Изобретение относится к области обработки металлов давлением и предназначено для прессования заготовок с повышенными механическими характеристиками за счет формирования в металле субмикрокристаллической структуры за минимальное количество проходов через пересекающиеся каналы матрицы.
Известно устройство для обработки металлов давлением, выполненное в виде матрицы с тремя каналами, а именно приемным, промежуточным и выходным пересекающимися каналами, при этом каналы выполнены с квадратным сечением (Патент РФ №2181314, B21D 25/02, 2002 г.).
Недостатком данного устройства является низкая интенсивность образования мелкозернистой структуры за один проход, т.к. каналы образуют только два очага деформации и для увеличения суммарной деформации сдвига необходимо совершить несколько последовательных проходов, снижающих производительность реализуемого канального углового прессования.
Наиболее близким и выбранным в качестве прототипа является штамп для углового прессования, содержащий бандаж, пуансон и матрицу с пересекающимися каналами - приемным, промежуточным и выходным, выполненными в поперечном сечении геометрически идентичными, промежуточный канал выполнен ломаным, состоящим по меньшей мере из трех, сопряженных под одним и тем же углом участков. (Патент РФ №144975, B21J 13/02, C22F 1/00, 2013 г.)
Недостатком известного штампа, в том числе технической проблемой является недостаточная интенсивность измельчения структуры металла за один проход заготовки через каналы, поскольку углы пересечения каналов больше 90°.
В основу заявленного изобретения был положен технический результат - расширение эксплуатационных возможностей штампа за счет увеличения количества участков промежуточного канала, уменьшения угла пересечения участков и заданной ориентации их осей относительно осей приемного и выходного каналов, что приводит к увеличению интенсивности накопленной сдвиговой деформации за один проход заготовки через пересекающиеся каналы матрицы и к приобретению металлом заготовки уникального комплекса механических характеристик с одновременным повышением прочностных и пластических свойств металла, на основе формирования в нем субмикрокристаллической структуры, а также к повышению производительности реализуемого в штампе канального углового прессования и устранению изгиба пуансона за счет исключения внецентренных нагрузок, что повышает стойкость штампа.
Технический результат достигается тем, что в штампе для канального углового прессования, содержащем пуансон, бандаж и запрессованную в него матрицу с пересекающимися приемным, промежуточным и выходным каналами, выполненными в поперечном сечении геометрически идентичными, при этом промежуточный канал выполнен ломаным и состоит из участков, сопряженных под одним и тем же углом θ1 с образованием в местах их пересечения очагов сдвиговой деформации, а первый и последний участки промежуточного канала расположены с пересечением, соответственно, с приемным и выходным каналами под углом θ2, в заявленном штампе промежуточный канал состоит из семи участков, которые сопряжены между собой под углом θ1<90°, величина угла пересечения первого и последнего участков промежуточного канала, соответственно, с приемным и выходным каналами выбрана из диапазона 90°<θ2<180°, а оси участков промежуточного канала с четным номером расположены перпендикулярно осям приемного и выходного каналов.
Изобретение поясняется графическим изображением.
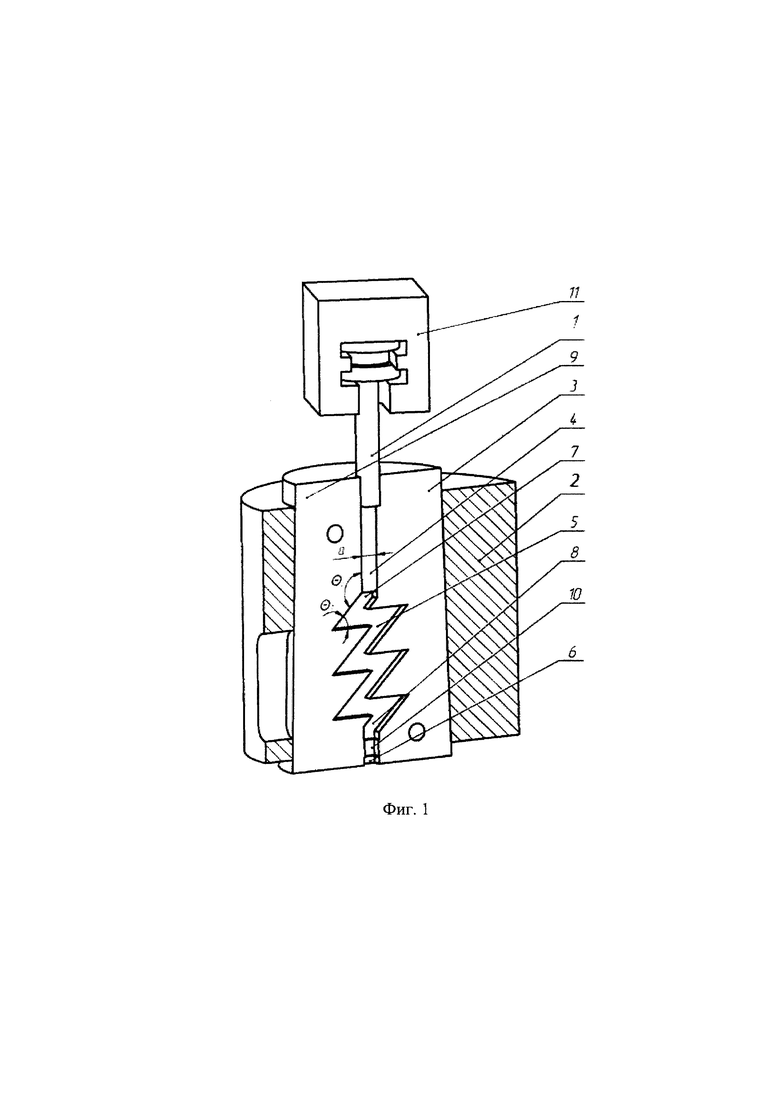
На фиг. 1 схематично изображен штамп для канального углового прессования.
