Изобретение относится к области упаковки боеприпасов для последующего их хранения и транспортировки, в частности к устройствам, обеспечивающим механизированную укладку патронов стрелкового оружия в гнезда упаковочной тары - коробки или коробчатого типа решетки.
Известен способ укладки в металлическую тару с герметичной крышкой артиллерийских малокалиберных патронов, см. патент РФ №2186333, включающий набивку патронов в звенья ленты, сворачивание ленты по спирали, установку головной и донной частей патронов в гнезда перегородок, оставляя при этом свободным последнее звено ленты, автономную установку одного патрона в гнездах перегородок и укладку в металлическую тару с герметичной крышкой. При этом осуществляют фиксирование свободного звена ленты на укрепленном в гнездах перегородок сопрягаемом стержне, укрепляют перегородки сверху бандажом с ручками, формируя сборку, которую затем устанавливают на донную часть металлической тары, и осуществляют силовой зажим сборки посредством амортизаторов герметичной крышки и рычажно-кулачковых зажимов.
К недостаткам устройства, осуществляющего известный способ, можно отнести низкую производительность, связанную с малым количеством упаковываемых патронов, ограниченную вследствие дополнительного размещения в таре упаковочной ленты, сложность технологического процесса и, как следствие, увеличенную себестоимость продукции.
Задачей предлагаемого изобретения является устранение недостатков прототипа - создание более технологичной конструкции, ее упрощение и повышение производительности с обеспечением направленной укладки патронов в гнезда упаковочных решеток и, соответственно, уменьшение себестоимости продукции.
Поставленная предлагаемым изобретением задача достигается сочетанием совокупности известных признаков, включающих привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в канавки подающего механизма и механизм выталкивания сформированной группы патронов в гнезда упаковочной решетки и новых признаков, заключающихся в том, что механизм выталкивания патронов синхронизирован с механизмами подачи патронов и с механизмом, подающим упаковочные решетки, таким образом, что выполнение одного цикла, состоящего из двух частей: первой - подача упаковочных решеток и установка подающим механизмом патронов напротив гнезд упаковочных решеток осуществляется за один полный оборот управляющего диска-звездочки и второй - выталкивание патронов в канавки подающих механизмов и подача патронов в гнезда упаковочной решетки осуществляется за один полный оборот кривошипа механизма выталкивания патронов, при этом основание механизма подачи упаковочных решеток по длине выполнено ступенчатым, по меньшей мере, двухуровневым, в котором первая половина поверхности основания занимает верхний уровень, на котором заполняются гнезда нижнего ряда упаковочной решетки, и вторая половина поверхности основания занимает нижний уровень, на котором заполняются гнезда верхнего ряда упаковочной решетки.
