Данное изобретение относится к трубному устройству, содержащему две трубы и муфту, причем обе трубы имеют внешнюю металлическую стенку и внутреннюю теплочувствительную футеровку из синтетического материала, а также обращенные друг к другу торцевые стороны, и соединены друг с другом посредством расположенной вне труб и приваренной по меньшей мере к одной трубе муфты. Ближайший уровень техники известен, например, из DE 21 58 692, где предлагаются различные устройства для соединения двух снабженных теплочувствительной футеровкой труб. Однако недостатком у раскрытых там решений является существенно большая конструкция или же диаметр муфты по сравнению с непосредственным внешним диаметром трубы. Он проявляется, прежде всего, вследствие устройства муфты в области сварного шва, находящегося на расстоянии от внешней стороны трубы. В DE 24 16 308 также предложены разные решения для соединения соответствующих труб, снабженных теплочувствительной футеровкой. Там полностью отказались от муфты, и в области торцевых сторон труб перед их свариванием внутренняя футеровка отделяется от металлической стенки. Прежде всего, в строительстве трубопроводов для высокоабразивных транспортируемых грузов, таких как нефтеносный песок, этот способ недостаточно обеспечивает безопасность процесса. Отделение футеровки зачастую недостаточно квалифицированным персоналом при установке труб на месте может привести к критическим повреждениям футеровки труб. Сварка в области критических стыковых кромок может увеличить возможные имеющиеся повреждения вследствие неблагоприятного теплового воздействия на теплочувствительный материал футеровки. Это является нежелательным для сторон, эксплуатирующих трубу.
Поэтому задачей данного изобретения является разработка более надежного относительно процесса соединения двух труб в одном устройстве, которые в каждом случае снабжены теплочувствительной футеровкой.
Задача решается посредством предмета по п.1 формулы изобретения, а также способа по п.16 формулы изобретения. Остальные преимущества и детали изобретения известны из зависимых пунктов формулы изобретения, ссылающихся на эти пункты, а также из нижеследующего описания.
Согласно изобретению предусмотрено, что вдоль находящегося на расстоянии от торцевой стороны первой трубы в продольном направлении трубы сварного шва, который соединяет муфту с этой трубой, в направлении вдоль окружности трубы и между металлической стенкой и футеровкой интегрирован изолятор. Поэтому при монтаже обеих труб на месте перед нанесением сварного шва следует только ввести в нее трубу, подлежащую сварке. Повреждение внутренней футеровки трубы может быть исключено. Футеровка трубы не должна отделяться от металлической стенки. Тем самым соединение обеих труб происходит с меньшей восприимчивостью к повреждениям. Одновременно можно отказаться от увеличения диаметра муфты вследствие зазора, предусматриваемого между муфтой и внешней стороной/стенкой металлической стенки трубы, так как изолятор интегрирован в трубу. При этом встраиванием обозначается ввод изолятора между футеровкой и стенкой трубы. Предпочтительно, изолятор отделен от внутреннего пространства трубы и на всех сторонах ограничен футеровкой, промежуточным или клеевым слоем или внутренней поверхностью металлической стенки.
За счет нахождения сварного шва на расстоянии от торцевой стороны трубы, причем, прежде всего, также и изолятор находится на расстоянии от торцевой стороны, предотвращается нежелательное воздействие процесса сварки на область торцевых сторон. В особо критичной области обращенных друг к другу торцевых сторон трубы футеровка может непосредственно прилегать к металлической стенке или к возможному клеевому или промежуточному слою. Предпочтительно, сварной шов находится на расстоянии по меньшей мере 5 см от стыковой кромки.
Особо предпочтительным является трубное устройство согласно изобретению, когда изолятор уже до нанесения футеровки трубы закрепляется на ее металлической стенке.
При этом изолятор может закрепляться либо непосредственно на металлической стенке трубы или посредством промежуточного слоя. При нанесении футеровки трубы, например, посредством центрифугирования трубы с помощью жидкого полиуретанового материала изолятор затем покрывается футеровкой так, что внутренний диаметр трубы повсюду является равномерным.
Предпочтительно, изолятор имеет форму трубы, то есть, прежде всего, выполнен в форме полого цилиндра, так что, с одной стороны, является простым ввод и крепление изолятора внутри трубы, но одновременно достаточно большая область трубы защищается от энергии, возникающей при сварке трубы с муфтой.
Предпочтительно, изолятор имеет металлическое кольцо и, прежде всего, еще один теплоизолирующий слой, который соединен с металлическим кольцом.
Прежде всего, у трубных устройств, у которых муфта или же трубный соединитель перед футеровкой одной трубы еще не соединен с ней, обе трубы имеют по одному находящемуся на расстоянии от их торцевых сторон изолятору между футеровкой и металлической стенкой. В этом случае во время установки на месте муфта может надвигаться на трубу до высоты изолятора и затем свариваться с трубой. Затем в муфту вдвигается следующая труба и сваривается. Для выделения изолятора является предпочтительным присутствие маркировки на внешней стороне трубы, которая при рассмотрении в сторону центра и, прежде всего, в продольном направлении трубы отображает переднюю и заднюю кромки.
Предпочтительно, трубное устройство согласно изобретению имеет муфту, которая выполнена в форме полого цилиндра и внутренняя стенка которой в продольном направлении трубы простирается, по меньшей мере, по существу параллельно внешней стороне труб. Предпочтительно, эта внутренняя стенка является полностью параллельной, так что вследствие надвигания муфты на одну трубу или же ввода следующей трубы автоматически происходит выравнивание труб. Одновременно внешний диаметр этого трубного устройства меньше, чем в уровне техники, так как между муфтой и трубами не требуется расположения теплоизоляции или же изолятора.
Для трубного устройства, имеющего незначительный внешний диаметр, также является предпочтительным, когда сварной шов соединяет торцевую сторону муфты с внешней стороной трубы, то есть при рассмотрении в продольном разрезе сварной шов выполнен приблизительно треугольным.
Для создания герметичного перехода особо предпочтительным является, когда торцевые стороны труб снабжены стыковой кромкой из синтетического материала и трубы прилегают друг к другу, прежде всего, встык. При этом соединение создается с определенным усилием и сваривается. Вследствие сжатия стыковых кромок при вдвигании труб друг в друга возникает уплотнение, которое защищает металлическую стенку от материала, подлежащего транспортировке. Для определенного приложения силы может быть предусмотрена такая же маркировка, которая описывает положение изолятора. Затем труба вдвигается в муфту настолько, пока соответствующая маркировка и торцевая сторона муфты не будут перекрывать друг друга. Трубное устройство согласно изобретению может быть изготовлено гораздо проще, если стыковая кромка каждой трубы выполнена цельной со своей футеровкой.
Предлагаемый способ изготовления вышеописанного или еще описываемого далее трубного устройства отличается тем, что на внутреннюю сторону металлической стенки по меньшей мере одной трубы на расстоянии от ее торцевой стороны устанавливают изолятор, который затем вследствие нанесения футеровки трубы интегрируется в нее, затем эту трубу вдвигают в установленную на другой снабженной футеровкой трубе муфту, и муфту сваривают с трубой вдоль изолятора и с внешней стороны трубы с ее металлической стенкой.
Другие преимущества и детали изобретения видны из нижеследующего описания чертежей. На чертежах схематичным образом показано:
Фиг.1 - продольный разрез через трубное устройство согласно изобретению,
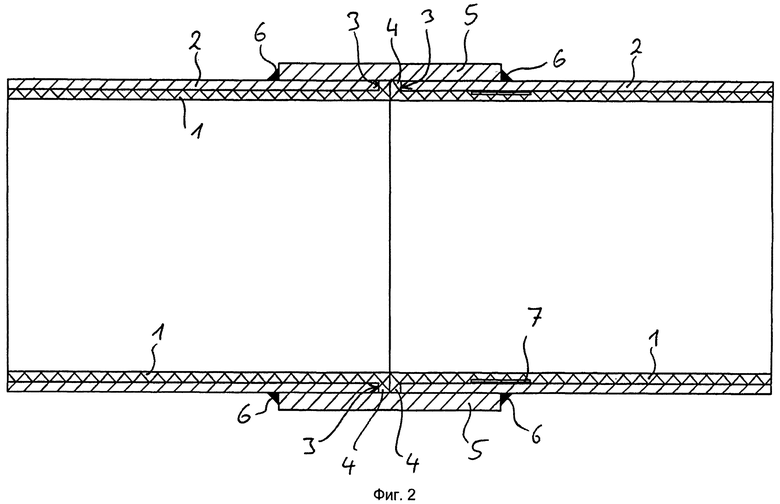
Фиг.2 - следующий предмет согласно изобретению в виде согласно фиг.1.
