Изобретение относится к области металлургии, а именно к диффузионному поверхностному легированию металлических материалов, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и инструмента.
Известен способ диффузионного поверхностного упрочнения в порошковых смесях с использованием индукционного электронагрева. При этом способе детали, подлежащие насыщению, вместе с порошковой засыпкой упаковывают в специальный контейнер и нагревают в многовитковом индукторе с помощью высокочастотного генератора (Ворошнин Л.Г. Теория и технология химико-термической обработки: учебное пособие. Минск: Новое знание, 2010, стр.100). Достоинством этого способа является сокращение времени обработки по сравнению с химико-термической обработкой при печном нагреве за счет увеличения скорости формирования диффузионного слоя и ускорения химических реакций в насыщающей среде и на поверхности обрабатываемых изделий под действием высокочастотного нагрева. Недостатком данного способа является повышенная энергоемкость, обусловленная необходимостью прогрева всего объема насыщающей среды от нагретых токами высокой частоты контейнера и детали.
Известен способ диффузионного насыщения металлических изделий в порошковых токопроводящих смесях, нагреваемых за счет пропускания электрического тока (Ворошнин Л.Г. Теория и технология химико-термической обработки: учебное пособие. Минск: Новое знание, 2010, стр.101). В процессе обработки, кроме изделия, в огнеупорный муфель помещают два электрода, засыпают их порошковой смесью и закрывают крышкой. На электроды, расположенные с противоположных сторон муфеля, подается электрическое напряжение 10…59 В. Этот способ обработки обеспечивает более высокую скорость диффузионного насыщения, чем предыдущий способ, однако требует нагревания всего объема токопроводящей смеси, что приводит к излишним энергетическим затратам.
Наиболее близким к предлагаемому является способ диффузионного насыщения, включающий размещение металлического изделия в контейнере с электропроводной порошковой средой, в качестве которой используют порошок каменного угля зернистостью 0,3-0,6 мм с последующим нагревом порошковой смеси за счет пропускания через нее электрического тока с использованием электродов, в качестве которых используют контейнер и изделие с соотношением площадей, составляющим величину не менее 10:1, причем контейнер выполняют в форме, соответствующей форме поверхности упрочняемого изделия, которое располагают в контейнере эквидистантно (патент РФ №2477336, МПК С23С 8/60, 2013 г.).
Такой способ обработки позволяет осуществить насыщение поверхности изделия только одним легирующим элементом - углеродом (цементацию).
Техническим результатом предлагаемого изобретения является возможность насыщения поверхности изделия различными легирующими элементами.
Технический результат достигается тем, что в способе поверхностного упрочнения металлических изделий, включающем размещение металлического изделия в контейнере, заполненном порошком каменного угля, нагрев изделия пропусканием электрического тока с использованием в качестве электродов контейнера и изделия, отличием является то, что перед размещением металлического изделия в контейнере на поверхность изделия наносят слой жидкого или гелеобразного электропроводного адгезионного материала, а затем слой порошка материала, содержащего легирующий элемент, или наносят смесь этих компонентов.
Адгезионный материал предназначен для удержания на поверхности изделия слоя, содержащего легирующий элемент, и для коммутирования электрической цепи: источник питания - контейнер - порошковая среда - изделие.
В качестве адгезионного материала может быть использован материал, который при нагреве не выделяет продуктов, препятствующих диффузии легирующих элементов в поверхность изделия.
Порошок каменного угля может быть взят зернистостью 0,3-0,6 мм.
Ниже приведены примеры реализации способа.
1. На поверхность образцов из стали марки 20 цилиндрической формы диаметром 12 мм и длиной 30 мм наносят слой толщиной 0,2-0,5 мм универсального электродного геля «Униагель» производства ООО «Гельтек-Медика», обладающего высокой электропроводностью, адгезионной способностью к металлам и их сплавам, и не препятствующего при нагреве диффузии легирующих элементов в поверхность изделия. Далее изделие на половину длины погружают в порошок двуокиси хрома Cr2O3. Толщина слоя порошка двуокиси хрома, нанесенного за счет прилипания, оказывается равной 0,1-0,2 мм. Затем изделие закрепляют в металлическом зажиме, устанавливают вертикально обработанной половиной вниз в центре металлического контейнера цилиндрической формы диаметром 70 мм и засыпают на половину длины образца порошком каменного угля зернистостью 0,3-0,6 мм. Далее подключают источник электрического тока таким образом, что одним электродом являлся контейнер, а другим - образец. Напряжение плавно регулируется в интервале 0-50 В. В результате наблюдается образование микродуговых разрядов вокруг образца, затем там же возникает область нагрева и последующего возникновения экзотермической реакции горения угольного порошка. Общая продолжительность выдержки в процессе диффузионного насыщения составляет 3 мин.
