rю
05 ОС JL
Изобретение относится к области машиностроения и может быть использовано для обработки нежестких деталей типа тел вращения.
Известен способ обработки тонкостенных цилиндрических деталей инструментом, перемещающимся в продольном направлении при сообщении вращения детали, оба конца которой закреплены в зажимных приспособлениях, ее деформированием в поперечном сечении и расположением в детали контактирующего с ее внутренней поверхностью в зоне действия радиальной составляющей силы резания подвижного в продольном направлении вращающегося упо-. ра 1.
Недостатками известного способа являются относительно невысокие точность и качество обработки.
Целью изобретения является повышение точности и качества обработки.
Поставленная цель достигается тем, что согласно способу обработки тонкостенных цилиндрических деталей инструментом, перемещающимся Б продольном направлении при сообщении вращелия детали, .оба конца которой закреплены в зажимных приспособлениях, ее деформированием в поперечном сечении и расположением в детали контактирующего с ее внутренней поверхностью в зоне действия радиальной составляющей силы резания подвижного в продольном направлении вращающегося упора, по мере перемещения инструмента вращение детали сообщают, прикладывая приводной момент поочередно к наиболее удаленному от инструмента концу детали, а при нахождении его в средней части детали за пределами границы распространения деформаций, создаваемых зажимными приспособлениями - к обоим концам одновременно, причем при приложении приводного момента к одному из концов детали, направление деформации противоположного конца совпадает с. направлением действия радиальной составляющей силы резания.
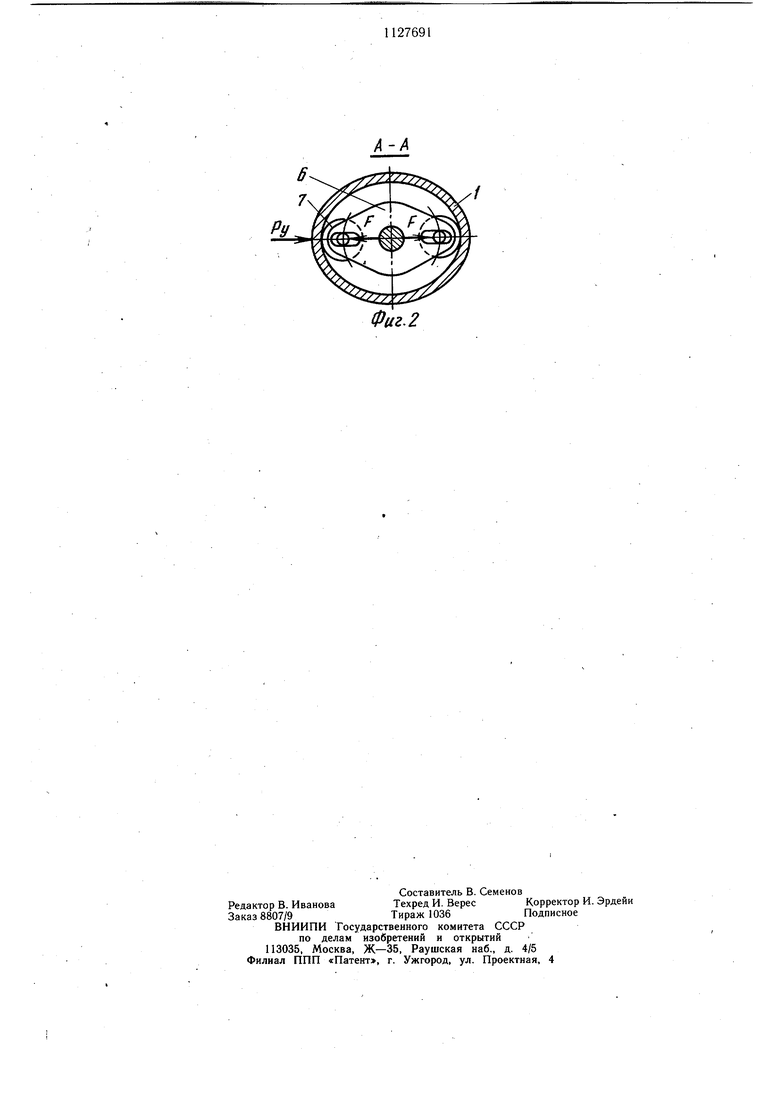
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - сечение А-А на фиг. 1.
Способ обработки реализуется следующим образом.
