Изобретение относится к обработке металлов давлением, а именно к способам настройки правильных машин с поворотными в одной плоскости зажим- ными гоповками, и может быть использо вано в металлургии, машиностроении, судостроении и других отраслям промышленности для устранения искривлен- нос ш толстолистового металла и плит, а также сплошных и полых заготовок различного поперечного сечения, выпускаемых преимущественно малыми партиями.
Цель изобретения - повышение точ- ности правки заготовок на машине путем исключения изменения нулевого положения зажимных головок при изменении расстояния между последними,
использован также для настройки уни- версальной сортоправильной машины дискретного действия, если зажимные головки последней зафиксированы от углового перемещения в плоскостях, перпендикулярных оси правки, и вследствие этого имеют возможность поворота лишь в одной плоскости.
Каждая зажимная головка имеет привод (не показан) для перемещения двух (фиг.1-4) или одной (фигв5 и 6) подвижных губок, В первом случае привод наиболее целесообразно выполнить в виде винтового механизма симметричного сведения-разведения губок с устройством для дополнительного совместного настроечного перемещения-- винтового механизма с губками в на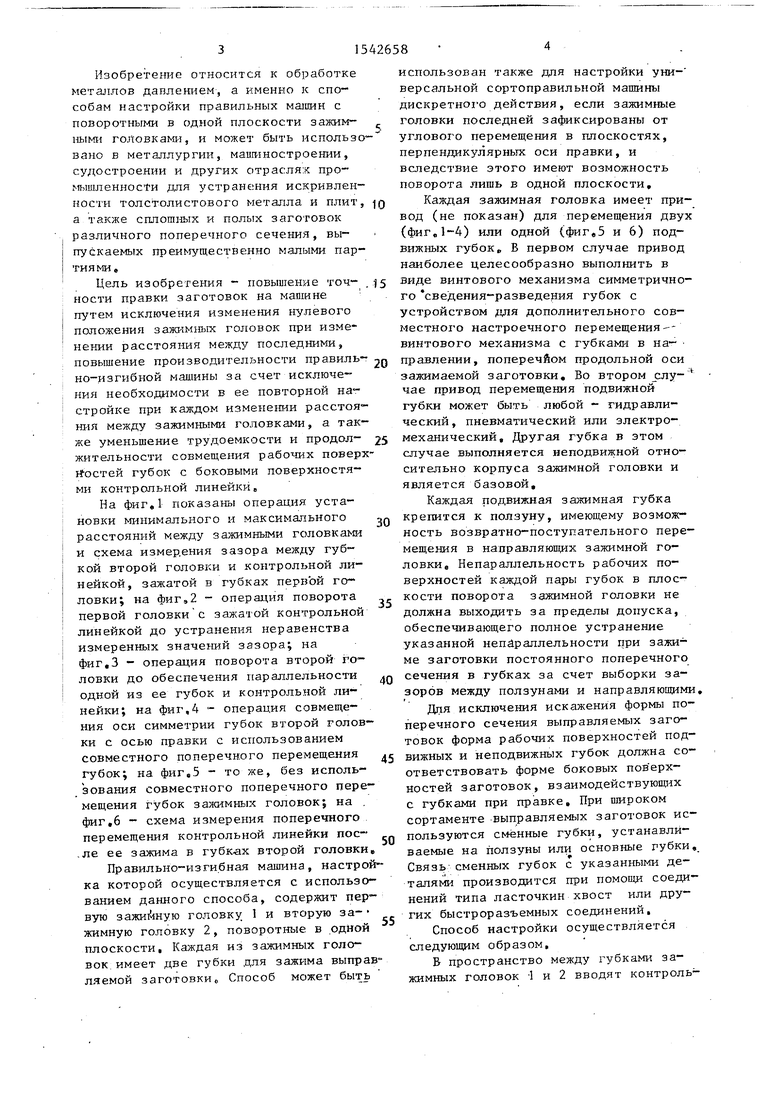


| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимная головка универсальной сортоправильной машины дискретного действия | 1986 |
|
SU1318322A1 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Способ настройки инструмента правильных машин с поворотными зажимными головками и устройство для его осуществления | 1981 |
|
SU995968A1 |
| Способ настройки правильных машин дискретного действия | 1981 |
|
SU980896A1 |
| Способ настройки правильной машины с зажимными головками перед измерением на последних показателей искривленности и скрученности заготовок | 1983 |
|
SU1148664A1 |
| Способ правки длинномерных заготовок изгибом | 1982 |
|
SU1066696A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Зажимная головка правильно-изгибной машины | 1986 |
|
SU1333434A1 |
| Устройство для правки листов | 1979 |
|
SU940904A1 |
| Гидровлическая правильно-растяжная машина | 1974 |
|
SU519245A1 |