При прохождении электрического тока через порошковую среду каменного угля и ее нагреве происходит образование оксида углерода, который взаимодействует с оксидом хрома с протеканием реакции восстановления оксида и выделением двуокиси углерода:
Cr2O3+CO → Cr+CO2
С другой стороны, оксид углерода в присутствии железа диссоциирует на двуокись углерода и атомарный углерод:
CO → CO2+C
Хром и углерод в атомарном виде одновременно диффундируют в глубь образца.
Результаты обработки оценивают по глубине диффузионного слоя с помощью микроструктурного и микродюрометрического анализа на поперечном микрошлифе.
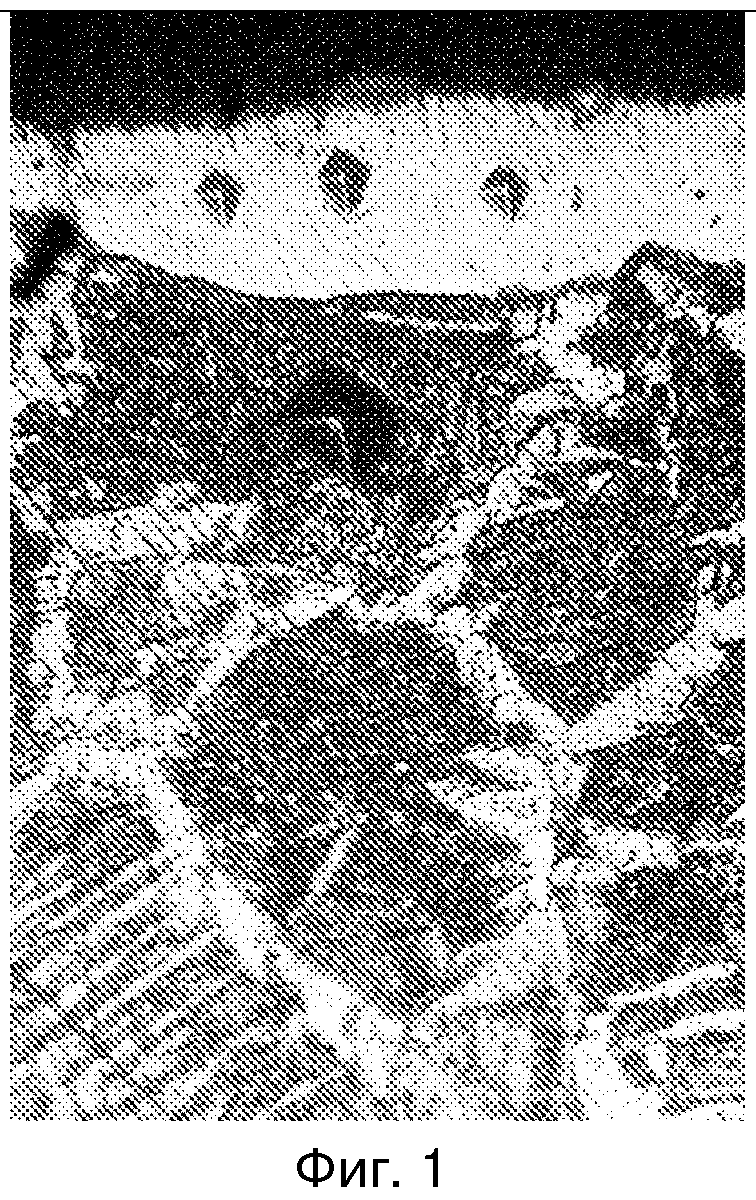
На поверхности изделия обнаружен сплошной нетравящийся слой глубиной 10-15 мкм, состоящий из карбидов хрома (Cr,Fe)23C6 и (Cr,Fe)7C3, имеющий микротвердость 11000-12000 МПа. Под карбидным слоем расположен науглероженный слой с перлитной структурой глубиной до 300 мкм (фиг.1, x1000). Полученная толщина карбидного покрытия является оптимальной с точки зрения эксплуатационных свойств упрочненных изделий с высокотвердыми диффузионными слоями (Диффузионные карбидные покрытия / В.Ф.Лоскутов и др. - К.: Тэхника, 1991, стр.54).
