Область техники.
Изобретение относится к области ускорительной техники, а именно к способам соединения криомодулей коллайдера. Также предлагаемое изобретение относится к области изготовления металлических изделий при помощи сварки взрывом и электронно-лучевой сварки. Изобретение может быть использовано при соединении коаксиальных труб из разнородных металлов, вварке труб в трубные доски в случае, если их материалы являются разнородными и могут взаимодействовать химически.
Уровень техники.
Основные детали криомодуля - это ниобиевый резонатор (гофрированная труба) и расположенная поверх него коаксиально с ним труба кожуха. Кожух криомодуля обычно изготавливают из титана, но последние разработки сделали возможным изготовление кожуха из специальной стали, что привело к значительному удешевлению стоимости коллайдера. Внутри ниобиевой трубы создается вакуум, между стальным кожухом и ниобиевой трубой заливается жидкий гелий. Кожух и ниобиевая труба должны быть соединены между собой с помощью переходника, причем материал кожуха должен быть приварен к такому же материалу переходника, а ниобиевая труба соединена с помощью ниобиевого патрубка переходника. Соединение должно отвечать высоким требованиям по соблюдению точных размеров при соединении отдельных модулей ускорителя и исключить протечку жидкого гелия. Соединение должно быть достаточно прочным, чтобы выдержать механические нагрузки при растяжении и сжатии криомодуля в процессе охлаждения от комнатной температуры до -271°С и последующем нагревании до комнатной температуры [1].
Из описания к полезной модели [2] известен способ изготовления устройства для соединения труб из разнородных металлов, являющийся наиболее близким техническим решением (прототипом) предлагаемого изобретения. Сущность способа состоит в том, что ниобиевый патрубок вваривается в центральное отверстие фланца из нержавеющей стали с помощью сварки взрывом. Сварка взрывом относится к холодным видам сварки, при ее использовании образуется гораздо меньше интерметаллидов, чем при других видах сварки, и при правильном выборе режимов сварки они не снижают работоспособности коллайдера.
Недостатком такого способа изготовления переходника является то, что неизбежно происходит увеличение диаметра ниобиевого патрубка на 4-6 мм вследствие технологического зазора между наружной поверхностью патрубка и внутренней поверхностью отверстия диска, необходимого для реализации процесса сварки взрывом. Это приводит к тому, что сваркой взрывом необходимо приваривать патрубок большей, чем требуется, толщины, а затем обтачивать его в нужный размер. Кроме того, для устранения чрезмерных деформаций ниобиевого патрубка при взрыве длина стального диска перед сваркой должна быть равна длине ниобиевого патрубка, а после сварки взрывом стальной диск обтачивается в нужный размер. Все это приводит к большому расходу дорогостоящих материалов. Недостатком такого переходника является также невозможность получения точного диаметра ниобиевого патрубка, что недопустимо с точки зрения необходимости соединения его с резонатором криомодуля, размеры которого строго определены требованиями высокотехнологических стандартов создания ускорителя. Кроме того, соединение ниобиевого патрубка с резонатором производится электронно-лучевой сваркой (ЭЛС). Температура плавления ниобия 2460°C. При такой экстремальной термонагрузке место сварки взрывом ниобиевого патрубка со стальным фланцем претерпевает огромные внутренние деформации, это приводит к появлению микротрещин и протечки гелия внутрь ниобиевого патрубка. Для устранения этого явления приходится применять дополнительную процедуру - термоотпуск до ЭЛС и после нее.
Сущность изобретения.
Изобретение предлагает решение задачи по обеспечению необходимой точности размеров переходника, исключения образования интерметаллидов в сварном соединении, получения необходимой прочности соединения, устранения возможности протечки жидкого гелия в полость ниобиевой трубы, снижения расхода материалов при изготовлении переходника.
Задача решается следующим образом. Осуществляют операцию приваривания ниобиевого патрубка к фланцу. Вначале изготавливают фланец в следующей последовательности: из заготовки нержавеющей стали вырезают диск, который затем плакируют с двух сторон листами ниобия или титана сваркой взрывом, правят и обтачивают его до размера, равного внешнему диаметру кожуха, затем по центру диска вырезают отверстие диаметром, равным внешнему диаметру ниобиевого патрубка; после этого ниобиевый патрубок вставляют в отверстие изготовленного фланца и приваривают по обеим сторонам отверстия к кромкам листов из ниобия или титана электронно-лучевой сваркой. Для полного устранения образования интерметаллидов сварку взрывом стального диска с листами ниобия или титана осуществляют через никелевую прослойку.
Отличительными признаками изобретения являются:
- Из заготовки нержавеющей стали вырезают диск, который является несущим элементом переходника, обеспечивающим прочность всей конструкции.
