Область техники, к которой относится изобретение
Настоящее изобретение относится к мату с произвольной ориентацией волокон для использования в качестве промежуточного материала для формованных продуктов из армированного волокном композитного материала, в котором термопластичная смола используется в качестве матрицы, и к формованному продукту из армированного волокном композитного материала, полученному из мата с произвольной ориентацией волокон.
Предпосылки создания изобретения
Маты с произвольной ориентацией волокон, которые являются изотропными, используются в качестве армированных волокном композитных материалов, в которых углеродные волокна, арамидные волокна, стеклянные волокна или подобное используются как армирующие волокна, с точки зрения формуемости и простоты переработки. Указанные маты с произвольной ориентацией волокон могут быть получены, например, способом напыления (сухой способ), в котором резаные армирующие волокна выдуваются в формующую фильеру либо отдельно, либо одновременно с термоотверждающейся смолой, либо способом (мокрый способ), в котором армирующие волокна, которые были предварительно нарезаны, вводятся в суспензию, содержащую связующее, и указанная смесь формуется в лист бумагоделательным способом.
Как средство улучшения механических свойств композитного материала известно увеличение степени Vf объемного содержания армирующих волокон. В случае матов с произвольной ориентацией волокон, в которых используются резаные волокна, однако, трудно увеличить степень объемного содержания армирующих волокон ввиду наличия волокон, ориентированных в трехмерных направлениях, значительного переплетения волокон и т.п. Кроме того, в случае использования матов с произвольной ориентацией волокон трудно обеспечить то, чтобы армирующие волокна имели достаточную прочность, т.к. волокна являются прерывными, по сравнению со случаем, когда используются непрерывные волокна, и имеется проблема в том, что в полученном формованном продукте степень проявления прочности армирующих волокон является низкой до 50% теоретического значения. В непатентном документе 1 указан композитный материал, полученный из мата с произвольной ориентацией углеродных волокон, в котором термоотверждающаяся смола используется в качестве матрицы. В данном композитном материале степень проявления прочности составляет около 44% теоретического значения.
В случае традиционных композитных материалов, использующих термоотверждающуюся смолу в качестве матрицы, формованные продукты получают из промежуточных материалов, называемых препрегами, которые получают пропиткой армированного волокном материала термоотверждающейся смолой заранее, нагреванием и прессованием промежуточных материалов в течение 2 ч или более с использованием автоклава. В последние годы был предложен метод центробежного формования (RTM), в котором материал, содержащий армирующее волокно, не пропитанный термоотверждающейся смолой, укладывается в форму, и затем вливается термоотверждающаяся смола, и достигается заметное снижение времени формования. Однако, даже при использовании метода центробежного формования 10 мин или более длительный период требуется для формования каждого компонента.
Соответственно, композитные материалы, полученные с использованием термопластичной смолы в качестве матрицы вместо термоотверждающейся смолы, заслуживают внимания.
Формование термопластичной штамповкой (TP-SMC) с использованием термопластичной смолы в качестве матрицы (патентный документ 1) представляет собой способ, который содержит нагревание рубленых волокон, заранее пропитанных термопластичной смолой, при или выше температуры плавления, введение нагретых волокон в часть полости формы, немедленное смыкание формы, и затем волокнам и смоле позволяют течь в форме с получением в результате формы продукта с последующим охлаждением и формованием. В данном способе формование может осуществляться в короткий период времени около 1 мин при использовании волокон, заранее пропитанных смолой. Такая технология представляет собой способы, использующие формующиеся материалы, называемые как SMC, или используются штампующиеся листы. Термопластичная штамповка имеет проблемы, например, в том, что, поскольку волокна и смола должны течь в форме, тонкостенные продукты не могут быть получены, и ориентация волокон является неупорядоченной и трудной для регулирования.
Патентный документ 2 предлагает в качестве средства улучшения механических свойств и изотропии формованного продукта из армированного волокном композитного материала технологию, в которой углеродные волокна равномерно диспергируются в форме единственного волокна с избежанием в результате нарушения в том, что смолообогащенные части образуются в пространствах между пучками волокон, или в том, что смола не может пропитать внутренние части пучков волокон, давая в результате непропитанные части, а поэтому улучшать механические свойства и изотропию продукта.
Перечень ссылок
Патентные документы
Патентный документ 1: Японский патент № 4161409
Патентный документ 2: Опубликованная Международная заявка
WO 2007/097436
Непатентные документы
Непатентный документ 1: Composites, Part A (2007),
pp. 755-770
Краткое описание изобретения
Проблемы, решаемые изобретением
Однако, в прототипе, описанном выше, не были сделаны исследования по формованному продукту из армированного волокном композитного материала, который даже по механической прочности имеет превосходный предел прочности при растяжении и имеет высокую степень проявления прочности относительно теоретической прочности.
Целью настоящего изобретения является создание формованного продукта из армированного волокном композитного материала, который является изотропным и имеет превосходную механическую прочность, и маты с произвольной ориентацией волокон для использования в качестве его промежуточного материала. В частности, изобретение предусматривает создание формованного продукта из армированного волокном композитного материала, который представляет собой формованный продукт из армированного волокном композитного материала, полученный из мата с произвольной ориентацией волокон, и в котором мат армирующих волокон, введенный в него, имеет небольшую неравномерность толщины, является равномерным по механической прочности и имеет превосходный предел прочности при растяжении и высокую степень проявления прочности.
Средство решения проблем
Авторами изобретения установлено, что формованный продукт из армированного волокном композитного материала, который является превосходным в плане механической прочности, его изотропии и проявления механической прочности, может быть обеспечен матом с произвольной ориентацией волокон, который содержит как термопластичную смолу, так и прерывные армирующие волокна, имеющие определенные значения среднемассовой ширины волокна, коэффициент дисперсии волокон по средней ширине и среднемассовой толщины волокна. Изобретение является, таким образом, выполненным. Более конкретно, авторами изобретения установлено, что при регулировании армирующих волокон так, чтобы они были небольшими и одинаковыми по ширине волокна, армирующие волокна могут быть плотно введены в мат с произвольной ориентацией волокон, и может быть обеспечен формованный продукт из армированного волокном композитного материала, который является равномерным и имеет превосходную механическую прочность и высокую степень проявления прочности.
А именно, предметом настоящего изобретения является мат с произвольной ориентацией волокон, который содержит армирующие волокна, имеющие среднюю длину волокна 3-100 мм, и термопластичную смолу, в котором армирующие волокна удовлетворяют последующим положениям i)-iii), и формованный продукт из армированного волокном композитного материала, полученный формованием мата с произвольной ориентацией волокон.
i) Армирующие волокна имеют среднемассовую ширину (Ww) волокна, которая удовлетворяет следующему уравнению (1):
0 мм<(Ww)<2,8 мм (1)
ii) Армирующие волокна имеют коэффициент дисперсии (Ww/Wn) по средней ширине волокна, который составляет 1,00 или более и 2,00 или менее.
iii) Армирующие волокна имеют среднемассовую толщину волокна, которая является меньше среднемассовой ширины (Ww) волокна.
Полезные эффекты изобретения
Согласно настоящему изобретению в мате с произвольной ориентацией волокон, содержащем термопластичную смолу и армирующие волокна, введенные армирующие волокна имеют определенное распределение по ширине волокна. А именно, мат с произвольной ориентацией волокон по изобретению содержит армирующие волокна, которые являются небольшими и одинаковыми по ширине волокон и являются превосходными в плане проявления армирующей функции волокон, является гомогенным и имеет превосходную механическую прочность. Кроме того, мат с произвольной ориентацией волокон по изобретению является изотропным, поскольку волокна не являются вытянутыми в определенном направлении в плоскости, и показывает превосходную формуемость при использовании в качестве промежуточного формуемого материала.
Следовательно, формованный продукт из армированного волокном композитного материала, полученный из мата с произвольной ориентацией волокон по настоящему изобретению, имеет превосходную механическую прочность и является превосходным в плане его изотропии. Указанный формованный композитный материал отсюда является используемым в качестве различных составляющих элементов, таких как внутренние панели, наружные панели, и составляющих элементов для транспортных средств, рам и корпусов различных видов электрических продуктов или машин или подобного.
Краткое описание чертежей
На фигуре 1 представлена схема, которая показывает пример способа резки с использованием дискового ножа.
На фигуре 2 представлена схема, показывающая вид спереди и поперечное сечение одного примера предпочтительного дискового ножа.
На фигуре 3 представлена схема, которая показывает предпочтительный пример способов расширения/разделения волокон.
Варианты осуществления изобретения
Здесь варианты настоящего изобретения описываются в последовательности. Здесь далее хотя термин «вес» часто используется в отношении настоящего изобретения, «вес» в каждом случае означает «масса».
Настоящее изобретение относится к мату с произвольной ориентацией волокон, который содержит армирующие волокна, имеющие среднюю длину волокна 3-100 мм, и термопластичную смолу, в котором армирующие волокна удовлетворяют последующим положениям i)-iii).
i) Армирующие волокна имеют среднемассовую ширину (Ww) волокна, которая удовлетворяет следующему уравнению (1):
0 мм<(Ww)<2,8 мм (1)
ii) Армирующие волокна имеют коэффициент дисперсии (Ww/Wn) по средней ширине волокна, который определен как отношение среднемассовой ширины (Ww) волокна к среднечисленной ширине (Wn) волокна, которое составляет 1,00-2,00.
iii) Армирующие волокна имеют среднемассовую толщину волокна, которая является меньше среднемассовой ширины (Ww) волокна.
Среднемассовая ширина (Ww) волокна армирующих волокон, содержащихся в мате с произвольной ориентацией волокон настоящего изобретения, может быть определена с использованием следующего уравнения (5) по его ширине (далее иногда выражена как ширина волокна, или Wi) и массе (далее иногда выраженному как масса волокна, или wi) каждого из достаточно большого числа армирующих волокон, извлеченных из мата с произвольной ориентацией волокон (предпочтительно, 200-1000 волокон, более предпочтительно, 300-1000 волокон, например, 300 волокон, извлеченных из куска мата с произвольной ориентацией волокон, вырезанного размером 100 мм × 100 мм) и общей массе w извлеченных армирующих волокон.
Ww=Σ(Wi×wi/w) (5)
В уравнении (5) i представляет собой натуральное число от 1 до числа армирующих волокон, извлеченных из мата с произвольной ориентацией волокон.
