Область техники
Настоящее изобретение касается способа эксплуатации стана холодной прокатки,
- при этом по меньшей мере в одной прокатной клети стана холодной прокатки прокатываются первая стальная полоса и вторая стальная полоса;
- при этом между прокаткой первой стальной полосы и прокаткой второй стальной полосы имеется пауза между прокатками, во время которой никакая стальная полоса не прокатывается;
- при этом первая стальная полоса подается к прокатной клети, выходя из первого разматывателя, по первому пути и во время подачи к прокатной клети не нагревается;
- при этом вторая стальная полоса подается к прокатной клети, выходя из первого разматывателя, по второму пути.
Настоящее изобретение касается также стана холодной прокатки,
- при этом стан холодной прокатки имеет прокатную клеть, посредством которой первая стальная полоса прокатывается непосредственно после разматывания первой стальной полосы с первого разматывателя, а вторая стальная полоса прокатывается непосредственно после разматывания второй стальной полосы с первого разматывателя;
- при этом стан холодной прокатки имеет первый путь, по которому первая стальная полоса, выходя из первого разматывателя, может подаваться к прокатной клети;
- при этом на первом пути не расположено нагревательное устройство, посредством которого может нагреваться первая стальная полоса, так что первая стальная полоса подается к прокатной клети, имея ту температуру, которую первая стальная полоса имеет при разматывании с первого разматывателя;
- при этом стан холодной прокатки имеет второй путь, по которому вторая стальная полоса, выходя из первого разматывателя, может подаваться к прокатной клети.
Уровень техники
Электротехнический стальной лист представляет собой относительно тонкий стальной лист, который, в частности для улучшения магнитных свойств, может содержать относительно высокую долю кремния. При производстве таких листов при холодной прокатке существует опасность трещин на полосе. Эти трещины на полосе, в свою очередь, являются следствием трещин на кромках, которые могут возникать при холодной прокатке. Причиной трещин на кромках являются хрупкость и ломкость еще не прокатанной, применительно к холодной прокатке, стальной полосы в сочетании с нагрузками, которым стальная полоса подвергается при холодной прокатке.
Хрупкость и ломкость стального листа, имеющего высокую долю кремния (или же высокую долю алюминия) сильно зависит от температуры стальной полосы при холодной прокатке. В частности, известно, что более высокая температура приводит к заметному уменьшению хрупкости и вместе с тем к уменьшению опасности трещин на полосе.
Во время холодной прокатки температура стальной полосы повышается вследствие совершаемой над стальной полосой работы по деформации. Однако при первом проходе холодной прокатки температура стальной полосы часто соответствует только температуре окружающей среды, то есть обычно прибл. 20°C.
У непрерывных тандемных линий (например, конструкции PLTCM=Pickling Line Tandem Cold Mill (англ. комплексная линия травления и стан-тандем холодной прокатки) или CTCM=Continuous Tandem Cold Mill (англ. непрерывный стан-тандем холодной прокатки)) известно, что в области перед первой прокатной клетью непрерывной тандемной линии располагается устройство для нагрева полосы в виде индукционного нагрева. Посредством этого устройства для нагрева полосы температура стальной полосы поднимается, например, в диапазон от прибл. 80°C до прибл. 160°C. Благодаря этому хрупкость стальной полосы заметно уменьшается, так что существует значительно меньшая опасность трещин на полосе. Кроме того, благодаря этому прокатка может осуществляться с более высокой скоростью прокатки, поэтому производительность непрерывной тандемной линии возрастает.
Индукционный нагрев нуждается в значительном конструктивном пространстве. Однако, исходя из плана расположения оборудования непрерывной тандемной линии, как правило, без затруднений можно расположить перед первой прокатной клетью непрерывной тандемной линии соответствующий индукционный нагрев.
У тандемной линии холодной прокатки периодического действия или реверсивной клети холодной прокатки, в отличие от этого, такого конструктивного пространства часто нет. В частности, эти установки чаще всего построены очень компактно, чтобы по возможности уменьшить немерную длину (то есть ту длину полосы, которая лежит в головной зоне и в задней зоне холоднокатаной стальной полосы за пределами желаемых допусков и поэтому должна переводиться в лом).
Правда, можно также у тандемной линии холодной прокатки периодического действия или у реверсивной клети холодной прокатки во входной области предусмотреть такой индукционный нагрев. Однако это потребовало бы расположить разматыватель, с которого стальная полоса разматывается перед первым проходом прокатки, на соответствующем расстоянии удаленно от прокатной клети, которая совершает первый проход прокатки. Помимо издержек реконструкции, это привело бы также к тому, что немерная длина всех холоднокатаных стальных полос, то есть также тех стальных полос, которые без затруднений могут подвергаться холодной прокатке без предварительного нагрева, соответственно увеличилась бы, и поэтому сократился бы выход годного, и повысилось бы образующееся количество лома.
Краткое изложение изобретения
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых хрупкие и ломкие стальные полосы смогут прокатываться в стане холодной прокатки периодического действия без опасности или по меньшей мере при заметно уменьшенной опасности трещин на полосе, и, тем не менее, может сохраняться небольшая немерная длина по меньшей мере для стальных полос, которые также без предварительного нагрева не склоняются к трещинам на полосе.
Задача решается с помощью способа эксплуатации стана холодной прокатки с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления способа эксплуатации являются предметом зависимых пунктов 2-4 формулы изобретения.
В соответствии с изобретением вторая стальная полоса во время подачи к прокатной клети нагревается, при этом также второй путь длиннее первого пути. Разматыватель, с которого разматывается вторая стальная полоса, может представлять собой первый разматыватель. Альтернативно речь может идти о втором разматывателе, отличающемся от первого разматывателя.
Предпочтительно вторая стальная полоса нагревается посредством индуктивного нагрева. Такой нагрев прост, эффективен, экономичен, надежен и механически прочен.
Предпочтительно предусмотрено,
- что вторая стальная полоса, выходя из первого или второго разматывателя, сначала подается к прокатной клети, однако эта подача к прокатной клети заканчивается прежде, чем головная часть второй стальной полосы достигнет прокатной клети;
- что затем ко второй стальной полосе приставляется нагревательное устройство, так что нагревательное устройство, если смотреть в направлении транспортировки второй стальной полосы, находится возле уже размотанного в этот момент времени участка второй стальной полосы, и
- что только после этого продолжается подача второй стальной полосы к прокатной клети, так что головная часть полосы достигает прокатной клети и захватывается прокатной клетью.
Благодаря этому простым образом возможна заправка (англ.: threading) второй стальной полосы, без наличия опасности повреждения нагревательного устройства второй стальной полосой.
Предпочтительно между приставлением нагревательного устройства ко второй стальной полосе и последующим продолжением подачи второй стальной полосы к прокатной клети вторая стальная полоса несколько отводится от прокатной клети, так чтобы головная часть второй стальной полосы остановилась у выхода нагревательного устройства. Благодаря этому можно подогревать всю вторую стальную полосу, так что уже примыкающая непосредственно к головной части полосы начальная область второй стальной полосы прокатывается в подогретом состоянии.
Задача решается также с помощью стана холодной прокатки с признаками п.5 формулы изобретения. Предпочтительные варианты осуществления стана холодной прокатки являются предметом зависимых пунктов 6-10 формулы изобретения.