- Затем диск плакируют с двух сторон листами ниобия или титана сваркой взрывом, что позволяет исключить образования интерметаллидов при соединении стального диска с ниобиевым патрубком ЭЛС, за счет этого устранить возможность протечки жидкого гелия в полость резонатора, повысить прочность за счет исключения микротрещин, а также уменьшить расход дорогостоящих материалов.
- Полученный диск с приваренными листами из ниобия или титана (плакирующим слоем) правят и обтачивают его до размера, равного внешнему диаметру кожуха, что обеспечивает точность размеров переходника при соединении его с кожухом для их сварки и создания закрытой герметичной полости, чтобы исключить возможность протечки жидкого гелия.
- Затем по центру диска вырезают отверстие диаметром, равным внешнему диаметру ниобиевого патрубка, таким образом, завершают изготовление фланца, отверстие которого с необходимой высокой точностью соответствует размерам патрубка. С обеих сторон отверстия находятся приваренные листы ниобия или титана, что позволяет использовать ЭЛС при соединении патрубка и фланца.
- После этого ниобиевый патрубок вставляют в отверстие изготовленного фланца и приваривают по обеим сторонам отверстия к кромкам листов из ниобия или титана электронно-лучевой сваркой. Использование ЭЛС позволяет обеспечить необходимую точность размеров переходника, исключить образование интерметаллидов в сварном соединении, получить необходимую прочность соединения, устранить возможность протечки жидкого гелия в полость ниобиевой трубы.
- Для полного устранения образования интерметаллидов сварку взрывом стального диска с листами ниобия или титана (плакирующим слоем) осуществляют через никелевую прослойку.
Совокупность всех перечисленных выше признаков позволяет обеспечить необходимую точность размеров переходника, исключить образование интерметаллидов в сварном соединении, обеспечивающем гелиевую плотность, получить необходимую прочность соединения, устранить возможность протечки жидкого гелия в полость ниобиевой трубы, снизить расход материалов при изготовлении патрубка.
Перечень фигур:
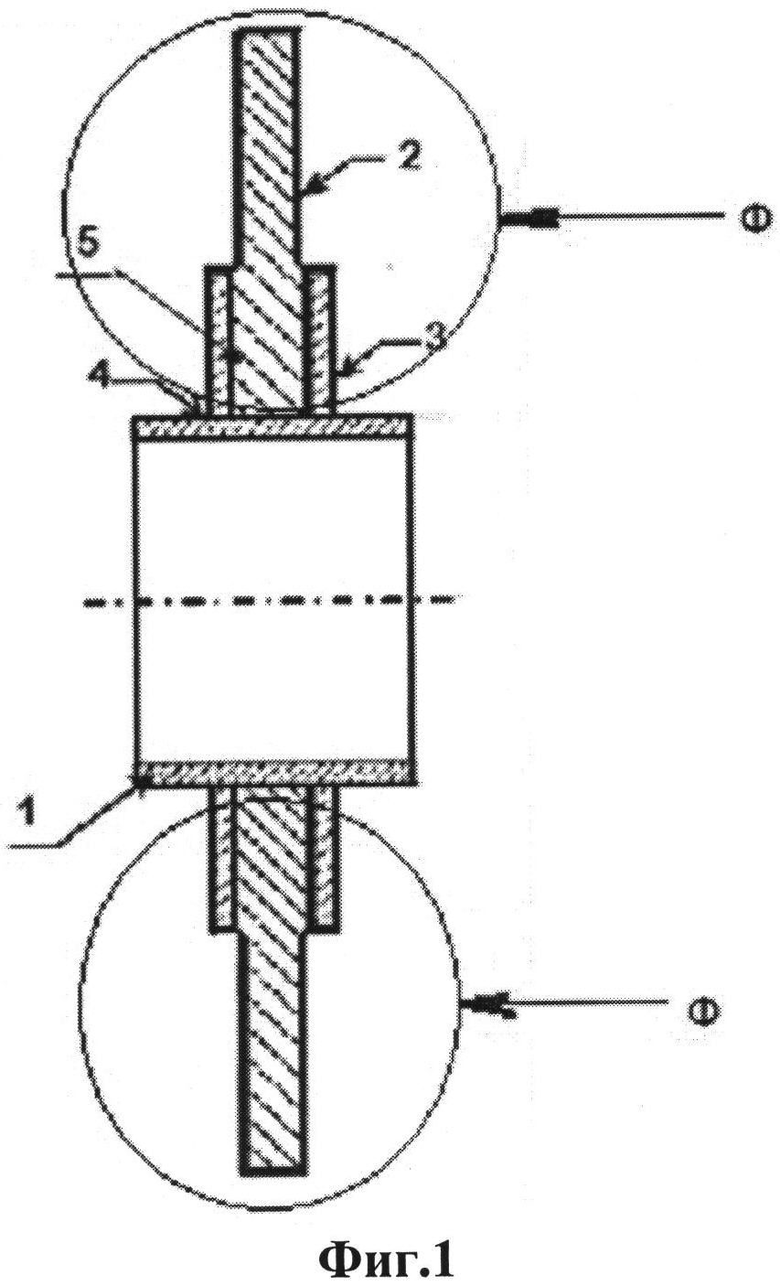
Фиг.1 - схема переходника, изготовленного в соответствии с предлагаемым изобретением.
