ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
Изобретение относится к токопроводящему наконечнику в соответствии с ограничительной частью пункта 1 формулы изобретения для использования в газовой дуговой сварке металлическим электродом.
При газовой дуговой сварке металлическим электродом сварочная проволока подается через канал подачи проволоки в токопроводящем наконечнике. Токопроводящий наконечник изготавливается из металлического материала с хорошей электрической проводимостью и образует электрический контакт для передачи тока сварки на сварочную проволоку, подаваемую через токопроводящий наконечник. Газовая дуговая сварка металлическим электродом может выполняться сварочной проволокой как в виде цельного провода, так и в виде порошковой проволоки. В газовой дуговой сварке металлическим электродом дуга поддерживается между сварочной проволокой и свариваемой деталью. Сварка MAG и сварка MIG представляют собой два основных типа газовой дуговой сварки металлическим электродом. В сварке MAG дуга и сварочная ванна защищаются потоком активного защитного газа, а в сварке MIG дуга и сварочная ванна защищаются потоком инертного защитного газа. В газовой дуговой сварке металлическим электродом сварка сварочной проволокой в виде порошковой проволоки может также выполняться без введения инертного газа.
При прохождении через канал подачи проволоки в токопроводящем наконечнике сварочная проволока скользит по внутренней поверхности канала подачи проволоки, создавая таким образом желаемый контакт для передачи энергии от токопроводящего наконечника к сварочной проволоке. В обычном токопроводящем наконечнике сварочная проволока размещается в канале подачи проволоки с небольшим зазором, и положение точек контакта между сварочной проволокой и токопроводящим наконечником может изменяться во время процесса сварки, что, к примеру, может приводить к нежелательным и неблагоприятным дуговым пробоям между сварочной проволокой и токопроводящим наконечником внутри канала подачи проволоки. Такие время от времени появляющиеся дуговые пробои могут приводить к значительным потерям энергии, в дальнейшем приводящим к нагреву и изнашиванию наконечника. Более того, наличие дуговых пробоев может приводить к возгоранию сварочной проволоки в наконечнике и выходу последнего из строя. Кроме того, изменяющееся положение точек контакта между сварочной проволокой и токопроводящим наконечником приводит к изменению длины сварочной проволоки, которую преодолевает ток сварки, что, в свою очередь, вызывает изменение характеристик дуги между сварочной проволокой и деталью и снижает качество сварного шва. Упомянутые выше проблемы могут быть решены поддержанием постоянного и предпочтительного электрического контакта между сварочной проволокой и токопроводящим наконечником в области, близкой к выходному отверстию канала подачи проволоки. Однако возможность поддержания такого контакта осложнена подверженностью внутренней поверхности канала подачи проволоки механическому трению сварочной проволоки, что может вызывать увеличение люфта между сварочной проволокой и внутренней поверхностью канала подачи проволоки, ухудшая таким образом электрический контакт между сварочной проволокой и внутренней поверхностью канала подачи проволоки. Износ внутренней поверхности канала подачи проволоки также приводит к уменьшению контроля над сварочной проволокой на выходном конце канала подачи проволоки, что приводит к уменьшению точности сварки. Механическое стирание и износ токопроводящего наконечника в результате действия возникающих время от времени дуговых пробоев внутри канала подачи проволоки уменьшают срок службы токопроводящего наконечника. Желательно увеличить срок службы токопроводящих наконечников для уменьшения стоимости материалов и потерь времени, связанных с заменой изношенных токопроводящих наконечников новыми.
С годами было предложено множество решений по обеспечению постоянного и предпочтительного электрического контакта между сварочной проволокой и токопроводящим наконечником в области, прилегающей к выходному отверстию канала подачи проволоки токопроводящего наконечника. Примеры таких решений описаны, например, в US 6559416 B1, US 6710300 B2, US 2011/0036821 A1 и WO 2006/046799 A1. Однако только некоторые из предложенных и разработанных решений достигли затем коммерческого успеха, а вышеупомянутая проблема нуждается в простом и эффективном решении.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в том, чтобы предоставить простой и эффективный токопроводящий наконечник с выгодным сроком службы, в течение которого может быть обеспечен постоянный и предпочтительный электрический контакт между сварочной проволокой и токопроводящим наконечником в области, прилегающей к выходному отверстию канала подачи проволоки токопроводящего наконечника, при нормальных условиях сварки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Упомянутая задача решается согласно настоящему изобретению токопроводящим наконечником, имеющим характеристики, указанные в пункте 1 формулы изобретения.