Подающий патроны механизм выполнен в виде двух смонтированных по разные стороны от механизма подачи упаковочных решеток бесконечных конвейеров прерывисто-циклического действия с канавками для патронов на наружной поверхности звеньев конвейера.
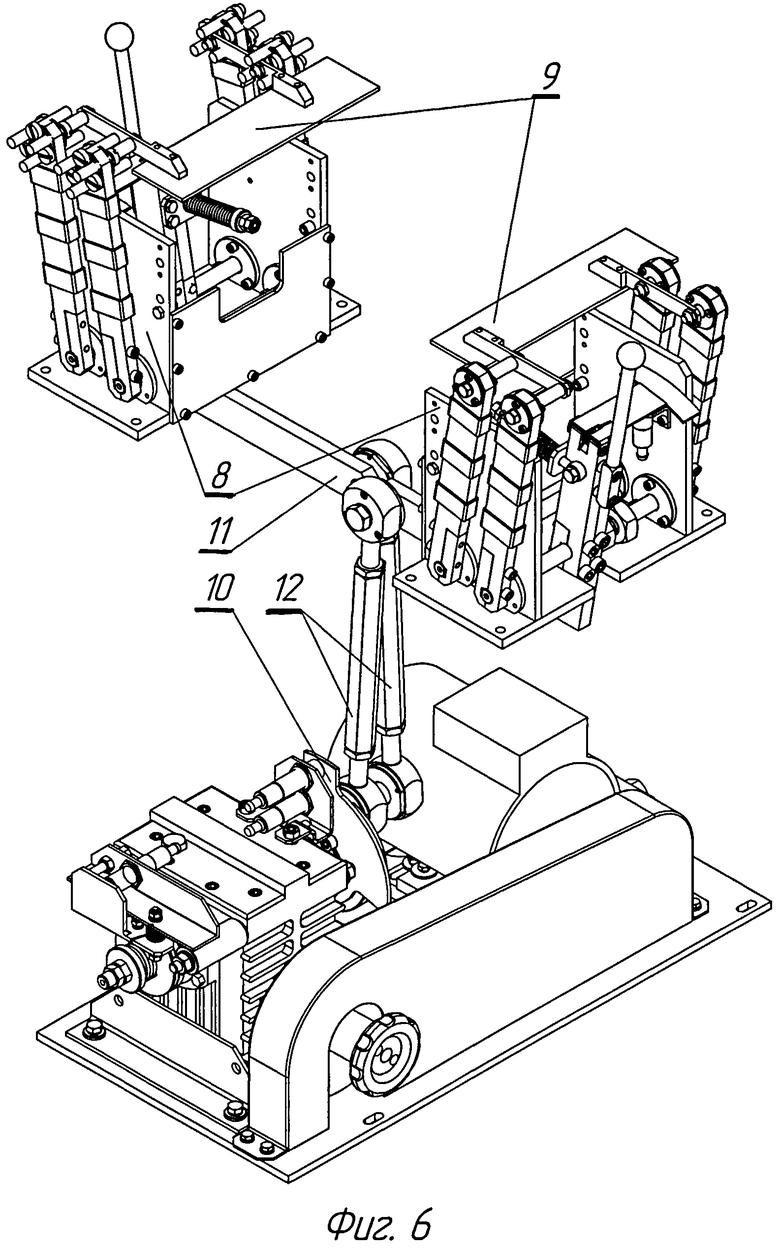
Механизм выталкивания патронов выполнен в виде кинематически связанных друг с другом и при помощи тяги с кривошипом управляющими толкателями и Г-образными рычагами.
Механизм подачи упаковочных решеток выполнен в виде кинематически связанных друг с другом кривошипа, управляющего диска-звездочки и тяги, связанных с рейкой, смонтированной в направляющих основания, а при помощи рычага - с толкателем упаковочных решеток.
Основание механизма подачи упаковочных решеток на выходе упаковочных решеток с его поверхности снабжено боковыми упорами, выполненными в виде двух, смонтированных по разные его стороны, направляющих копиров подъема решеток в вертикальное положение.
Новизной предложенного устройства является синхронизация механизма выталкивания патронов с механизмами подачи патронов и с механизмом подающим упаковочные решетки таким образом, что выполнение одного цикла, состоящего из двух частей: первой - подача упаковочных решеток и установка подающим механизмом патронов напротив гнезд упаковочных решеток осуществляется за один полный оборот управляющего диска-звездочки и второй - выталкивание патронов в канавки подающих механизмов и подача патронов в упаковочную решетку осуществляется за один полный оборот кривошипа механизма выталкивания патронов, при этом основание механизма подачи упаковочных решеток по длине выполнено ступенчатым, по меньшей мере, двухуровневым, в котором первая половина поверхности основания занимает верхний уровень, на котором заполняется нижний ряд упаковочной решетки, и вторая половина поверхности основания занимает нижний уровень, на котором заполняется верхний ряд упаковочной решетки, количество ступеней определяется количеством рядов в решетке.
Так, выталкивание сформированных групп патронов механизмом выталкивания из канавок двух подающих бесконечных конвейеров в гнезда двух рядов решеток, проталкиваемых по ступенчатому основанию, смонтированному между конвейерами, позволяет полностью заполнить гнезда решеток патронами, сначала нижних рядов гнезд решеток, а затем при нахождении решеток на нижнем уровне основания заполнить верхние ряды гнезд решеток.
Синхронизация работы механизма выталкивания патронов с механизмами подачи патронов и с механизмом, подающим упаковочные решетки, позволяет подавать патроны в упаковочную решетку одновременно с двух сторон, заполняя все ряды гнезд, без сбоев и остановок, увеличивая тем самым производительность устройства.
