Устройство относится к технологическим устройствам для монтажа труб диаметром более 100 мм и предназначено обеспечивать качественную сварку, высокопроизводительный труд и соблюдение культуры производства при монтаже трубопроводов.
Аналогом предлагаемого изобретения являются устройства по патентам: 1743780, 1748995, 1812039. Они представляют собой специальные пояса, которые охватывают свариваемые трубы по стыку. Пояса обеспечивают центровку свариваемых труб и позволяют осуществлять сварку труб по стыку прерывистым швом. Окончательная сварка завершается после демонтажа поясного устройства.
Недостатком является сложность устройства в изготовлении, требовательность к качеству их эксплуатации и недоступность ремонта в полевых условиях, где обычно монтируют трубопроводы.
Прототипом предлагаемого изобретения является устройство по патенту 2016731, которое представляет собой переносное устройство поясного типа. Оно охватывает две состыкованные и приготовленные к сварке трубы одинаковых внешних диаметров. Перед сваркой труб пояс стягивается замком с натягивающим винтом. Электродуговая сварка осуществляется через отверстия в поясе. В результате первичной сварки получается множество коротких швов по стыку, который доваривается после удаления стягивающего пояса.
Недостаток прототипа в сложности технологии его изготовления, высокие требования к качеству его эксплуатации. Совсем невозможно изготовить его в условиях мастерской малого предприятия.
Предлагаемое изобретение состоит из ленточных и прутковых рам, которые образуют пояс, который стягивается винтом, аналогичным винту в настольных слесарных тисках. Свободно от недостатков аналогов и прототипа.
Предлагаемое изобретение представлено на чертежах.
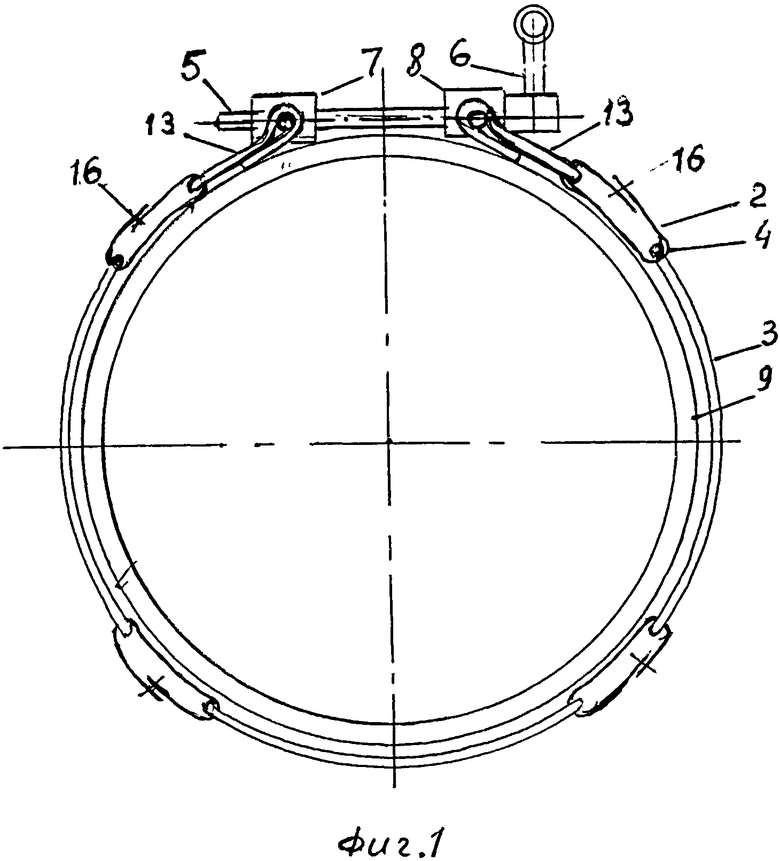
На фиг.1 устройство показано с торца свариваемых труб.