В соответствии с изобретением стан холодной прокатки вышеназванного рода выполнен таким образом,
- что на втором пути расположено нагревательное устройство, посредством которого может нагреваться вторая стальная полоса, так что вторая стальная полоса подается к прокатной клети, имея температуру, повышенную по сравнению с температурой, которую вторая стальная полоса имеет при разматывании с первого или второго разматывателя, и
- что второй путь длиннее первого пути.
Аналогично способу эксплуатации для стана холодной прокатки, разматыватель, с которого разматывается вторая стальная полоса, может альтернативно представлять собой первый разматыватель или отличающийся от первого разматывателя второй разматыватель.
В первом возможном варианте осуществления стана холодной прокатки предусмотрено,
- что вторая стальная полоса разматывается с первого разматывателя;
- что первый разматыватель расположен на подвижной платформе, которая может размещаться по меньшей мере в первом положении и втором положении, при этом первый разматыватель в первом положении платформы расположен ближе к прокатной клети, чем во втором положении платформы, так что первый путь распространяется от первого разматывателя к прокатной клети, в то время как платформа находится в первом положении, а второй путь распространяется от первого разматывателя к прокатной клети, в то время как платформа находится во втором положении, и
- что нагревательное устройство по меньшей мере тогда, когда подвижная платформа находится во втором положении, может приставляться ко второй стальной полосе параллельно второй стальной полосе, но поперек направления транспортировки второй стальной полосы от первого разматывателя к прокатной клети, или может приставляться ко второй стальной полосе ортогонально второй стальной полосе.
Альтернативно возможно,
- чтобы вторая стальная полоса разматывалась с первого разматывателя;
- чтобы между первым разматывателем и прокатной клетью был расположен петледержатель, через который в первом расположении петледержателя первая стальная полоса проходит без отклонения, а во втором расположении петледержателя вторая стальная полоса проходит с образованием петли, так что первый путь распространяется от первого разматывателя к прокатной клети без образования петли, а второй путь распространяется от первого разматывателя к прокатной клети с образованием петли;
- что нагревательное устройство по меньшей мере тогда, когда петледержатель находится во втором положении, может приставляться ко второй стальной полосе в области петли параллельно второй стальной полосе, но поперек направления транспортировки второй стальной полосы в области петли.