Признаки выполнения подающего патроны механизма в виде двух смонтированных по разные стороны от механизма подачи упаковочных решеток бесконечных конвейеров прерывисто-циклического действия с канавками для патронов на наружной поверхности звеньев конвейера, выполнение механизма выталкивания патронов в виде кинематически связанных друг с другом и при помощи тяги с кривошипом управляющими толкателями и Г-образными рычагами, выполнение механизма подачи упаковочных решеток в виде кинематически связанных друг с другом кривошипа, управляющего диска-звездочки и тяги, связанных с рейкой, смонтированной в направляющих основания, а при помощи рычага - с толкателем упаковочных решеток, а также наличие направляющих копиров подъема решеток в вертикальное положение на выходе упаковочных решеток с поверхности основания являются признаками дополнительными, раскрывающими конкретное выполнение основных признаков, и направлены на достижение поставленной изобретением задачи.
Согласно проведенным патентно-информационным исследованиям сочетания известных и новых признаков не обнаружено, следовательно указанные признаки можно отнести к новым. Предложенные признаки не вытекают явным образом из уровня техники, а значит, имеют изобретательский уровень. Совокупность известных и новых признаков в сочетании с описанием осуществления предлагаемого способа позволяет отнести их к промышленно-применимым и направленным на достижение поставленной изобретением задачи.
На фиг.1 схематично представлен общий вид предлагаемого устройства.
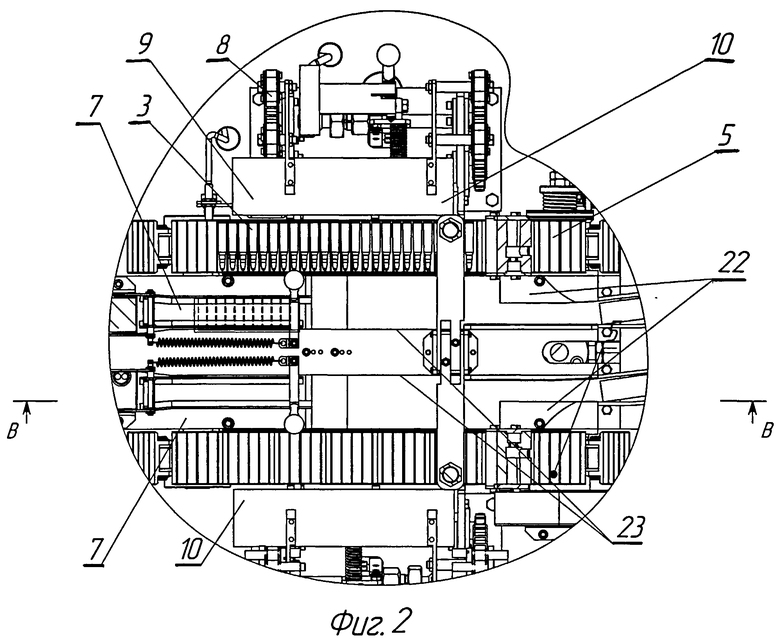
На фиг.2 схематично представлено устройство, вид сверху на бесконечные конвейера и двухуровневое основание с копирами.
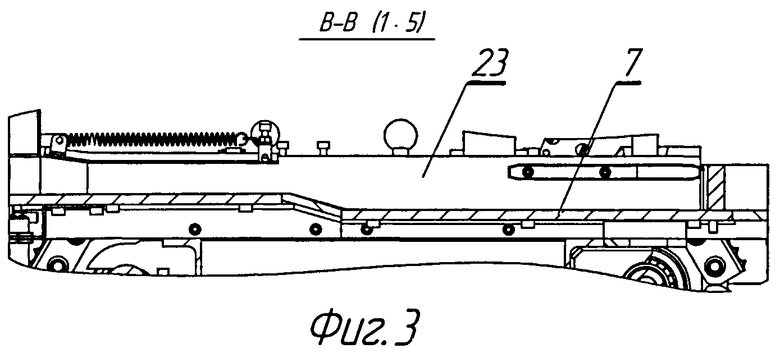
На фиг.3 показано сечение В-В на фиг.2 через двухуровневое основание.