Что касается мата с произвольной ориентацией волокон по настоящему изобретению, как показано в уравнении (1), среднемассовая ширина (Ww) волокна армирующих волокон является меньше 2,8 мм и, предпочтительно, меньше 2,0 мм. Среднемассовая ширина (Ww) волокна составляет, предпочтительно, больше 0,1 мм и меньше 2,0 мм, т.е. является представленной следующим уравнением (2):
0,1 мм<Ww<2,0 мм (2)
Более предпочтительно, она составляет больше 0,2 мм и меньше 1,6 мм, даже более предпочтительно, больше 0,2 мм и меньше 1,4 мм, и, особенно предпочтительно, больше 0,3 мм и меньше 1,2 мм. В том случае, когда среднемассовая ширина (Ww) волокна армирующих волокон составляет 2,8 или более, указанные армирующие волокна не являются небольшими и являются поэтому трудными для плотного введения в мат с произвольной ориентацией волокон. Отсюда имеются случаи, когда маты с произвольной ориентацией волокон имеют проблему в том, что проявление свойств (прочности) является плохим, и маты с произвольной ориентацией волокон имеют ухудшенную гомогенность. Отсутствует конкретный нижний предел для среднемассовой ширины (Ww) волокна армирующих волокон. Однако, в случае расширения и разделения армирующих волокон для того, чтобы снизить Ww до исключительно малого значения, имеется возможность получения, например, трудностей регулирования отношения распределения волокон по ширине.
В мате с произвольной ориентацией волокон настоящего изобретения коэффициент дисперсии по средней ширине волокна (Ww/Wn), определенный как отношение среднемассовой ширины волокна (Ww) к среднечисленной ширине волокна (Wn) содержащихся армирующих волокон, составляет 1,00 или более и 2,00 или менее и, предпочтительно, 1,30 или более и 1,95 или менее, более предпочтительно, 1,40 или более и 1,90 или менее. В случаях, когда указанный коэффициент дисперсии по средней ширине волокна (Ww/Wn, далее часто сокращенное просто до «коэффициент дисперсии») составляет 1,00 или более и 2,00 или менее, армирующие волокна являются одинаковыми по ширине волокна и обеспечивают мат с произвольной ориентацией волокон, который имеет улучшенную гомогенность, и у которого степень проявления прочности является выше. Тем не менее, нижний предел Ww/Wn составляет 1 по определению. За исключением, например, случая, когда армирующие волокна являются полностью раскрытыми в единичные волокна, необходимо для получения армирующих волокон, в которых Ww/Wn составляет строго 1, осуществлять работу, такую как способ, в котором армирующие волокна, иные, чем желательные, отсортировываются, или работу по точному регулированию и фиксированию ширины волокна заранее, с получением в результате чрезвычайно затруднительных способов получения. Однако, мат с произвольной ориентацией волокон, в котором Ww/Wn=1, является более предпочтительным, с точки зрения гомогенности. С точки зрения легкости переработки и сортирования армирующих волокон, коэффициента дисперсии по средней ширине волокна (Ww/Wn) составляет, предпочтительно, выше 1, более предпочтительно, 1,30 или выше.
Здесь среднемассовая ширина волокна (Ww) рассчитывается по следующему уравнению (4) после извлечения достаточно большого числа (I) армирующих волокон из мата с произвольной ориентацией волокон указанным выше образом относительно среднемассовой ширины волокна (Ww), измерения ширины волокна Wi каждого из указанных волокон и расчета значения Wn:
Wn=ΣWi/I (4)
Армирующие волокна, содержащиеся в мате с произвольной ориентацией волокон настоящего изобретения, имеют среднемассовую толщину волокна, которая является меньше среднемассовой ширины волокна (Ww). Среднемассовая толщина волокна составляет, желательно, 1/5 или менее, предпочтительно, 1/10 или менее, более предпочтительно, 1/20 или менее, даже более предпочтительно, 1/50 или менее среднемассовой ширины волокна (Ww). В случае, когда среднемассовая толщина волокна армирующих волокон является равной среднемассовая ширина волокна (Ww), указанные армирующие волокна нежелательно ориентируются не только в направлениях плоскости, но также в направлении толщины, и имеется возможность возникновения проблемы в том, что переплетения волокон делают трудным увеличение отношение объемного содержания армирующих волокон.
В настоящем изобретении из размеров в двух направлениях, иных, чем продольное направление армирующего волокна, более короткий размер называется как «толщина», а другой размер называется как «ширина». В случае, когда размеры, соответственно, в двух перпендикулярных направлениях в поперечном сечении, которое является перпендикулярным к продольному направлению армирующего волокна, являются равными друг другу, размер по любому из двух направлений принимается за ширину армирующего волокна, а размер в другом направлении принимается за толщину армирующего волокна.
Среднемассовая толщина волокна армирующих волокон, содержащихся в мате с произвольной ориентацией волокон настоящего изобретения, составляет, предпочтительно, 0,01 мм или более и 0,30 мм или менее, более предпочтительно, 0,02 мм или более и 0,20 мм или менее, даже более предпочтительно, 0,03 мм или более и 0,15 мм или менее, особенно предпочтительно, 0,03 мм или более и 0,10 мм или менее. Пока среднемассовая толщина волокна армирующих волокон составляет 0,01 мм или более, нет необходимости осуществлять расширение до чрезвычайно большой ширины, и результирующая неравномерность толщины волокна склонна быть незначительной. С точки зрения пропитки термопластичной смолой в качестве матрицы, предпочтительно, среднемассовая толщина волокна армирующих волокон должна составлять 0,30 мм или менее.
Тем не менее, среднемассовая толщина t волокна армирующих волокон может быть определена при измерении толщины ti волокна и определении массы wi волокна каждого из всех извлеченных армирующих волокон при проведении такой же операции, как показано выше в отношении среднемассовой ширины волокна (Ww), и дополнительном определении общей массы w извлеченных армирующих волокон и затем расчете значения t с использованием следующего уравнения (7):
t=Σ(ti×wi/w) (7)
В плоскости мата с произвольной ориентацией волокон настоящего изобретения армирующие волокна не ориентированы в определенном направлении, но расположены дисперсными в произвольных направлениях. Мат с произвольной ориентацией волокон настоящего изобретения является промежуточным материалом, имеющим изотропию в плоскости. В формованном продукте, полученном переработкой мата с произвольной ориентацией волокон настоящего изобретения, изотропная характеристика армирующих волокон в мате с произвольной ориентацией волокон сохраняется. При получении формованного продукта из мата с произвольной ориентацией волокон и определении отношения модулей упругости при растяжении в двух направлениях, перпендикулярных друг другу, изотропные свойства мата с произвольной ориентацией волокон и формованного продукта, полученного из мата с произвольной ориентацией волокон, могут быть оценены количественно. В случаях, когда отношение, полученное делением большего значения на меньшее значение из значений модулей упругости при растяжении в двух направлениях в формованном продукте, полученном из мата с произвольной ориентацией волокон, не превышает 2, данный формованный продукт рассматривается как изотропный. В случаях, когда указанное отношение не превышает 1,3, данный формованный продукт рассматривается как имеющий превосходную изотропию.
Как описано выше, мат с произвольной ориентацией волокон настоящего изобретения состоит из введенных армирующих волокон, имеющих определенные среднемассовую ширину волокна, коэффициент дисперсии по средней ширине волокна и среднемассовую толщину волокна, и термопластичной смолы. Предпочтительно, мат с произвольной ориентацией волокон настоящего изобретения содержит мат армирующих волокон, образованный армирующими волокнами, и термопластичную смолу. Термин «мат армирующих волокон» в изобретении означает плоское тело (в форме мата), которое состоит из прерывных армирующих волокон и не содержит термопластичную смолу в качестве матрицы. Матом армирующих волокон согласно изобретению может быть мат, в котором армирующие волокна содержат проклеивающее вещество или связующее, используемое в небольшом количестве в процессе формования мата. Предпочтительно, матом армирующих волокон может быть мат, в котором армирующие волокна ориентированы произвольно в направлениях плоскости, и продольное и поперечное направления в плоскости по существу аналогичны друг другу по свойствам материала.
Тип армирующих волокон специально не ограничивается, и армирующие волокна могут быть одного типа или смесью двух или более типов.
Что касается формы термопластичной смолы в мате с произвольной ориентацией волокон настоящего изобретения, мат с произвольной ориентацией волокон может содержать мат армирующих волокон, который содержит термопластичную смолу в форме порошка, волокон, комков или подобного, или может быть матом, в котором мат армирующих волокон скрепляется термопластичной смолой как матрицей, или может быть матом, в котором термопластичная смола в форме листа, пленки или подобного помещается или наслаивается на мат армирующих волокон. Термопластичная смола мата с произвольной ориентацией волокон может находиться в расплавленном состоянии.
Разумеется, что в случаях, когда мат армирующих волокон, введенный в мат с произвольной ориентацией волокон изобретения, исследуется с определением среднемассовой ширины (Ww) волокна, коэффициент дисперсии волокна по ширине (Ww/Wn) и подобного, указанные значения могут рассматриваться как значения для мата с произвольной ориентацией волокон.
Мат с произвольной ориентацией волокон настоящего изобретения как таковой может непосредственно использоваться как предварительно отформованная заготовка для получения формованного продукта из армированного волокном материала (далее просто указывается как «формованный продукт»), имеющего конечную форму. Альтернативно, мат с произвольной ориентацией волокон может использоваться таким образом, что пропитывается термопластичной смолой при нагревания или подобного с получением препрега, и данный препрег используется для получения формованного продукта, имеющего конечную форму. Мат с произвольной ориентацией волокон настоящего изобретения содержит препрег, который пропитан термопластичной смолой.
Здесь термин «формованный продукт, имеющий конечную форму» означает формованный продукт, полученный прессованием и нагреванием либо мата с произвольной ориентацией волокон, либо формованной плиты из него, которые не подвергаются дополнительному нагреванию или прессованию (т.е. дополнительному формованию) для расплавления термопластичной смолы в качестве матрицы и приданию другой формы или толщины.
Соответственно, продукт, полученный резкой формованного продукта, который был получен прессованием и нагреванием мата с произвольной ориентацией волокон или подобного, в другую форму, или продукт, полученный истиранием формованного продукта со снижением его толщины или нанесением смолы или подобного на формованный продукт с увеличением его толщины, представляет собой формованный продукт, имеющий конечную форму. Кроме того, использование тепла как средства резки или переработки не рассматривается здесь как нагревание.
В случае, когда формуется мат с произвольной ориентацией волокон, в который термопластичная смола подается в расплавленном состоянии, когда подаваемая термопластичная смола формуется в расплавленном состоянии, формованный продукт может быть получен, например, формованием, включающим только прессование.