В свою очередь, альтернативно возможно,
- чтобы вторая стальная полоса разматывалась со второго разматывателя;
- чтобы перед прокатной клетью было расположено тянущее устройство, так чтобы первый путь распространялся от первого разматывателя через тянущее устройство к прокатной клети, а второй путь распространялся от второго разматывателя через тянущее устройство к прокатной клети, и
- чтобы нагревательное устройство было расположено между вторым разматывателем и тянущим устройством.
В случае последнего названного варианта осуществления нагревательное устройство предпочтительно может приставляться ко второй стальной полосе параллельно второй стальной полосе, но поперек направления транспортировки второй стальной полосы от второго разматывателя к тянущему устройству, или может приставляться ко второй стальной полосе ортогонально второй стальной полосе.
Независимо от остального варианта осуществления стана холодной прокатки, нагревательное устройство предпочтительно выполнено в виде индукционного нагрева. Этот вариант осуществления нагревательного устройства прост, эффективен, экономичен, надежен и механически прочен.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становится яснее и отчетливее понятно в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом в схематичном изображении показано:
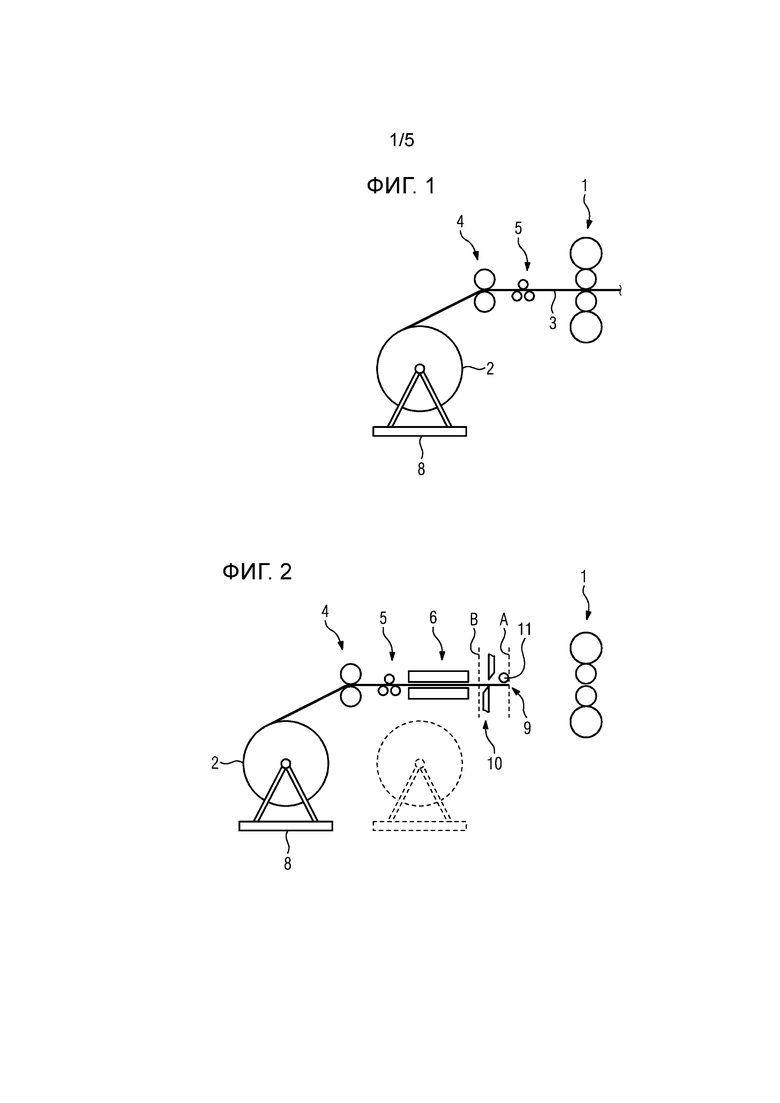
фиг.1: стан холодной прокатки по время прокатки первой стальной полосы;
фиг.2: стан холодной прокатки с фиг.1 во время паузы между прокатками, между прокаткой первой стальной полосы и прокаткой второй стальной полосы;
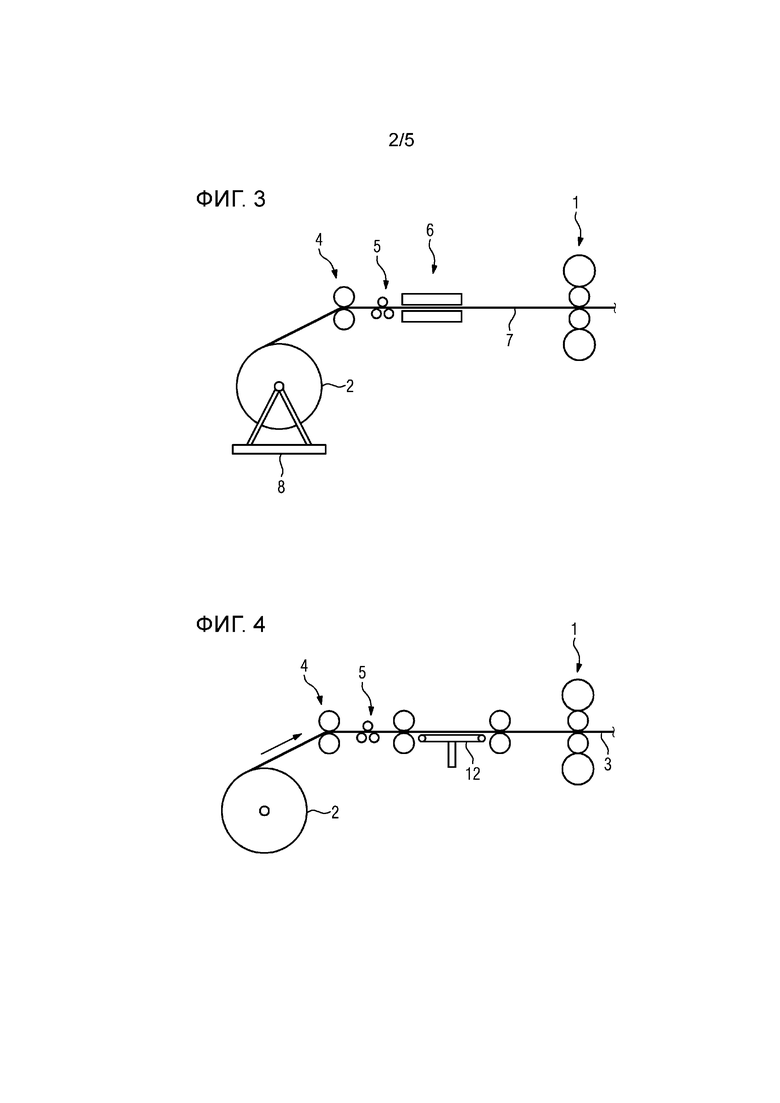
фиг.3: стан холодной прокатки с фиг.1 во время прокатки второй стальной полосы;
фиг.4: другой стан холодной прокатки по время прокатки первой стальной полосы;
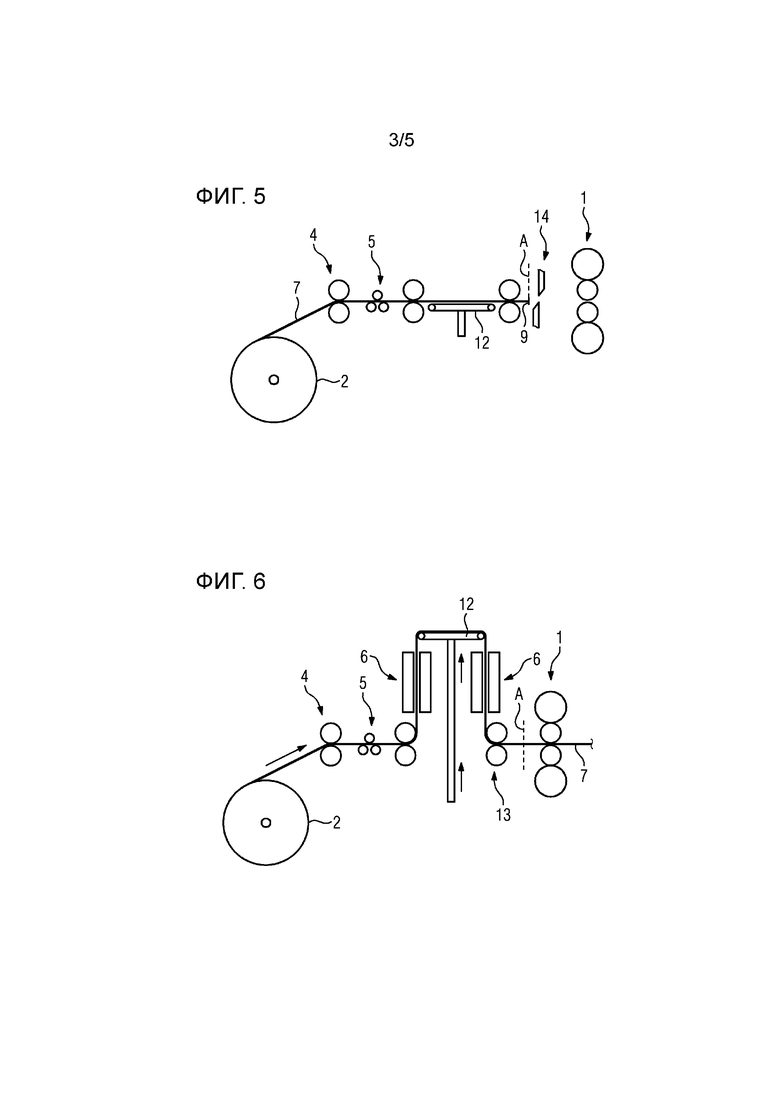
фиг.5: стан холодной прокатки с фиг.4 во время паузы между прокатками, между прокаткой первой стальной полосы и прокаткой второй стальной полосы;
фиг.6: стан холодной прокатки с фиг.4 во время прокатки второй стальной полосы;
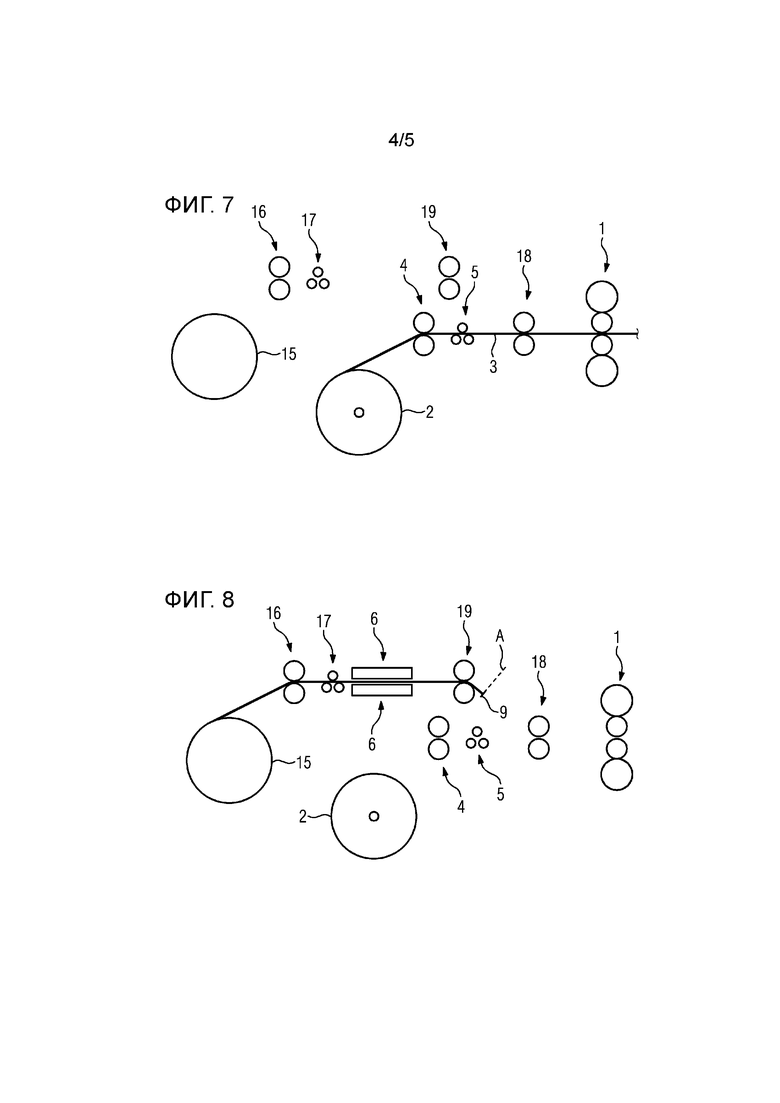
фиг.7: другой стан холодной прокатки по время прокатки первой стальной полосы;
фиг.8: стан холодной прокатки с фиг.7 во время паузы между прокатками, между прокаткой первой стальной полосы и прокаткой второй стальной полосы, и
фиг.9: стан холодной прокатки с фиг.7 во время прокатки второй стальной полосы.