Изобретение относится к обработке металлов давлением, а именно к способам настройки правильных машин с поворотными зажимными головками. Цель изобретения - повышение точности правки заготовок путем изменения нулевого положения зажимных головок при изменении расстояния между ними. В пространство между губками зажимных головок (ЗГ) 1 и 2 вводят контрольную линейку (КЛ) 3. КЛ 3 зажимают в губках ЗГ 1. Между угловыми участками рабочих поверхностей губок 3Г 2 зажимают проставки 4 одинаковой толщины, превышающей толщину КЛ 3 в плоскости ее зажима. Между базовой губкой ЗГ 1 и КЛ 3 устанавливают проставку постоянной толщины и зажимают КЛ 3 в губках ЗГ 1. Поочередно устанавливают минимальное и максимальное расстояния между ЗГ 1 и 2 и измеряют зазор между одной из точек губки ЗГ 2 и КЛ 3. Поворачивают ЗГ 1 с зажатой КЛ 3 до устранения неравенства измеренных значений зазора, затем поворачивают ЗГ 2 до обеспечения параллельности одной из губок и КЛ 3, после чего фиксируют положения ЗГ 1 и 2 и принимают их за нулевое. Способ позволяет повысить точность правки заготовок на 30% и увеличить производительность машины за счет исключения ее повторных настроек. 6 ил.
повышение производительности правиль- JQ правлении, поперечйом продольной оси
30
35
но-изгибной машины за счет исключения необходимости в ее повторной настройке при каждом изменении расстояния между зажимными головками, а также уменьшение трудоемкости и продол- 25 жительности совмещения рабочих поверхностей губок с боковыми поверхностями контрольной линейкие
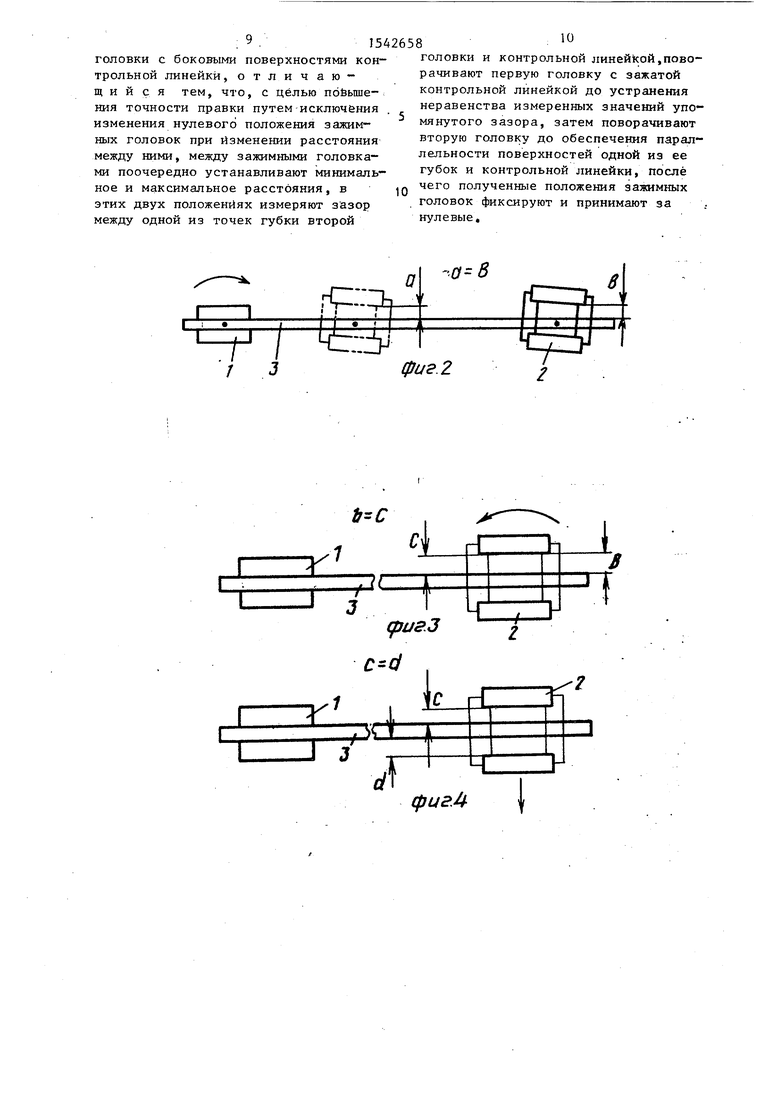
На фиг,1 показаны операция установки минимального и максимального расстояний между зажимными головками и схема измерения зазора между губкой второй головки и контрольной линейкой, зажатой в губках первой го ловки; на фиг,2 - операция поворота первой головки с зажатой контрольной линейкой до устранения неравенства измеренных значений зазора; на фиг.З - операция поворота второй головки до обеспечения параллельности одной из ее губок и контрольной ли нейки; на фиг,4 операция совмещения оси симметрии губок второй голов ки с осью правки с использованием совместного поперечного перемещения губок; на фиг«5 - то же, без использования совместного поперечного перемещения губок зажимных головок; на фиг,6 - схема измерения поперечного перемещения контрольной линейки пос- ле ее зажима в губках второй головки
Правильно-изгибкая машина, настрой-ка которой осуществляется с использованием данного способа, содержит первую зажимную головку. 1 и вторую за-- жимную головку 2, поворотные в одной плоскости. Каждая из зажимных головок имеет две губки цля зажима выправ ляемой заготовки,, Способ может быть
40
45
