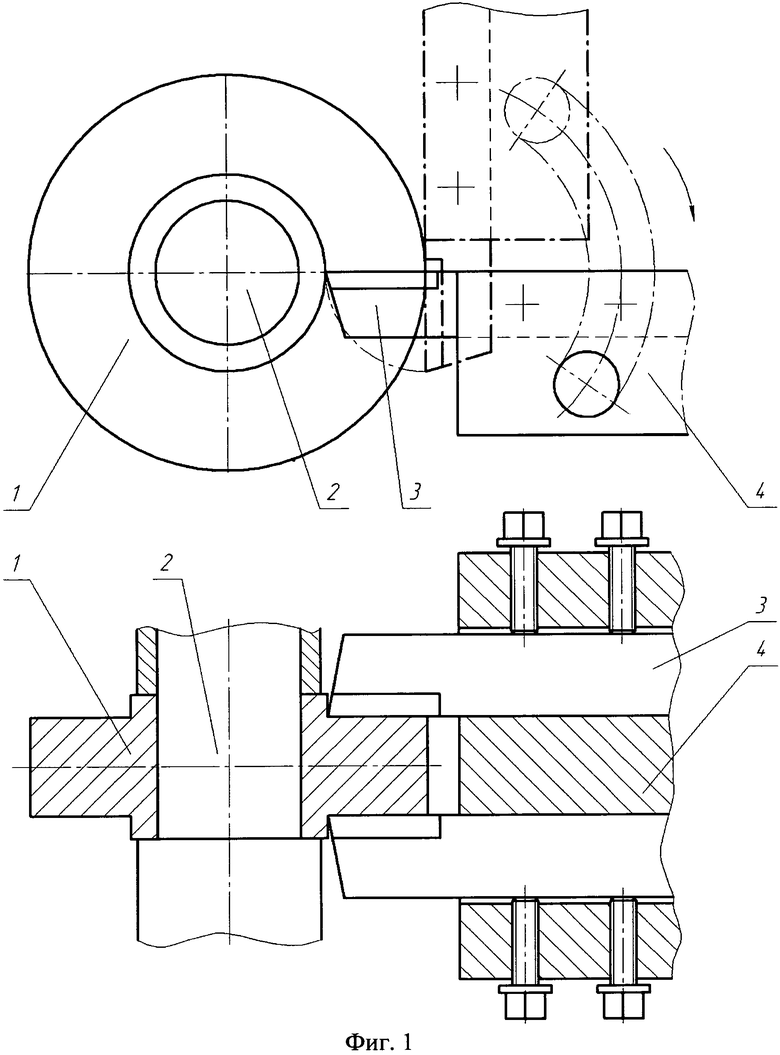
Способ обработки торцовых поверхностей зубчатых венцов цилиндрических колес резанием на токарном станке с двух сторон одновременно двумя подрезными резцами, отличающийся тем, что используют подрезные резцы, выполненные с удлиненными режущими кромками, причем в исходном положении, при котором упомянутые режущие кромки расположены по касательной к наружной окружности обрабатываемого зубчатого венца, им сообщают круговую подачу с монотонным изменением от нулевого до максимального значений в соответствии со схемой резания, до совпадения их режущих кромок с осевой плоскостью обрабатываемого зубчатого венца.
| КОСИЛОВА А.Г., МЕЩЕРЯКОВ Р.К., Справочник технолога-машиностроителя, т.1, 4-е издание, М., Машиностроение, 1985, с.290, рис.110, позиция VI | |||
| Способ обработки зубчатых колес | 1978 |
|
SU745612A1 |
| Способ обработки зубьев цилиндрических колес | 1980 |
|
SU1204334A2 |
| СПОСОБ ИЗМЕРЕНИЯ ЕМКОСТИ С ПОТЕРЯМИ | 1998 |
|
RU2137146C1 |