Мат с произвольной ориентацией волокон настоящего изобретения как таковой может подвергаться формованию в качестве предварительно отформованной заготовки или может быть превращен в формованную плиту и затем подвергнут формованию. Масса единицы площади волокна может быть выбрана из широкого интервала согласно желаемому формованию. Однако, масса единицы площади армирующих волокон в мате с произвольной ориентацией волокон составляет, желательно, 25-10000 г/м2, предпочтительно, 50-4000 г/м2, более предпочтительно, 600-3000 г/м2, и даже более предпочтительно, 600-2200 г/м2.
Поскольку армирующие волокна, содержащиеся в мате с произвольной ориентацией волокон изобретения, имеют определенные значения среднемассовой ширины волокна, коэффициент дисперсии по средней ширине волокна и среднемассовой толщины волокна, плоскость мата с произвольной ориентацией волокон содержит волокна, которые являются небольшими и одинаковыми по размеру, и мат армирующих волокон, введенный в мат с произвольной ориентацией волокон, имеет исключительно низкую неравномерность толщины. Соответственно, формованный продукт из армированного волокном композитного материала, полученный формованием мата с произвольной ориентацией волокон, является гомогенным и является превосходным в плане проявления свойств армирующих волокон. В качестве показателя неравномерности толщины может быть использован коэффициент вариации CV (%). Один пример методик определения CV (%) толщины мата армирующих волокон, введенного в мат с произвольной ориентацией волокон, показан ниже.
Сначала квадратный пластинчатый образец, имеющий соответствующий размер, например, 100×100 мм, вырезают из мата с произвольной ориентацией волокон, и отделяют от него термопластичную смолу. Указанный мат армирующих волокон помещают в герметичный мешок, который вакуумируют до - 0,09 МПа или мене. На мешок, которым покрыт образец, с интервалом 10 мм наносят метки в виде решетки, и его толщину измеряют микрометром с точностью до 1/1000 мм. Измерения выполняют на пяти линиях x пять рядов, т.е. в 25 точках. Толщину мешка вычитают из каждой измеренной толщины, и рассчитывают среднее значение и стандартное отклонение. Коэффициент вариации CV (%) толщины мата армирующих волокон может быть рассчитан с использованием следующего выражения:
Коэффициент вариации CV (%)=[(стандартное отклонение)/
(среднее значение)]×100 (3)
В том случае, когда термопластичная смола является неспособной отделяться от мата с произвольной ориентацией волокон, делая невозможным определение неравномерности толщины мата армирующих волокон, измерения выполняют после удаления термопластичной смолы путем нагревания таким же образом, как для формованных продуктов из армированного композитного материала, которые будут описаны далее.
Тем не менее, степень неравномерности толщины мата армирующих волокон в мате с произвольной ориентацией волокон сохраняется в отношении армирующих волокон, введенных в формованный продукт из армированного композитного материала, полученный формованием мата с произвольной ориентацией волокон.
Армирующее волокно
Армирующие волокна, содержащиеся в мате, с произвольной ориентацией волокон являются прерывными и характеризуются тем, что армирующая функция может быть проявлена благодаря включению армирующих волокон, которые являются в некоторой степени длинными. Длина волокна выражается как средняя длина волокна, определенная при измерении длин волокна армирующих волокон, содержащихся в полученном мате с произвольной ориентацией волокон. Примеры методов определения средней длины волокна включают в себя метод, в котором длины произвольно извлеченных 100 волокон измеряются штангенциркулем с точностью порядка 1 мм, и определяется среднее значение.
Средняя длина волокна армирующих волокон в мате с произвольной ориентацией волокон настоящего изобретения составляет от 3 мм или более и 100 мм или менее, желательно, 5 мм или более и 80 мм или менее, предпочтительно, 10 мм или более и 80 мм или менее, более предпочтительно, 10 мм или более и 60 мм или менее, даже более предпочтительно, 12 мм или более и 45 мм или менее. Что касается распределения волокон по длине, волокна могут иметь единственную длину или могут быть смесью двух или более типов волокон, различающихся по длине.
В случае, когда армирующие волокна режут с фиксированной длиной предпочтительным способом резки армирующих волокон, который описан далее, и резаные армирующие волокна используются для получения мата с произвольной ориентацией волокон, средняя длина волокна является равной длине резаных волокон.
Армирующие волокна являются, предпочтительно, по меньшей мере, одного типа, выбранного из группы, состоящей из углеродных волокон, арамидных волокон и стеклянных волокон. В качестве армирующих волокон, составляющих мат с произвольной ориентацией волокон, углеродные волокна являются предпочтительными в том, что углеродные волокна могут обеспечить композитные материалы, которые являются легковесными, но имеют превосходную прочность. В качестве углеродных волокон общеизвестными являются полиакрилонитрилсодержащие углеродные волокна (здесь сокращено как ПАН-содержащие углеродные волокна), (нефтяной пек)содержащие углеродные волокна, (каменноугольный пек)содержащие углеродные волокна, вискозосодержащие углеродные волокна, целлюлозосодержащие углеродные волокна, лигнинсодержащие углеродные волокна, фенолсодержащие углеродные волокна, образующиеся в паровой фазе углеродные волокна и т.п. В настоящем изобретении любые из указанных углеродных волокон являются подходящими для использования. Особенно предпочтительными являются ПАН-содержащие углеродные волокна. Один из указанных типов углеродных волокон может использоваться в отдельности, или может использоваться смесь двух или более типов. Армирующие волокна, используемые в мате с произвольной ориентацией волокон настоящего изобретения, могут быть только углеродными волокнами или могут быть волокнами, которые содержат стеклянные волокна, арамидные волокна или другие волокна с целью, например, придания ударной прочности.
В случае углеродных волокон средний диаметр волокна составляет, предпочтительно, 1-50 мкм, более предпочтительно, 3-12 мкм, даже более предпочтительно, 5-9 мкм, еще даже более предпочтительно, 5-7 мкм.
Предпочтительно, что используемыми углеродными волокнами являются углеродные волокна с адгезированным проклеивающим веществом. Количество проклеивающего вещества составляет, предпочтительно, более 0 мас.ч. и не более 10 мас.ч. на 100 мас.ч. углеродных волокон.
Армирующие волокна в настоящем изобретении могут быть в раскрытом состоянии в форме единичного волокна или могут быть в форме пучков волокон, где каждый выполнен из множества единичных волокон, уложенных вместе, или могут быть в состоянии, в котором единичные волокна сосуществуют с пучками волокон.
Матричная смола
Матричной смолой, содержащейся в мате с произвольной ориентацией волокон настоящего изобретения, является термопластичная смола. Примеры типа термопластичной смолы включают в себя одну или более смол, выбранных из группы, состоящей из винилхлоридных смол, винилиденхлоридных смол, винилацетатных смол, смол поливинилового спирта, полистирольных смол, акрилонитрилстирольных смол (АС-смолы), акрилонитрилбутадиенстирольных смол (АБС-смолы), акриловых смол, метакриловых смол, полиэтиленовых смол, полипропиленовых смол, смол полиамида-6, смол полиамида-11, смол полиамида-12, смол полиамида-46, смол полиамида-66, смол полиамида-610, полиацетальных смол, поликарбонатных смол, полиэтилентерефталатных смол, полиэтиленнафталатных смол, полибутиленнафталатных смол, полибутилентерефталатных смол, полиарилатных смол, полифениленэфирныъх смол, полифениленсульфидных смол, полисульфоновых смол, поли(простой эфир)сульфоновых смол, поли(простой эфир)(простой эфир)кетоновых смол, смол поли(молочной кислоты) и т.п. В настоящем изобретении указанные термопластичные смолы могут использоваться в отдельности или как смесь двух или более из них или могут использоваться после превращения в сополимеры или модификаций.
Количество присутствующей матричной смолы на 100 мас.ч. армирующих волокон составляет, желательно, 10-800 мас.ч., предпочтительно, 20-300 мас.ч., более предпочтительно, 20-200 мас.ч., даже более предпочтительно, 30-150 мас.ч., особенно предпочтительно, 50-100 мас.ч.
Зависимость между содержанием армирующих волокон и содержанием термопластичной смолы может быть выражена также отношением объемного содержания армирующих волокон (далее часто сокращено как Vf), определенным по следующему уравнению:
Отношение объемного содержания армирующих волокон (% об.)=100×[(объем армирующих волокон)/((объем армирующих волокон) +(объем термопластичной смолы))]
Соотношение объемного содержания Vf армирующих волокон и содержания термопластичной смолы, которое выражено в мас.ч. на 100 мас.ч. армирующих волокон, преобразуется при использовании плотности армирующих волокон и плотности термопластичной смолы.
Мат с произвольной ориентацией волокон настоящего изобретения может содержать любые из различных волокнистых наполнителей, включая органические волокна и неорганические волокна, или неволокнистых наполнителей, и добавки, такие как антипирен, УФ-стабилизатор, пигмент, смазка для форм, мягчитель, пластификатор и поверхностно-активное вещество, если указанные ингредиенты не отклоняются от целей изобретения.
Формованный продукт из армированного волокном композитного материала
Мат с произвольной ориентацией волокон настоящего изобретения имеет преимущество наличия высокой формуемости, т.к. составляющие армирующие волокна имеют характеристики, описанные выше. Мат с произвольной ориентацией волокон настоящего изобретения может, предпочтительно, использоваться как промежуточный материал для получения формованного продукта из армированного волокном композитного материала.
А именно, настоящее изобретение содержит в качестве одного аспекта изобретения формованный продукт из армированного волокном композитного материала, полученный из мата с произвольной ориентацией волокон.
Предпочтительно, формованный продукт из армированного волокном композитного материала настоящего изобретения содержит армирующие волокна, имеющие среднюю длину волокна 3-100 мм, и термопластичную смолу, где армирующие волокна удовлетворяют следующим положениям i)-iii):
i) армирующие волокна имеют среднемассовую ширину волокна (Ww), которая удовлетворяет следующему уравнению (1):
0 мм<Ww<2,8 мм (1);
ii) армирующие волокна имеют коэффициент дисперсии (Ww/Wn), определенный как отношение среднемассовой ширины волокна (Ww) к среднечисленной ширине волокна (Wn) армирующих волокон, которое составляет 1,00 или более и 2,00 или менее;
iii) армирующие волокна имеют среднемассовую толщину волокна, которая является меньше, чем среднемассовая ширина волокна (Ww).