зажимаемой заготовки. Во втором слу- чае привод перемещения подвижной губки может быть любой - гидравлический, пневматический или электромеханический. Другая губка в этом случае выполняется неподвижной относительно корпуса зажимной головки и является базовой,
Каждая подвижная зажимная губка крепится к ползуну, имеющему возможность возвратно-поступательного перемещения в направляющих зажимной головки. Непараллельность рабочих поверхностей каждой пары губок в плоскости поворота зажимной головки не должна выходить за пределы допуска, обеспечивающего полное устранение указанной непараллельности при зажиме заготовки постоянного поперечного сечения в губках за счет выборки зазоров между ползунами и направляющими
Для исключения искажения формы поперечного сечения выправляемых заготовок форма рабочих поверхностей подвижных и неподвижных губок должна соответствовать форме боковых поверхностей заготовок, взаимодействующих с губками при правке. При широком сортаменте выправляемых заготовок используются сменные губки, устанавливаемые на ползуны или основные губки. Связь сменных губок с указанными деталями производится при помощи соединений типа ласточкин хвост или других быстроразъемных соединений.
Способ настройки осуществляется следующим образом,
В пространство между губками зажимных головок 1 и 2 вводят контроль0
35
5
0
45
зажимаемой заготовки. Во втором слу- чае привод перемещения подвижной губки может быть любой - гидравлический, пневматический или электромеханический. Другая губка в этом случае выполняется неподвижной относительно корпуса зажимной головки и является базовой,
Каждая подвижная зажимная губка крепится к ползуну, имеющему возможность возвратно-поступательного перемещения в направляющих зажимной головки. Непараллельность рабочих поверхностей каждой пары губок в плоскости поворота зажимной головки не должна выходить за пределы допуска, обеспечивающего полное устранение указанной непараллельности при зажиме заготовки постоянного поперечного сечения в губках за счет выборки зазоров между ползунами и направляющими.
Для исключения искажения формы поперечного сечения выправляемых заготовок форма рабочих поверхностей подвижных и неподвижных губок должна соответствовать форме боковых поверхностей заготовок, взаимодействующих с губками при правке. При широком сортаменте выправляемых заготовок используются сменные губки, устанавливаемые на ползуны или основные губки. Связь сменных губок с указанными деталями производится при помощи соединений типа ласточкин хвост или других быстроразъемных соединений.