Токопроводящий наконечник в соответствии с изобретением содержит:
- корпус из электропроводного металлического материала, имеющий трубчатую основную часть и два или более держателя, соединенных с основной частью и простирающихся в аксиальном направлении от переднего конца основной части;
- по меньшей мере один канал подачи проволоки, простирающийся аксиально через корпус, и в этом канале предназначена помещаться и подаваться сварочная проволока, при этом упомянутый канал подачи проволоки имеет входное отверстие на заднем конце токопроводящего наконечника и выходное отверстие на переднем конце токопроводящего наконечника между упомянутыми держателями;
- прорези, выполненные в корпусе между упомянутыми держателями с целью отделения их друг от друга, причем каждая прорезь простирается в аксиальном направлении от основной части корпуса до упомянутого выходного отверстия; и
- пружинное средство, окружающее упомянутые держатели и приспособленное оказывать радиально сдавливающее действие на держатели с такой силой, чтобы держатели в холодном состоянии оставались отделенными, так что они не оказывают давления на поверхность оболочки сварочной проволоки, размещенной в канале подачи проволоки, а при нагревании до температуры выше температуры размягчения металлического материала сдавливались силой пружины радиально внутрь с целью оказания давления на поверхность оболочки сварочной проволоки, размещенной в канале подачи проволоки.
При решении в соответствии с изобретением держатели токопроводящего наконечника прижимаются к сварочной проволоке, размещенной в канале подачи проволоки, только при нагревании токопроводящего наконечника до температуры выше температуры размягчения металлического материала. Такое нагревание токопроводящего наконечника происходит автоматически после начала сварки в результате воздействия тепла, генерируемого в процессе сварки. Во время процесса сварки, когда температура токопроводящего наконечника превышает температуру размягчения металлического материала, держатели токопроводящего наконечника становятся упругими (пружинистыми), так что они могут быть придавлены пружинным средством в упор к сварочной проволоке, подаваемой через канал подачи проволоки. Благодаря этому возможно обеспечить во время процесса сварки постоянный и предпочтительный электрический контакт между сварочной проволокой и токопроводящим наконечником в области, прилегающей к выходному отверстию канала подачи проволоки токопроводящего наконечника. По мере того как внутренняя поверхность канала подачи проволоки стирается во время сварки из-за воздействия сварочной проволоки, пружинное средство постепенно сдавливает держатели ближе друг к другу, поддерживая постоянный и предпочтительный электрический контакт между сварочной проволокой и токопроводящим наконечником в области, прилегающей к выходному отверстию канала подачи проволоки, что благоприятно влияет на срок службы токопроводящего наконечника. Когда токопроводящий наконечник является холодным, держатели токопроводящего наконечника достаточно жестки для сопротивления радиально действующей силе пружинного средства, за счет чего держатели могут удерживаться отделенными на некотором желаемом расстоянии, так чтобы перед сваркой сварочная проволока могла быть легко вставлена и продвинута без сопротивления со стороны держателей через канал подачи проволоки. Более того, токопроводящий наконечник в соответствии с изобретением имеет простую конструкцию с несколькими отдельными деталями и относительно прост и недорог в производстве.
Пружинное средство может быть выполнено из термостойкого металлического пружинного материала, оказывающего радиальное прижимное действие на держатели токопроводящего наконечника с практически постоянной силой, независимой от температуры, при условии, что не превышена температура размягчения пружинного материала, или может быть биметаллическим элементом, который может быть приспособлен оказывать радиальное действующее прижимное усилие на держатели токопроводящего наконечника, которое имеет нулевое или ничтожно малое значение при низких температурах и значение которого возрастает с ростом температуры. В любом случае пружинное средство должно быть, разумеется, выполнено из пружинного материала с температурой размягчения, превышающей температуру размягчения металлического материала в корпусе токопроводящего наконечника, и, дополнительно, выше температуры, обычно получаемой в токопроводящем наконечнике во время сварки.