Заявленный штамп содержит пуансон 1, бандаж 2 и запрессованную в него матрицу 3 с пересекающимися каналами - приемным 4, промежуточным 5 и выходным 6, выполненными в поперечном сечении геометрически идентичными, например, квадратными или прямоугольными, при этом промежуточный канал 5 выполнен ломаным и состоит из участков, сопряженных под одним и тем же углом θ1 с образованием в местах их пересечения очагов сдвиговой деформации, а первый 7 и последний 8 участки промежуточного канала 5 расположены с пересечением, соответственно, с приемным 4 и выходным 6 каналами под углом θ2, в предлагаемом штампе промежуточный канал 5 состоит из семи участков, которые сопряжены между собой под углом θ1<90°, величина угла пересечения первого 7 и последнего 8 участков промежуточного канала 5, соответственно, с приемным 4 и выходным 6 каналами выбрана из диапазона 90°<θ2<180°, а оси участков промежуточного канала 5 с четным номером расположены перпендикулярно осям приемного 4 и выходного 6 каналов.
В бандаж 2 (см. фиг. 1) запрессованы две матричные вставки 9, образуя матрицу 3 с пересекающимися каналами (на фиг. 1 изображена одна матричная вставка). В верхней части матрицы 3, сформирован приемный канал 4, а в нижней части матрицы 3 сформирован выходной канал 6, который снабжен калибрующим пояском 10, имеющим поперечные размеры (а-0,5) мм, где а - размер поперечного сечения канала. Калибрующий поясок 10 необходим для компенсации упругих деформаций прессуемой заготовки по сечению, что обеспечивает при необходимости возможность беспрепятственной установки заготовки в приемный канал 4 при повторном прессовании. Промежуточный канал 5 состоит из семи участков, которые сопряжены между собой под углом θ1<90°, в местах пересечения участков расположены очаги сдвиговой деформации. Величина угла пересечения первого 7 и последнего 8 участков промежуточного канала 5, соответственно, с приемным 4 и выходным 6 каналами выбрана из диапазона 90°<θ2<180°, а оси участков промежуточного канала 5 с четным номером расположены перпендикулярно осям приемного 4 и выходного 6 каналов.
Пуансон 1 выполнен с сечением, геометрически идентичным сечению приемного канала 4, например, квадратным. Пуансон 1 закрепляется в пуансонодержателе 11. Металлическая заготовка (на фиг. 1 не показана) помещается в приемный канал 4 и проталкивается пуансоном 1 в промежуточный канал 5 и последовательно проходит через все очаги сдвиговой деформации, образованные пересечением участков промежуточного канала 5. Чтобы добиться выхода заготовки из матрицы 3, в приемный канал 4 помещается следующая заготовка, которая под действием пуансона 1 проталкивает предыдущую заготовку.
Заявленный штамп работает следующим образом.