Способ настройки осуществляется следующим образом,
В пространство между губками зажимных головок 1 и 2 вводят контрольную линейку 3, боковые поверхности которой имеют форму, соответствующую форме рабочих поверхностей основных или дополнительных (сменных) губок. . Контрольную линейку первоначально зажимают в губках первой головки. Если зажимные головки имеют винтовые механизмы сведения-разведения губок, то между угловыми участками рабочих поверхностей губок второй головки зажимают проставки 4 одинаковой толщины, превышающей толщину контрольной линейки в плоскости ее зажима (фиг.1-4). Если зажимные головки имеют неподвижные базовые губки, то перед зажимом контрольной линейки в губках первой- головки между базовой губкой указанной головки и контрольной линейки устанавливают проставку 5 постоянной толщины (фиг.5),
После зажима контрольной линейки в губках первой головки между зажимными головками поочередно устанавливают минимальное L-.....и максимальное
пимп
макс
расстояния (фиг.1). В указанных двух положениях измеряют зазор между одной из точек губки второй головки и контрольной линейкой. При неравенстве измеренных значений а и b этого зазора поворачивают первую головку с зажатой контрольной линейкой до устранения указанного неравенства (фиг.2), При этом поворот первой головки и измерение зазора могут производиться несколько раз. Затем осуществляют поворот второй головки до устранения неравенства зазоров b и с одной из губок второй головки и контрольной линейки, т.е. |до обеспечения их параллельности Чфиг.З).
Полученное в результате осуществления указанных операций угловое положение зажимных головок фиксируют при помощи специально предназначенных для этой цели устройств (не показаны) и принимают з а нулевое. После фиксации нулевого положения зажимных головок осуществляют совмещение оси симметрии губок второй головки с осью правки (т.е. с осью симметрии первой головки).
В машинах, зажимные головки которых имеют винтовые маханизмы сведения-разведения губок, совмещение производят путем совместного поперечного перемещения губок с винтовым механизмом первой и (или) второй головки
до обеспечения равенства значений с и d зазора между губками второй головки и соответствующими поверхностями контрольной линейки (фиг,4). Перед совместным поперечным перемещением губок второй головкч последние разво- дя т и удаляют проставки 4 для снятия контактных напряжений между сопрягаеQ мыми поверхностями винтового механизма, ползунов и направляющими головки. После перемещения проставки 4 снова зажимают в губках путем сведения последних.
5 В ManiHHaXj зажимные головки которых имеют неподвижные базовые и подвижные от привода губки, для совмещения оси симметрии губок второй головки (в зажатом положении) с осью прав0 ки предварительно между базовой губкой второй головки и контрольной линейкой устанавливают зазор сГ, равный толщине лроставки 5, зажатой вместе с контрольной линейкой 3 в губках; пер5 вой готовки 1 (фиг,-5). Для установ- ки такого зазора используют клиновые прокладки (не показаны) между корпусом второй головки и базовой губкой или другие известные средства измене0 ния расположения рабочей поверхности базовой губки.
После совмещения оси симметрии губок второй головки с осью правки осуществляют дополнительный зажим
контрольной линейки в губках второй головки и оценку точности настройки путем измерения поперечного перемещения контрольной линейки после указанного зажима (фиг,6). Для измерения
0 используют известные средства, например индикатор 6 часового типа. После измерения поперечного перемещения контрольной линейки разводят губки второй головки, изменяют их располо-
жение относительно корпуса второй головки (с использованием указанных операций) в направлении уменьшения измеренного перемещения, после чего повторяют зажим контрольной линейки
0 в губках.второй головки и измерение,, перемещения контрольной линейки до полного устранения указанного перемещения,
При осуществлении способа настрой-
5 ки в качестве контрольной линейки может быть использована прямолинейная заготовка.