Толщина формованного продукта из армированного волокном композитного материала настоящего изобретения может регулироваться в соответствующем интервале путем регулирования массы единицы площади содержащихся армирующих волокон и содержания термопластичной смолы.
Тип армирующих волокон, составляющих формованный продукт из армированного волокном композитного материала настоящего изобретения, специально не ограничивается, и его предпочтительные примеры включают в себя волокна, перечисленные выше в разделе «Армирующие волокна» в описании мата с произвольной ориентацией волокон.
Тип смолы, составляющей формованный продукт из армированного волокном композитного материала настоящего изобретения, специально не ограничивается, и его предпочтительные примеры включают в себя смолы, перечисленные выше в разделе «Матричная смола» в описании мата с произвольной ориентацией волокон.
Содержание термопластичной смолы формованного продукта из армированного волокном композитного материала настоящего изобретения на 100 мас.ч. армирующих волокон составляет, желательно, 10-800 мас.ч., предпочтительно, 20-300 мас.ч., более предпочтительно, 20-200 мас.ч., даже более предпочтительно, 30-150 мас.ч., особенно, предпочтительно 50-100 мас.ч., как установлено выше по отношению к количеству термопластичной смолы в мате с произвольной ориентацией волокон.
Форма формованного продукта из армированного волокном композитного материала настоящего изобретения специально не ограничивается. Его формой может быть форма листа или пластины, и она может иметь изогнутую часть, или может быть формы, имеющей установленную плоскость, такой как имеющей поперечное сечение в виде буквы Т, в виде буквы L, в виде буквы U, и в форме шляпы. Кроме того, формованный продукт может иметь трехмерную форму, включая указанные формы.
Формованный продукт из армированного волокном композитного материала настоящего изобретения может быть выполнен с толщиной стенки, выбранной из широкого интервала, например, с толщиной стенки 0,2-100 мм. Однако, даже когда формованный продукт имеет небольшую толщину стенки, его качество и внешний вид могут оставаться высоко превосходными. В частности, толщина формованного продукта может быть 0,2-2,0 мм (в отношении толщины стенки, измеренной при 25°C, если необходимо очень точное измерение).
Масса единицы площади волокна в формованном продукте из армированного волокном композитного материала составляет, предпочтительно, 25-10000 г/м2, предпочтительно, 50-4000 г/м2, более предпочтительно, 600-3000 г/м2, даже более предпочтительно, 600-2200 г/м2.
Настоящее изобретение содержит слоистое тело, в котором, по меньшей мере, один вид формованного продукта из армированного волокном композитного материала настоящего изобретения используется в качестве сердцевинного или оболочечного слоя. Слоистое тело настоящего изобретения может дополнительно содержать, по меньшей мере, один однонаправленный армированный волокном композитный материал, в котором непрерывные армирующие волокна расположены однонаправленно, в качестве сердцевинного или оболочечного слоя. Кроме того, слоистое тело настоящего изобретения может содержать в качестве сердцевинного или оболочечного слоя, по меньшей мере, один формованный продукт из армированного волокном композитного материала (далее называемый как «другой формованный продукт (продукты) из армированного волокном композитного материала»), иной, чем формованный продукт из армированного волокном композитного материала настоящего изобретения, и иной, чем однонаправленные армированные волокном композитные материалы. Слоистое тело настоящего изобретения может дополнительно содержать, по меньшей мере, одну смолу, в которую не введены армирующие волокна, в качестве материала сердцевинного или оболочечного слоев.
Матричной смолой однонаправленного армированного волокном композитного материала или другого формованного продукта из армированного волокном композитного материала и смолой, в которую не введены армирующие волокна, могут быть либо термоотверждающиеся смолы, либо термопластичные смолы.
Поскольку формованный продукт из армированного волокном композитного материала является формованным продуктом, в котором армирующие волокна, содержащиеся в нем, имеют определенные значения среднемассовой ширины волокна, коэффициент дисперсии по средней ширине волокна и среднемассовой толщины волокна, мат армирующих волокон, содержащийся в нем, имеет исключительно низкую неравномерность толщины. В качестве показателя неравномерности толщины может быть использован коэффициент вариации CV (%).
Один пример методик определения CV (%) толщины мата армирующих волокон, содержащегося в формованном продукте из армированного волокном композитного материала, показан ниже.
Сначала образец, имеющий подходящий размер, например, 100×100 мм, вырезают из формованного продукта формы плоской пластины, и указанный образец нагревают в печи при примерно 500°C в течение примерно 1 ч для удаления смолы. Измеряют размеры данного образца, из которого была удалена смола, и испытываемый образец помещают на гладкую плоскую пластину. Далее плоскую пластину, на которую помещен образец, помещают в герметичный мешок, и толщину измеряют в 25 точках, как описано выше относительно определения неравномерности толщины мата армирующих волокон, содержащегося в мате с произвольной ориентацией волокон. Толщину как мешка, так и пластины вычитают из каждого из измеренных значений. По полученным значениям чистой толщины образца коэффициент вариации толщины армирующих волокон в формованном продукте из армированного волокном композитного материала может быть определен с использованием уравнения (3). Кроме того, степень неравномерности толщины мата армирующих волокон в формованном продукте из армированного волокном композитного материала также сохраняется от степени неравномерности толщины мата с произвольной ориентацией волокон.
Способ получения мата с произвольной ориентацией волокон
Предпочтительный способ получения мата с произвольной ориентацией волокон настоящего изобретения содержит следующие способы 1-4.
1. Способ резки армирующих волокон (способ резки).
2. Способ, в котором резаные армирующие волокна вводятся в трубу, транспортируются воздухом и напыляются (способ напыления).
3. Способ фиксации напыленных армирующих волокон с получением мата армирующих волокон (способ фиксации).
4. Способ, в котором термопластичная смола вводится в мат армирующих волокон с получением мата с произвольной ориентацией волокон (способ введения термопластичной смолы).
Способ резки
Описывается способ резки армирующих волокон. В качестве армирующих волокон, подвергаемых резке, предпочтительными являются так называемые стренги, которые находятся в форме пучков отдельных длинных волокон, потому что стренги являются легко доступными и обрабатываемыми. Резка армирующих волокон представляет собой способ резки армирующих волокон при использовании ножа, например, дискового ножа. Один пример способа резки с использованием дискового ножа показан на фигуре 1. Угол ножа для непрерывной резки армирующих волокон специально не ограничен. Обычно могут использоваться лезвия, расположенные под углом 90 градусов относительно волокон, или наклонно расположенные лезвия, или спирально расположенные лезвия. Пример режущих устройств, имеющих спиральные ножи, показан на фигуре 2.
Поскольку мат с произвольной ориентацией волокон настоящего изобретения характеризуется тем, что армирующие волокна имеют регулируемый небольшой размер, как описано выше, предпочтительно регулировать
размер, такой как ширина волокна или толщина волокна, армирующих волокон, подвергаемых способу резки, любым из способов расширения и способов разделения, описанных ниже (также смотри фигуру 3).
Способы расширения волокон специально не ограничиваются. Их примеры включают в себя способ, в котором ширительное устройство, такое как выпуклый штифт, вталкивается в волокна, способ, в котором воздушный поток пропускается в поперечном направлении к направлению переработки волокон, поэтому изгибая волокна как подветренные дуги, и способ, в котором к волокнам прикладывается вибрация. Предпочтительно, расширенные армирующие волокна должны регулироваться так, чтобы иметь желаемую ширину волокна, при обеспечении на последней стадии регулирующего валка для регулирования ширины волокна.
Также предпочтительно при получении мата с произвольной ориентацией волокон настоящего изобретения, чтобы армирующие волокна, которые были
расширены, должны быть отделены, чтобы в результате армирующие волокна были меньшей ширины.
Способы разделения волокон специально не ограничиваются, и их примеры включают в себя способ, в котором стренга разделяется на тонкие пучки продольно-резательным устройством.
В случае разделения волокон при использовании продольно-резательного устройства подходящим способом получения волокон, имеющих желаемую ширину волокна, является регулирование интервала разреза. Кроме того, что касается режущих лезвий, более предпочтительным способом регулирования ширины волокна является пропускание армирующих волокон, имеющих определенную ширину волокна, через ножеобразные режущие лезвия с разрезанием в результате волокон, или пропускание указанных армирующих волокон через гребнеобразное разделительное устройство с сортированием волокон. Также можно выбрать проклеивающее вещество для армирующих волокон и разделить армирующие волокна, поэтому делая легким получение армирующих волокон, имеющих желаемое среднее число волокон.
При проведении разделения волокон после расширения волокон описанным выше образом армирующие волокна могут регулироваться с тем, чтобы быть малой и одинаковой ширины. В результате армирующие волокна, содержащиеся в мате с произвольной ориентацией волокон, показывают превосходное проявление армирующей функции, и получаемый мат с произвольной ориентацией волокон имеет улучшенную гомогенность, сниженную неравномерность толщины и превосходную механическую прочность.
Способ напыления
Затем осуществляется способ напыления, в котором резаные армирующие волокна вводятся в сужающуюся трубу, расположенную на стороне ниже по потоку от ножа, и напыляются. Способы транспортирования армирующих волокон в сужающуюся трубу специально не ограничиваются. Однако, предпочтительно, создать в сужающейся трубе скорость отсасывающего воздушного потока для транспортирования армирующих волокон в сужающуюся трубу воздухом.
Также предпочтительно, что в ходе способа напыления сжатый воздух непосредственно вдувается в армирующие волокна с надлежайшим расширением распределения по ширине армирующих волокон. Ширина распределения может регулироваться регулированием давления продуваемого сжатого воздуха.
Предпочтительно, транспортируемые армирующие волокна напыляются на проницаемый лист, расположенный под напылительным устройством. Также, с точки зрения способа фиксации, описанного ниже, предпочтительно, напылять армирующие волокна на подвижный проницаемый лист, имеющий отсасывающий механизм.
В способе резаные армирующие волокна могут напыляться на лист одновременно с волокнистой или порошкообразной термопластичной смолой. Данный способ является подходящим для получения мата с произвольной ориентацией волокон, содержащего как армирующие волокна, так и термопластичную смолу.
Способ фиксации
Затем напыленные армирующие волокна фиксируются с получением мата армирующих волокон. В частности, предпочтительным способом является фиксация напыленных армирующих волокон при отсасывании воздуха из нижней части проницаемого листа с получением в результате мата армирующих волокон. Также даже в случае напыления волокнистой или порошкообразной термопластичной смолы одновременно с армирующими волокнами, термопластичная смола фиксируется вместе с армирующими волокнами. Указанная процедура в способе фиксации может проводиться в способе после напыления армирующих волокон или подобного.