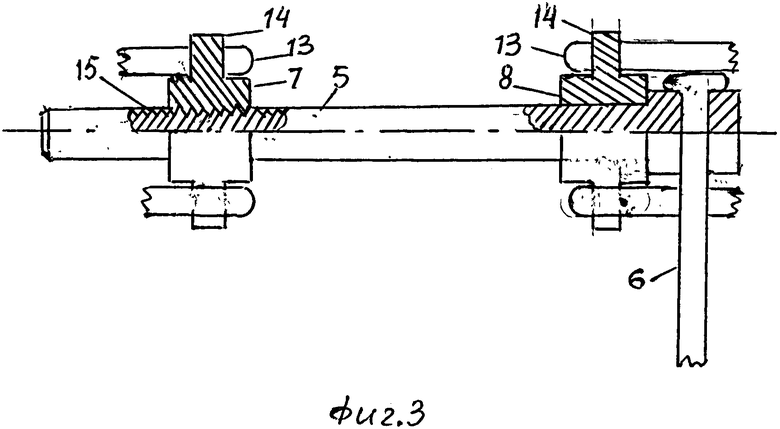
На фиг.2 показан вид устройства в стадии готовности к сварке труб.
На фиг.3 показан стягивающий винт в сборе, в натянутом состоянии.
Позициями на чертежах показаны:
1 - стыковой шов свариваемых труб,
2 - ленточная рамка,
3 - прутковая рамка,
4 - шарнирное соединение ленточной рамки с прутковой рамкой,
5 - стягивающий винт с рычагом 6,
7 - сухарь с резьбой,
8 - сухарь со сквозным цилиндрическим отверстием,
9 - свариваемые трубы,
10 - стыковой шов нижнего расположения,
11 - стыковой шов верхнего расположения,
12 - стыковой шов бокового расположения,
13 - концевая петля прутковой рамки,
14 - оппозитный палец сухаря,
15 - ходовая резьба стягивающего винта 5,
16 - заклепка или место сварки ленточной рамки 2.
Устройство составных элементов предлагаемого изобретения таково.
Ленточная рамка 2 изготовляется из стальной ленты шириной, равной внутреннему размеру прутковой рамки 3. Концы ленты ложатся внахлест и закрепляются заклепкой 16 или сваркой известным способом.
Прутковая рамка 3 изготовляется из круглого стального прутка, чтобы противолежащие стороны рамки были параллельны друг другу, а углы рамки были прямыми. Концы прутков свариваются внахлест известным способом.
Сухари стягивающего винта 7 и 8 изготовляются на токарном стачке известным способом. Сочленение концевых прутковых рамок 13 с пальцами сухарей 7 и 8 осуществляется загибанием концов сочленяемой рамки тоже внахлест с последующей сваркой. Так, чтобы обеспечивалась шарнирность сухарей 7 и 8 с концевой прутковой рамкой 13.
Формовка устройства осуществляется при первой ее обтяжке на трубе заданного размера. После этого рамочные элементы 2 и 3 приобретают дуговой профиль по диаметру трубы 9.
Технология применения предлагаемого изобретения такова.
На подготовленные к сварке состыкованные трубы заводится предлагаемое изобретение. Например, при раскрученном винте 5 стык охватывается устройством и винт вкручивается в сухарь 7. Устройство симметрично натягивается винтом 5 с помощью рычага 6. Сваривают шов нижнего расположения 10, затем сваривают швы верхнего расположения 11 и швы бокового расположения 12. Предлагаемое изобретение демонтируется, завариваются непроваренные участки. В завершение делается финишный повторный шов.
Достоинством предлагаемого изобретения является возможность делать первичные швы достаточно длинными, в совокупности более половины периметра свариваемых труб.
Для труб Ф1000 мм ленту следует брать сечением 3×50 мм2, а пруток Ф 10-12 мм. Резьба стягивающего винта порядка М20, если не найдется готовый винт с прямоугольной резьбой.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ изготовления трансформатора с ленточным разрезным сердечником | 1979 |
|
SU855757A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| Установка для стыковой контактной сварки трубопроводов | 1989 |
|
SU1708561A1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| УСТАНОВКА С НЕПРЕРЫВНОЙ ТРУБОЙ ДЛЯ ОБСЛУЖИВАНИЯ СКВАЖИН, НЕПРЕРЫВНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2000 |
|
RU2180389C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
Изобретение может быть использовано для центрирования круглых труб при их стыковой сварке. Шарнирно соединенные между собой элементы соединены стягивающим устройством и выполнены с возможностью их размещения на стыке соединяемых труб. Элементы пояса выполнены в форме рамок из круглого прутка. Шарнирное соединение их между собой получено согнутой металлической лентой с соединенными концами. Концевые рамки посредством концевых петель шарнирно соединены с сухарями. Стягивающее устройство выполнено в виде проходящего через сухари винта, снабженного рычагом для его вращения. Упомянутые рамки обеспечивают возможность получения участков сварного шва на стыке труб при натянутом поясе. Устройство технологично, обеспечивает получение качественной сварки труб встык при высокой производительности сварочных работ. 3 ил.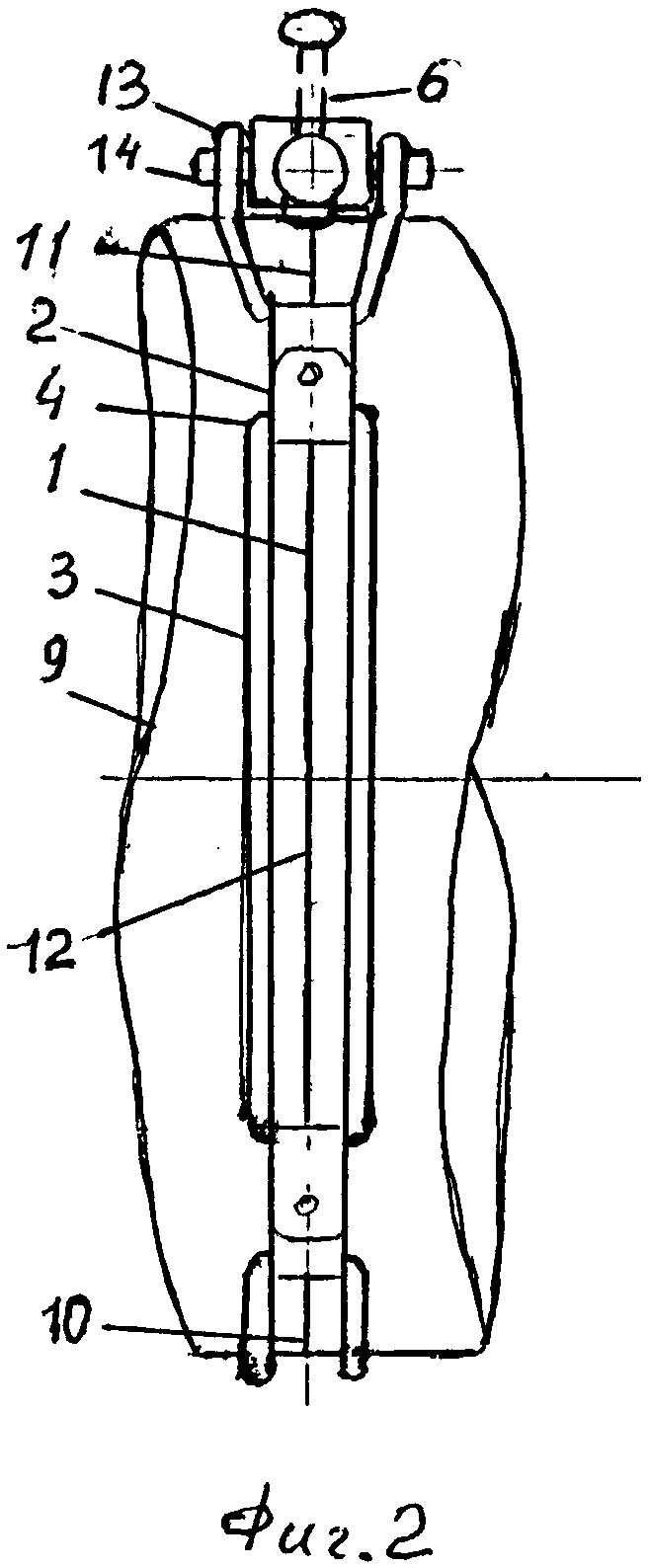
Пояс для центрирования круглых труб при их стыковой сварке, содержащий шарнирно соединенные между собой элементы с возможностью их размещения на стыке соединяемых труб, соединенные стягивающим устройством, отличающийся тем, что упомянутые элементы пояса выполнены в форме рамок из круглого прутка, их шарнирное соединение между собой получено согнутой металлической лентой с соединенными концами, при этом концевые рамки посредством концевых петель шарнирно соединены с сухарями, а стягивающее устройство выполнено в виде проходящего через сухари винта, снабженного рычагом для его вращения, причем упомянутые рамки обеспечивают возможность получения участков сварного шва на стыке труб при натянутом поясе.
| НАКИДНОЙ ТРУБНЫЙ ЦЕНТРАТОР | 1990 |
|
RU2016731C1 |
| Устройство для центрирования труб при сварке | 1988 |
|
SU1743780A1 |
| US 3555875 A, 13.05.1966 | |||
| US 20110107574 A1, 12.05.2011 | |||
| WO 2005061936 A1, 07.07.2005 | |||