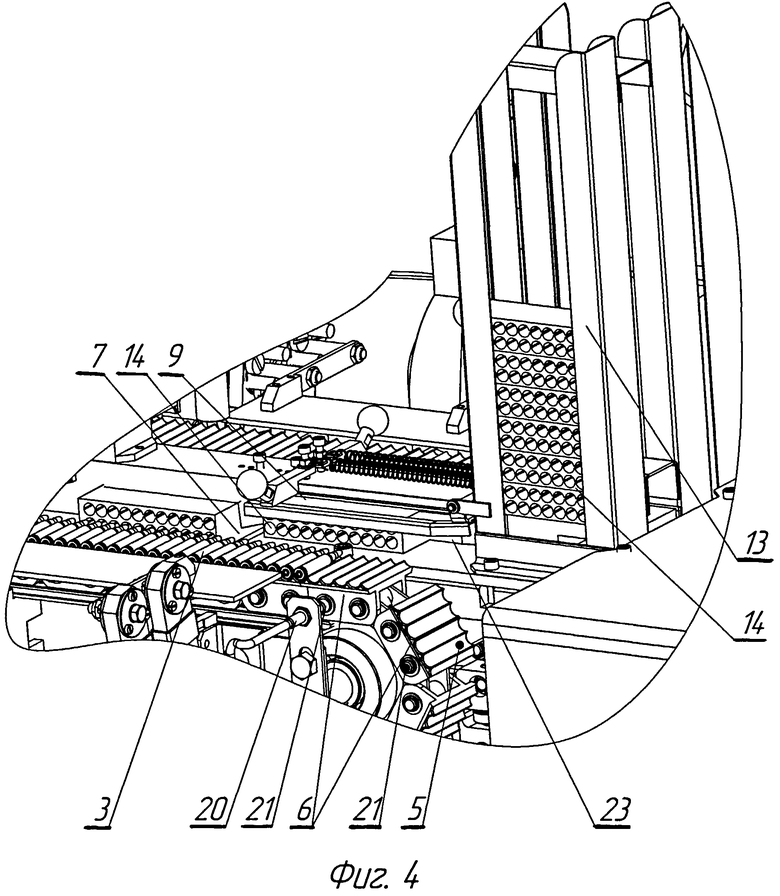
На фиг.4 показано устройство в изометрии, вид 3/4 спереди на бесконечный конвейер и магазин решеток.
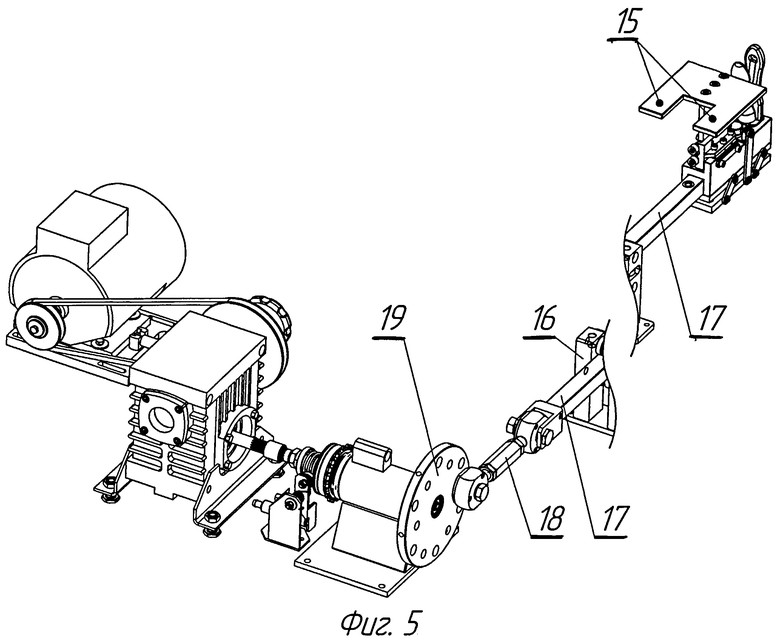
На фиг.5 показана кинематическая схема воздействия управляющего диска привода на механизм синхронного выталкивания упаковочных решеток из магазина.
На фиг.6 показана кинематическая схема выталкивания патронов из гнезд бесконечных конвейеров в гнезда решеток.