Способ введения термопластичной смолы
Способ введения термопластичной смолы может осуществляться одновременно со способами 1-3, описанными выше. Например, термопластичная смола в порошкообразной или другой форме может быть напылена в способе напыления. В случае, когда мат армирующих волокон был получен без введения термопластичной смолы в ходе вышеуказанных способов 1-3, термопластичная смола в форме листа, пленки или подобного может быть помещена на или наслоена на мат армирующих волокон с получением мата с произвольной ориентацией волокон изобретения. В данном случае термопластичная смола в форме листа или пленки может находиться в расплавленном состоянии.
Кроме того, термопластичная смола в форме листа, пленки или подобного может быть помещена на или наслоена на мат с произвольной ориентацией волокон, полученный путем напыления термопластичной смолы в порошкообразной или другой форме в способе напыления, как в случае, описанном выше.
Получение формованного продукта из армированного волокном композитного материала
Формованный продукт из армированного волокном композитного материала может быть получен формованием мата с произвольной ориентацией волокон изобретения. Примеры способов получения формованного продукта из армированного волокном композитного материала включают в себя способ, в котором мат с произвольной ориентацией волокон, полученный, как описано выше, нагревается или прессуется прессом или подобным с получением формованного продукта. Хотя отсутствуют специальные ограничения способов получения формованного продукта из армированного волокном композитного материала настоящего изобретения, подходящим способом получения формованного продукта является формование мата с произвольной ориентацией волокон, например, вакуумным формованием, гидравлическим формованием, горячим прессованием или холодным прессованием. Среди указанных подходящим способом получения формованного продукта из армированного волокном композитного материала настоящего изобретения является формование холодным прессованием, в котором мат с произвольной ориентацией волокон нагревается до или выше температуры плавления или до или выше температуры стеклования содержащейся термопластичной смолы и затем выдерживается сэндвичеобразно между полуформами при температуре не выше температуры плавления или температуры стеклования смолы с получением в результате формы.
Предпочтительно, при формовании мата с произвольной ориентацией волокон, где мат с произвольной ориентацией волокон должен нагреваться заранее до температуры, которая является температурой плавления или выше термопластичной смолы в качестве матрицы, в случаях, когда смола является кристаллической, или которая является температурой стеклования или выше в случае, когда смола является аморфной, и которая, предпочтительно, не является выше температуры разложения термопластичной смолы. Среда прессования может регулироваться так, чтобы иметь температуру плавления или выше или температуру стеклования или выше термопластичной смолы в качестве матрицы, или может регулироваться так, чтобы иметь температуру плавления или ниже или температуру стеклования или ниже. Кроме того, при подходящем введении термопластичной смолы в процессе формования могут быть получены формованные продукты из армированного волокном композитного материала, которые различаются по толщине в зависимости от цели. Вводимая термопластичная смола специально не ограничивается, и ее примерами могут быть термопластичные смолы, перечисленные выше в разделе «Матричная смола». Что касается формы смолы, может использоваться расплавленная смола или смола в форме волокон, порошка, пленки или подобного.
Указанные маты с произвольной ориентацией волокон настоящего изобретения как таковые могут использоваться как заранее формованные заготовки или могут превращаться в формованные плиты и затем в формованные продукты, имеющие конечную форму.
Примеры
Ниже представлены примеры, но настоящее изобретение не ограничивается последующими примерами. Что касается армирующих волокон и образцов из них, единицами длины волокна, ширины волокна и толщины волокна является мм, а единицей массы является г, если не указано иное. Плотности углеродных волокон и термопластичных смол, используемых в следующих примерах и сравнительном примере, являются следующими:
ПАН-содержащее углеродное волокно “Tenax”
(зарегистрированная марка) STS40-24K: 1,75 г/см3
ПАН-содержащее углеродное волокно “Tenax”
(зарегистрированная марка) IMS60-24K: 1,80 г/см3
ПАН-содержащее углеродное волокно “Tenax”
(зарегистрированная марка) HTS40-12K: 1,76 г/см3
ПАН-содержащее углеродное волокно “Tenax”
(зарегистрированная марка) UTS50-24K: 1,79 г/см3
ПАН-содержащее углеродное волокно “Tenax”
(зарегистрированная марка) HTS40-6K: 1,76 г/см3
Полипропилен: 0,91 г/см3
Поликарбонат: 1,20 г/см3
Полиамид-6: 1,14 г/см3
Метод определения среднечисленной ширины и среднемассовой ширины армирующего волокна в мате с произвольной ориентацией волокон
Из мата с произвольной ориентацией волокон вырезают образец 100 мм × 100 мм, и 300 армирующих волокон произвольно извлекают пинцетом. Что касается извлеченных армирующих волокон, определяют и регистрируют ширину волокна Wi, массу волокна wi и толщину волокна ti каждого волокна. Штангенциркуль с точностью измерения 1/100 мм используют для измерения ширины волокна и толщины волокна Весы с точностью измерения 1/100 мг используют для определения массы. Что касается армирующих волокон, которые являются слишком малыми для определения их массы, армирующие волокна, имеющие одинаковую ширину волокна, укладывают вместе и взвешивают. В случае использования двух или более типов армирующих волокон армирующие волокна сортируются по типам, и измерение и оценка выполняются для каждого типа.
После измерений ширины волокна Wi и массы волокна wi в отношении всех извлеченных волокон среднечисленную ширину волокна (Wn) определяют с использованием следующего уравнения (4):
Wn=ΣWi/I (4)
I представляет собой число армирующих волокон, и число волокон составляет 300, за исключением случая, когда оно является меньше 300.
Кроме того, среднемассовую ширину волокна (Ww) армирующих волокон определяют по общей массе w армирующих волокон с использованием следующего уравнения (5)
Ww=Σ(Wi×wi/w) (5)
В тех случаях, когда армирующие волокна не способны отделяться от термопластичной смолы с ростом трудностей в измерениях, термопластичная смола удаляется, например, нагреванием мата с произвольной ориентацией волокон, например, при 500°C в течение примерно 1 ч, измерения затем осуществляются.
Метод определения коэффициента дисперсии (Ww/Wn) армирующих волокон
Коэффициент дисперсии по средней ширине волокна (Ww/Wn) определяют по среднечисленной ширине волокна (Wn) и среднемассовой ширине волокна (Ww) полученных армирующих волокон с использованием следующего уравнения (6):
Коэффициент дисперсии по средней ширине волокна (Ww/Wn)=
(среднемассовая ширина волокна (Ww))/(среднечисленная ширина волокна (Wn)) (6)
Метод определения среднемассовой толщины волокна армирующих волокон в мате с произвольной ориентацией волокон
Все извлеченные армирующие волокна подвергают измерениям толщины волокна ti и определения массы волокна wi описанным выше образом, и среднемассовую толщину волокна t затем определяют с использованием следующего уравнения (7):
t=Σ(ti×wi/w) (7)
Метод определения среднечисленной ширины волокна и среднемассовой ширины волокна армирующих волокон в формованном продукте из армированного волокном композитного материала
Средняя ширина волокна армирующих волокон в формованном продукте из армированного волокном композитного материала определяется при вырезании из формованного композитного материала образца 100 мм × 100 мм, нагревании вырезанного куска при 500°C в течение примерно 1 ч в печи с удалением смолы, затем извлечении волокон таким же образом, как для мата с произвольной ориентацией волокон и измерении ширины волокна Wi, массы волокна wi и т.п.
Метод определения средней длины волокна L в мате армирующих волокон или мате с произвольной ориентацией волокон
Сто армирующих волокон произвольно извлекают из мата армирующих волокон или мата с произвольной ориентацией волокон с использованием пинцетов, и длину волокна Li каждого армирующего волокна измеряют с точностью 1 мм с использованием штангенциркуля и регистрируют. Предпочтительно, площадь извлечения армирующих волокон должна быть достаточно большой по сравнению с длиной волокна.
Среднюю длину волокна L определяют по каждой полученной длине отдельного волокна Li с использованием следующего уравнения:
L=ΣLi/100
В тех случаях, когда армирующие волокна не способны отделяться от термопластичной смолы с ростом трудностей в измерениях, термопластичная смола удаляется, например, нагреванием мата с произвольной ориентацией волокон, например, при 500°C в течение примерно 1 ч, затем осуществляются измерения.
Метод определения неравномерности толщины мата армирующих волокон в мате с произвольной ориентацией волокон
Коэффициент вариации CV толщины мата армирующих волокон в мате с произвольной ориентацией волокон рассчитывают следующим образом, и неравномерность толщины оценивают на основе результатов. Чем выше коэффициент вариации CV (%), тем больше неравномерность толщины волокон.
Кроме того, в случаях, когда термопластичная смола неспособна отделяться от мата с произвольной ориентацией волокон, делая невозможным определение неравномерности толщины мата армирующих волокон, термопластичная смола удаляется при нагревании таким же образом, как для формованного продукта из армированного волокном композитного материала, описанного ниже, и затем осуществляется определение.
1) Из мата с произвольной ориентацией волокон вырезают образец 100 мм × 100 мм, и термопластичная смола удаляется. Мат армирующих волокон укладывают в герметичный мешок, который вакуумируют до -0,09 МПа или менее.
2) На мешок с интервалом 10 мм наносят метки в виде решетки, и его толщину измеряют микрометром порядка 1/1000 мм. Измерения выполняют на пяти линиях × пять рядов, т.е. в 25 точках.
3) Толщину мешка вычитают из каждой измеренной толщины, и рассчитывают среднее значение и стандартное отклонение. Коэффициент вариации CV (%) толщины мата армирующих волокон может быть рассчитан с использованием следующего выражения:
Коэффициент вариации CV (%)=[(стандартное отклонение)/
(среднее значение)]×100 (3)
Метод определения неравномерности толщины мата армирующих волокон в формованном продукте из армированного волокном композитного материала
В том случае, когда мат армирующих волокон в формованном продукте из армированного волокном композитного материала оценивают на равномерность толщины, из формованного продукта из армированного волокном композитного материала вырезают образец плоской пластинчатой формы 100 мм × 100 мм, и данный вырезанный кусок нагревают в печи при 500°C в течение примерно 1 ч для удаления термопластичной смолы. Затем аналогичным образом измеряют размеры полученного мата и помещают на гладкую плоскую пластину. После этого каждую плоскую пластину укладывают в герметичный мешок, и измерение толщины проводится на 25 точках таким же образом, как для мата с произвольной ориентацией волокон, за исключением того, что толщины как мешка, так и плоской пластины вычитаются из толщины каждого измерения. Таким образом определяют коэффициент вариации CV толщины.