Фиг.2 - схема соединения переходника с кожухом криомодуля и ниобиевым резонатором.
На Фиг.1 показана схема переходника, изготовленного в соответствии с предлагаемым изобретением, где:
1. ниобиевый патрубок;
2. диск из нержавеющей стали;
3. титановые (или ниобиевые) листы;
4. соединение, полученное электронно-лучевой сваркой (ЭЛС);
5. соединение, полученное сваркой взрывом;
Ф - фланец.
Диск из нержавеющей стали (2) вначале плакируют с двух сторон титановыми или ниобиевыми листами (3) с помощью сварки взрывом (5), затем после придания полученному триметаллу необходимой формы (путем правки и обточки в размер) снимают с двух сторон по внешнему контуру диска переходника плакирующий слой на ширину, обеспечивающую последующую сварку диска с кожухом, вырезают отверстие под ниобиевый патрубок (1). Патрубок (1) вставляют в отверстие и приваривают к титановым или ниобиевым листам электронно-лучевой сваркой (4).
На Фиг.2 представлена схема соединения переходника (6) с кожухом (7) криомодуля и с ниобиевым резонатором (8), где:
1. ниобиевый патрубок;
2. диск из нержавеющей стали;
6. переходник;
7. кожух криомодуля;
8. ниобиевый резонатор;
А - приваривание ЭЛС ниобиевого резонатора(8) к ниобиевому патрубку(1) переходника (6);
Б - приваривание ЭЛС стального диска(2) к стальному кожуху (7).
Осуществление изобретения.
Вначале изготовливают фланец (Ф) в следующей последовательности: из заготовки нержавеющей стали толщиной 10 мм на станке вырезают диск (2) с диаметром, равным наружному диаметру кожуха (7), который затем плакируют с двух сторон листами ниобия или титана (3) диаметром 250 мм и толщиной 5 мм сваркой взрывом (5), правят и обтачивают его до размера, равного внешнему диаметру кожуха (7), затем по центру диска (2) на токарном станке вырезают отверстие диаметром, равным внешнему диаметру ниобиевого патрубка (1); после этого ниобиевый патрубок вставляют в отверстие изготовленного фланца (Ф) и приваривают по обеим сторонам отверстия к кромкам листов из ниобия или титана электронно-лучевой сваркой (4). Ниобиевый патрубок (1) переходника (6) приваривается ЭЛС (А) к ниобиевому резонатору (8). По внешнему контуру диска (2) с двух сторон снимается плакирующий слой (3) механическим способом с тем, чтобы нержавеющая сталь диска приваривалась к тому же материалу кожуха. Стальной диск (2) переходника (6) приваривается ЭЛС (Б) к стальному кожуху (7). Дополнительно, для полного устранения образования интерметаллидов сварку взрывом стального диска с листами ниобия или титана (плакирующим слоем) осуществляют через никелевую прослойку.
