Изобретение относится к области технологических процессов машиностроения, в частности к ремонту блока цилиндров двигателя внутреннего сгорания.
Известен способ ремонта блока цилиндров двигателя внутреннего сгорания, при котором выполняют расточку блока цилиндров двигателя в зоне посадки втулки цилиндра, а образовавшийся зазор между расточкой блока цилиндров двигателя и втулкой цилиндра компенсируют наполнителем. В качестве наполнителя используют эластомер ГЕН-150(B) или эпоксидную смолу («Правила капитального ремонта тепловозов типа ТЭМ 1, ТЭМ 2», МПС РФ, М., «ЭРА» 1994, стр.12, п.7.1.2).
Недостатком известного способа является компенсация зазора между блоком цилиндров двигателя и втулкой цилиндра наполнителем, который при эксплуатации двигателя разрушается из-за высоких температур и циклических нагрузок в зоне контакта блока цилиндров двигателя и втулки цилиндра, что снижает ресурс блока цилиндров двигателя, надежность его эксплуатации, повышает трудозатраты и время ремонта блока цилиндров.
Известен способ ремонта блока цилиндров двигателя внутреннего сгорания, принятый в качестве прототипа, включающий выполнение расточки блока цилиндров двигателя в зоне посадки втулки цилиндра с последующей компенсацией образовавшегося зазора между расточкой блока цилиндров и втулкой цилиндра, в расточку блока цилиндров устанавливают предварительно охлажденное опорное кольцо, выполненное ступенчатым с большой и малой наружными боковыми сторонами, опорным буртом и нижним торцом, причем опорное кольцо контактирует с блоком цилиндров большой наружной боковой стороной, и обеспечивают его натяг в пределах 0,236-0,330 мм и оставляют зазор между нижним торцом и блоком цилиндров двигателя не менее 0,1 мм, охлаждение опорного кольца производят в жидком азоте в течение 15-25 минут (RU, патент на изобретение №2365479, МПК B23P 6/02, F02B 1/00, опубл. 2009 г.).
Недостатком данного способа является то, что наличие зазора между малой наружной боковой стороной опорного кольца и торцом расточки блока цилиндров со стороны прилегания крышки цилиндра усложняет процесс уплотнения зазора и требует дополнительной обработки торца расточки блока под крышку цилиндра, что повышает трудозатраты и время ремонта блока цилиндров двигателя.
Техническим результатом изобретения является снижение трудозатрат и времени ремонта блока цилиндров двигателя за счет исключения зазора между малой наружной боковой стороной опорного кольца и торцом расточки блока цилиндров со стороны прилегания крышки цилиндра, а также увеличение ресурса блока цилиндров и повышение надежности.
Указанный технический результат достигается тем, что в способе ремонта блока цилиндров двигателя внутреннего сгорания, включающем выполнение расточки отверстия блока цилиндров двигателя в зоне посадки втулки блока цилиндров с последующей компенсацией образовавшегося зазора между отверстием расточки блока цилиндров и втулкой, в отверстие расточки блока цилиндров устанавливают предварительно охлажденное опорное кольцо, выполненное ступенчатым с большой и малой наружными боковыми сторонами, опорным буртом и нижним торцом, причем опорное кольцо контактирует с блоком цилиндров большой наружной боковой стороной, обеспечивают натяг кольца в пределах 0,236-0,330 мм и оставляют зазор h между нижним торцом кольца и блоком цилиндров двигателя не менее 0,1 мм, охлаждение опорного кольца производят в жидком азоте в течение 15-25 мин; большую и малую наружные боковые стороны опорного кольца покрывают перед запрессовкой цинком или медью толщиной t не менее величины шероховатости поверхности, а малую наружную боковую сторону опорного кольца и расточку отверстия блока цилиндров выполняют с обеспечением натяга в пределах 0,236-0,330 мм.
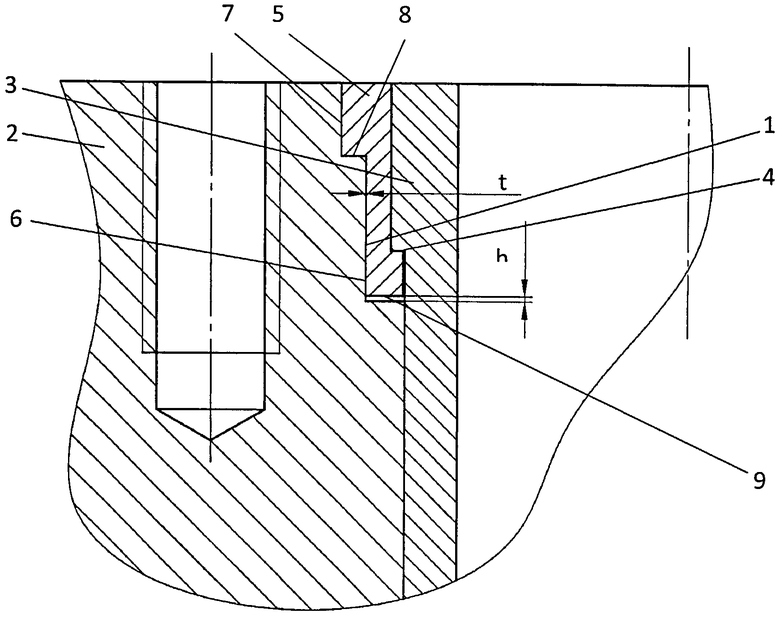
На чертеже изображен фрагмент разреза блока цилиндров с опорным кольцом.