После настройки машины продольная ось заготовки (т.е. линия, соединяю-
щая центры тяжести поперечных сечений заготовки) в общем случае может выйти из плойкости, проходящей через оси поворота зажимных головок, однако этот выход не приводит к снижению точности правки заготовок, хотя и влечет за собой некоторое увеличение хода подвижной зажимной головки относительно неподвижной,
Пример, Способ настройки экспериментально проверен на универсальной сортоправильной машине дискретного действия с поворотными в двух плоскостях зажимными головками, Пе- ред настройкой зажимные головки зафиксированы от поворота вокруг оси правки, В качестве контрольной линейки используется прямолинейный стальной брус сечением 68x68 мм. Зажимные го- ловки имеют винтовые механизмы сведения-разведения ползунов с губками и устройства для совместного настроечного перемещения винтовых механизмов и ползунов0с губками в направляющих зажимных головок. Основные губки имеют плоские рабочие поверхности с вертикальными пазами типа ласточкин хвост, предназначенными для быстрой установки дополнительных (сменных)
губок при переходе на правку заготовок сложного поперечного сечения (например заготовок турбинных лопаток).
Настройка машины осуществляется следующим образом,
Контрольная линейка зажимается в основных губках первой головки (длина каждой губки 500 мм, непараллельность их рабочих поверхностей до зажима контрольной линейки 0,8 мм)., После зажима полное прилегание контрольной линейки и губок по всей длине последних свидетельствует об устранении указанной непараллельности. Для устранения непараллельности гу- бок второй головки, составляющей Г,1 мм, между ними зажимаются простав ки толщиной 75 мм.
Перемещением подвижной зажимной головки устанавливаются минимальное (t/vutH 80 мм) и максимальное (tMaKC 710мм) расстояния между торцами основных губок, обращенных друг к другу, В указанных двух положениях измеряете зазор между рабочей по- верхностью одной из губок второй головки со стороны ее наружного торца и контрольной линейкой. Для измере- ния зазора используется стальной
клин с рисками на одной из его поверхностей.
Последовательными поворотами первой головки с зажатой контрольной линейкой и измерениями зазора достигают положения, в котором при минимальном и максимальном расстояниях между головками стальной клин входит в зазор между контрольной линейкой и губкой второй головки до-одной и той же риски. Затем с помощью этого же клина измеряют зазоры между контрольной линейкой и губкой второй головки (со стороны наружного и внутреннего торцов). Устранение неравенства этих зазоров осуществляется последовательными поворотами второй головки о
По окончании указанных операций полученное угловое положение зажимных головок фиксируется при помощи специальных устройств и принимается за нулевое. Затем осуществляются дополнительные операции (фиг,4 и 6) в указанном порядке. Для измерения поперечного перемещения контрольной линейки после зажима в губках второй головки используется индикатор часового типа с ценой деления 0,01 мм и диапазоном измерения 5 мм. Поперечное перемещение контрольной линейки после окончания настройки и ее зажима в губках второй головки составляет 0,02 мм,
Использование способа настройки правильно-изгибной машины позволяет повысить точности правки заготовок на 30% при двух- и трехкратном изменении длины выправляемого участка. Одновременно повышается общая производительность процесса правки заготовок на машине за счет исключения повторных настроек машины при изменени длины выправляемого участка. Использование способа уменьшает также трудоемкость настройки машин с поворотными зажимными головками за счет существенного упрощения операций совмещения рабочих поверхностей губок с боковыми поверхностями контрольной линейки.
Формула изобретения Способ настройки правильно-изгибной машины, включающий ввод контрольной линейки в пространство между губками зажимных головок и совмещение рабочих поверхностей губок первой
головки с боковыми поверхностями контрольной линейки, отличающийся тем, что, с целью повышения точности правки путем исключения изменения нулевого положения зажимных головок при изменении расстояния между ними, между зажимными головками поочередно устанавливают минимальное и максимальное расстояния, в этих двух положениях измеряют зазор между одной из точек губки второй
головки и контрольной линейкой,поворачивают первую головку с зажатой контрольной линейкой до устранения неравенства измеренных значений упомянутого зазора, затем поворачивают вторую головку до обеспечения параллельности поверхностей одной из ее губок и контрольной линейки, после чего полученные положения зажимных головок фиксируют и принимают за нулевые.
фигЛ
| Способ настройки инструмента правильных машин с поворотными зажимными головками и устройство для его осуществления | 1981 |
|
SU995968A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