Другие преимущественные признаки токопроводящего наконечника в соответствии с изобретением следуют из зависимых пунктов формулы изобретения и последующего описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано более детально ниже посредством различных вариантов реализации и со ссылкой на соответствующие чертежи. Они иллюстрируют:
Фиг. 1 - схематическое изображение в перспективе токопроводящего наконечника в соответствии с вариантом реализации настоящего изобретения;
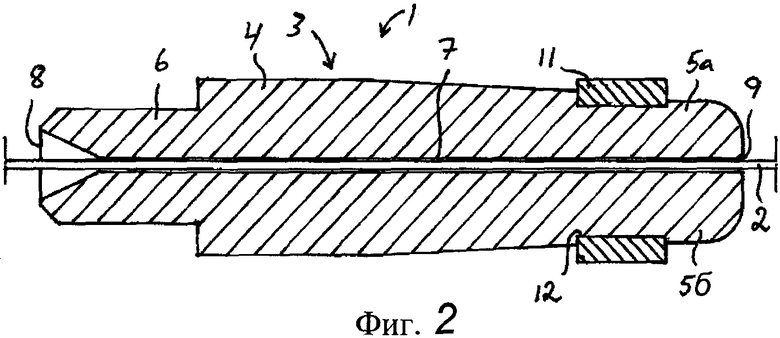
Фиг. 2 - сечение токопроводящего наконечника по Фиг. 1 в холодном состоянии;
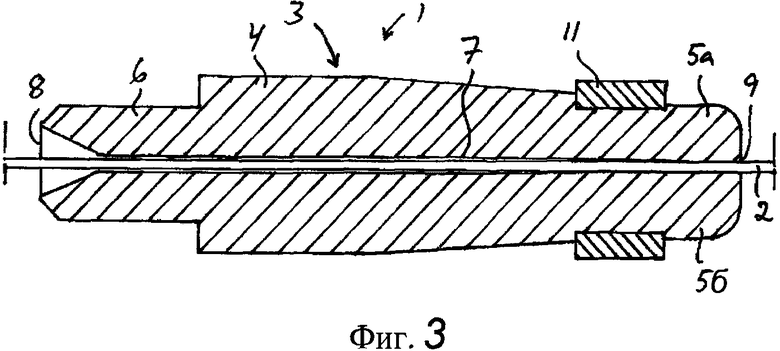
Фиг. 3 - сечение токопроводящего наконечника по Фиг. 1 в разогретом состоянии;
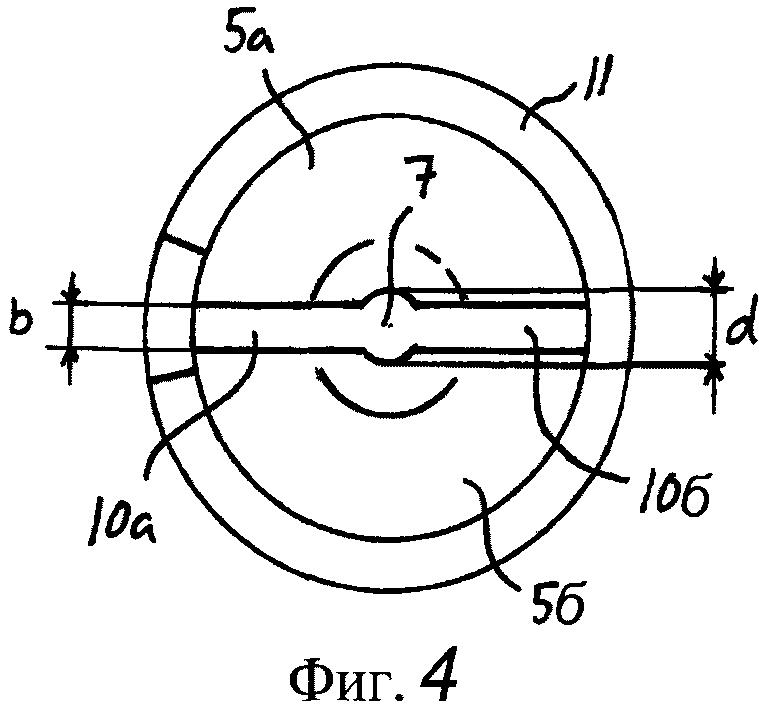
Фиг. 4 - вид спереди токопроводящего наконечника по Фиг. 1; и
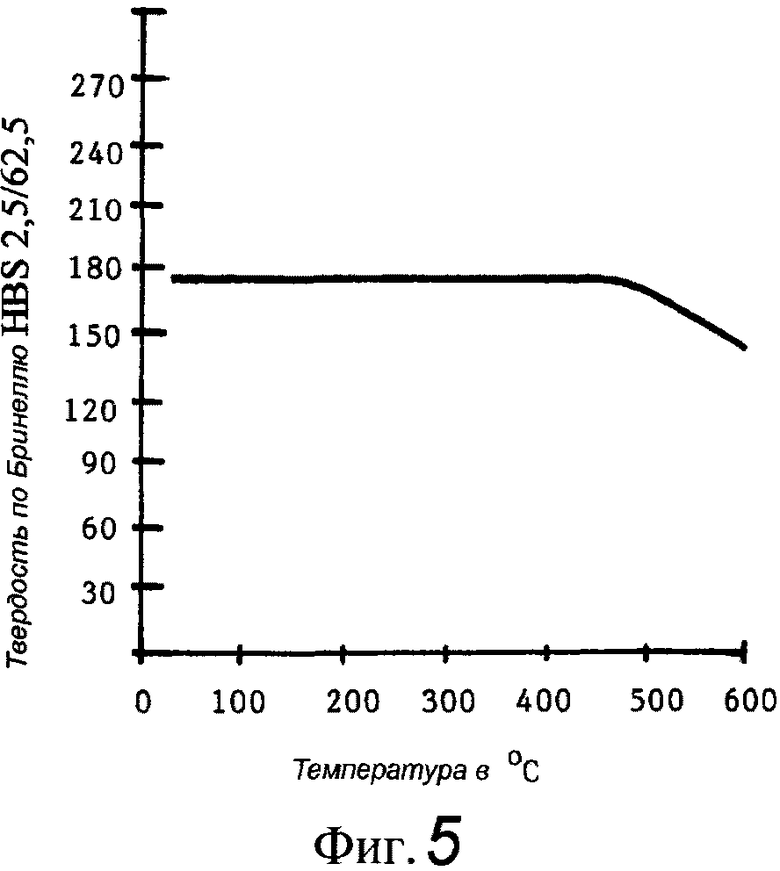
Фиг. 5 - диаграмма, иллюстрирующая номинальную твердость металлического материала, изменяющуюся с температурой металлического материала.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Фиг. 1-4 иллюстрируют токопроводящий наконечник 1 в соответствии с вариантом реализации настоящего изобретения для использования в газовой дуговой сварке металлическим электродом со сварочной проволокой 2 в виде цельной или порошковой проволоки. Токопроводящий наконечник 