Описание вариантов осуществления
Ниже со ссылкой на фиг.1-3 сначала поясняется первый вариант осуществления настоящего изобретения.
В соответствии с фиг.1 стан холодной прокатки имеет прокатную клеть 1 и первый разматыватель 2. Посредством первого разматывателя 2 разматывается первая стальная полоса 3. Первая стальная полоса 3 подается к прокатной клети 1, выходя из первого разматывателя 2, по первому пути и в прокатной клети 1 подвергается холодной прокатке непосредственно после разматывания. Термин «непосредственно после разматывания» должен означать, что между разматыванием первой стальной полосы 3 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки. То есть совершаемый прокатной клетью 1 проход прокатки является первым проходом холодной прокатки. Однако возможно, чтобы имелись другие устройства, через которые первая стальная полоса 3 проходит между разматыванием с первого разматывателя 2 и достижением прокатной клети 1. Примерами таких устройств, соответственно изображению на фиг.1, являются пара 4 направляющих роликов и правильно-тянущее устройство 5.
Возможно, чтобы прокатная клеть 1 была единственной прокатной клетью стана холодной прокатки. В этом случае в прокатной клети 1 осуществляется, как правило, реверсируемая прокатка стальной полосы 3. Альтернативно после прокатной клети 1 могут быть расположены другие, не изображенные на фиг.1 прокатные клети. Реализация одного или другого варианта осуществления в рамках настоящего изобретения имеет второстепенное значение. Ведь в рамках настоящего изобретения важен первый проход холодной прокатки.
На пути от первого разматывателя 2 к прокатной клети 1, то есть во время подачи к прокатной клети 1, первая стальная полоса 3 не нагревается. По этой причине на фиг.1 также не изображено нагревательное устройство 6, которое вводится позднее (см. фиг.2 и 3). В частности, на этой фазе эксплуатации стана холодной прокатки оно также не расположено на первом пути. Таким образом, первая стальная полоса 3 подается к прокатной клети 1, имея ту температуру, которую первая стальная полоса 3 имеет при разматывании с первого разматывателя 2.
После прокатки первой стальной полосы 3 сначала наступает, чаще всего относительно короткая, пауза между прокатками. Во время паузы между прокатками, соответственно изображению на фиг.2, в прокатной клети 1 не прокатывается никакая стальная полоса, то есть ни первая стальная полоса 3, ни вторая стальная полоса 7 (см. фиг.3). Однако после паузы между прокатками прокатывается вторая стальная полоса 7. Соответствующее состояние стана холодной прокатки изображено на фиг.3.
Для холодной прокатки второй стальной полосы 7 вторая стальная полоса 7 тоже разматывается с первого разматывателя 2 и затем подается к прокатной клети 1. Подача осуществляется с выходом из первого разматывателя 2, однако по второму пути. Вторая стальная полоса 7 также подвергается холодной прокатке в прокатной клети 1 непосредственно после разматывания. Термин «непосредственно после разматывания», как и ранее, должен означать, что между разматыванием второй стальной полосы 7 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки. То есть совершаемый прокатной клетью 1 проход прокатки является первым проходом холодной прокатки. Однако возможно, чтобы имелись другие устройства, через которые вторая стальная полоса 7 проходит между разматыванием с первого разматывателя 2 и достижением прокатной клети 1. Примерами таких устройств являются, как и ранее, пара 4 направляющих роликов и правильно-тянущее устройство 5.
Однако, в отличие от первой стальной полосы 3, вторая стальная полоса 7 на пути от первого разматывателя 2 к прокатной клети 1, то есть во время подачи к прокатной клети 1, нагревается. По этой причине на втором пути расположено нагревательное устройство 6. Таким образом, вторая стальная полоса 7 подается к прокатной клети 1, имея температуру, повышенную по сравнению с температурой, которую имеет вторая стальная полоса 7 при разматывании с первого разматывателя 2.
Для создания необходимого места для нагревательного устройства 6 в рамках варианта осуществления фиг.1-3 первый разматыватель 2 расположен на подвижной платформе 8. Например, эта подвижная платформа 8 может быть расположена на рельсах (не изображено). Подвижная платформа 8 может размещаться по меньшей мере в первом положении (фиг.1, фиг.2: изображено справа штриховой линией) и втором положении (фиг.2: изображено слева сплошной линией и фиг.3). Таким образом, в первом положении платформы 8 первый разматыватель 2 расположен ближе к прокатной клети 1, чем во втором положении платформы 8. При этом, с одной стороны, второй путь, так же, как и первый путь, распространяется от первого разматывателя 2 к прокатной клети 1. Однако второй путь длиннее, чем первый путь, так как первый разматыватель 2 во втором положении платформы 8 удален от прокатной клети 1 на большее расстояние, чем в первом положении платформы 8.
В рамках варианта осуществления в соответствии с фиг.1-3 нагревательное устройство 6 из отставленного положения может приставляться ко второй стальной полосе 7. Приставление осуществляется предпочтительно в направлении, которое проходит параллельно второй стальной полосе 7, но направлено поперек направления транспортировки. Направление транспортировки представляет собой то направление, в котором вторая стальная полоса 7 перемещается от первого разматывателя 2 к прокатной клети 1. Альтернативно можно было бы приставлять нагревательное устройство 6 ко второй стальной полосе 7 сверху и/или снизу.
Нагревательное устройство 6 может быть выполнено в соответствии с потребностью. Предпочтительно оно выполнено в виде индукционного нагрева.
В отдельных случаях может иметься возможность, чтобы нагревательное устройство 6 могло приставляться ко второй стальной полосе 7 независимо от того, находится ли подвижная платформа 8 в первом или во втором положении. Но по меньшей мере, соответствующая возможность приставления имеется, когда подвижная платформа 8 находится во втором положении.
Для прокатки второй стальной полосы 7, соответственно изображению на фиг.3, вторая стальная полоса 7 сначала, выходя из первого разматывателя 2, подается к прокатной клети 1. Однако эта подача к прокатной клети 1 заканчивается прежде, чем головная часть 9 второй стальной полосы 7 достигнет прокатной клети 1. Например, подача может заканчиваться, когда головная часть 9 полосы достигает места, обозначенного на фиг.2 буквой A. Затем после остановки второй стальной полосы 7 ко второй стальной полосе 7 приставляется нагревательное устройство 6. При этом нагревательное устройство 6 после приставления, если смотреть в направлении транспортировки второй стальной полосы 7, находится возле участка второй стальной полосы 7, который в этот момент времени уже размотан. Например, нагревательное устройство 6 при соответствующем варианте осуществления может окружать этот участок. Только после приставления нагревательного устройства 6 ко второй стальной полосе 7 продолжается подача второй стальной полосы 7 к прокатной клети 1. Это продолжение осуществляется, пока головная часть 9 полосы не достигнет прокатной клети 1 и не будет захвачена прокатной клетью 1. После этого начинается прокатка второй стальной полосы 7.