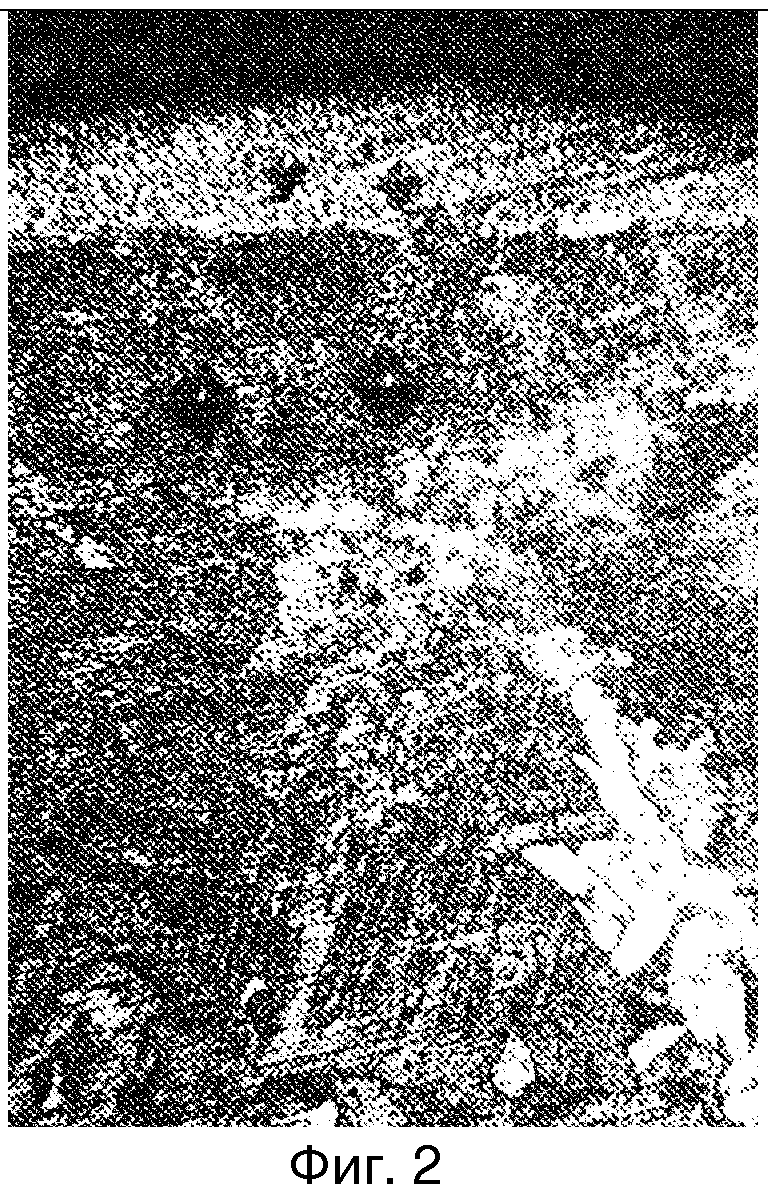
2. Аналогичным образом на поверхность такого же образца наносят слой материала «Униагель» с последующим погружением изделия на половину длины в порошок буры (тетрабората натрия, Na2B4O7·10H2O). Толщина слоя порошка буры, нанесенного таким образом на поверхность изделия, оказывается равной 0,1-0,2 мм. Затем проводится процесс диффузионного насыщения, по методике и режимам, аналогичным описанным в предыдущем примере. На поверхности изделия образуется диффузионный слой, состоящий из боридов Fe2B микротвердостью 11500-12500 МПа глубиной 10-20 мкм (фиг.2, x1000).