Предлагаемое устройство состоит из рабочего стола 1, на поверхности которого смонтированы механизмы 2 ориентированной подачи патронов 3 при помощи лотков-питателей 4 в канавки 5 звеньев 6 двух бесконечных конвейеров, смонтированных по обе стороны основания 7. Два механизма 8 выталкивания патронов из канавок 5 звеньев 6 смонтированы с наружных сторон бесконечных конвейеров и выполнены в виде кинематически связанных друг с другом, с толкателями 9 и с управляющим диском 10 при помощи тяги 11 и двух Г-образных рычагов 12. В магазин 13 укладываются два ряда упаковочных решеток 14, в которые по мере их продвижения по основанию 7 выталкиваются патроны 3. Толкатель 15 механизма подачи упаковочных решеток 14 из магазина 13 кинематически при помощи стойки 16, рейки 17, тяги 18 связан с управляющим диском-звездочкой 19 привода механизма подачи упаковочных коробок. Бесконтактный индуктивный датчик 20 управления приводами смонтирован напротив осей 21 звеньев 6 бесконечных конвейеров для обеспечения остановки бесконечных конвейеров при из подходе к месту выталкивания патронов в решетки 14. По меньшей мере, две оси звеньев 6 бесконечных конвейеров выполнены удлиненными для взаимодействия с датчиком 20 управления приводами. Направляющие копиры 22 обеспечивают переориентацию упаковочных решеток на 90° с расположением в них патронов в вертикальном положении. В центральной части двухуровневого основания 7 смонтирован упор 23 для решеток 14, предотвращающий их наклон при выталкивании в них патронов.
Предлагаемое устройство работает следующим образом: патроны 3, подлежащие упаковке в решетки 14, например с 2-мя рядами гнезд, загружают навалом в механизмы 2 ориентированной подачи патронов в лотки-питатели 4. Патроны в ориентированном положении по лоткам-питателям 4 опускаются вниз и укладываются в канавки 5, выполненные на поверхности звеньев 6 двух подающих бесконечных конвейеров, расположенных по обе стороны двухуровневого основания 7. При движении конвейеров патроны 3 из лотков 4 опускаются в канавки 5 и последовательно заполняют их. Цикл загрузки патронов 3 в упаковочные решетки 14 состоит из нескольких операций. Первоначально, при осуществлении первой части цикла за один оборот управляющего диска-звездочки 10 и звездочки бесконечного конвейера ориентированные патроны 3 перемещаются до момента совпадения первого патрона с последним гнездом решетки 14, находящейся на двухуровневом основании 7. При этом бесконтактный индукционный датчик 20, при попадании в зону его действия удлиненной оси звена конвейера, подает сигнал на привод и конвейеры подающих патроны 3 механизмов останавливаются. В это же время толкатели 15 механизма подачи упаковочных решеток 14 одновременно при вращении управляющего диска-звездочки 19 через тягу 18, рейку 17 и стойку 16 подают по двухуровневому основанию 7 две упаковочные двухрядные решетки. При этом между решетками располагается упор 23, предотвращающий наклон решеток и их смещение при выталкивании в них патронов 3. При осуществлении второй части цикла включается привод управляющего диска 10, после чего при помощи рычагов 12 и тяги 11 осуществляется выталкивание всех патронов 3 из канавок 5 звеньев 6 конвейеров в нижний ряд гнезд решеток. Частично заполненные патронами упаковочные решетки 14, находящиеся после осуществления первой части цикла, при следующем цикле и повороте управляющего диска-звездочки 19 на один оборот смещаются на длину упаковочной решетки, где новая партия патронов 3, поступивших по конвейерам после их выталкивания толкателями, подается в следующие верхние свободные ряды ячеек упаковочных решеток 14. Упаковочные решетки 14, полностью заполненные патронами при дальнейшем перемещении, подвергаются переориентированию при помощи направляющих копиров 22 и устанавливаются с расположением в решетках патронов в вертикальном положении пулей вниз. Затем решетки 14 с патронами 3 передаются для упаковки в более крупную тару - ящики. При каждом следующем цикле загрузки и перемещении подающего патроны механизма выполняются точно такие же операции с соблюдением порядка заполнения рядов гнезд двух упаковочных двухрядных решеток. При этом, после осуществления одного полного цикла, механизм подачи упаковочных решеток подает на основание одновременно две новые решетки, которые при осуществлении цикла перемещаются под загрузку. Загрузка патронов 3 осуществляется в упаковочные решетки 14, которые имеют по два ряда гнезд для патронов. Однако упаковку патронов можно осуществлять и в решетки с тремя и более рядами гнезд с выполнением основания трех и более уровневым, с удлинением зоны выталкивания патронов в решетки.