Одинаковые или схожие по функциям части для удобства снабжены идентичными ссылочными обозначениями. Отдельные технические признаки описанных далее примеров осуществления могут также вместе с признаками вышеописанных примеров осуществления привести к усовершенствованиям согласно изобретению.
В случае с трубами с внутренней футеровкой речь, прежде всего, идет о трубах для трубопроводов, которые транспортируют высокоабразивные материалы, такие как, например, нефтеносные пески. Трубы согласно фиг.1 снабжены находящейся внутри футеровкой 1, изготовленной, предпочтительно, из полиуретана или имеющей полиуретан. С внешней стороны находятся собственно металлические стенки 2 трубы. Например, речь идет о стальных стенках. Торцевые стороны 3 металлических стенок 2 покрыты стыковой кромкой 4, также изготовленной из полиуретана и монолитно соединенной с внутренней футеровкой 1.
Обе стыковые кромки 4 футеровки 1 обеих труб плотно соприкасаются друг с другом и образуют уплотнение. Перед соударением обеих труб муфта 5 надевается на одну из труб и сваривается с ней. Нанесение первого сварного шва 6 происходит в области, в которой в полиуретановом материале футеровки предусмотрен изолятор или же теплоизоляция. За счет находящегося на расстоянии от торцевой стороны изолятора и находящегося на расстоянии сварного шва не происходит ни повреждение футеровки, ни воздействие на стыковые кромки. Прежде всего, зазор изолятора 7 от торцевой стороны 3 примерно соответствует длине самого изолятора (при рассмотрении в продольном направлении R труб).
Для ускорения соединения труб на месте труба с одной стороны может быть уже снабжена муфтой, в которую затем на месте может вдвигаться другая труба. В этом случае муфта уже на заводе перед нанесением полиуретанового слоя крепится на металлическую стенку, так что можно отказаться от одного из изоляторов (сравни с фиг.2). Внешние стороны 9 труб и внутренняя сторона 8 муфты проходят параллельно друг другу, вследствие ввода трубы в муфту выравнивается труба или же муфта.
Муфта соединена с металлическими стенками, прежде всего, с помощью углового сварного шва, причем является возможным как автоматическая сварка, так и ручная сварка. Незначительное возможно имеющееся полое пространство между муфтой и металлическими стенками обеих труб, предпочтительно, не более 5 мм и при необходимости может заполняться перед сваркой муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| ЭЛЕМЕНТ ТЕПЛООБМЕННИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТЕПЛООБМЕННИКА | 2018 |
|
RU2740692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛА ОСИ ТРАНСПОРТНОГО СРЕДСТВА, А ТАКЖЕ ТЕЛО ОСИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2763995C2 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
|
RU2471110C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА С ПОВЫШЕННЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ В АГРЕССИВНЫХ СРЕДАХ ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ СЕРЫ | 2012 |
|
RU2523407C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ С ДЕФЕКТОМ СМЕЩЕНИЯ СВАРЕННЫХ КРОМОК УСТАНОВКОЙ РЕМОНТНОЙ НАКЛАДКИ | 2011 |
|
RU2478863C2 |
Группа изобретений относится к трубному соединению. Трубное устройство содержит две трубы и муфту, причем обе трубы имеют внешнюю металлическую стенку и внутреннюю теплочувствительную футеровку из синтетического материала, а также обращенные друг к другу торцевые стороны, и соединены друг с другом посредством расположенной вне труб и приваренной по меньшей мере к одной трубе муфты. Вдоль находящегося на расстоянии от торцевой стороны первой трубы в продольном направлении трубы сварного шва, который соединяет муфту с этой трубой, в направлении вдоль окружности трубы и между металлической стенкой и футеровкой интегрирован изолятор. Способ изготовления трубного устройства заключается в том, что на внутреннюю сторону металлической стенки по меньшей мере одной трубы на расстоянии от ее торцевой стороны устанавливают изолятор, который затем вследствие нанесения футеровки трубы встраивается в нее, затем эту трубу вдвигают в установленную на другой снабженной футеровкой трубе муфту, и муфту сваривают с трубой вдоль изолятора с внешней стороны трубы с ее металлической стенкой. Изобретение повышает надежность соединения устройства. 2 н. и 17 з.п. ф-лы, 2 ил.
1. Трубное устройство, содержащее две трубы и муфту (5), причем обе трубы имеют внешнюю металлическую стенку (2) и внутреннюю теплочувствительную футеровку (1) из синтетического материала, а также обращенные друг к другу торцевые стороны (3), и соединены друг с другом посредством расположенной вне труб и приваренной по меньшей мере к одной трубе муфты (5), отличающееся тем, что вдоль находящегося на расстоянии от торцевой стороны (3) первой трубы в продольном направлении трубы сварного шва (6), который соединяет муфту (5) с этой трубой, в направлении вдоль окружности трубы и между металлической стенкой (2) и футеровкой (1) интегрирован изолятор (7).
2. Трубное устройство по п.1, отличающееся тем, что изолятор (7) уже при нанесении или перед нанесением футеровки (1) трубы закрепляется на ее металлической стенке (2).
3. Трубное устройство по п.1, отличающееся тем, что изолятор (7) имеет основную форму полого цилиндра.
4. Трубное устройство по п.3, отличающееся тем, что изолятор (7) имеет металлическое кольцо и, предпочтительно, еще один теплоизолирующий слой, который соединен с металлическим кольцом.
5. Трубное устройство по одному из пп.1-4, отличающееся тем, что изолятор (7) сварен с металлической стенкой (2).
6. Трубное устройство по одному из пп.1-4, отличающееся тем, что обе трубы в каждом случае имеют находящийся на расстоянии от их торцевых сторон (3) изолятор (7) между футеровкой (1) и металлической стенкой (2).
7. Трубное устройство по п.5, отличающееся тем, что обе трубы в каждом случае имеют находящийся на расстоянии от их торцевых сторон (3) изолятор (7) между футеровкой (1) и металлической стенкой (2).
8. Трубное устройство по п.1, отличающееся тем, что выполненная в форме полого цилиндра внутренняя сторона (8) муфты (5) простирается в продольном направлении R, по меньшей мере, по существу параллельно внешней стороне (9) труб.
9. Трубное устройство по п.8, отличающееся тем, что сварной шов (6) соединяет торцевую сторону муфты с внешней стороной (9) трубы.
10. Трубное устройство по одному из пп.1-4, 8, 9, отличающееся тем, что торцевые стороны (3) труб снабжены стыковой кромкой (4) из синтетического материала.
11. Трубное устройство по п.10, отличающееся тем, что трубы прилегают друг к другу встык.
12. Трубное устройство по п.5, отличающееся тем, что торцевые стороны (3) труб снабжены стыковой кромкой (4) из синтетического материала.
13. Трубное устройство по п.6, отличающееся тем, что торцевые стороны (3) труб снабжены стыковой кромкой (4) из синтетического материала.
14. Трубное устройство по п.10, отличающееся тем, что стыковая кромка (4) каждой трубы выполнена монолитной со своей футеровкой (1).
15. Трубное устройство по п.13, отличающееся тем, что стыковая кромка (4) каждой трубы выполнена монолитной со своей футеровкой (1).
16. Способ изготовления трубного устройства по одному из предшествующих пунктов, отличающийся тем, что на внутреннюю сторону металлической стенки (2) по меньшей мере одной трубы на расстоянии от ее торцевой стороны (3) устанавливают изолятор (7), который затем вследствие нанесения футеровки (1) трубы встраивается в нее, затем эту трубу вдвигают в установленную на другой снабженной футеровкой трубе муфту (5), и муфту (5) сваривают с трубой вдоль изолятора (7) и с внешней стороны трубы с ее металлической стенкой (2).
17. Способ по п.16, отличающийся тем, что подлежащая сварке с трубой муфта (5) уже перед нанесением футеровки (1) другой трубы была уже соединена с ней, прежде всего посредством сварки.
18. Способ по п.16, отличающийся тем, что в обе трубы интегрируют изолятор (7), а затем муфту (5) сваривают с обеими трубами.
19. Способ по одному из пп.16-18, отличающийся тем, что одну из труб за счет ввода в выполненную в форме полого цилиндра муфту (5) выравнивают вдоль ее внутренней стороны (8).
| DE 3315819 A1, 31.10.1984 | |||
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| US 5634672 A, 03.06.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ СЛИВ | 2009 |
|
RU2416308C1 |
| ЭЛЕКТРОУСИЛИТЕЛЬ РУЛЯ АВТОМОБИЛЯ | 1999 |
|
RU2158692C2 |