Деталь 1 закрепляют по концам с помощью зажимных приспособлений 2 из передней и задней бабок станка, причем закрепление ,осуществляется зажимными элементами 4 и 5, имеющими возможность вращения в корпусе приспособлений и перемещения в радиальном направлении. При этом деталь деформируют в пределах упругости силами F, придавая ей форму эллипса
(при двух зажимных элементах). При передаче вращения детали от одного из зажимных элементов деформация противоположного конца детали, наименее удаленного от
инструмента, совпадает с направлением действия радиальной составляющей силы резания Ру . Установленный с воз.можностью вращения в детали подвижный в продольном направлении вращающийся упор 6 имеет вращающиеся при вращении детали ролики
7, имеющие возможность перемещения в радиальном направлении на ту же величину, что и зажимные элементы приспособлений 2 и 3 передней и задней бабок.
Обработку начинают при зафиксирован, ных от вращения зажимных элементах 4 приспособления 2 передней бабки (при перемещении инструмента справа налево по чертежу), с помощью которого передается при водной момент М, причем зажимные элементы 4 и ролики 7 располагают в плоскости
0 действия Ру . Приспособление 3 зафиксировано от вращения, а его зажимные элементы 5 расфиксированы и вращаются вместе с деталью 1. В начале обработки упор 6 расположен возле приспособления 3, т. е. в сечении, удаленном от торца детали на рас5 стоянии К, что обеспечивает равномерную деформацию (выпучивание) детали на участке длиной К и дает возможность вести обработку при прямолинейной траектории движения инструмента. После обработки участка длиной К по команде от дачика контроля продольных перемещений резца начинается перемещение упора 6, ролики 7 которого воспринимают действие Ру, исключая тем самым локальные деформации детали после обработки участка длиной Е и
перехода инструмента в зону за пределами границы распространения деформаций, создаваемых зажимными приспособлениями, детали задают вращение с помощью двух приспособлений одновременно, что продолжается на протяжении участка обра0 ботки Eg. Приложение приводного момента одновременно к обоим концам детали уменьшает крутильные напряжения в детали и снижает возможность возникновения крутильных автоколебаний. После окончания обработки этого участка приспособление 2