Выполнение подающего патроны механизма в виде двух смонтированных по разные стороны от механизма подачи упаковочных решеток 14 бесконечных конвейеров прерывисто-циклического действия с канавками для патронов на наружной поверхности звеньев конвейера позволяет подавать патроны в решетки одновременно в две, три и более решеток, находящихся на основании в двух рядах. В рассмотренном случае работы предлагаемого устройства подача патронов осуществлялась в решетки с двухрядным расположением гнезд в них.
Выполнение механизма выталкивания патронов в виде кинематически связанных друг с другом и при помощи тяги с кривошипом управляющими толкателями и Г-образными рычагами и механизма подачи упаковочных решеток в виде кинематически связанных друг с другом кривошипа, управляющего диска-звездочки и тяги, связанных с рейкой, смонтированной в направляющих основания, а при помощи рычага с толкателем упаковочных решеток, позволяет синхронно и четко выполнять необходимые для упаковки патронов в решетки операции.
Наличие на основании боковых упоров-копиров позволяет переориентировать решетки в удобное для транспортировки положение без возможного выпадения патронов из гнезд решетки.
В настоящее время на предлагаемое устройство разработана техническая документация, изготовлен опытный образец устройства, осуществлена проверка его работоспособности.
Предварительные испытания показали положительные результаты. Упаковываемые патроны надежно без изменения ориентированного положения поступали в гнезда упаковочной решетки и надежно в ней удерживались.
Принято решение перейти на упаковку патронов стрелкового оружия при помощи предлагаемого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2476818C1 |
| СПОСОБ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2461795C1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ КОНДИТЕРСКИХ ПЛАСТОВ | 1994 |
|
RU2101957C1 |
| Устройство для укупорки тары навинчивающимися крышками | 1990 |
|
SU1770262A1 |
| АРТИЛЛЕРИЙСКАЯ КОРАБЕЛЬНАЯ УСТАНОВКА | 2012 |
|
RU2533947C2 |
| Роторный автомат питания | 1986 |
|
SU1488179A1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛКИ И УКЛАДКИ РЫБЫ В БАНКИ | 1973 |
|
SU406523A1 |
| Устройство для обертывания рулонов | 1990 |
|
SU1751060A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
Изобретение относится к области упаковки боеприпасов для последующего их хранения и транспортировки, в частности к устройствам, обеспечивающим механизированную укладку патронов стрелкового оружия в гнезда упаковочной тары - коробки или коробчатого типа решетки. Устройство включает привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в канавки подающего механизма и механизм выталкивания сформированной группы патронов в гнезда упаковочной решетки. При этом механизм выталкивания патронов синхронизирован с механизмами подачи патронов и с механизмом, подающим упаковочные решетки, таким образом, что выполнение одного цикла осуществляется за один полный оборот кривошипа механизма выталкивания патронов. Основание механизма подачи упаковочных решеток по длине выполнено ступенчатым, по меньшей мере, двухуровневым. Достигается создание более технологичной конструкции, повышение производительности с обеспечением направленной укладки патронов в гнезда упаковочных решёток. 4 з.п. ф-лы, 6 ил.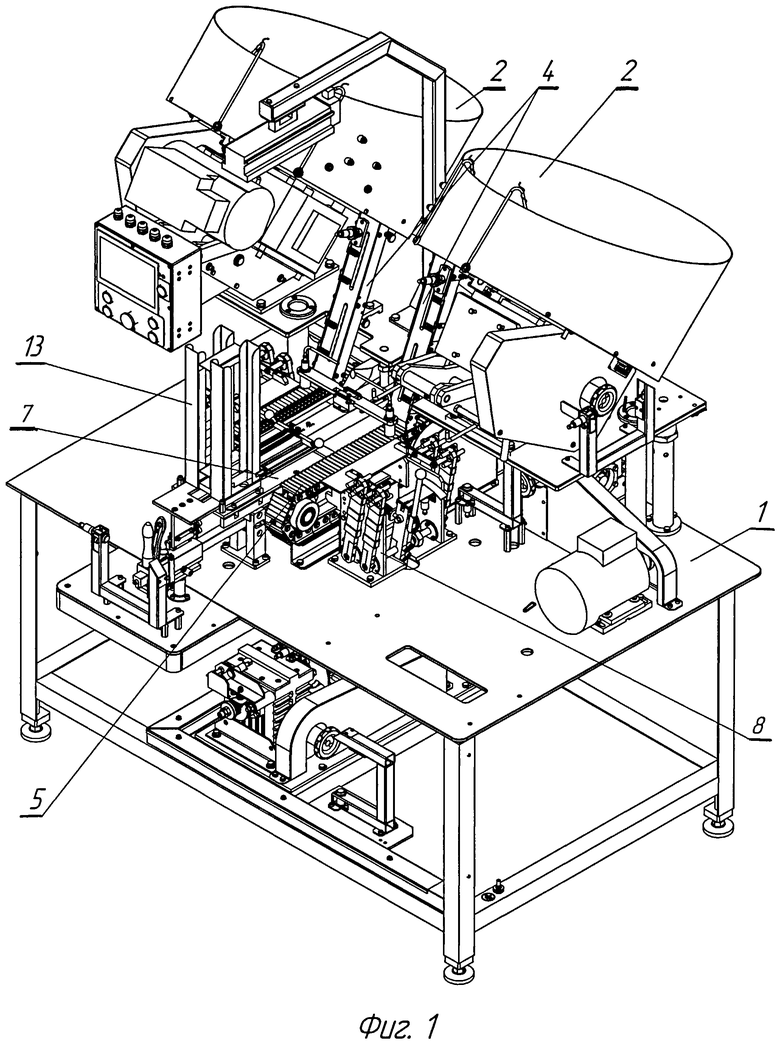