Оценка степени пропитки термопластичной смолой формованного продукта из армированного волокном композитного материала
(формованной плиты)
Степень пропитки термопластичной смолой формованного продукта из армированного волокном композитного материала (формованной плиты) оценивают путем исследования ультразвуком. Степень пропитки оценивают при осуществлении исследования при частоте 5 МГц и шаге сканирования 2,0 мм × 2,0 мм с использованием прибора ультразвукового исследования изображения (KJTD Co., Ltd, SDS-WIN). При оценке осуществляют наблюдение под микроскопом на поперечном сечении части, где интенсивность отраженной волны составила 90% или более, и затем подтверждают, что отсутствуют дефекты или поры. Чем больше пропорция площади, имеющей высокую интенсивность отраженной волны (70% или более в примерах) в испытании ультразвуком, тем плотней внутренняя часть формованной плиты, и тем выше степень пропитки термопластичной смолой в формованной плите. Кроме того, чем больше пропорция частей, имеющих низкую интенсивность отраженной волны (50% или менее в примерах), тем большее количество микропор присутствует во внутренней части формованной плиты, и тем большее количество непропитанных частей находится в формованной плите.
Испытание на растяжение
Из формованного продукта из армированного волокном композитного материала (формованной плиты) вырезают образцы для испытаний с использованием водяной струи и определяют предел прочности при растяжении и модуль упругости при растяжении при использовании универсальной разрывной машины (изготовитель - Instron Corporation) согласно JIS K 7164. Форма образцов для испытаний установлена как 1В-В. Расстояние между зажимами составляет 115 мм, и скорость испытания составляет 10 мм/мин. Образцы для испытаний вырезают в произвольном направлении (направление 0°) и в перпендикулярном направлении (направление 90°) к произвольному направлению, и затем определяют предел прочности при растяжении и модуль упругости при растяжении для каждого из двух направлений. Что касается модуля упругости при растяжении, получаемое отношение Eδ рассчитывают делением большего значения на меньшее значение.
Расчет проявления свойства относительно теоретической прочности
Степень проявления свойства (%) относительно теоретического значения определяют по пределу прочности при растяжении формованной плиты, полученной описанным выше образом, и по пределу прочности при растяжении армирующих волокон (углеродные волокна), введенных в формованную плиту, путем следующего расчета:
Степень проявления свойства (%)=[(предел прочности при растяжении формованного продукта)/(теоретическая прочность формованного продукта)]×100
Здесь теоретическую прочность формованного продукта определяют по пределу прочности при растяжении (Ff) армирующих волокон, содержащихся в формованном продукте, разрушающему напряжению (σm) матричной смолы, объемному отношению содержания (Vf) армирующих волокон и коэффициенту ориентации (ηθ) волокон на основе закона смеси, рассматривающего прочность композитных материалов, с использованием следующего выражения:
Теоретическая прочность формованного продукта (МПа)=
(ηθ×Ff×Vf)+σm (1-Vf)
(Здесь был использован коэффициенту ориентации (ηθ)=3/8, что является значением для произвольной ориентации в плоскости).
Пример 1
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) STS40-24K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 7,0 мкм, ширина волокна 10 мм, предел прочности при растяжении 4000 МПа) подвергают расширению волокна с увеличением ширины до 22 мм. Перед тем, как расширенные волокна обрабатываются разделительным устройством, расширенные волокна пропускают через валки, имеющие внутреннюю ширину 20 мм, и ширина волокна точно регулируется при 20 мм. Дискообразные разделительные лезвия, выполненные из цементированного карбида, используют в качестве разделительного устройства для разрезания 20-мм ширины стренги армирующих волокон с интервалами 0,8 мм. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 20 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 20 мм. Сужающаяся труба размещается ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу, в результате армирующие волокна вводят в сужающуюся трубу и транспортируют волокна через нее при скорости отсасывающего потока 5 м/с. Полипропилен (J-106G, изготовитель - Prime Polymer Co., Ltd.), измельченный и классифицированный со средним диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем, сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и армирующие волокна подают из сужающейся трубы при проведении отсасывания воздуходувкой, размещенной под сеткой, с получением в результате мата с произвольной ориентацией волокон, имеющего массу единицы площади волокна 1500 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 20 мм и среднемассовую толщину волокна 0,06 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 0,66 мм, среднечисленную ширину волокна (Wn) 0,43 мм и коэффициент дисперсии (Ww/Wn) 1,52.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 220°C, с получением формованной плиты толщиной 1,9 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 6,4%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80 % или более.
Отношение объемного содержания армирующих волокон в полученной формованной плите составляет 45% об. Формованную плиту оценивают по прочностным характеристикам на основе JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 490 МПа, степень проявления свойства относительно теоретического значения 73%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,06.
Пример 2
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) IMS60-24K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 5,0 мкм, ширина волокна 10 мм, предел прочности при растяжении 5800 МПа) подвергают расширению волокна с увеличением ширины до 26 мм. Перед обработкой разделительным устройством, стренгу расширенных волокон пропускают через валки, имеющие внутреннюю ширину 25 мм, с регулированием в результате ширины волокна точно при 25 мм. Дискообразные разделительные лезвия, выполненные из цементированного карбида, используют в качестве разделительного устройства для разрезания 25-мм ширины стренги армирующих волокон с интервалами 1,4 мм. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 45 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 45 мм. Сужающаяся труба размещается ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу, в результате армирующие волокна вводят в сужающуюся трубу и транспортируют волокна через нее при скорости отсасывающего потока 5 м/с. Поликарбонат («Panlite» (зарегистрированная марка) L-1225Y, изготовитель - Teijin Chemicals Ltd.), измельченный и классифицированный со средним диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем, сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и армирующие волокна подают из сужающейся трубы при проведении отсасывания воздуходувкой, размещенной под сеткой, с получением в результате мата с произвольной ориентацией волокон, имеющего массу единицы площади волокна 2500 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 45 мм и среднемассовую толщину волокна 0,05 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 1,25 мм, среднечисленную ширину волокна (Wn) 0,69 мм и коэффициент дисперсии (Ww/Wn) 1,80.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 300°C, с получением формованной плиты толщиной 4,0 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 9,0%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80% или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 35% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 540 МПа, степень проявления свойства относительно теоретического значения 71%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,07.
Пример 3
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) STS40-24K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 7,0 мкм, ширина волокна 10 мм, предел прочности при растяжении 4000 МПа) подвергают расширению волокна с увеличением ширины до 16 мм. Перед обработкой разделительным устройством, стренгу расширенных волокон пропускают через валки, имеющие внутреннюю ширину 15 мм, с регулированием в результате ширины волокна точно при 15 мм. Дискообразные разделительные лезвия, выполненные из цементированного карбида, используют в качестве разделительного устройства для разрезания 15-мм ширины стренги армирующих волокон с интервалами 0,5 мм. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 12 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 12 мм. Трубу, имеющую небольшое отверстие, получают как напылительное устройство, и сжатый воздух подают в него с использованием компрессора. На данной стадии скорость потока, выходящего через небольшое отверстие, составляет 50 м/с. Кроме того, сужающуюся трубу размещают под напылительным устройством. Затем, сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и армирующие волокна подают из сужающейся трубы при проведении отсасывания воздуходувкой, размещенной под сеткой, с получением в результате мата с произвольной ориентацией волокон, имеющего массу единицы площади волокна 700 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
Затем расплавленную матричную смолу наносят на поверхность мата. В частности, смолу полиамида-6 (А1030, изготовитель - Unichika, Ltd.) используют в качестве матричной смолы и расплавляют, и расплавленную смолу в форме пленки, имеющей толщину 0,6 мм, экструдируют с такой же скоростью, как линейная скорость конвейера, из Т-образной фильеры, имеющей ширину 1 м, и размещенной на 5 см выше сетки конвейера, и наносят на всю поверхность мата. В данной операции часть поверхности мата армирующих волокон, на которую была нанесена смола, нагревают инфракрасным нагревателем для предотвращения охлаждения и затвердевания смолы.
Устройство работает в таких условиях, что подаваемое количество армирующих волокон составляет 1400 г/мин, а подаваемое количество смолы составляет 1360 г/мин. В результате на неподвижной сетке получают мат с произвольной ориентацией волокон, состоящий из армирующих волокон и термопластичной смолы. Затем указанный мат нагревают и прессуют парой нагревательных валков, имеющих установленную температуру 280°C, с получением мата с произвольной ориентацией волокон, равномерно пропитанного термопластичной смолой.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 12 мм и среднемассовую толщину волокна 0,06 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 0,32, среднечисленную ширину волокна (Wn) 0,16 мм и коэффициент дисперсии (Ww/Wn) 1,96.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 260°C, с получением формованной плиты толщиной 1,0 мм.
Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 6,8%.
Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80 % или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 40% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 440 МПа, степень проявления свойства относительно теоретического значения 73%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,04.
Пример 4
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) HTS40-12K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 7,0 мкм, ширина волокна 8 мм, предел прочности при растяжении 4200 МПа) подвергают расширению волокна с увеличением ширины до 16 мм. Перед обработкой разделительным устройством, стренгу расширенных волокон пропускают через валки, имеющие внутреннюю ширину 15 мм, с регулированием в результате ширины волокна точно при 15 мм. Дискообразные разделительные лезвия, выполненные из цементированного карбида, используют в качестве разделительного устройства для разрезания 15-мм ширины стренги армирующих волокон с интервалами 0,5 мм. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 15 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 15 мм. Сужающаяся труба размещается ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу, в результате армирующие волокна вводят в сужающуюся трубу и транспортируют волокна через нее при скорости отсасывающего потока 5 м/с. Поликарбонат («Panlite» (зарегистрированная марка) L-1225Y, изготовитель - Teijin Chemicals Ltd.), измельченный и классифицированный со средним диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем, сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и армирующие волокна подают из сужающейся трубы при проведении отсасывания воздуходувкой, размещенной под сеткой, с получением в результате мата с произвольной ориентацией волокон, имеющего массу единицы площади волокна 2640 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 15 мм и среднемассовую толщину волокна 0,04 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 0,47 мм, среднечисленную ширину волокна (Wn) 0,36 мм и коэффициент дисперсии (Ww/Wn) 1,31.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 300°C, с получением формованной плиты толщиной 3,0 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 5,6%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80 % или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 50% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 585 МПа, степень проявления свойства относительно теоретического значения 74 %, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,04.