В блоке цилиндров двигателя внутреннего сгорания выполняют расточку отверстия 1 блока цилиндров 2 двигателя в зоне посадки втулки 3 с последующей компенсацией зазора 4 между расточкой отверстия 1 блока цилиндров и втулкой 3, в расточку отверстия 1 устанавливают с натягом опорное кольцо 5, выполненное ступенчатым с большой 6 и малой 7 наружными боковыми сторонами, опорным буртом 8 и нижним торцом 9, между нижним торцом 9 кольца 5 и блоком цилиндров 2 двигателя оставляют зазор h, большую 6 и малую 7 наружные боковые стороны опорного кольца 5 покрывают перед запрессовкой цинком или медью толщиной t.
Способ ремонта цилиндров двигателя внутреннего сгорания осуществляют следующим образом.
В блоке цилиндров двигателя внутреннего сгорания выполняют расточку отверстия 1 блока цилиндров 2 двигателя в зоне посадки втулки 3 с последующей компенсацией образовавшегося в ходе эксплуатации зазора 4 между расточкой отверстия 1 блока цилиндров 2 и втулкой 3. Большую 6 и малую 7 наружные боковые стороны опорного кольца 5, выполненного ступенчатым, перед запрессовкой покрывают цинком или медью толщиной t не менее величины шероховатости поверхности для обеспечения герметичности и увеличения коэффициента трения. Предварительно охлажденное в течение 15-25 минут в жидком азоте опорное кольцо 5 с большой 6 и малой 7 наружными боковыми сторонами, опорным буртом 8 и нижним торцом 9 устанавливают в расточку отверстия 1 блока цилиндров 2, причем опорное кольцо 5 контактирует с блоком цилиндров 2 большой 6 и малой 7 наружными боковыми сторонами опорного кольца 5 с натягом в пределах 0,236÷0,330 мм и оставляют зазор h между нижним торцом 9 опорного кольца 5 и блоком цилиндров 2 двигателя не менее 0,1 мм.
Предложенный способ осуществлен на двух опытных тепловозных двигателях внутреннего сгорания, получил положительные результаты и позволит снизить трудозатраты и время ремонта блока цилиндров двигателя, а также увеличит его ресурс и повысит надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2365479C1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
| Способ ремонта двигателей внутреннего сгорания | 1990 |
|
SU1738580A1 |
| Поворотный кулак для автомобилей | 1977 |
|
SU749723A1 |
| РУБАШКА ЖИДКОСТНОГО ОХЛАЖДЕНИЯ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2194172C2 |
| ПРИВОДНАЯ ЧАСТЬ НАСОСА | 2006 |
|
RU2324069C1 |
| Блок цилиндров двигателя внутреннего сгорания | 1988 |
|
SU1629583A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| Блок цилиндров двигателя внутреннего сгорания | 1987 |
|
SU1483071A1 |
Изобретение относится к области технологических процессов машиностроения, в частности к ремонту блока цилиндров двигателя внутреннего сгорания. В способе осуществляют выполнение расточки отверстия блока цилиндров двигателя в зоне посадки втулки блока цилиндров с последующей компенсацией образовавшегося зазора между отверстием расточки блока цилиндров и втулкой, в отверстие расточки блока цилиндров устанавливают предварительно охлажденное опорное кольцо, выполненное ступенчатым с большой и малой наружными боковыми сторонами, опорным буртом и нижним торцом, причем опорное кольцо контактирует с блоком цилиндров большой наружной боковой стороной, обеспечивают натяг кольца в пределах 0,236-0,330 мм и оставляют зазор между нижним торцом кольца и блоком цилиндров двигателя не менее 0,1 мм, охлаждение опорного кольца производят в жидком азоте в течение 15-25 мин. При этом большую и малую наружные боковые стороны опорного кольца перед запрессовкой покрывают цинком или медью, причем толщиной покрытия компенсируют величину шероховатости поверхности, а малую наружную боковую сторону опорного кольца и расточку отверстия блока цилиндров выполняют с обеспечением натяга в пределах 0,236-0,330 мм. Изобретение позволяет снизить трудозатраты и время ремонта за счет исключения зазора между малой наружной боковой стороной опорного кольца и торцом расточки блока цилиндров со стороны прилегания крышки цилиндра, а также увеличить ресурс блока цилиндров и повысить их надежность. 1 ил.
Способ ремонта блока цилиндров двигателя внутреннего сгорания, включающий выполнение расточки отверстия блока цилиндров двигателя в зоне посадки втулки блока цилиндров с последующей компенсацией образовавшегося зазора между отверстием расточки блока цилиндров и втулкой, при этом в отверстие расточки блока цилиндров устанавливают предварительно охлажденное опорное кольцо, выполненное ступенчатым с большой и малой наружными боковыми сторонами, опорным буртом и нижним торцом, причем опорное кольцо контактирует с блоком цилиндров большой наружной боковой стороной, обеспечивают натяг опорного кольца в пределах 0,236-0,330 мм и оставляют зазор между нижним торцом опорного кольца и блоком цилиндров двигателя не менее 0,1 мм, охлаждение опорного кольца производят в жидком азоте в течение 15-25 мин, отличающийся тем, что большую и малую наружные боковые стороны опорного кольца перед запрессовкой покрывают цинком или медью, причем толщиной покрытия компенсируют величину шероховатости поверхности, а малую наружную боковую сторону опорного кольца и расточку отверстия блока цилиндров выполняют с обеспечением натяга в пределах 0,236-0,330 мм.
| СПОСОБ РЕМОНТА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2365479C1 |
| Способ ремонта головок блоков цилиндров двигателя внутреннего сгорания | 1983 |
|
SU1209404A1 |
| Способ Дагиса ремонта двигателей | 1988 |
|
SU1701463A1 |
| US 4486938 A, 11.12.1991 | |||
| DE 3711826 A1, 27.10.1988 | |||