1. Устройство для подачи патронов в упаковочную решетку, включающее привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в канавки подающего механизма и механизм выталкивания сформированной группы патронов в гнезда упаковочной решетки, отличающееся тем, что механизм выталкивания патронов синхронизирован с механизмами подачи патронов и с механизмом, подающим упаковочные решетки, таким образом, что выполнение одного цикла, состоящего из двух частей: первой - подача упаковочных решеток и установка подающим механизмом патронов напротив гнезд упаковочных решеток осуществляется за один полный оборот управляющего диска-звездочки и второй - выталкивание патронов в канавки подающих механизмов и подача патронов в гнезда упаковочной решетки осуществляется за один полный оборот кривошипа механизма выталкивания патронов, при этом основание механизма подачи упаковочных решеток по длине выполнено ступенчатым, по меньшей мере, двухуровневым, в котором первая половина поверхности основания занимает верхний уровень, на котором заполняются гнезда нижнего ряда упаковочной решетки, и вторая половина поверхности основания занимает нижний уровень, на котором заполняются гнезда верхнего ряда упаковочной решетки.
2. Устройство по п.1, отличающееся тем, что подающий патроны механизм выполнен в виде двух смонтированных по разные стороны от механизма подачи упаковочных решеток бесконечных конвейеров прерывисто-циклического действия с канавками для патронов на наружной поверхности звеньев конвейера.
3. Устройство по п.1, отличающееся тем, что механизм выталкивания патронов выполнен в виде кинематически связанных друг с другом и при помощи тяги с кривошипом управляющими толкателями и Г-образными рычагами.
4. Устройство по п.1, отличающееся тем, что механизм подачи упаковочных решеток выполнен в виде кинематически связанных друг с другом кривошипа, управляющего диска-звездочки и тяги, связанных с рейкой, смонтированной в направляющих основания, а при помощи рычага - с толкателем упаковочных решеток.
5. Устройство по п.1, отличающееся тем, что основание механизма подачи упаковочных решеток на выходе упаковочных решеток с его поверхности снабжено боковыми упорами, выполненными в виде двух, смонтированных по разные его стороны, направляющих копиров подъема решеток в вертикальное положение.
| СПОСОБ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2461795C1 |
| КОНВЕЙЕР ДЛЯ БЛИСТЕРНЫХ УПАКОВОК ИЛИ СТОПОК БЛИСТЕРНЫХ УПАКОВОК, ИМЕЮЩИЙ ПРИЕМНЫЕ ГНЕЗДА ИЗМЕНЯЕМОЙ ВЫСОТЫ | 2000 |
|
RU2236997C2 |
| WO 2013000130 A1, 03.01.2013 | |||
| CN 101701783 A, 05.05.2010 | |||

