Область техники, к которой относится изобретение
Изобретение относится к способу уменьшения эксцентричности внутренней поверхности относительно наружной поверхности полой детали, зажатой с возможностью вращения в станке, в частности полого вала, при котором в одном зажимании записываются несколько данных измерения, зависимых от контура внутренней поверхности полой детали, в частности с помощью ультразвука, посредством использования записанных данных измерения одна заданная поверхность рассчитывается для по меньшей мере одной части наружной поверхности с уменьшенной эксцентричностью относительно внутренней поверхности и в ходе следующего этапа вращающаяся деталь обрабатывается резанием по меньшей мере частично на своей наружной поверхности в соответствии с заданной поверхностью.
Уровень техники
Для снижения дебаланса при полых деталях из уровня техники известны способы, при которых может быть увеличена степень концентричности между внутренней и внешней поверхностями. При этом известен также (DE 19958373 A1) способ, при котором производится зажимание полой детали с возможностью вращения и в этом новом зажимании записываются несколько данных измерения, зависимых от формы или от контура внутренней поверхности полой детали. На основании этих полученных с помощью ультразвукового измерения координат точек измерения рассчитывается заданная форма наружной поверхности или заданная наружная поверхность, в соответствии с которой - а именно в том же зажимании, что и при измерении - наружная поверхность детали подвергается обработке резанием. За счет этого форма наружной поверхности может выполняться параллельной внутренней поверхности или может улучшаться эксцентричность внутренней поверхности относительно наружной поверхности. Недостаток этих способов заключается в относительно высоких расходах на измерение, расчет и управление. Так, сначала необходимо записать значительное количество данных измерения, которые должны быть в завершение также обработаны с целью обеспечения возможности расчетного отображения заданной наружной поверхности полой детали. Обработка полой детали в ходе следующего этапа требует далее относительно высоких расходов на управление, так как вся полая деталь в целом обрабатывается резанием с регулированием. По этой причине такого рода способы являются не только дорогостоящими, но и также медленными, что, в свою очередь, препятствует прецизионной обработке резанием, в частности с оптимальными данными резания относительно используемого инструмента, и таким образом не может обеспечиваться относительно высокая добротность поверхности. Уменьшение количества записанных данных измерения в целях ускорения процесса может, однако, повлечь за собой невыгодную существенную потерю точности обработки детали, так что с помощью этого также не могут быть достигнуты улучшения способа. Кроме того, ошибки обслуживания при выборе количества точек измерения могут оказывать существенное влияние на качество результата процесса. Такого рода способа не могут, таким образом, обеспечивать удовлетворительную обработку высококачественных деталей, так как такие способы являются сравнительно подверженными ошибкам, медленными и сложными в обслуживании.
Раскрытие изобретения
В изобретении поставлена задача усовершенствования способа описанного выше типа таким образом, чтобы с его помощью достигалась бы не только сравнительно более высокая степень концентричности внутренней и наружной поверхностей, но и одновременно достигалась бы возможность прецизионной обработки резанием наружной поверхности детали. Кроме того, способ должен быть быстрым и удобным в обслуживании.
Изобретение решает поставленную задачу тем, что на наружной поверхности детали путем обработки резанием вырабатывается по меньшей мере одна частичная поверхность в соответствии с расчетной заданной поверхностью и деталь с использованием по меньшей мере выработанной частичной поверхности вновь зажимается с помощью зажимного устройства, в частности зажимного патрона и/или люнета, после чего, в этом новом зажимании по меньшей мере оставшаяся наружная поверхность вращающейся детали по меньшей мере частично обрабатывается резанием с целью по меньшей мере частичного уменьшения за счет этого эксцентричности внутренней поверхности относительно наружной поверхности.