Перед прессованием на исходную заготовку высотой 150-200 мм наносят технологический смазочный материал. Далее заготовку с нанесенным смазочным материалом помещают в приемный канал 4 до места изменения его направления. Затем пуансон 1 вводят в приемный канал 4 до соприкосновения с верхним торцом заготовки. Во время прессования заготовку проталкивают пуансоном 1 в промежуточный канал 5, которая изменяет направление прессования несколько раз, проходя последовательно места пересечения участков промежуточного канала 5. Очаги деформации сосредоточены в местах пересечения участков промежуточного канала, где возникают большие сдвиговые деформации, которые являются одним из факторов, влияющих на интенсивность измельчения зеренной структуры металла заготовки. Процесс прессования продолжается до тех пор, пока верхний торец заготовки не приблизится на расстояние 3-5 мм к первому очагу деформации, сосредоточенному в месте перехода приемного канала 4 в промежуточный канал 5. После этого пуансон 1 извлекают из приемного канала 4. Процесс прессования повторяется со следующей заготовкой. При этом вторая заготовка проталкивает первую, находящуюся в штампе в промежуточном канале 5, а затем и в выходной канал 6. Проходя через калибрующий поясок 10 выходного канала 6, заготовка изменяет размеры поперечного сечения на 0,5 мм, что является достаточным для компенсации ее упругой деформации. Далее первая заготовка извлекается из выходного канала 6. При необходимости повторного прессования заготовка беспрепятственно устанавливается в приемный канал 4. Таким образом, заготовка подвергается последовательным актам сдвиговой деформации в местах пересечения участков промежуточного канала 5 под углом θ1<90° и двум актам деформации в очагах с углом пересечения 90°<θ2<180°, за счет чего увеличивается интенсивность накопленной сдвиговой деформации с образованием субмикрокристаллической структуры, что ведет к приобретению металлом заготовки уникального комплекса механических характеристик с одновременным повышением прочностных и пластических свойств прессуемого металла.
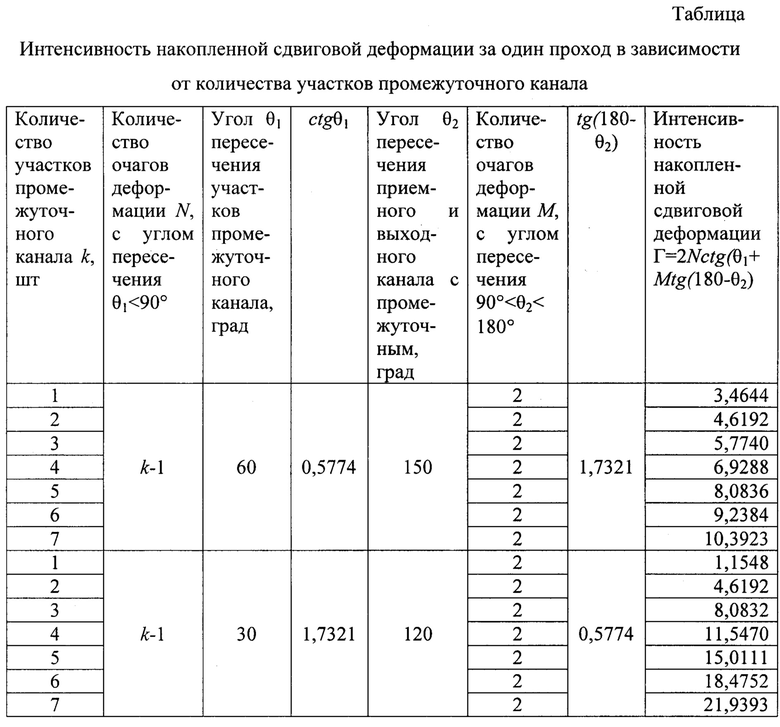
Известно, что чем больше интенсивность накопленной сдвиговой деформации в металле заготовки, тем мельче фрагменты образующейся структуры. Количественно интенсивность накопленной сдвиговой деформации за один проход заготовки через одно пересечение каналов, образующее один очаг деформации, рассчитывается Г=2ctgθ.
Таблица иллюстрирует, как изменяется интенсивность накопленной сдвиговой деформации в зависимости от количества очагов деформации, образуемых пересечением участков промежуточного канала.