Сравнительный пример 1
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) HTS40-12K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 7,0 мкм, ширина волокна 8 мм, предел прочности при растяжении 4200 МПа) подвергают расширению волокна с увеличением ширины до 16 мм. Перед обработкой разделительным устройством, стренгу расширенных волокон пропускают через валки, имеющие внутреннюю ширину 15 мм, с регулированием в результате ширины волокна точно при 15 мм. Дискообразные разделительные лезвия, выполненные из цементированного карбида, используют в качестве разделительного устройства для разрезания 15-мм ширины стренги армирующих волокон с интервалами 3,2 мм. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 15 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 15 мм. Сужающаяся труба размещается непосредственно ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу, в результате армирующие волокна вводят в сужающуюся трубу и транспортируют волокна через нее при скорости отсасывающего потока 5 м/с. Поликарбонат (“Panlite” (зарегистрированная марка), L-1225Y, изготовитель - Teijin Chemicals Ltd.), измельченный и классифицированный с диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем, сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и армирующие волокна подают из сужающейся трубы при проведении отсасывания воздуходувкой, расположенной под сеткой, с получением мата с произвольной ориентацией волокон с массой единицы площади волокна 2640 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 15 мм и среднемассовую толщину волокна 0,05 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 3,02 мм, среднечисленную ширину волокна (Wn) 2,27 мм, и коэффициент дисперсии (Ww/Wn) составляет 1,33.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 300°C, с получением формованной плиты толщиной 3,0 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 18,4%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70 % или более, наблюдались в отношении 80% или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 50% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 420 МПа, степень проявления свойства относительно теоретического значения 53%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,16.
Пример 5
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) UTS50-24K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 6,9 мкм, ширина волокна 10 мм, предел прочности при растяжении 5000 МПа) подвергают расширению волокна с увеличением ширины до 22 мм. Перед обработкой разделительным устройством, стренгу расширенных волокон пропускают через валки, имеющие внутреннюю ширину 20 мм, с регулированием в результате ширины волокна точно при 20 мм. Дискообразные разделительные лезвия, расположенные с интервалами 2,6 мм и 2,2 мм с чередованием, используют в качестве разделительного устройства для разрезания стренги армирующих волокон. Кроме того, дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 30 мм, используют в качестве режущего устройства для резки разделенной стренги с получением в результате длины волокна 30 мм. Сужающаяся труба размещается ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу, в результате армирующие волокна вводят в сужающуюся трубу и транспортируют волокна через нее при скорости отсасывающего потока 5 м/с. Полиамид-6 (“А1030”, изготовитель - Unichika, Ltd.), измельченный и классифицированный с диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и углеродные волокна подают из сужающейся трубы при осуществлении отсасывания воздуходувкой, расположенной ниже сетки, с получением в результате мата с произвольной ориентацией волокон с массой единицы площади волокна 4000 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 30 мм и среднемассовую толщину волокна 0,07 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 2,20 мм, среднечисленную ширину волокна (Wn) 1,39 мм и коэффициент дисперсии (Ww/Wn) 1,58.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 280°C, с получением формованной плиты толщиной 5,0 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 13,3%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80% или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 45% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 550 МПа, степень проявления свойства относительно теоретического значения 65%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,09.
Сравнительный пример 2
В качестве армирующего волокна стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) UTS50-24K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 6,9 мкм, ширина волокна 10 мм, предел прочности при растяжении 5000 МПа), подвергают расширению волокна с увеличением ширины до 22 мм. Перед обработкой разделительным устройством, стренгу расширенных армирующих волокон пропускают через валки, имеющие внутреннюю ширину 20 мм, с регулированием в результате ширины волокна точно при 20 мм. Часть стренги армирующих волокон, расширенных до 20 мм, разрезают с интервалами 4,2 мм, а другую ее часть разрезают с интервалами 0,3 мм. Два типа разрезанных стренг подают в одинаковом количестве в режущее устройство. Дисковый нож, выполненный из цементированного карбида и оборудованный лезвиями с интервалами 20 мм, используют в качестве режущего устройства для резки разрезанной стренги с получением в результате длины волокна 20 мм.
Сужающаяся труба размещается ниже дискового ножа. Сжатый воздух подают в указанную сужающуюся трубу с введением армирующих волокон в сужающуюся трубу и транспортированием волокон через нее при скорости отсасывающего потока 5 м/с. Полиамид-6 (“А1030”, изготовитель - Unichica, Ltd.), измельченный и классифицированный с диаметром частиц 500 мкм, в качестве матричной смолы подают через боковую стенку сужающейся трубы. Затем сетку движущегося конвейера размещают ниже выпуска сужающейся трубы, и углеродные волокна подают из сужающейся трубы при осуществлении отсасывания воздуходувкой, расположенной ниже сетки, с получением в результате мата с произвольной ориентацией волокон с массой единицы площади волокна 2380 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 20 мм и среднемассовую толщину волокна 0,06 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 2,21 мм, среднечисленную ширину волокна (Wn) 0,54 мм и коэффициент дисперсии (Ww/Wn) 4,08.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 280°C, с получением формованной плиты толщиной 3,0 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 16,2%. Кроме того, в результате проведения ультразвукового исследования было установлено, что части, у которых интенсивность отраженной волны составляет 70% или более, наблюдались в отношении 80% или более.
Отношение объемного содержания армирующих волокон в полученной формованной плиты составляет 45% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении 490 МПа, степень проявления свойства относительно теоретического значения 58%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,08.
Сравнительный пример 3
В качестве армирующего волокна используют стренгу ПАН-содержащего углеродного волокна “Tenax” (зарегистрированная марка) HTS40-6K (изготовитель - TOHO TENAX Co., Ltd.) (диаметр волокна 7,0 мкм, ширина волокна 6 мм, предел прочности при растяжении 4200 МПа). Режущее устройство ровинга, оборудованное лезвиями с интервалами 6 мм, используют для резки стренги армирующих волокон с получением в результате длины волокна 6 мм. Указанные армирующие волокна, разрезанные режущим устройством ровинга, подают на сетку конвейера, расположенную под ножом, с получением в результате мата армирующих волокон, имеющего массу единицы площади 2640 г/м2. Исследуют форму армирующих волокон в мате с произвольной ориентацией волокон, и в результате было установлено, что оси волокна армирующих волокон являются почти параллельными в плоскости мата с произвольной ориентацией волокон, и армирующие волокна являются произвольно диспергированными в плоскости.
В полученном мате с произвольной ориентацией волокон армирующие волокна имеют среднюю длину волокна 6,1 мм и среднемассовую толщину волокна 0,05 мм. Армирующие волокна, составляющие мат с произвольной ориентацией волокон, имеют среднемассовую ширину волокна (Ww) 5,81 мм, среднечисленную ширину волокна (Wn) 5,25 мм и коэффициент дисперсии (Ww/Wn) 1,11.
Поликарбонатную пленку (“Panlite” (зарегистрированная марка), L-1225Y, изготовитель - Teijin Chemicals Ltd., 1815 г/м2) наслаивают на каждую поверхность мата армирующих волокон, имеющего массу единицы площади армирующих волокон 2640 г/м2, и слоистое тело нагревают и прессуют парой нагревательных валков, имеющих установленную температуру 300°C, с получением в результате мата с произвольной ориентацией волокон, равномерно пропитанного смолой.
Полученный мат с произвольной ориентацией волокон нагревают при 4,0 МПа в течение 10 мин в прессе, нагретом до 300°C, с получением формованной плиты толщиной 3,1 мм. Полученную формованную плиту оценивают на неравномерность толщины мата армирующих волокон. В результате было установлено, что коэффициент вариации CV толщины составляет 32,4%. Кроме того, в результате проведении ультразвукового исследования на полученной формованной плите, части, где прочность к отраженной волне составляет 70% или более, наблюдаются в отношении 47%. Было установлено, что указанная формованная плита имеет внутри непропитанные части.
Отношение объемного содержания армирующих волокон в полученной формованной плите составляет 49% об. Формованную плиту оценивают по прочностным характеристикам в соответствии с JIS 7164, и в результате было установлено, что формованная плита имеет предел прочности при растяжении составляет 380 МПа, и степень проявления свойств относительно теоретической прочности 48%, и соотношение модулей упругости при растяжении в направлении 0° и в направлении 90° 1,32.
Промышленная применимость
Мат с произвольной ориентацией волокон и формованный продукт из армированного волокном композитного материала, полученные согласно настоящему изобретению, имеют превосходную механическую прочность и превосходную изотропию. Соответственно, мат с произвольной ориентацией волокон и формованный продукт из армированного волокном композитного материала являются используемыми для или в качестве различных видах составляющих элементов, например, внутренних панелей, наружных панелей, и составляющих элементов транспортных средств, рам или корпусов различных видов электрических продуктов или машин или подобного.
Хотя настоящее изобретение было описано со ссылкой на его отдельные варианты, для специалистов в данной области техники будет очевидно, что различные модификации могут быть сделаны без отступления от сущности и объема настоящего изобретения.
Данная заявка основана на заявке на Японский патент № 2012-169936, поданной 31 июля 2012 г, содержание которой приводится здесь в качестве ссылки.