Источники информации
1. Сабиров Б.М. Сварка взрывом: новое в конструкции криомодуля ILC. Новости ОИЯИ, 3/2010, Дубна, 2010, стр.16
2. Жигалов В.И. и др. «Устройство для соединения труб из разнородных металлов», патент на полезную модель РФ №99585, от 02.02.2010.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2194600C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450196C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450197C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| Способ подготовки кромок под сварку | 1989 |
|
SU1660318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
Заявленное изобретение относится к способу соединения криомодулей коллайдера, а также коаксиальных труб из разнородных металлов в различных криогенных устройствах, используемых при экстремальных температурных и агрессивных условиях и при больших перепадах давлений. В заявленном способе вначале изготавливают фланец. Из нержавеющей стали вырезают диск (2), затем диск плакируют с двух сторон листами ниобия или титана (3) за счет соединения (5), осуществляемого сваркой взрывом. Полученный диск из триметалла правят и обтачивают до размера, равного внешнему диаметру кожуха коллайдера. Далее по центру диска вырезают отверстие диаметром, равным внешнему диаметру ниобиевого патрубка (1), который вставляют в отверстие изготовленного фланца и приваривают (соединение 4) по обеим сторонам отверстия к кромкам листов из ниобия или титана электронно-лучевой сваркой. Для полного устранения образования интерметаллидов сварку взрывом стального диска с листами ниобия или титана осуществляют через никелевую прослойку. Техническим результатом является обеспечение необходимой точности размеров переходника, исключение образования интерметаллидов в сварном соединении, устранение возможности протечки жидкого гелия в полость ниобиевого резонатора, снижение расхода материалов при изготовлении патрубка. 1 з.п. ф-лы, 2 ил.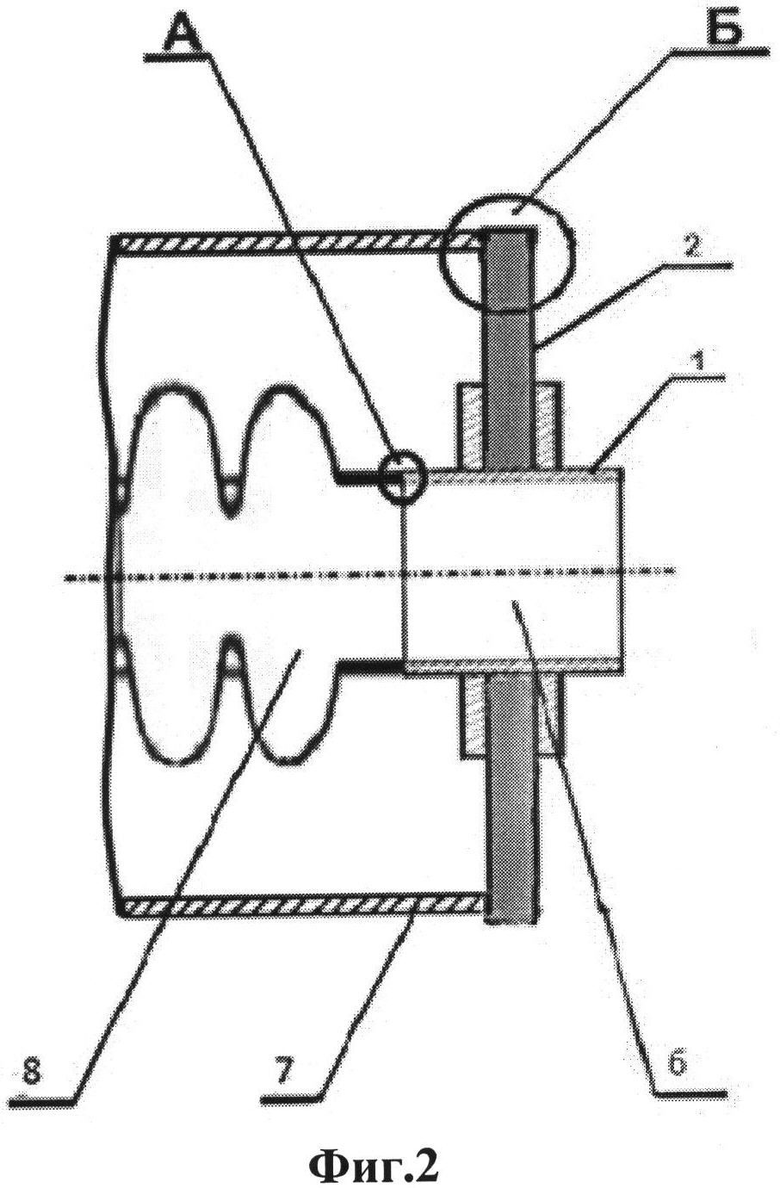
1. Способ изготовления переходника для соединения резонатора с кожухом криомодуля коллайдера, включающий операцию приваривания ниобиевого патрубка к фланцу, отличающийся тем, что вначале осуществляют изготовление фланца в следующей последовательности: из заготовки нержавеющей стали вырезают диск, который затем плакируют с двух сторон листами ниобия или титана сваркой взрывом, правят и обтачивают его до размера, равного внешнему диаметру кожуха, затем по центру диска вырезают отверстие диаметром, равным внешнему диаметру ниобиевого патрубка; после этого ниобиевый патрубок вставляют в отверстие изготовленного фланца и приваривают по обеим сторонам отверстия к кромкам листов из ниобия или титана электронно-лучевой сваркой.
2. Способ по п.1, отличающийся тем, что сварку взрывом стального диска с листами ниобия или титана осуществляют через никелевую прослойку.
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU368642A1 |
| JP 4046685 A, 17.02.1992 | |||