Предпочтительно после приставления нагревательного устройства 6 ко второй стальной полосе 7 дальнейшая подача к прокатной клети 1 осуществляется не сразу. Более того, предпочтительно сначала вторая стальная полоса 7 несколько отводится от прокатной клети 1. Этот отвод осуществляется предпочтительно на такое расстояние, чтобы головная часть 9 второй стальной полосы 7 остановилась у выхода нагревательного устройства 6, то есть примерно в месте, обозначенном на фиг.2 буквой B.
Кроме того, соответственно изображению на фиг.2, возможно, чтобы между двумя обозначенными буквами A и B местами были расположены ножницы 10. В этом случае головная часть 9 полосы перед отводом может обрезаться. Кроме того, возможно, чтобы между двумя обозначенными буквами A и B местами, в случае если имеются ножницы 10, между ножницами и местом, обозначенным буквой A, был расположен прижимной ролик 11. Этот прижимной ролик 11, как правило, может приставляться ко второй стальной полосе 7, например, путем наклона. Посредством прижимного ролика 11 может, в частности, достигаться точное позиционирование второй стальной полосы 7 при приставлении нагревательного устройства 6. В частности, при этом во время приставления нагревательного устройства 6 ко второй стальной полосе 7 может подавляться возможная «лыжа» (то есть отогнутая кверху головная часть 9 полосы). Благодаря этому заметно снижается опасность повреждения нагревательного устройства 6. То же самое относится к тому случаю, когда вторая стальная полоса 7 имеет большие неплоскостности.
Теперь со ссылкой на фиг.4-6 поясняется второй вариант осуществления настоящего изобретения.
В соответствии с фиг.4 стан холодной прокатки, как и ранее, имеет прокатную клеть 1 и первый разматыватель 2. Посредством первого разматывателя 2 разматывается первая стальная полоса 3. Эта первая стальная полоса 3 подается к прокатной клети 1, выходя из первого разматывателя 2, по первому пути и непосредственно после разматывания подвергается холодной прокатке в прокатной клети 1. Термин «непосредственно после разматывания», как и ранее, должен означать, что между разматыванием первой стальной полосы 3 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки.
Как и ранее, возможно, чтобы прокатная клеть 1 была единственной прокатной клетью стана холодной прокатки. Альтернативно после прокатной клети 1 могут быть расположены другие, не изображенные на фиг.4 прокатные клети.
На пути от первого разматывателя 2 к прокатной клети 1, то есть по время подачи к прокатной клети 1, первая стальная полоса 3, как и ранее, не нагревается. По этой причине нагревательное устройство 6 (см. фиг.5 и 6) на фиг.4 также не изображено. В частности, на этой фазе эксплуатации стана холодной прокатки оно не расположено также на первом пути. Таким образом, первая стальная полоса 3 подается к прокатной клети 1, как и ранее, имея ту температуру, которую первая стальная полоса 3 имеет при разматывании с первого разматывателя 2.
После прокатки первой стальной полосы 3 сначала, как и ранее, наступает, чаще всего относительно короткая, пауза между прокатками. Во время паузы между прокатками в соответствии с фиг.5 в прокатной клети 1 не прокатывается никакая стальная полоса, то есть ни первая стальная полоса 3, ни вторая стальная полоса 7 (см. фиг.6). Однако после паузы между прокатками прокатывается вторая стальная полоса 7. Соответствующее состояние стана холодной прокатки изображено на фиг.6.
Для холодной прокатки второй стальной полосы 7 вторая стальная полоса 7, как и ранее, тоже разматывается с первого разматывателя 2 и затем подается к прокатной клети 1. Подача осуществляется с выходом из первого разматывателя 2, по второму пути. Вторая стальная полоса 7 также подвергается холодной прокатке в прокатной клети 1 непосредственно после разматывания. Термин «непосредственно после разматывания», как и ранее, должен означать, что между разматыванием второй стальной полосы 7 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки. То есть совершаемый прокатной клетью 1 проход прокатки является первым проходом холодной прокатки.
Однако, в отличие от первой стальной полосы 3, вторая стальная полоса 7, как и ранее, на пути от первого разматывателя 2 к прокатной клети 1, то есть во время подачи к прокатной клети 1, нагревается. По этой причине на втором пути расположено нагревательное устройство 6. Таким образом, вторая стальная полоса 7 подается к прокатной клети 1, имея температуру, повышенную по сравнению с температурой, которую имеет вторая стальная полоса 7 при разматывании с первого разматывателя 2.
Для создания необходимого места для нагревательного устройства 6 в рамках варианта осуществления фиг.4-6 между первым разматывателем 2 и прокатной клетью 1 расположен петледержатель 12. Этот петледержатель 12 может размещаться по меньшей мере в первом положении (фиг.4, фиг.5) и втором положении (фиг.6). В первом положении через петледержатель 12 проходит первая стальная полоса 3 без отклонения и вместе с тем также без образования петли. Во втором расположении через петледержатель 12 проходит вторая стальная полоса 7 с образованием петли. Поэтому второй путь длиннее первого пути.
В рамках варианта осуществления в соответствии с фиг.4-6 нагревательное устройство 6 из отставленного положения может приставляться ко второй стальной полосе 7. Приставление осуществляется предпочтительно в направлении, которое проходит параллельно второй стальной полосе 7, но направлено поперек (локального) направления транспортировки второй стальной полосы 7. Направление транспортировки представляет собой то направление, в котором вторая стальная полоса 7 (локально) перемещается от первого разматывателя 2 к прокатной клети 1. В частности, вторая стальная полоса 1 в области петли, соответственно изображению на фиг.6, может перемещаться по существу вертикально, и нагревательное устройство 6 может приставляться ко второй стальной полосе 7 в области петли по существу горизонтально и параллельно направлению ширины второй стальной полосы 7.
Нагревательное устройство 6 может быть выполнено в соответствии с потребностью. Предпочтительно оно выполнено в виде индукционного нагрева.
В рамках варианта осуществления стана холодной прокатки в соответствии с фиг.4-6 нагревательное устройство 6 может приставляться ко второй стальной полосе 7 по меньшей мере тогда, когда петледержатель 12 находится во втором положении. Чаще всего даже исключительно тогда имеется такая возможность приставления.
Для прокатки второй стальной полосы 7, соответственно изображению на фиг.6, вторая стальная полоса 7 сначала, выходя из первого разматывателя 2, подается к прокатной клети 1. Однако эта подача к прокатной клети 1 заканчивается прежде, чем головная часть 9 второй стальной полосы 7 достигнет прокатной клети 1. Например, подача может заканчиваться, когда головная часто 9 полосы достигает места, обозначенного на фиг.5 буквой A. На небольшом расстоянии перед этим местом находится, как правило, тянущее устройство 13, которое тянет вторую стальную полосу 7 (а также первую стальную полосу 3). Когда головная часть 9 второй стальной полосы 7 достигает тянущего устройства 13, петледержатель 12, как правило, еще находится в первом положении. После того, как тянущее устройство 13 захватило головную часть 9 полосы, петледержатель 12 переводится из первого во второе положение. При этом вторая стальная полоса 7 разматывается настолько, насколько это требуется для образования петли. Когда петледержатель 12 достиг второго положения, тогда ко второй стальной полосе 7 приставляется нагревательное устройство 6. При этом нагревательное устройство 6 после приставления, если смотреть в направлении транспортировки второй стальной полосы 7, находится возле участка второй стальной полосы 7, который в этот момент времени уже размотан. Только после приставления нагревательного устройства 6 ко второй стальной полосе 7 продолжается подача второй стальной полосы 7 к прокатной клети 1. Это продолжение осуществляется, пока головная часть 9 полосы не достигнет прокатной клети 1 и не будет захвачена прокатной клетью 1. После этого начинается прокатка второй стальной полосы 7.
