1
Изобретение относится к трубопрокатному производству, а точнее к механизму смены оправок трубопрокатного стана, может быть использовано в станах продольной прокатки труб на короткой оправке и предназначено для замены изношенных долгоработающих оправок в установках продольной прокатки труб стана тандем . Изобретение может быть использовано для замены коротких оправок в автоматстанах после каждого прохода, в котором применяются на два прохода две различные по диаметру оправки.
Известно устройство дцля замены оправок автоматического трубопрокатного стана, включающее рычаг подачи оправки, имеющий захваты, связанный с ним штоком гидроцилиндр., винтовую. пару, осуществляющую поворот рычага, емкость с охлаждающей жидкостью и опорами для оправок 1.
Недостаток известного устройства для механической укладки оправок в автоматстан заключается в том, что р асхоДуется большое время на вспомогательные операции, несмотря на то, что поворот и отвод (подвод) рычага совмещены по времени.Это характеризуется тем, что как дЛя удаления оправки,так и для установки новой оправки необходимо выполнять длинный путь перемещения рычага, который бпреде-v ляется габаритами станины автоматстана. Потери времени еще больше увеличиваются при замене долгора(ботающей оправки стана тандем, гдё необходимо сразу после уборки выработанной оправки установить но0вую, поскольку в этом устройстве замену производят поочередно, без совмещения каких-либо операций.Это в свою очередь приводит к неправильной несоосной установке оправки в очаге деформации и к повьваенной по5перечной разностенности труб.
Наиболее близким к предлагаемому по технической сущности является механизм, включающий станину, магазин оправок, передатчик оправок от магазина, захват оправок с губками, привод их зажима, привод осевого перемещения захвата, несущую его платгформу и привод ее перемещения .
Однако один захват оправок переме щает оправку от стана и к стану, на что требуется много времени.
Цель изобретения - сокращение
времени замены оправок.
Поставленная цель достигается тем, что механизм смены оправок трубопро-катного стана, включающий станину , магазин оправок, передатчик оправок от магазина, захват оправок с губками, привод их зажима, привод осевого перемещения захвата, несущую его платформу и привод ее перемещения, снабжен дополнительным зах ватом оправок с губками, с приводом их зажима и приводом осевого перемещения ,расположенным на платформе параллельно основному.
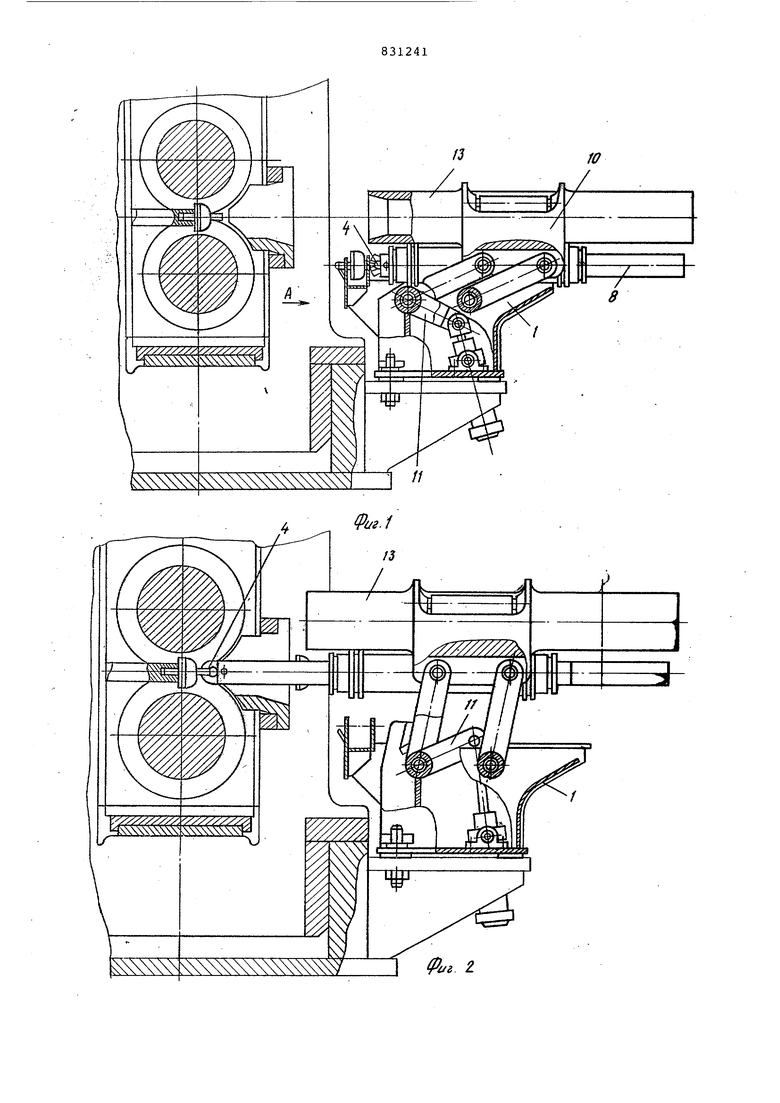
Нафиг. 1 изображен механизм в исходном положении; на фиг. 2 - механизм в рабочем положении;, на фиг.Звид А на фиг. 1; на фиг. 4 - продольный разрез по оси одного из цилиндров привода осевого перемещения захватов.