5 фиксируется от вращения, а его зажимные элементы расфиксируются и вращаются вместе с деталью, которая и «перекатывается по ним. Величины fi, Ег и з зависят от величины К, определяющей границу распространения, деформации детали в виде эллипса, являющейся следствием действия сил F.
Изобретение позволяет повысить точность и качество обработки тонкостенных цилиндрических деталей.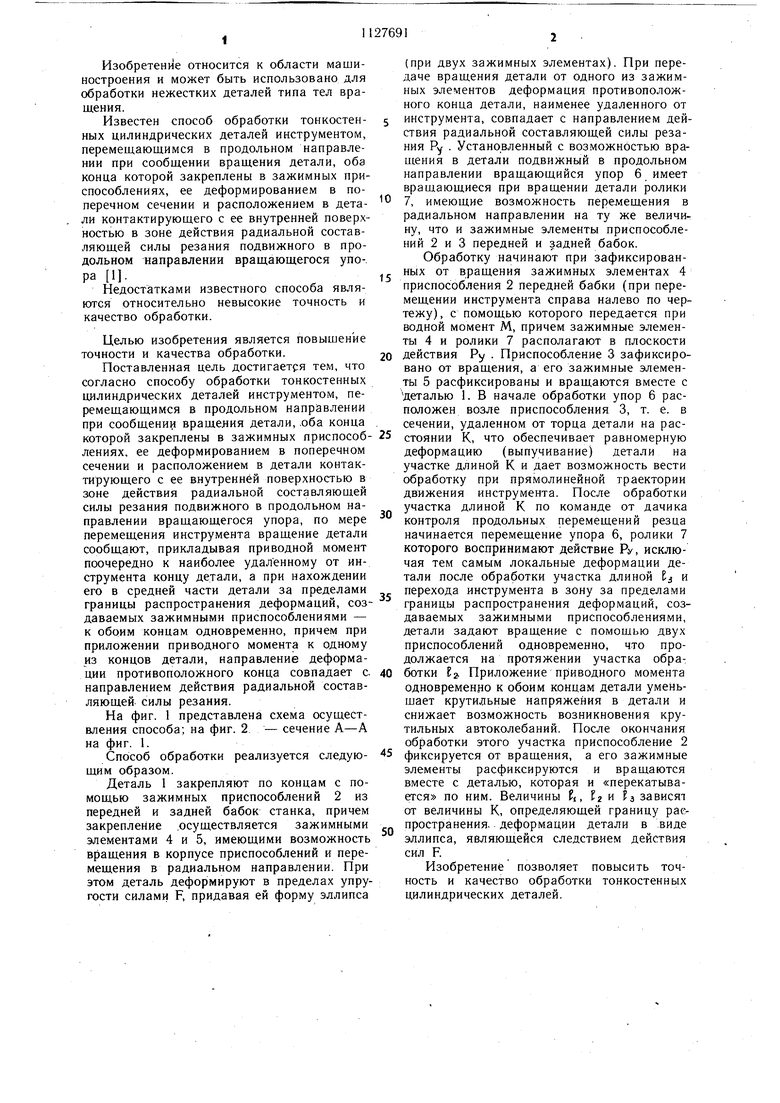
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| Металлорежущий станок для обработки тонкостенных цилиндрических деталей | 1982 |
|
SU1092011A1 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1152711A1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140888A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1210993A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1982 |
|
SU1047598A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140887A1 |
СПОСОБ ОБРАБОТКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ инструментом, перемещающимся в продольном направлении при сообщении вращения детали, оба конца которой закреплены в зажимных приспособлениях, ее деформированием в поперечном сечении и расположением в детали контактирующего с ее внутренней поверхностью в зоне действия радиал, составляющей силы резания подвижного в продольном направлении вращающегося упора, отличающийся тем, что, с целью повыщения точности и качества обработки, по мере перемещения инструмента вращение детали сообщают, прикладывая приводной момент поочередно к наиболее удаленному от инструмента, концу детали, а при нахождении его в средней части детали за пределами границы распространения деформаций, создаваемых зажимными приспособлениями - к обоим концам одновременно, причем при приложении приводного момента к одному из концов детали, направление деформации противоположного конца совпадает с направлением действия радиальной составляющей силы резания. (Л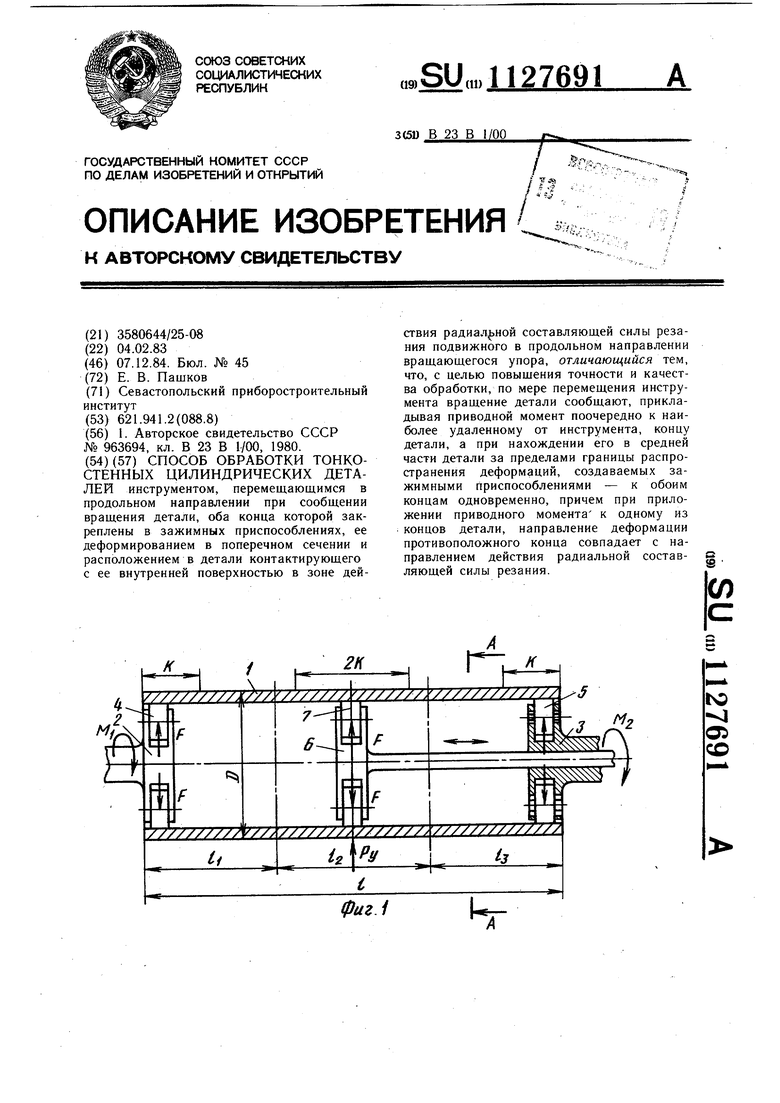
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1980 |
|
SU963694A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