Если на наружной поверхности детали на наружной поверхности детали посредством обработки резанием вырабатывается по меньшей мере одна частичная поверхность в соответствии с расчетной заданной поверхностью и деталь вновь зажимается с использованием по меньшей мере выработанной частичной поверхности, то деталь с помощью сравнительно несложных и быстрых технологических приемов может подготавливаться к последующей прецизионной обработке. Эта сравнительно малая по сравнению к общей наружной поверхностью частичная поверхность может сравнительно быстро согласовываться по концентричности с внутренней поверхностью полого пространства детали, так что без принятия особых мер на детали может быть выполнена поверхность, которая может быть пригодна для нового и прецизионного зажимания. Предпочтительно протяженность частичной поверхности на детали должна учитываться в соответствии с требованиями к зажимному устройству. В этом случае эти зажимные устройства могут предусматриваться для нового зажимания с использованием несложных манипуляций с целью особо точного выравнивания оси симметрии внутренней поверхности относительно оси вращения станка или с целью достижения возможности точного согласования этих обеих осей. За счет этого в ходе этого нового зажимания может обеспечиваться также чрезвычайно точная ориентация вращения детали, что может означать выдающуюся исходную базу для уменьшения эксцентричности внутренней поверхности относительно наружной поверхности с помощью обработки резанием. С этой целью в этом новом зажимании по меньшей мере остаточная наружная поверхность вращающейся детали должна быть лишь по меньшей мере частично обработана резанием. Такого рода зажимание может быть реализовано, например, с помощью зажимного патрона или подпирающего и/или зажимающего люнета. Так как во время нового зажимания также нет необходимости в корректировочном управлении направлением инструмента в целях уменьшения эксцентричности внутренней поверхности относительно наружной поверхности, соответствующий изобретению способ является также особенно быстродействующим. В отличие от уровня техники по этой причине не приходится также считаться с отрицательным влиянием на качество обработки резанием наружной поверхности, например, применительно к подаче и/или скорости резания, что неизменно может обеспечивать прецизионную обработку резанием, даже если за счет этого одновременно уменьшается эксцентричность внутренней поверхности относительно наружной поверхности. Это достигается в основном за счет того, что инструмент может использоваться также с оптимальными данными резания без ухудшения его работы известными из уровня техники и постоянно изменяющимися параметрами направления инструмента относительно разбалансированной детали. С помощью этого может быть достигнуто, например, выполнение высочайших требований в отношении добротности поверхности. Далее, с помощью несложных манипуляций при подготовке нового зажимания может быть создан удобный в обслуживании метод.
Степень концентричности внутренней и наружной поверхностей может быть отчетливо улучшена в случае обработки частичной поверхности фрезерованием с круговой подачей. А именно за счет фрезерования с круговой подачей режущий инструмент может направляться особо точно с компенсацией в отношении эксцентричности наружной поверхности с тем, чтобы за счет этого предоставить в распоряжение поверхность для прецизионного нового зажимания. Наряду с улучшенными технологическими результатами за счет уменьшенной эксцентричности внутренней поверхности относительно наружной поверхности с помощью фрезерования с круговой подачей может, кроме того, существенно ускоряться технологический этап нанесения частичной поверхности. В результате этого возможно увеличение не только точности процесса, но и его скорости. Фрезерование с круговой подачей с параллельными осями оказалось особо пригодным для создания частичной поверхности.
Дебаланс полой детали может быть дополнительно уменьшен в том случае, если в ходе нового зажимания наружная поверхность по меньшей мере частично обрабатывается резанием посредством круглой токарной обработки. В частности, при этом предпочтительной оказалась продольная круглая токарная обработка.
Если деталь для нового зажимания вновь зажимается на протяжении внутренней поверхности и на протяжении выработанной частичной поверхности, то способ может дополнительно упрощаться за счет использования уже существующей поверхности, а именно внутренней поверхности для нового зажимания. Кроме того, к тому же зажимание на протяжении внутренней поверхности, которая представляет собой эталонную поверхность для формообразования наружной поверхности, может быть применено тем самым для нового зажимания без какой-либо вызванной этим опасности потери точности. Поэтому одновременно с уменьшением расходов на обслуживание может также достигаться повышение точности способа.