Механизм смены оправок в стане продольной прокатки труб состоит из станины 1, магазина 2 оправок, передатчика оправок от магазина в виде наклонной площадки 3, захватов 4 с губками 5, имеющими приводы зажима от гидросистемы посредством штоков б, а раскрытия пружинами 7, приводов осевого перемещения захватов в виде гидроцилиндров 8 со штоками 9, платформы 10 и привода ее перемещения в виде.рычажной системы 11 подъема и рычагов 12 поперечного смещения. -На платформе может быть размещена выводная проводка 13 автоматстана
Устройство работает следующим образом.
В процессе прокатки из магазина 2 подается оправка через наклонную площадку ,3 на ось одного из захватов 4, происходит захват оправки губками 5, управляемыми от гидросистемы посредством штока 6. При этом цилиндр второго захвата оказывается установленным на вертикальной плоскости, проходящей через ось прокатки. После окончания прокатки, когда наступает момент замены изношенной оправки на новую, включают рычажную систему 11 подъема, посредством которой платформа 10 и выводная проводка 13 поднимаются. При этом проводка оказывается над осью прокатки и приближается к очагу деформации рабочей клети стана, а захваты с гидроцилиндрами 8 их осевого перемещения - на оси прокатки. Одновременно с подъемом проводки включается гидроцилиндр В второго захвата 4, шток 9 которого выдвигается вперед. В конечном положении подъема проводки и щтока производится совмещение губок 5 второго захвата с хвостовиком оправки, подается рабочая жидкость в полость гидрацилиндра и производится захват оправки. После этого рабочая жидкость подается в полость гидроцилиндра 8 и его поршень отводится назад.
Включением рычагов 12 поперечного смещения платформы в одном из крайних положений производится совмещени оси гидроцилиндра 8 первого захвата с осью прокатки. После этого в цилиндр подают жидкость, в результате 4его его шток с новой оправкой поступает в очаг деформации и закрепляет оправку, на стержне. Затем разжимают губки 5 этого захвата, включают одновременно гидроцилиндр на отвод и рычажную систему на опускание платформы и проводки. После опускани проводка удерживается в период прокаки.
Работа устройства в случае применения в автоматстане осуществляется аналогичным образом, лишь с той разницей, что перевод захватов и их гидроцилиндров осуществляется в исходно
нижнем положении проводки. При этом один захват снимает и устанавливает первую оправку, а второй устанавливает и снимает вторую оправку. Охлаждение оправок производится, например поливом водой в нижнем положении.
Изобретение позволяет сократить время на замену оправок, установить оправку непосредствен 1О на стержне в очаге деформации соосно с осью прокатки, тем самым увеличивается производительность стана. Сокращение времени достигается за счет того, что два захвата устанавливаются на осевую.плоскость стана одним .приводом. Уборка отработанной оправки и установка новой осуществляется непосредственно перед очагом деформации с расходом времени лишь на перемещение короткоходовых цилиндров осевого перемещения захватов и привода установки платформы с захватом на ось стана.
Кроме, того, предлагаемое устройство обеспечивает удобство обслуживания, так как требует расположения его под осью стана, что полностью освобождает входную сторону стана.
Формула изобретения
Механизм смены оправок трубопроканого стана, включающий станину, магизин оправок, передатчик оправок от магазина, захват оправок с губками, привод их зажима, привод осевого перемещения захвата, несущую его платФорму и привод ее перемещения, отличающийся тем, что, с целью сокращения времени замены оправок, он снабжен дополнительным захватом оправок с губками, с приводом ИХ-зажима и приводом осевого перемещения, расположенным на платформе параллельно основному.
Источники информации, принятые во внимание при экспертизе
1.Патент ЧССР 103741, кл. 7а 17/03, опублик. 1960.
2.Патент США № 4038854, кл. 72-209, опублик. 1966. 1 г П
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки оправки на трубопрокатном стане | 1981 |
|
SU1039597A1 |
| Механизм смены оправок на автоматстане | 1977 |
|
SU679268A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Способ производства труб на агрегате с автоматстаном | 1984 |
|
SU1156752A1 |
| Механизм установки оправки автоматического трубопрокатного стана | 1976 |
|
SU747545A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА УСТАНОВКЕ С АВТОМАТИЧЕСКИМ СТАНОМ | 2004 |
|
RU2271885C2 |
| Способ производства горячекатанных труб на установке с автоматстаном | 1974 |
|
SU505455A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |

,