Соответственно изображению на фиг.5, возможно также, чтобы между тянущим устройством 13 и прокатной клетью 1 были расположены ножницы 14. В этом случае головная часть 9 полосы перед подачей к прокатной клети 1 может обрезаться.
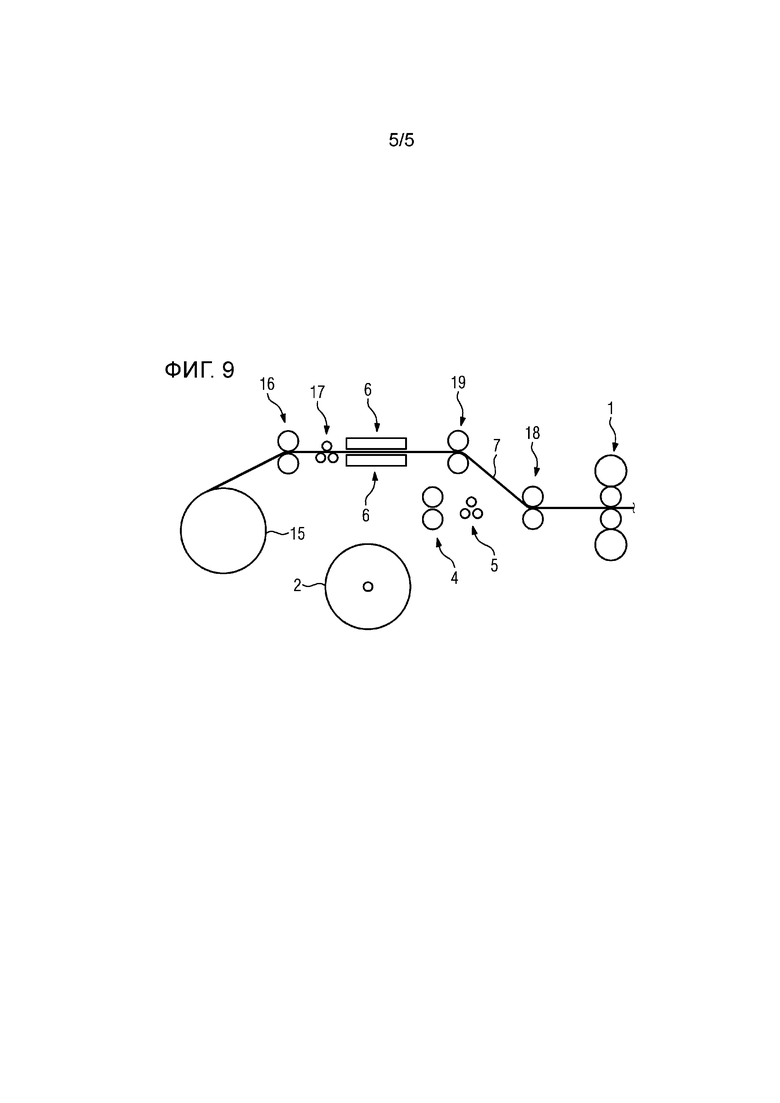
Теперь со ссылкой на фиг.7-9 поясняется третий вариант осуществления настоящего изобретения.
В соответствии с фиг.7 стан холодной прокатки, как и ранее, имеет прокатную клеть 1 и первый разматыватель 2. Посредством первого разматывателя 2 разматывается первая стальная полоса 3. Эта первая стальная полоса 3 подается к прокатной клети 1, выходя из первого разматывателя 2, по первому пути и непосредственно после разматывания подвергается холодной прокатке в прокатной клети 1. Термин «непосредственно после разматывания», как и ранее, должен означать, что между разматыванием первой стальной полосы 3 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки. Однако, соответственно изображению на фиг.7-9, возможно, чтобы имелись другие устройства, через которые первая стальная полоса 3 проходит между разматыванием с первого разматывателя 2 и достижением прокатной клети 1. Примерами таких устройств, аналогично варианту осуществления в соответствии с фиг.1-3, являются пара 4 направляющих роликов и правильно-тянущее устройство 5.
Снова, как и ранее, возможно, чтобы прокатная клеть 1 была единственной прокатной клетью стана холодной прокатки. Альтернативно после прокатной клети 1 могут быть расположены другие, не изображенные на фиг.7 прокатные клети.
На пути от первого разматывателя 2 к прокатной клети 1, то есть во время подачи к прокатной клети 1, первая стальная полоса 3, как и ранее, не нагревается. Таким образом, первая стальная полоса 3 подается к прокатной клети 1, как и ранее, имея ту температуру, которую первая стальная полоса 3 имеет при разматывании с первого разматывателя 2.
После прокатки первой стальной полосы 3 сначала, как и ранее, наступает, чаще всего относительно короткая, пауза между прокатками. Соответствующее состояние изображено на фиг.8. Во время паузы между прокатками в прокатной клети 1 не прокатывается никакая стальная полоса, то есть ни первая стальная полоса 3, ни вторая стальная полоса 7 (см. фиг.9). Однако после паузы между прокатками, соответственно изображению на фиг.9, прокатывается вторая стальная полоса 7.
Для холодной прокатки второй стальной полосы 7 вторая стальная полоса 7 разматывается со второго разматывателя 15 и затем подается к прокатной клети 1. Второй разматыватель 15 представляет собой разматыватель, отличающийся от первого разматывателя 2. Подача осуществляется с выходом из второго разматывателя 15, по второму пути. Вторая стальная полоса 7 также подвергается холодной прокатке в прокатной клети 1 непосредственно после разматывания. Термин «непосредственно после разматывания», как и ранее, должен означать, что между разматыванием второй стальной полосы 7 и совершаемым прокатной клетью 1 проходом прокатки не осуществляется никакой другой проход прокатки. То есть совершаемый прокатной клетью 1 проход прокатки является первым проходом холодной прокатки. Однако, соответственно изображению на фиг.7-9, возможно, чтобы имелись другие устройства, через которые вторая стальная полоса 7 проходит между разматыванием со второго разматывателя 15 и достижением прокатной клети 1. Примерами таких устройств являются, соответственно изображению на фиг. 7-9, пара 4 направляющих роликов и правильно-тянущее устройство 5.
В отличие от первой стальной полосы 3, вторая стальная полоса 7, как и ранее, на пути от второго разматывателя 15 к прокатной клети 1, то есть во время подачи к прокатной клети 1, нагревается. По этой причине на втором пути расположено нагревательное устройство 6. Таким образом, вторая стальная полоса 7 подается к прокатной клети 1, имея температуру, повышенную по сравнению с температурой, которую имеет вторая стальная полоса 7 при разматывании со второго разматывателя 15.