К тому же в целях дальнейшего уменьшения расходов на обслуживание, а также дальнейшего повышения точности может оказаться предпочтительным внутреннее зажимание внутренней поверхности, в частности, с помощью зажимной оправки и ее подпирание люнетом на ее выработанной частичной поверхности.
Если первая частичная поверхность при зажимном патроне и вторая частичная поверхность на противолежащем конце детали, который в этой области подпирается, в частности люнетом, расположены с зажиманием на детали, то в этом случае возможно уменьшение дебаланса длинной полой детали. Обе частичных поверхности могут изготавливаться с высочайшей точностью именно за счет их сравнительной близости к зажимному устройству, так что может быть достигнута особо высокая степень концентричности частичной поверхности и внутренней поверхности. С помощью этих специальных частичных поверхностей общая эксцентричность внутренней поверхности относительно общей наружной поверхности может быть также отчетливо улучшена в том случае, если полая деталь для нового зажимания с частичной поверхностью зажимается зажимным патроном, а другая частичная поверхность подпирается люнетом или в завершение подвергается последующей обработке.
Краткое описание чертежей
Соответствующий изобретению способ поясняется более подробно на основании фигур.
Фигуры показывают:
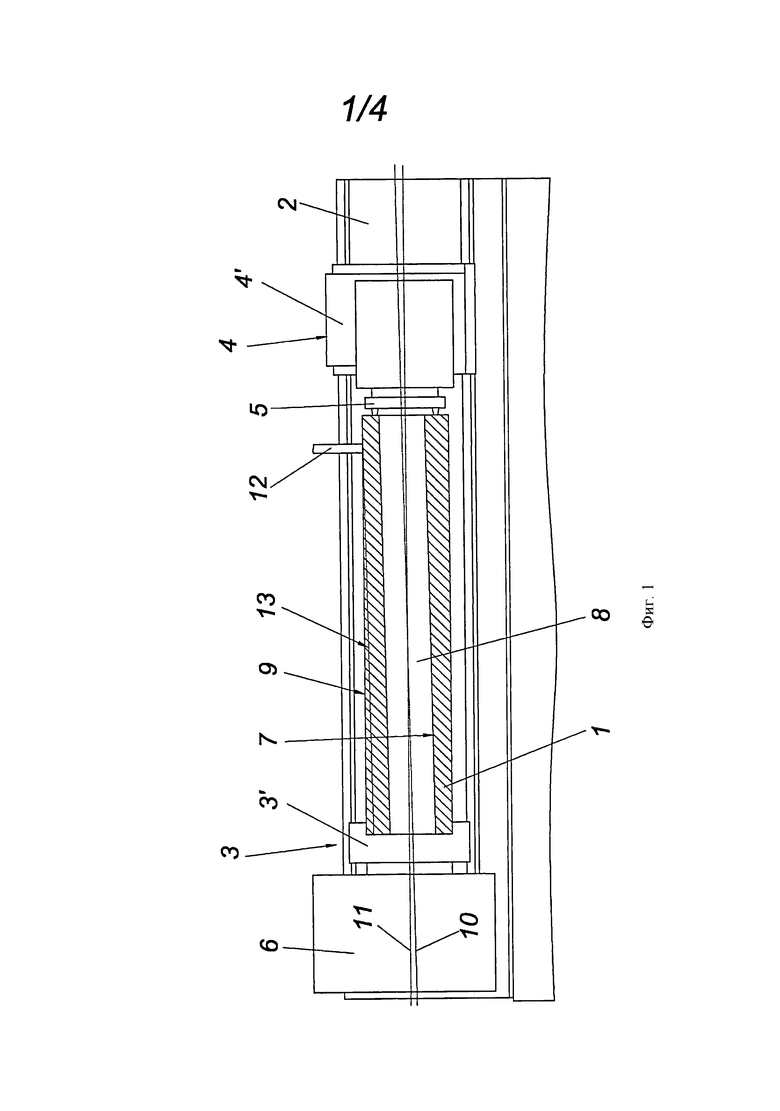
фиг.1 показывает вид спереди на зажатую в станке полую деталь.