Описание ссылочных номеров и обозначений
1 - Армирующее волокно
2 - Прижимной ролик
3 - Обрезиненный ролик
4 - Главное тело дискового нижо
5 - Лезвие
6 - Резаные армирующие волокна
7 - Шаг лезвий
8 - Расширенное армирующее волокно
9 - Ширительное устройство
10 - Валок регулирования ширины волокна
11 - Разделительное устройство
12 - Разделенное армирующее волокно
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТ С ПРОИЗВОЛЬНОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН И ФОРМОВАННЫЙ ПРОДУКТ ИЗ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА | 2013 |
|
RU2558904C1 |
| ХОЛСТ С ХАОТИЧЕСКОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН И КОМПОЗИТНЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ВОЛОКНОМ | 2011 |
|
RU2527703C1 |
| АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2011 |
|
RU2550892C1 |
| ФОРМОВАННЫЙ ПРОДУКТ, ВЫПОЛНЕННЫЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С АРМИРОВАННЫМИ ВОЛОКНАМИ | 2011 |
|
RU2551501C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО ИЗДЕЛИЯ ФОРМОВАНИЕМ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2012 |
|
RU2535711C1 |
| БИПОЛЯРНЫЕ ПЛАСТМАССОВЫЕ ПЛАСТИНЫ, АРМИРОВАННЫЕ УГЛЕРОДНЫМ ВОЛОКНОМ, С НЕПРЕРЫВНЫМИ ТОКОПРОВОДЯЩИМИ КАНАЛАМИ | 2003 |
|
RU2316851C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| МЕЖСЛОЙНОЕ УСИЛЕНИЕ УДАРНОЙ ПРОЧНОСТИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2590539C2 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕННОГО ТЕЛА | 2012 |
|
RU2565590C2 |

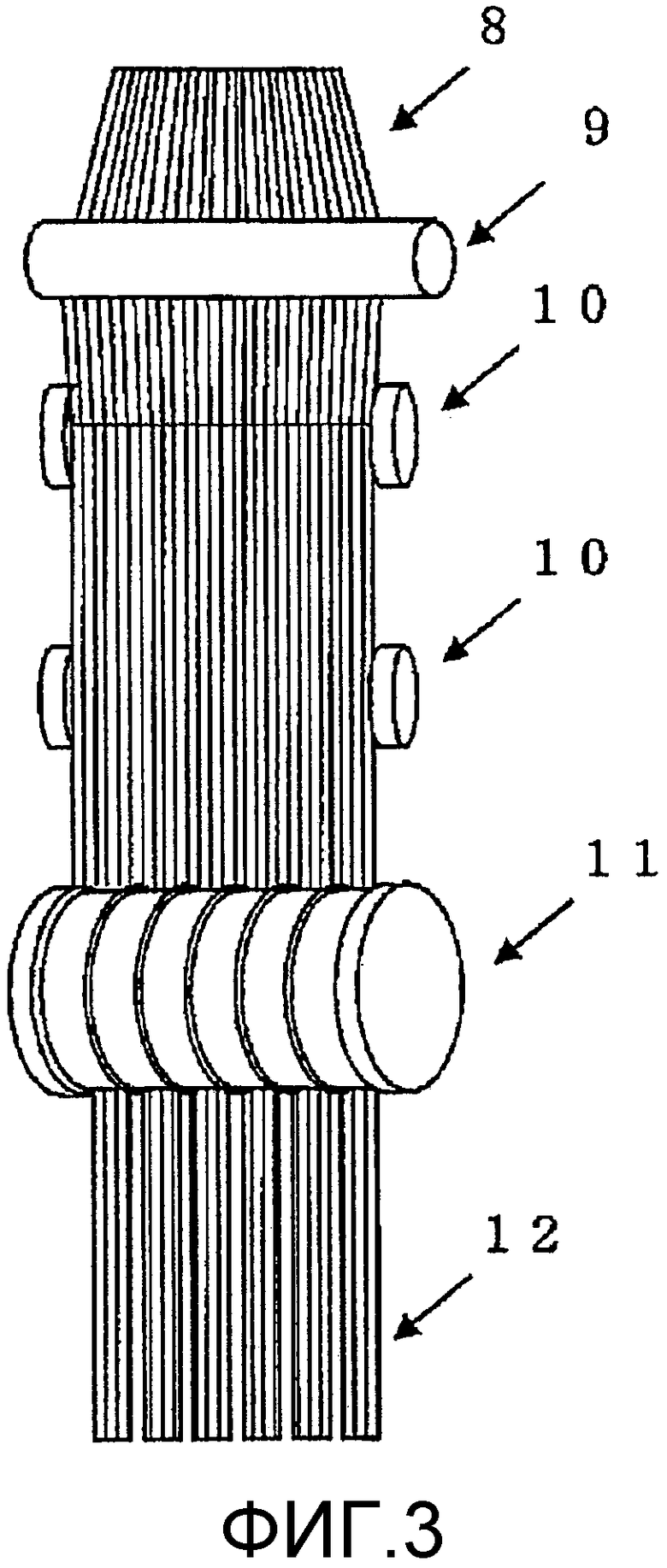
Изобретение относится к мату с произвольной ориентацией волокон для использования в качестве промежуточного материала для формованных продуктов из армированного волокном композитного материала. Формованный продукт из армированного волокном композитного материала, который является изотропным и имеет превосходную механическую прочность, и мат с произвольной ориентацией волокон, используемый в качестве промежуточного материала для формованного композитного материала. Мат содержит армирующие волокна, в котором армирующие волокна удовлетворяют следующим положениям i) армирующие волокна имеют среднемассовую ширину волокна (Ww), которая удовлетворяет следующему уравнению: 0 мм<Ww<2,8 мм (1); ii) армирующие волокна имеют отношение дисперсии по средней ширине волокна (Ww/Wn), определенное как отношение среднемассовой ширины волокна (Ww) к среднечисленной ширине волокна (Wn), которое составляет 1,00 или более и 2,00 или менее; iii) армирующие волокна имеют среднемассовую толщину волокна, которая меньше, чем среднемассовая ширина волокна (Ww). Целью изобретения является создание формованного продукта, полученного из мата с произвольной ориентацией волокон, в котором мат имеет небольшую неравномерность толщины, является равномерным по механической прочности и имеет превосходный предел прочности при растяжении и высокую степень проявления прочности. 2 н. и 9 з.п. ф-лы, 3 ил., 8 пр.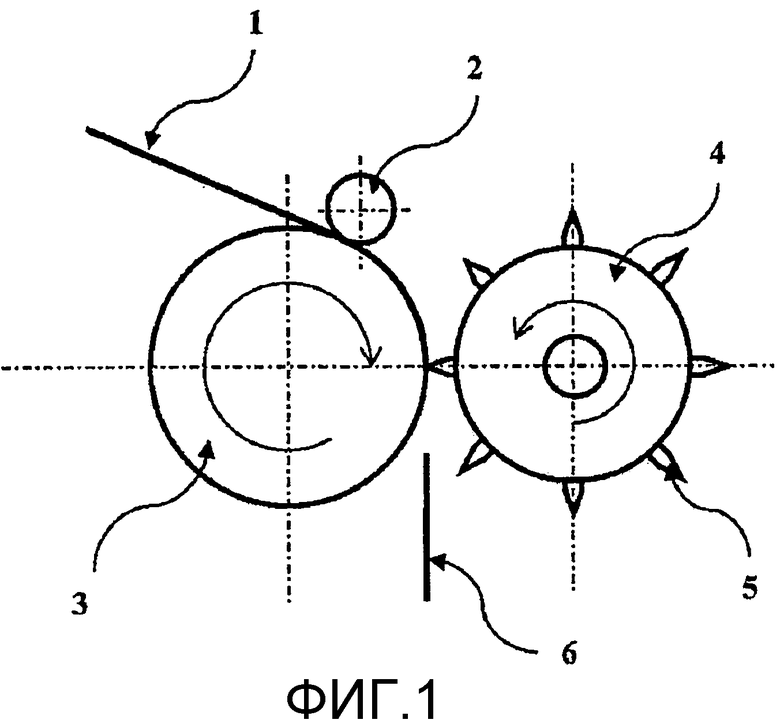
1. Мат с произвольной ориентацией волокон, содержащий:
армирующие волокна, имеющие среднюю длину волокна 3-100 мм; и
термопластичную смолу,
причем армирующие волокна имеют следующие характеристики i)-iii):
i) армирующие волокна имеют среднемассовую ширину волокна (Ww), которая удовлетворяет следующему уравнению (1):
0 мм<Ww<2,8 мм (1);
ii) армирующие волокна имеют коэффициент дисперсии по средней ширине волокна (Ww/Wn), определенный как отношение среднемассовой ширины волокна (Ww) к среднечисленной ширине волокна (Wn), которое составляет 1,00 или более и 2,00 или менее; и
iii) армирующие волокна имеют среднемассовую толщину волокна, меньшую, чем среднемассовая ширина волокна (Ww), при этом среднемассовая толщина волокна армирующих волокон составляет 0,01 мм или более и 0,30 мм или менее.
2. Мат по п. 1, в котором
армирующие волокна являются волокнами, по меньшей мере, одного вида, выбранного из группы, состоящей из углеродного волокна, арамидного волокна и стеклянного волокна.
3. Мат по п. 1, в котором
среднемассовая ширина волокна (Ww) армирующих волокон удовлетворяет следующему уравнению (2):
0,1 мм<Ww<2,0 мм (2).
4. Мат по п. 1, в котором
коэффициент дисперсии по средней ширине волокна (Ww/Wn) армирующих волокон составляет 1,30 или более и 1,95 или менее.
5. Мат по п. 1, в котором
среднемассовая толщина волокна армирующих волокон составляет 0,02 мм или более и 0,20 мм или менее.
6. Мат по п. 1, имеющий
массу единицы площади армирующего волокна от 25 до 10000 г/м2.
7. Мат п. 1, в котором
содержание термопластичной смолы составляет от 10 до 800 мас.ч. на 100 мас.ч. армирующих волокон.
8. Формованный продукт из армированного волокном композитного материала, полученный из мата с произвольной ориентацией волокон по любому из пп. 1-7.
9. Продукт по п. 8, содержащий армирующие волокна, имеющие среднюю длину волокна 3-100 мм, и термопластичную смолу,
где армирующие волокна имеют следующие характеристики i)-iii):
i) армирующие волокна имеют среднемассовую ширину волокна (Ww), которая удовлетворяет следующему уравнению (1):
0 мм<Ww<2,8 мм (1);
ii) армирующие волокна имеют коэффициент дисперсии (Ww/Wn), определенный как отношение среднемассовой ширины волокна (Ww) к среднечисленной ширине волокна (Wn) армирующих волокон, которое составляет 1,00 или более и 2,00 или менее; и
iii) армирующие волокна имеют среднемассовую толщину волокна, меньшую, чем среднемассовая ширина волокна (Ww).
10. Продукт по п. 8, содержащий мат армирующих волокон, образованный армирующими волокнами, в котором
мат армирующих волокон имеет неравномерность толщины 20 % или менее в показателях коэффициента вариации CV, определенного по следующему уравнению (3):
Коэффициент вариации CV (%)=[(стандартное отклонение)/
(среднее значение)]×100 (3).
11. Продукт по п. 8, который имеет толщину стенки от 0,2 до 100 мм.
| JP 2001192466 A, 17.07.2001 | |||
| JP 2011178890 A, 15.09.2011 | |||
| JP 2008254191 A, 23.10.2008 | |||
| НЕТКАНЫЙ МАТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФИБРОКОМПОЗИТ | 2004 |
|
RU2338019C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |

