Известен токоподводящий мундштук для сварочных автоматов, содержащий корпус с направляющим каналом, контактный элемент и пружину для его поджатия к электродной проволоке.
Однако такой токоподвод имеет малый срок службы из-за быстрого изпоса контактного элемента.
Предлагаемый токоподводящий мундштук отличается от известного тем, что его контактный элемент расположен в корпусе под углом к направляющему каналу и выполнен в виде пластины, толщина которой равна диаметру электродной проволоки. Это позволяет увеличить срок службы мундштука и экономить материал при его изготовлении.
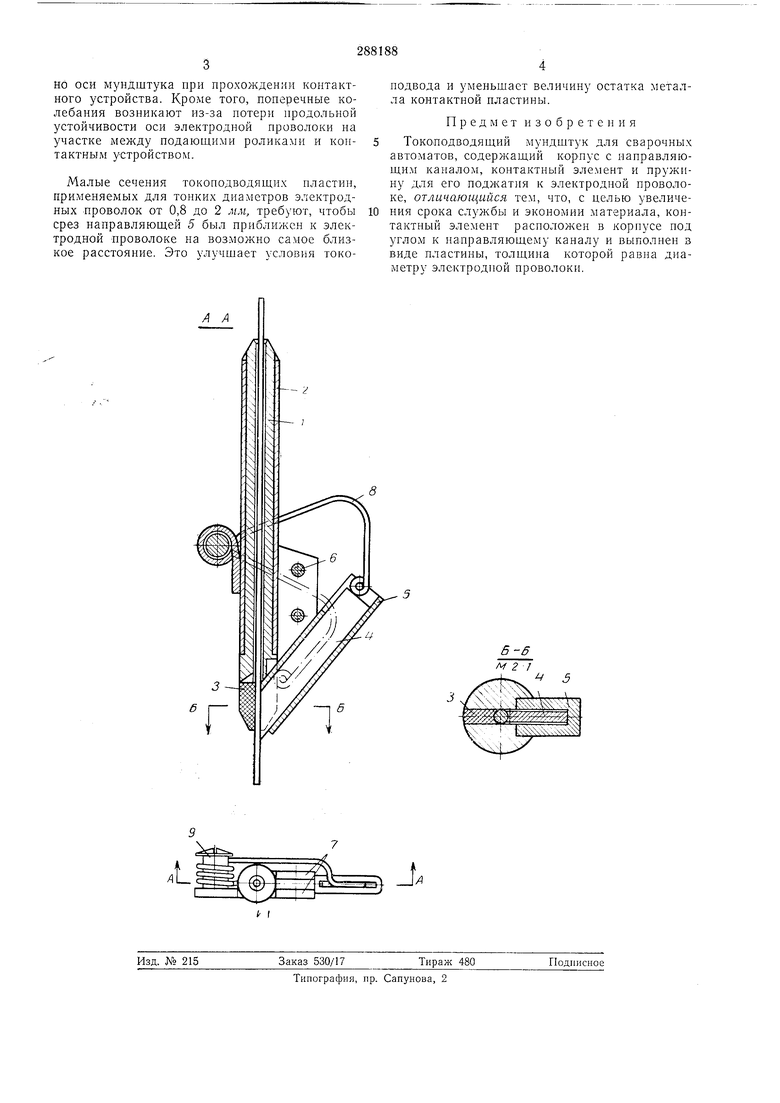
Па чертеже показан предлагаемый токоподводящий мундштук. Он содержит мундштук /, который является несущей деталью и имеет направляющий канал для электродной нроволоки.
К мундштуку наразъемно присоединена токоподводящая медная трубка 2. Па конце мундштука в прорези впаяна из юсостойкая твердосплавная пластина 3. Контактный токоподвод состоит из контактной пластины (конгактпого элемента) 4 и направляюо ей 5 коробчатой формы, закрепленной винтами 6 между щек 7. Щекн неразъемно присоединены к токонодводящей трубке. Пружина 8 кручення установлена на оси 9, прикрепленной к мундштуку. Сварочньн ток подводится к движущейся электродной нроволоке по цепи: контактпая нластппа, направляющая 5, щеки п токоподводящая трубка.
Контактная пластина прижнмается к электродной проволоке пружиной кручения с усилием, достаточным для надежного контактнрова1 ня и плотного прилегания электродной нроволокн в клиновидной канавке нластины 3, что исключает блуждание конца электродной проволоки.
Ширина прорезн мундштука п толнщна контактной плаетины номинально равны наибольшему диаметру электродной проволоки, определяемой конструкцией токоподвода. Благодаря направляющей прорезн iyндштyкa п направляющей 5, контактная нластнна направлена симметрично относнтельно диаметральной плоскости мундштука и, следовательно, клиновидной канавки нластипы 3. Это обеспечивает равномерный износ контактной плаетины по всему сечению. Равномерный износ контактной пластины но всему сечению нроисходнт п при применении меньших диаметров электродной проволоки ввиду того, что последпяя имеет нзгнбы. некоторую кривизну, обусловленную ее поставкой в бухтах или мотках. Кривизна вызывает поперечные колебання оси электродной проволоки отпосительHO оси мундштука при прохождении контактного устройства. Кроме того, поперечные колебания возникают из-за потери продольной устойчивости оси электродной проволоки на участке между подающими роликами и контактным устройством.
Малые сечеиия токоподводящи.х пластин, применяемых для тонких диаметров электродных проволок от 0,8 до 2 мм, требуют, чтобы срез направляющей 5 был приближен к электродной проволоке на возможно самое близкое расстояние. Это улучщает условия токоподвода и уменьшает величину остатка металла контактной нластины.
Предмет изобретения
Токоподводящий мундштук для сварочных автоматов, содержащий корпус с панравляющи.м каналом, контактный элемент и пружину для его поджатия к электродной проволоке, отличающийся тем, что, с целью увеличения срока службы и экономии материала, контактный элемент расположен в корпусе под углом к направляющему каналу и выполнен в виде пластины, толщина которой равна диаметру электродной проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Мундштук для автоматической сварки | 1982 |
|
SU1053994A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Токоподводящий мундштук | 1986 |
|
SU1357166A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
Б-б М 2 J