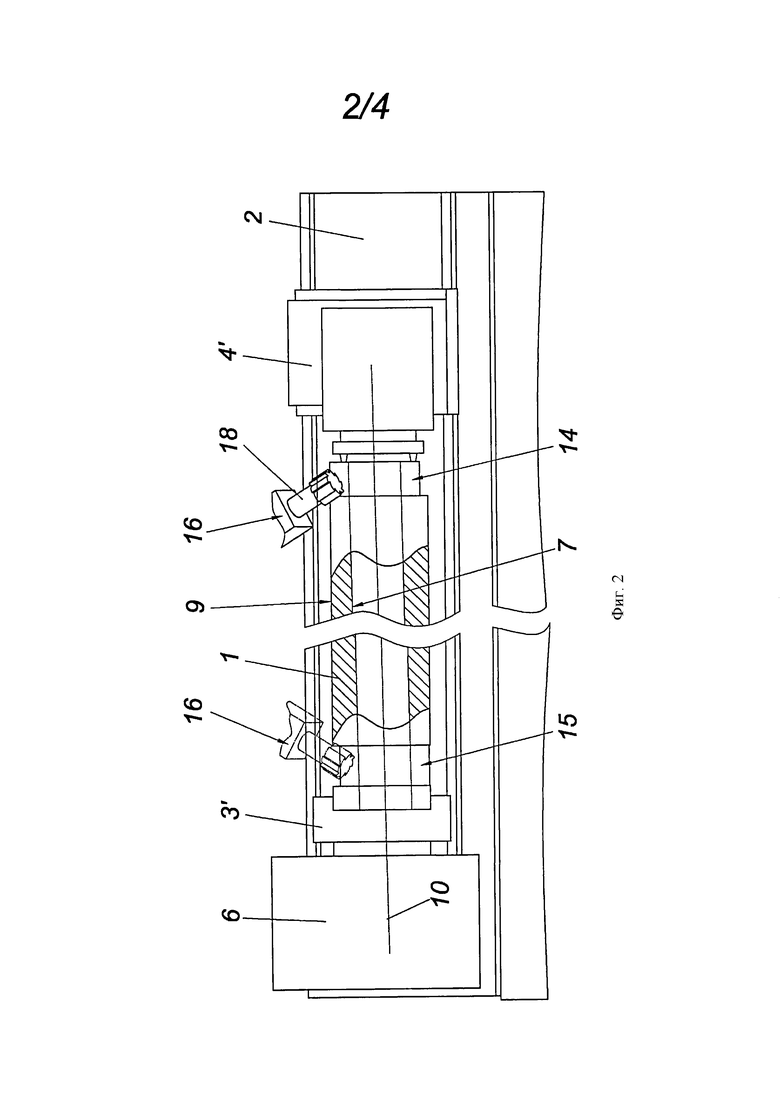
фиг.2 показывает вид обработки детали, зажатой по фиг.1.