1 содержит корпус 3, выполненный из электропроводного металлического материала, предпочтительно в виде медного сплава для использования в условиях высоких температур. Корпус 3 имеет трубчатую основную часть 4 и держатели (пальцы) 5а, 5б, соединенные с основной частью 4 и простирающиеся в аксиальном направлении от переднего конца основной части. Корпус 3 дополнительно снабжен резьбой 6, расположенной на заднем конце основной части 4. Эта резьба 6 позволяет плотно вкручивать контактный наконечник 1 в сварочный аппарат. Основная часть 4 и держатели 5a, 5б выполнены заодно в одной детали.
Прямой канал 7 подачи проволоки простирается аксиально через корпус 3 вдоль осевой линии корпуса. Этот канал 7 подачи проволоки содержит сварочную проволоку 2, приспособленную для помещения в него и продвижения в нем. Канал 7 подачи проволоки имеет входное отверстие 8 на заднем конце токопроводящего наконечника и выходное отверстие 9 на переднем конце токопроводящего наконечника между держателями 5a, 5б. Канал 7 подачи проволоки выполняется с несколько большим диаметром d, например на 0,1-0,2 мм или около того большим, чем диаметр сварочной проволоки 2, которая предназначена размещаться в канале подачи проволоки, так что эта сварочная проволока 2 может быть помещена с малым зазором в канале 7 подачи проволоки.