Таблица также показывает, что с уменьшением угла пересечения каналов при одновременном увеличении количества участков промежуточного канала интенсивность накопленной сдвиговой деформации возрастает.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - расширение эксплуатационных возможностей штампа за счет увеличения количества участков промежуточного канала, уменьшения угла пересечения участков и заданной ориентации их осей относительно осей приемного и выходного каналов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов прессованием заготовок с повышенными механическими характеристиками за счет формирования в металле субмикрокристаллической структуры за минимальное количество проходов через пересекающиеся каналы матрицы;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| ШТАМП ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2012 |
|
RU2509621C1 |
| СПОСОБ УГЛОВОГО ПРЕССОВАНИЯ | 2013 |
|
RU2519697C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570605C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570606C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок с формированием в металле субмикрокристаллической структуры. Штамп содержит пуансон, бандаж и запрессованную в него матрицу с пересекающимися приемным, промежуточным и выходным каналами. Каналы имеют геометрически идентичное поперечное сечение. Промежуточный канал выполнен ломаным и состоит из семи участков, сопряженных под одним и тем же углом θ1<90° с образованием в местах их пересечения очагов сдвиговой деформации. Первый и последний участки промежуточного канала расположены с пересечением, соответственно, с приемным и выходным каналами под углом 90°<θ2<180°. Оси участков промежуточного канала с четным номером расположены перпендикулярно осям приемного и выходного каналов. В результате обеспечивается увеличение интенсивности накопленной сдвиговой деформации за один проход заготовки. 1 ил., 1 табл.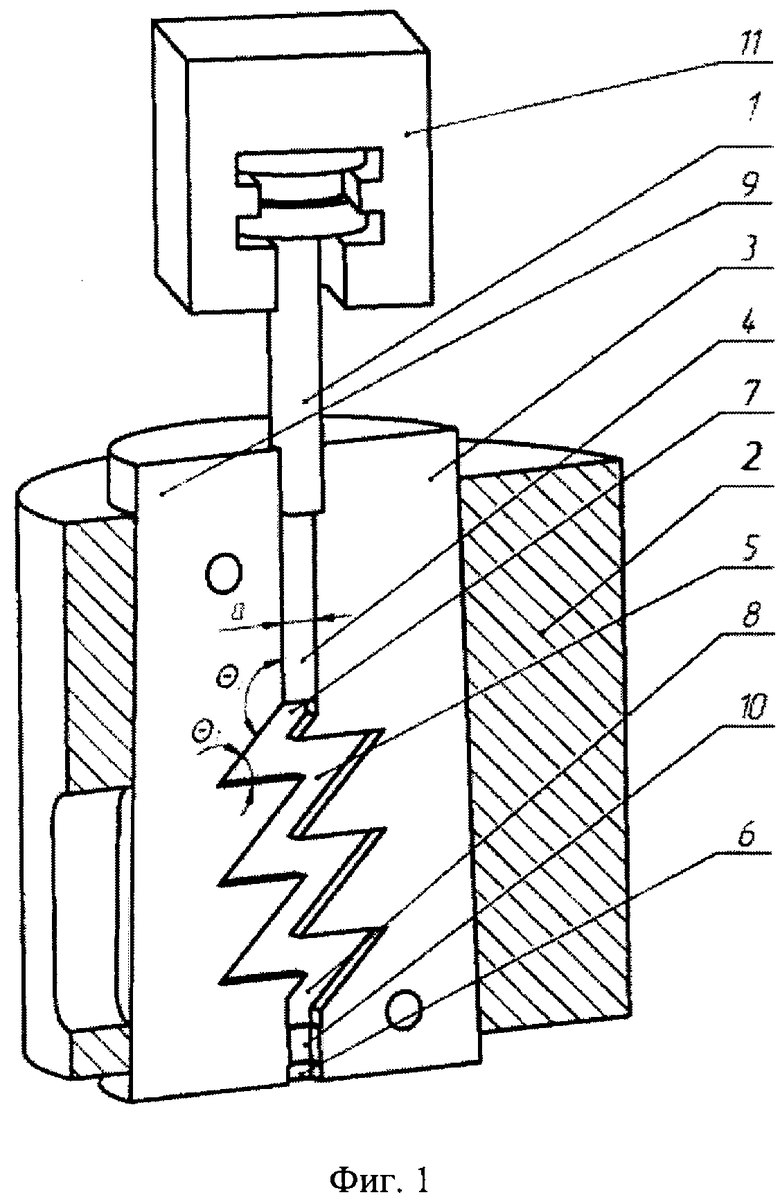
Штамп для канального углового прессования, содержащий пуансон, бандаж и запрессованную в него матрицу с пересекающимися приемным, промежуточным и выходным каналами, выполненными в поперечном сечении геометрически идентичными, при этом промежуточный канал выполнен ломаным и состоит из участков, сопряженных под одним и тем же углом θ1 с образованием в местах их пересечения очагов сдвиговой деформации, а первый и последний участки промежуточного канала расположены с пересечением, соответственно, с приемным и выходным каналами под углом θ2, отличающийся тем, что промежуточный канал состоит из семи участков, которые сопряжены между собой под углом θ1<90°, величина угла пересечения первого и последнего участков промежуточного канала, соответственно, с приемным и выходным каналами выбрана из диапазона 90°<θ2<180°, а оси участков промежуточного канала с четным номером расположены перпендикулярно осям приемного и выходного каналов.
| Устройство для дистанционного управления кранами | 1961 |
|
SU144975A1 |
| Способ очистки сточных вод | 1960 |
|
SU141441A1 |
| УСТРОЙСТВО ДЛЯ МНОГОМАРШРУТНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2011 |
|
RU2477662C2 |
| JP 2003096549 A, 03.04.2003 | |||
| KR 100833672 B1, 29.05.2008. | |||