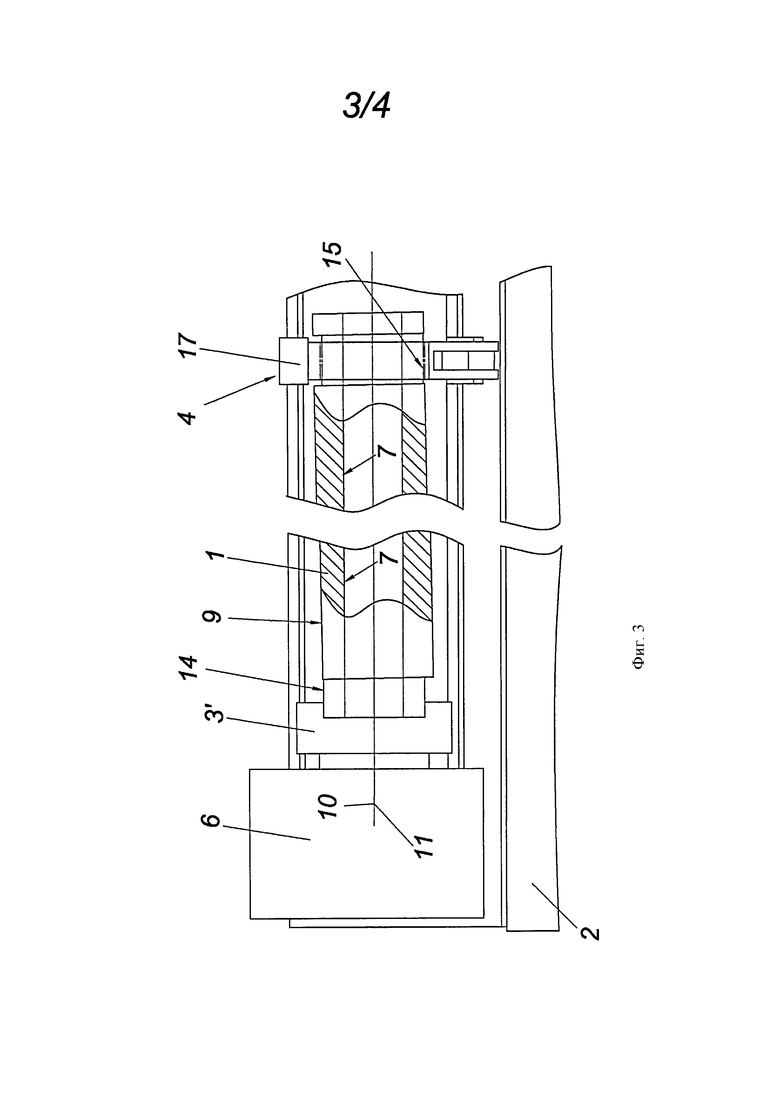
фиг.3 показывает вид спереди на деталь по фиг.2 в новом зажимании.
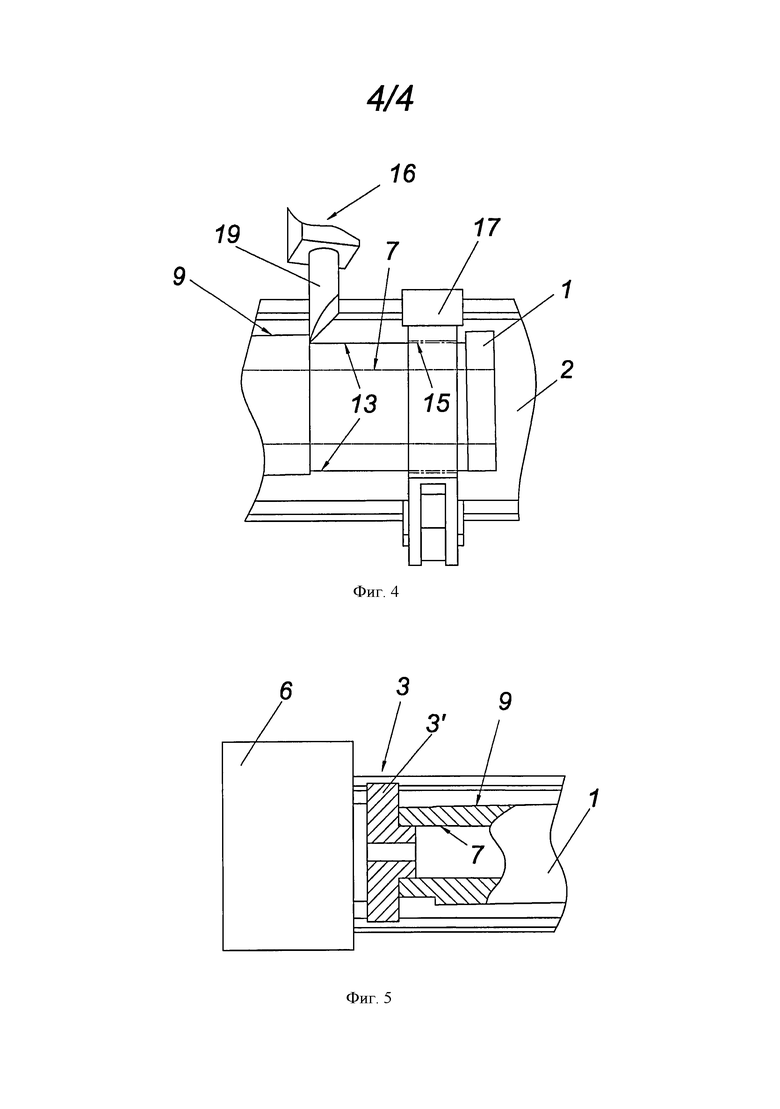
фиг.4 показывает фрагмент вида спереди на деталь, зажатую по фиг.3 при обработке в целях уменьшения эксцентричности внутренней поверхности относительно наружной поверхности.
фиг.5 показывает вид в разрезе альтернативного зажимания по фиг.3.
Осуществление изобретения
Способ описывается более подробно в качестве примера на основании фиг.1-4. На фиг.1 показана в разрезе полая деталь 1, в частности полый вал, причем деталь 1 зажата в станке 2. С этой целью на деталь 1 воздействуют два зажимных устройства 3 и 4, а именно на одной стороне - зажимающий снаружи зажимной патрон 3', а на другой противолежащей стороне - задняя бабка 4', которая зажимает торцовую сторону детали 1 боковичками 5 для центрирования. Зажимной патрон 3' соединен с приводом 6 шпинделя с целью обеспечения возможность зажимания детали 1 с возможностью вращения. Как можно видеть из фиг.1, между внутренней поверхностью 7 полого пространства 8 и наружной поверхностью 9 присутствует эксцентричность, как это видно из углового положения оси 10 симметрии внутренней поверхности 7 и оси 11 вращения станка 2. С целью определения эксцентричности внутренней поверхности 7 относительно наружной поверхности 9 толщина стенок детали 1 измеряется с помощью ультразвукового измерительного устройства 12, а именно в различных позициях в окружном направлении или предпочтительно также в продольном направлении детали 1. В этом зажимании по этой причине записываются несколько данных измерений, зависимых от контура внутренней поверхности 7 полой детали 1. Теперь с использованием записанных данных измерений рассчитывается заданная поверхность 13 для по меньшей мере одной части наружной поверхности 9 с уменьшенной эксцентричностью относительно внутренней поверхности 7. Для достижения особенно быстрого и устойчивого способа на наружной поверхности 9 детали 1 посредством обработки резанием вырабатываются исключительно две частичных поверхности 14. 15 в соответствии с рассчитанной заданной поверхностью 13. Для обработки используется по меньшей мере один инструмент 16. В отличие от уровня техники наружная поверхность 9 обрабатывается резанием, поэтому не полностью, а лишь частично. Выработанные частичные поверхности 14, 15 используются для нового зажимания детали 1. Как видно из фиг.3, деталь 1 зажата в зажимном патроне 3' на своей первой частичной поверхности 14, а на своей второй частичной поверхности 15 подпирается люнетом 17 в качестве следующего зажимного устройства 4. Не необходимости в повторном упоминании того, что для нового зажимания могут использоваться также и другие поверхности. В этом новом зажимании ось 10 симметрии внутренней поверхности 7 и ось 11 вращения станка 2 могут иметь одинаковое расположение. Теперь без принятия специальных дальнейших мер может обрабатываться резанием оставшаяся наружная поверхность 9 вращающейся детали, как это можно видеть из фиг.4. Таким образом, наружная поверхность 9 может изготавливаться в соответствии с заданной поверхностью 13 без необходимости расчета заданной поверхности 13 для общей наружной поверхности 9. По этой причине также и для инструмента 16 не требуется высоких расходов на управление, что упрощает способ. За счет этого может быть быстро уменьшена эксцентричность внутренней поверхности 7 относительно наружной поверхности 9. В отличие от уровня техники способ обеспечивает высокую скорость обработки, так что может быть достигнута также сравнительно высокая добротность поверхности.