3. Аналогичным образом на поверхность такого же образца наносят слой материала «Униагель» с последующим погружением образца на половину длины в порошок молибдата аммония (NH4)2MoO4 с получением слоя порошка на изделии 0,1-0,2 мм. Затем проводится процесс диффузионного насыщения, по методике и режимам аналогичный описанному в предыдущем примере. На поверхности изделия образуется диффузионный слой, состоящий из карбида молибдена Mo2C глубиной 15-20 мкм и микротвердостью 12000-13000 МПа. Под карбидным слоем расположен науглероженный слой с перлитной структурой глубиной до 300 мкм.
4. Аналогичным образом на поверхность образца из стали 38Х2МЮА наносят слой материала «Униагель» с последующим погружением образца на половину длины в порошок карбамида (NH2)2CO. Затем проводится процесс диффузионного насыщения, по методике и режимам аналогичный описанному в предыдущем примере. На поверхности изделия образуется слой, состоящий из нитридов Fe3N, Fe4N, CrN и карбонитридов Fe3(N,C) глубиной 10-15 мкм микротвердостью 11000-12000 МПа, далее - переходная зона глубиной до 250 мкм.
Таким образом, предлагаемый способ позволяет осуществить упрочнение поверхности металлического изделия за счет формирования высокотвердого легированного слоя.
Таким образом, предлагаемый способ позволяет осуществить упрочнение поверхности металлического изделия за счет формирования высокотвердого легированного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ванадирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791345C1 |
| СПОСОБ ЦЕМЕНТАЦИИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2011 |
|
RU2477336C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1996 |
|
RU2109843C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
| Способ термодиффузионного хромирования деталей из стали или сплавов на основе железа с добавкой эмиттера в насыщающую порошковую смесь | 2022 |
|
RU2792514C1 |
| Способ хромирования стальных изделий | 1987 |
|
SU1719459A1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Способ формирования покрытия, содержащего интерметаллические соединения системы Ni-Al, на подложке из алюминия или его сплава | 2017 |
|
RU2685613C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2013 |
|
RU2527511C1 |
Изобретение относится к области металлургии, а именно к диффузионному поверхностному легированию металлических материалов и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и инструмента. Способ поверхностного упрочнения металлических изделий включает нанесение на поверхность изделия слоя жидкого или гелеобразного электропроводного адгезионного материала, а затем слоя порошка материала, содержащего легирующий элемент, или нанесение смеси этих компонентов. Затем осуществляют размещение металлического изделия в контейнере, заполненном порошком каменного угля, и нагрев изделия пропусканием электрического тока с использованием в качестве электродов упомянутого контейнера и металлического изделия. В частном случае осуществления изобретения в качестве адгезионного материала используют материал, который при нагреве не выделяет продуктов, препятствующих диффузии легирующих элементов в поверхность изделия. Обеспечивается упрочнение поверхности металлического изделия за счет формирования высокотвердого легированного слоя. 1 з.п. ф-лы, 2 ил., 4 пр.
1. Способ поверхностного упрочнения металлических изделий, включающий размещение металлического изделия в контейнере, заполненном порошком каменного угля, нагрев изделия пропусканием электрического тока с использованием в качестве электродов упомянутого контейнера и металлического изделия, отличающийся тем, что перед размещением металлического изделия в упомянутом контейнере на поверхность изделия наносят слой жидкого или гелеобразного электропроводного адгезионного материала, а затем слой порошка материала, содержащего легирующий элемент, или наносят смесь этих компонентов.
2. Способ по п.1, отличающийся тем, что в качестве адгезионного материала используют материал, который при нагреве не выделяет продуктов, препятствующих диффузии легирующих элементов в поверхность изделия.
| СПОСОБ ЦЕМЕНТАЦИИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2011 |
|
RU2477336C1 |
| Способ цементации стальных изделий | 1987 |
|
SU1611982A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2044105C1 |
| КОЛОСНИКОВАЯ РЕШЕТКА, СОСТАВЛЕННАЯ ИЗ РАСПОЛОЖЕННЫХ ПОПЕРЕК ТОПКИ КОЛОСНИКОВЫХ ЭЛЕМЕНТОВ, СОБРАННЫХ ИЗ ГЛАДКИХ ИЛИ ЗУБЧАТЫХ ЦИЛИНДРИЧЕСКИХ ДИСКОВ | 1926 |
|
SU3349A1 |
| WO 2009152134 A1, 17.12.2009 | |||