Чтобы можно было подавать к прокатной клети 1 как выходящую из первого разматывателя 2 первую стальную полосу 3, так и выходящую из второго разматывателя 15 вторую стальную полосу 7, перед прокатной клетью 1 расположено тянущее устройство 18. Таким образом, оба пути распространяются от соответствующего разматывателя 2, 15 через тянущее устройство 18 к прокатной клети 1.
Чтобы также можно было по возможности сократить расстояние от первого разматывателя 2 до прокатной клети 1, в рамках варианта осуществления фиг.7-9 нагревательное устройство 6 расположено между вторым разматывателем 15 и тянущим устройством 18. Из-за наличия нагревательного устройства 6 также расстояние от второго разматывателя 15 до тянущего устройства 18 больше, чем расстояние от первого разматывателя 2 до тянущего устройства 18. Следовательно, также второй путь (то есть путь от второго разматывателя 15 до прокатной клети 1) больше первого пути (то есть пути от первого разматывателя 2 до прокатной клети 1).
В рамках варианта осуществления в соответствии с фиг.7-9 возможно, чтобы нагревательное устройство 6 было расположено стационарно. Однако предпочтительно и в этом варианте осуществления нагревательное устройство из отставленного положения может приставляться ко второй стальной полосе 7. Приставление осуществляется предпочтительно в направлении, которое проходит параллельно второй стальной полосе 7, но направлено поперек (локального) направления транспортировки второй стальной полосы 7. Направление транспортировки представляет собой то направление, в котором вторая стальная полоса 7 в области нагревательного устройства 6 локально перемещается от второго разматывателя 15 к тянущему устройству 18.
Нагревательное устройство 6 может быть выполнено в соответствии с потребностью. Предпочтительно оно выполнено в виде индукционного нагрева.
Для прокатки второй стальной полосы 7, соответственно изображению на фиг.9, вторая стальная полоса 7 сначала, выходя из второго разматывателя 15, подается к прокатной клети 1. Однако эта подача к прокатной клети 1 заканчивается прежде, чем головная часть 9 второй стальной полосы 7 достигнет прокатной клети 1. Например, подача может заканчиваться, когда головная часть 9 полосы достигает места, обозначенного на фиг.8 буквой A. На небольшом расстоянии перед этим местом находится, как правило, пара 19 направляющих роликов, которая тянет вторую стальную полосу 7 (но, как правило, не первую стальную полосу 3). То есть эта пара 19 направляющих роликов находится перед тянущим устройством 18. После того, как пара 19 направляющих роликов захватила головную часть 9 полосы, при необходимости на небольшом расстоянии перед или на небольшом расстоянии за парой 19 направляющих роликов посредством ножниц (не изображено) может осуществляться обрезка головной части 9 полосы. В этом состоянии, при наличии или без, и при известных условиях до или после обрезки головной части 9 полосы, нагревательное устройство 6 приставляется ко второй стальной полосе 7. При этом нагревательное устройство 6 после приставления, если смотреть в направлении транспортировки второй стальной полосы 7, находится возле участка второй стальной полосы 7, который в этот момент времени уже размотан. Только после приставления нагревательного устройства 6 ко второй стальной полосе 7 продолжается подача второй стальной полосы 7 к прокатной клети 1. Это продолжение осуществляется, пока головная часть 9 полосы не достигнет прокатной клети 1 и не будет захвачена прокатной клетью 1. После этого начинается прокатка второй стальной полосы 7.
Возможны также разные варианты осуществления поясненных выше принципов. Так, в рамках поясненного в последнюю очередь варианта осуществления, например, можно снимать верхний ролик пары 19 направляющих роликов со второй стальной полосы 7, как только тянущее устройство 18 захватывает вторую стальную полосу 7. Кроме того, верхний ролик пары 19 направляющих роликов может одновременно выполнять также функцию прижимного ролика. Кроме того, последовательность, в которой прокатываются первая и вторая стальная полоса 3, 7, во всех вариантах осуществления настоящего изобретения имеет второстепенное значение. То есть может сначала прокатываться вторая стальная полоса 7, и только после этого, после паузы между прокатками - первая стальная полоса 3.
Настоящее изобретение имеет многие преимущества. Так, в частности стальные полосы, которые в холодном состоянии являются относительно пластичными, могут классифицироваться как первые стальные полосы 3 и, как и в уровне техники, прокатываться с очень малой немерной длиной. Стальные полосы, которые в холодном состоянии являются хрупкими и ломкими, в частности электротехнический стальной лист, могут, в отличие от этого, классифицироваться как вторые стальные полосы 7, так что эти стальные полосы перед прокаткой в прокатной клети 1 нагреваются. Поэтому эти стальные полосы, хотя и имеют большую немерную длину, но могут прокатываться надежно и без опасности трещин на полосе. Кроме того, вследствие приставления нагревательного устройства 6 только после проведения соответствующей второй стальной полосы 7 через область, в которой нагревательное устройство 6 приставляется к соответствующей второй стальной полосе 7, нагревательное устройство 6 также надежно защищается даже тогда, когда соответствующая вторая стальная полоса 7 сильно изогнута или имеет «лыжу». Кроме того, в случае варианта осуществления в соответствии с фиг.7-9, в случае выхода из строя одного из двух разматывателей 2, 15 возможна дальнейшая эксплуатация стана холодной прокатки. Кроме того, изобретение допускает также дооснащение уже существующих станов холодной прокатки периодического действия. Затраты, необходимые для реконструкции соответствующего стана холодной прокатки, относительно невелики.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Прокатная клеть
2, 15 Разматыватель
3, 7 Стальные полосы
4, 16, 19 Пары направляющих роликов
5, 17 Правильно-тянущее устройство
6 Нагревательное устройство
8 Подвижная платформа
9 Головная часть полосы
10, 14 Ножницы
11 Прижимной ролик
12 Петледержатель
13, 18 Тянущие устройства
A, B Места.
Изобретение относится к прокатке стальных полос. Осуществляют прокатку первой стальной полосы и второй стальной полосы в одной прокатной клети стана холодной прокатки. Между прокаткой первой стальной полосы и прокаткой второй стальной полосы обеспечивают паузу между прокатками. Первую стальную полосу подают к прокатной клети, выходящей из первого разматывателя, по первому пути и во время подачи к прокатной клети не нагревают. Вторую стальную полосу подают к прокатной клети, выходящей из первого разматывателя или из второго разматывателя, отличающегося от первого разматывателя, по второму пути и во время подачи к прокатной клети нагревают. Второй путь длиннее первого пути. В результате обеспечивается возможность прокатки хрупких и ломких стальных полос в стане холодной прокатки периодического действия без опасности появления трещин на полосе. 2 н. и 8 з.п. ф-лы, 9 ил.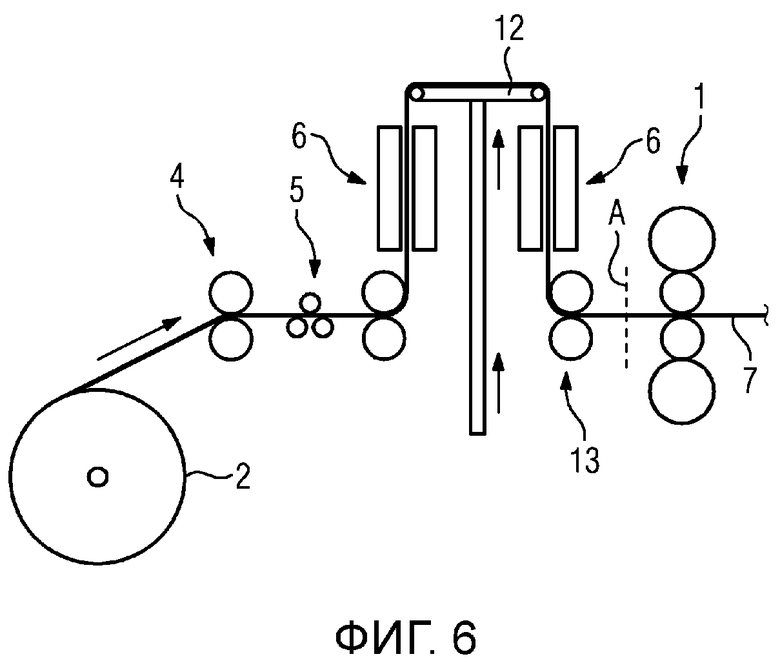
1. Способ прокатки стальных полос, включающий
прокатку первой стальной полосы (3) и второй стальной полосы (7) по меньшей мере в одной прокатной клети (1) стана холодной прокатки;
при этом между прокаткой первой стальной полосы (3) и прокаткой второй стальной полосы (7) обеспечивают паузу между прокатками, во время которой не прокатывают никакую стальную полосу;
при этом первую стальную полосу (3) подают к прокатной клети (1), выходящей из первого разматывателя (2), по первому пути и во время подачи к прокатной клети (1) не нагревают;
при этом вторую стальную полосу (7) подают к прокатной клети (1), выходящей из первого разматывателя (2) или из второго разматывателя (15), отличающегося от первого разматывателя (2), по второму пути и во время подачи к прокатной клети (1) нагревают;
причем второй путь длиннее первого пути.
2. Способ по п.1,
отличающийся тем, что
вторую стальную полосу (7) нагревают посредством индукционного нагрева (6).
3. Способ по п.1 или 2,
отличающийся тем, что
вторую стальную полосу (7), выходящую из первого или из второго разматывателя (2, 15), сначала подают к прокатной клети (1), причем эта подача к прокатной клети (1) заканчивается прежде, чем головная часть (9) второй стальной полосы (7) достигнет прокатной клети (1);
затем ко второй стальной полосе (7) приставляют нагревательное устройство (6), так что нагревательное устройство (6), если смотреть в направлении транспортировки второй стальной полосы (7), находится возле уже размотанного в этот момент времени участка второй стальной полосы (7), и
только после этого продолжают подачу второй стальной полосы (7) к прокатной клети (1), так что головная часть (9) полосы достигает прокатной клети (1) и захватывается прокатной клетью (1).
4. Способ по п.3,
отличающийся тем, что
между приставлением нагревательного устройства (6) ко второй стальной полосе (7) и последующим продолжением подачи второй стальной полосы (7) к прокатной клети (1) вторую стальную полосу (7) частично отводят от прокатной клети (1), так чтобы головная часть (9) второй стальной полосы (7) остановилась у выхода нагревательного устройства (6).
5. Стан холодной прокатки, содержащий
прокатную клеть (1), выполненную для прокатки первой стальной полосы (3) непосредственно после разматывания первой стальной полосы (3) с первого разматывателя (2), и прокатки второй стальной полосы (7) непосредственно после разматывания второй стальной полосы (7) с первого разматывателя (2) или со второго разматывателя (15), отличающегося от первого разматывателя (2);
первый путь, по которому первая стальная полоса (3), выходящая из первого разматывателя (2), подается к прокатной клети (1);
причем первый путь выполнен без нагревательного устройства для нагрева первой стальной полосы (3), чтобы первая стальная полоса (3) подавалась к прокатной клети (1), имея ту температуру, которую первая стальная полоса (3) имеет при разматывании с первого разматывателя (2);
второй путь, по которому вторая стальная полоса (7), выходящая из первого или второго разматывателя (2, 15), подается к прокатной клети (1);
причем второй путь содержит нагревательное устройство (6) для нагрева второй стальной полосы (7), обеспечивающее подачу второй стальной полосы (7) к прокатной клети (1) с температурой, повышенной по сравнению с температурой, которую вторая стальная полоса (7) имеет при разматывании с первого или второго разматывателя (2, 15), и
причем второй путь длиннее первого пути.
6. Стан холодной прокатки по п.5,
отличающийся тем, что
первый разматыватель (2) для разматывания второй стальной полосы (7) расположен на подвижной платформе (8), выполненной с возможностью размещения по меньшей мере в первом положении и втором положении, при этом первый разматыватель (2) в первом положении платформы (8) расположен ближе к прокатной клети (1), чем во втором положении платформы (8), так что первый путь проходит от первого разматывателя (2) к прокатной клети (1), в то время как платформа (8) находится в первом положении, а второй путь проходит от первого разматывателя (2) к прокатной клети (1), в то время как платформа (8) находится во втором положении, причем
нагревательное устройство (6) выполнено с возможностью приставления ко второй стальной полосе (7) по меньшей мере тогда, когда подвижная платформа (8) находится во втором положении, параллельно второй стальной полосе (7), но поперек направления транспортировки второй стальной полосы (7) от первого разматывателя (2) к прокатной клети (1), или приставления ко второй стальной полосе (7) ортогонально второй стальной полосе (7).
7. Стан холодной прокатки по п.5,
отличающийся тем, что
между первым разматывателем (2) для разматывания второй полосы (7) и прокатной клетью (1) расположен петледержатель (12), имеющий два расположения, причем в первом расположении петледержателя (12) первая стальная полоса (3) проходит через него без отклонения, а во втором расположении петледержателя (12) вторая стальная полоса (7) проходит с образованием петли, так что первый путь проходит от первого разматывателя (2) к прокатной клети (1) без образования петли, а второй путь проходит от первого разматывателя (2) к прокатной клети (1) с образованием петли;
причем нагревательное устройство (6) выполнено с возможностью приставления ко второй стальной полосе (7), по меньшей мере тогда, когда петледержатель (12) находится во втором положении, в области петли параллельно второй стальной полосе (7), но поперек направления транспортировки второй стальной полосы (7) в области петли.
8. Стан холодной прокатки по п.5,
отличающийся тем, что
второй разматыватель (15) обеспечивает разматывание второй стальной полосы (7);
причем перед прокатной клетью (1) расположено тянущее устройство (18), так что первый путь проходит от первого разматывателя (2) через тянущее устройство (18) к прокатной клети (1), а второй путь проходит от второго разматывателя (15) через тянущее устройство (18) к прокатной клети (1), причем нагревательное устройство (6) расположено между вторым разматывателем (15) и тянущим устройством (18).
9. Стан холодной прокатки по п.8,
отличающийся тем, что
нагревательное устройство (6) выполнено с возможностью приставления ко второй стальной полосе (7) параллельно второй стальной полосе (7), но поперек направления транспортировки второй стальной полосы (7) от второго разматывателя (15) к тянущему устройству (18), или приставления ко второй стальной полосе (7) ортогонально второй стальной полосе (7).
10. Стан холодной прокатки по любому из пп.5-9,
отличающийся тем, что
нагревательное устройство (6) выполнено в виде индукционного нагревательного устройства.
| DE 102009052779 A1, 12.05.2011 | |||
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| Способ холодной прокатки полос наОдНОКлЕТьЕВОМ CTAHE | 1979 |
|
SU850234A1 |
| US 2016016212 A1, 21.01.2016. | |||