Частичные поверхности 14 и 15 по фиг.2 вырабатываются посредством фрезерования с круговой подачей с помощью выполненного в качестве фрезы 18 инструмента 16, причем предпочтительно осуществляется фрезерование с круговой подачей с параллельными осями, что позволяет создать особо концентрические частичные поверхности 14 и 14 для соответствующей внутренней поверхности 7.
В соответствии с фиг.4 в новом зажимании наружная поверхность 9 обрабатывается круговой токарной обточкой с помощью токарного резца 19. В частности, для достижения точных результатов способа используется способ продольной круговой токарной обточки.
На фиг.5 показано, что для нового зажимания может использоваться также другая поверхность, отличная от частичных поверхностей 14, 15 на детали 1. А именно, с целью нового прецизионного зажимания детали 1 с помощью частичной поверхности или частичных поверхностей 14, 15 для этого может использоваться также внутренняя поверхность 7. Это может осуществляться, например, с помощью не изображенной более подробно зажимной оправки или также с помощью ступенчатых кулачков зажимного патрона 3. Второе подпирание или вторая опора может быть образовано не изображенным более подробно на фиг 5 люнетом, который воздействует на одну из изготовленных частичных поверхностей 14 или 15.
Нет необходимости в дальнейшем упоминании того, что, например, наиболее пригодными являются частичные поверхности 14,15. По мере необходимости на детали 1 может быть предусмотрена одна частичная поверхность или могут быть предусмотрены несколько частичных поверхностей, причем представляется возможной каждая позиция на детали 1.
Изобретение относится к области металлообработки и может быть использовано для уменьшения эксцентричности внутренней поверхности (7) полой детали (1), в частности полого вала, относительно ее наружной поверхности (9). Способ включает зажатие детали (1) с помощью зажимного устройства с возможностью вращения в станке (2), измерение контура ее внутренней поверхности (7), который используют для расчета заданной поверхности (13) по меньшей мере одной части наружной поверхности (9), имеющей уменьшенную эксцентричность относительно внутренней поверхности (7) и обрабатывание резанием наружной поверхности (9) детали (1) в соответствии с расчетной заданной поверхностью (13). При этом обрабатывают резанием только по меньшей мере одну часть (14, 15) наружной поверхности детали (1), после чего деталь (1) переустанавливают в зажимном устройстве (3, 4) с зажатием по меньшей мере одной из обработанных частей (14, 15) наружной поверхности и обрабатывают резанием по меньшей мере частично оставшуюся необработанную наружную поверхность (9) детали для по меньшей мере частичного уменьшения эксцентричности внутренней поверхности (7) относительно наружной поверхности (9). 12 з.п. ф-лы, 5 ил.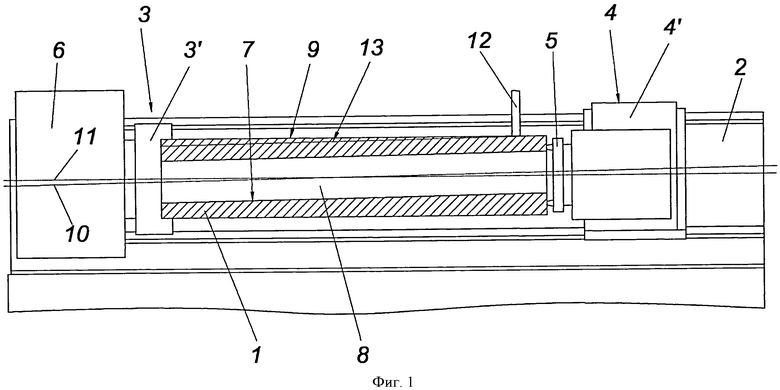
1. Способ обработки резанием полой детали (1), имеющей эксцентричность внутренней поверхности (7) относительно ее наружной поверхности (9), включающий зажатие указанной детали (1) с помощью зажимного устройства с возможностью вращения в станке (2), измерение контура внутренней поверхности (7) полой детали (1), запись данных измерений, которые используют для расчета заданной поверхности (13) по меньшей мере одной части наружной поверхности (9), имеющей уменьшенную эксцентричность относительно внутренней поверхности (7) и обрабатывают резанием наружную поверхности (9) вращающейся детали (1) в соответствии с расчетной заданной поверхностью (13), отличающийся тем, что обрабатывают резанием только по меньшей мере одну часть (14, 15) наружной поверхности детали (1), после чего деталь (1) переустанавливают в зажимном устройстве (3, 4) с зажатием по меньшей мере одной из обработанных частей (14, 15) наружной поверхности и обрабатывают резанием по меньшей мере частично оставшуюся необработанную наружную поверхность (9) вращающейся детали для по меньшей мере частичного уменьшения эксцентричности внутренней поверхности (7) относительно наружной поверхности (9).