Прорези 10a, 10б выполнены в корпусе 3 между держателями 5a, 5б с целью отделения последних друг от друга, при этом каждая прорезь 10a, 10б простирается в аксиальном направлении от основной части 4 корпуса до выходного отверстия 9 канала подачи проволоки. Каждая прорезь 10a, 10б простирается в радиальном направлении между каналом 7 подачи проволоки и внешней поверхностью корпуса 3. Таким образом, передняя часть корпуса 3 разделена прорезями 10a, 10б, образуя упомянутые держатели 5a, 5б. Аксиальная длина каждой прорези 10a, 10б предпочтительно соответствует 25-80% или около того всей длины наконечника.
Отступ на трение по внутренней поверхности канала подачи проволоки увеличивается с увеличением ширины w прорезей 10a, 10б. Однако ширина прорезей не может быть настолько велика, чтобы сварочная проволока 2, при продвижении между держателями 5a, 5b, могла бы выскользнуть сбоку из канала 7 подачи проволоки и в прорези 10a, 10б. Каждая прорезь 10a, 10б предпочтительно имеет ширину w, соответствующую 25-90% или около того диаметра d канала подачи проволоки.
В проиллюстрированном примере держатели 5a, 5б в количестве двух отделены друг от друга двумя прорезями 10a, 10б, противоположно расположенными на противоположных сторонах канала 7 подачи проволоки. Альтернативно, количество держателей 5a, 5б может быть более чем два, например три или четыре, что, очевидно, соответствующим образом увеличит количество прорезей 10a, 10б.
Токопроводящий наконечник 1 снабжен пружинным средством 11, окружающим держатели 5a, 5б. Пружинное средство 11 расположено вокруг держателей 5a, 5б на передней части держателей и помещается в пазу 12, расположенном на внешней стороне держателей 5a, 5б. Пружинное средство 11 предпочтительно содержит обычную пружину, но может альтернативно состоять из биметаллического элемента, например биметаллического элемента в форме разомкнутого кольца. В проиллюстрированном примере пружинное средство 11 состоит из спиральной пружины в форме разомкнутого кольца, однако альтернативно она может быть кольцевой (винтовой) пружиной.
Пружинное средство 11 выполнено с возможностью оказания радиально сдавливающего действия на держатели 5a, 5б с такой силой, чтобы держатели в холодном состоянии, то есть, например, при комнатной температуре или некоторой иной температуре существенно ниже температуры размягчения металлического материала корпуса, поддерживались на таком расстоянии друг от друга, что они не оказывают давления на поверхность оболочки сварочной проволоки 2, помещенной в канале 7 подачи проволоки, как проиллюстрировано на Фиг. 2, при этом держатели 5a, 5б при разогреве до температуры выше температуры размягчения металлического материала корпуса сжимаются радиально внутрь силой пружины пружинного средства для оказания давления на поверхность оболочки сварочной проволоки 2, помещенной в канале 7 подачи проволоки, как показано на Фиг. 3. При холодном токопроводящем наконечнике 1 и при температуре ниже температуры размягчения фактического металлического материала, держатели 5a, 5б не будут поэтому сдавлены пружинным средством 11 в направлении сварочной проволоки 2, подаваемой через канал 7 подачи проволоки к выходному отверстию 9 канала подачи проволоки. Следовательно, держатели 5a, 5б при подготовке сварочного аппарата с токопроводящим наконечником к выполнению сварки не осложнят введение сварочной проволоки 2 в токопроводящий наконечник 1. После начала сварки и разогрева токопроводящего наконечника 1 до температуры выше температуры размягчения упомянутого металлического материала пружинное средство 11 будет сдавливать держатели 5a, 5б в направлении друг к другу и в прилегание к сварочной проволоке 2, введенной в канал 7 подачи проволоки, обеспечивая таким образом постоянный и предпочтительный электрический контакт между держателями 5a, 5б и сварочной проволокой 2 в области, прилегающей к выходному отверстию 9 канала подачи проволоки.
Температура размягчения металлического материала является температурой, при которой твердость материала начинает уменьшаться с ростом температуры. До того как материал достигнет температуры, совпадающей с его температурой размягчения, материал имеет практически постоянную твердость, но после разогрева до температуры размягчения твердость материала с увеличением температуры будет уменьшаться. Фиг. 5 иллюстрирует диаграмму, показывающую номинальную твердость как функцию от температуры медного сплава с температурой размягчения 475°C. Как показано на диаграмме по Фиг. 5, твердость этого материала находится на практически постоянной величине вплоть до температуры в 475°C, а затем начинает уменьшаться по мере роста температуры.
Пружинное средство 11 выполнено из металлического пружинного материала с температурой размягчения более высокой, чем температура размягчения того металлического материала, из которого выполнен корпус 3 токопроводящего наконечника, и более высокой, чем температура, обычно достигаемая в наконечнике 1 при проведении сварки. В целях обеспечения надлежащей работы при нормальных условиях сварки пружинный материал должен иметь температуру размягчения в 1500°C или выше.
Держатели 5a, 5б в токопроводящем наконечнике 1, проиллюстрированные на Фиг. 1-4, имеют углубления 13, которые предназначены образовывать поверхности для присоединения инструмента, используемого для закрепления токопроводящего наконечника в сварочном аппарате и для выкручивания токопроводящего наконечника из сварочного аппарата.
В проиллюстрированном примере токопроводящий наконечник 1 снабжен одним единственным каналом 7 подачи проволоки. Однако токопроводящий наконечник в соответствии с настоящим изобретением может альтернативно быть снабжен двумя или более каналами подачи проволоки, простирающимися параллельно друг к другу через основную часть 4 и держатели 5a, 5б корпуса 3 токопроводящего наконечника, при этом эти каналы подачи проволоки приспособлены для приема по одной проволоке каждый.
Естественно, изобретение никоим образом не является ограниченным описанными выше вариантами реализации, и, наоборот, для специалиста в данной области будут очевидны множественные варианты модификации без отступления по сути от основного замысла изобретения, охарактеризованного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ | 2019 |
|
RU2804429C2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| КОНТАКТНЫЙ НАКОНЕЧНИК ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 1997 |
|
RU2118242C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| СВАРОЧНЫЙ ЭЛЕКТРОД И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2318643C2 |
| СВАРОЧНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2393945C2 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
Токопроводящий наконечник (1) для газовой дуговой сварки металлическим электродом, содержащий: корпус (3) из металлического материала с трубчатой основной частью (4) и двумя или более держателями (5a, 5б), простирающимися в аксиальном направлении от переднего конца основной части; по меньшей мере один канал (7) подачи проволоки, простирающийся аксиально через корпус, в котором помещается и подается сварочная проволока; прорези (10a, 10б), расположенные между держателями с целью отделения их друг от друга, и пружинное средство (11), окружающее держатели и оказывающее радиально сдавливающее действие на держатели с такой силой, чтобы держатели в холодном состоянии оставались разделенными, так что не оказывается давления на поверхность оболочки сварочной проволоки, введенной в канал подачи проволоки, а при нагревании до температуры выше температуры размягчения металлического материала сдавливались силой пружины радиально внутрь для оказания давления на поверхность оболочки сварочной проволоки, размещенной в канале подачи проволоки. Изобретение позволяет изготовить простой и эффективный токопроводящий наконечник с выгодным сроком службы. 9 з.п. ф-лы, 5 ил.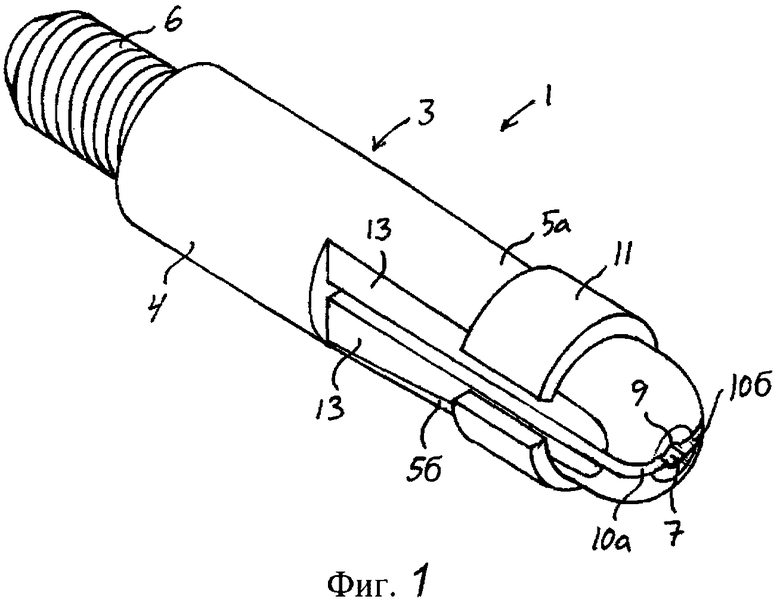