2. Способ по п. 1, отличающийся тем, что полая деталь (1) выполнена в виде полого вала.
3. Способ по п. 1, отличающийся тем, что измерение контура внутренней поверхности (7) полой детали (1) производят с помощью ультразвука.
4. Способ по п. 1, отличающийся тем, что после переустановки деталь (1) зажимают по меньшей мере на одной из обработанных частей (14, 15) наружной поверхности посредством зажимного патрона (3′) и/или люнета (17).
5. Способ по п. 1, отличающийся тем, что часть (14, 15) наружной поверхности (9) обрабатывают фрезерованием путем круговой подачи.
6. Способ по п. 1, отличающийся тем, что часть (14, 15) наружной поверхности (9) обрабатывают фрезерованием путем круговой подачи с параллельными осями.
7. Способ по п. 1, отличающийся тем, что после переустановки детали (1) в зажимном устройстве (3, 4) наружную поверхность (9) по меньшей мере частично обрабатывают путем круговой токарной обточки.
8. Способ по п. 5, отличающийся тем, что после переустановки детали (1) в зажимном устройстве (3, 4) наружную поверхность (9) по меньшей мере частично обрабатывают путем продольной круговой токарной обточки.
9. Способ по одному из пп. 1-8, отличающийся тем, что после переустановки детали (1) в зажимном устройстве ее зажимают по внутренней поверхности (7) и по обработанной части (14, 15) наружной поверхности.
10. Способ по п. 9, отличающийся тем, что по внутренней поверхности (7) деталь зажимают изнутри, а по обработанной части (14, 15) наружной поверхности деталь подпирают люнетом (17).
11. Способ по п. 9, отличающийся тем, что по внутренней поверхности (7) деталь зажимают изнутри с помощью зажимной оправки, а по обработанной части (14, 15) наружной поверхности деталь подпирают люнетом (17).
12. Способ по п. 9, отличающийся тем, что первая часть (15) и вторая часть (14) наружной поверхности выполнены обработкой резанием на противолежащих концах детали, при этом после переустановки детали (1) в зажимном устройстве ее зажимают зажимным патроном (3) по меньшей мере на второй части (14) наружной поверхности, а на первой части (15) наружной поверхности деталь подпирают люнетом (17).
13. Способ по одному из пп. 1-8, 10, отличающийся тем, что первая часть (15) и вторая часть (14) наружной поверхности выполнены обработкой резанием на противолежащих концах детали, при этом после переустановки детали (1) в зажимном устройстве ее зажимают зажимным патроном (3) по меньшей мере на второй части (14) наружной поверхности, а на первой части (15) наружной поверхности деталь подпирают люнетом (17).
| DE 19958373 A1, 13.06.2001 | |||
| Способ настройки положения вершины резца | 1985 |
|
SU1324769A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| US 3935766 A, 03.02.1976 | |||
| ВИБРАЦИОННЫЙ ЦЕМЕНТАТОР | 0 |
|
SU211782A1 |