1. Токопроводящий наконечник (1) для использования в газовой дуговой сварке металлическим электродом, содержащий:
- состоящий из электропроводного металлического материала корпус (3), который имеет трубчатую основную часть (4) и по меньшей мере два держателя (5a, 5б), соединенных с основной частью (4) и простирающихся в аксиальном направлении от переднего конца основной части (4);
- по меньшей мере один канал (7) подачи проволоки, простирающийся аксиально через корпус (3), в котором помещается и подается сварочная проволока, причем упомянутый канал (7) подачи проволоки имеет входное отверстие (8) на заднем конце токопроводящего наконечника и выходное отверстие (9) на переднем конце токопроводящего наконечника между упомянутыми держателями (5a, 5б), и
- прорези (10a, 10b), расположенные в корпусе (3) между упомянутыми держателями (5a, 5б) с целью их отделения друг от друга, причем каждая прорезь (10a, 10б) простирается в аксиальном направлении от основной части (4) корпуса и к упомянутому выходному отверстию (9);
отличающийся тем, что токопроводящий наконечник (1) снабжен пружинным средством (11), охватывающим упомянутый держатель (5a, 5б) и выполненным с возможностью радиального сдавливающего воздействия на держатели (5a, 5б) с такой силой, чтобы держатели в холодном состоянии оставались отделенными друг от друга, без оказания давления на поверхность оболочки сварочной проволоки, введенной в канал (7) подачи проволоки, а при разогреве до температуры выше температуры размягчения металлического материала сдавливались силой пружины радиально внутрь для оказания давления на поверхность оболочки сварочной проволоки, введенной в канал (7) подачи проволоки.
2. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) расположено в пазу (12), расположенном на внешней стороне держателей (5a, 5б).
3. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) выполнено в виде спиральной пружины в форме разомкнутого кольца.
4. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) выполнено в виде кольцевой пружины.
5. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) выполнено в виде биметаллического элемента.
6. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) выполнено из металлического пружинного материала с температурой размягчения выше температуры размягчения того металлического материала, из которого выполнен корпус (3) токопроводящего наконечника.
7. Токопроводящий наконечник по п. 1, отличающийся тем, что пружинное средство (11) расположено вокруг держателей (5a, 5б) на передней их части.
8. Токопроводящий наконечник по п. 1, отличающийся тем, что упомянутые держатели (5a, 5б) в количестве двух отделены друг от друга двумя прорезями (10a, 10б), противоположно расположенными на противоположных сторонах канала (7) подачи проволоки.
9. Токопроводящий наконечник по п. 1, отличающийся тем, что ширина (w) каждой прорези (10a, 10b) соответствует 25-90% диаметра (d) канала подачи проволоки.
10. Токопроводящий наконечник по п. 1, отличающийся тем, что корпус (3) выполнен из медного сплава.
| US 6559416 B1, 06.05.2003 | |||
| ТОКОПОДВОДЯЩИЙ МУНДШТУК | 0 |
|
SU288188A1 |
| Мундштук к сварочным головкам и горелкам | 1980 |
|
SU880650A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |

