Изобретение относится к области обработки металлов давлением и может быть использовано при получении осесимметричных деталей с фланцем и одновременным формированием периодического профиля на периферийной поверхности фланца, например цилиндрических и конических зубчатых колес.
Цель - повышение производительности процесса путем одновременного формирования фланца и периодического профиля на его периферии.
На чертеже представлена технологическая схема осуществления способа.
Способ осуществляют следующим образом.
Трубчатая заготовка 1 устанавливается на упор 2 в кольцевой зазор, образованный матрицей 3 и оправкой 4. Матрица 3 вращается синхронно 9 валком 5 за счет сил контактного трения между поверхностью раскатного валка 5 и торцовой поверхностью заготовки 1. В процессе осевого перемещения валка 5 с закрепленной на нем ребордой 6, на торцовой поверхности которой выполнен периодический профиль, заготовка 1 деформирует и по мере достижения требуемого диаметра металл заготовки начинает заполнять впадины периодического профиля на поверхности реборды 6. Реборда 6, выполняющая роль матрицы, является сменным элементом в зависимости
от требуемого периодического профиля. Готовая деталь 7 удаляется из матрицы 3 упором 2.
Пример. Для выявления границ применимости способа на раскатном станке усилием 350 кН получены следующие детали.
ДляЬ/Ь 0,2. Исходной заготовкой является труба 070X10 высотой 15 мм. Материал - сталь 20. Раскатанная деталь имеет следующие размеры: наружный диаметр фланца выступов 90 мм, диаметр по впадинам 88 мм, высота реборды 5 мм, высота готового изделия 10 мм. Потребное усилие раскатки 250 кН. Величина подачи раскатного валка 0,5 мм на оборот заготовки. Частота вращения заготовки 49 об/мин.
Для . Исходная заготовка - труба
0135X17,5 высотой 30 мм. Материал - Ст. 3 Раскатная деталь имеет следующие размеры: наружный диаметр фланца 175 мм, диаметр по впадинам 155 мм, высота реборды 5 мм, высота готового изделия 14 мм. Потребное усилие раскатки 350 кН. Величина подачи раскатного валка 0,2 мм на оборот заготовки. Частота вращения заготовки 16 об/мин.
Применение предлагаемого способа позволяет снизить энергозатраты за счет изменения кинематики процесса формообразования изделия, увеличить производительность. Кроме того, раскатка осуществляется простым по конструкции инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| Устройство для раскатки осесимметричных изделий | 1989 |
|
SU1703223A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Способ выдавливания зубьев на изделиях | 1977 |
|
SU940974A1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ, преимущественно с фланцем, из малоуглеродистых сталей, включающий установку полой цилиндрической заготовки в матрицу, введение внутрь заготовки оправки и холодную торцовую раскатку, отличающийся тем, что, с целью повышения производительности путем одновременного формирования фланца и периодического профиля на его периферии, раскатку заготовки осуществляют валки с ребордой, на поверхности которой, обращенной к наружной боковой поверхности заготовки, выполнен периодический профиль в виде впадины и выступов, при этом -h-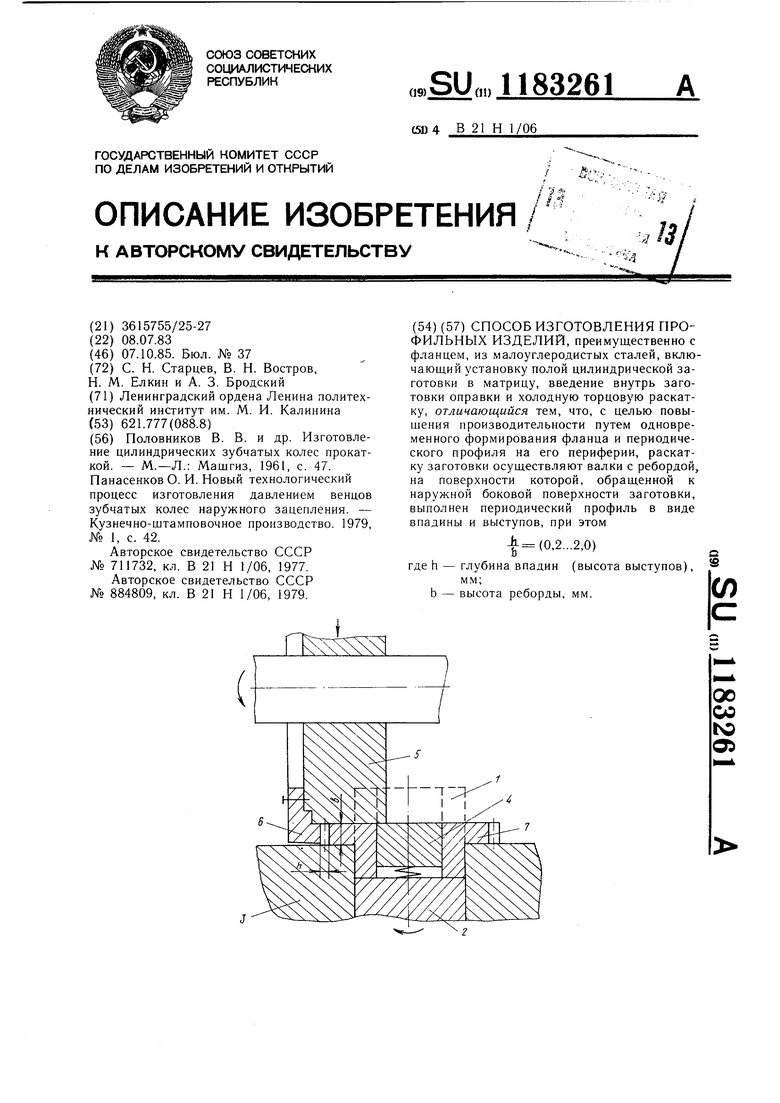
| Половников В | |||
| В | |||
| и др | |||
| Изготовление цилиндрических зубчатых колес прокаткой | |||
| - М.-Л.: Машгиз, 1961, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Панасенков О | |||
| И | |||
| Новый технологический процесс изготовления давлением венцов зубчатых колес наружного зацепления | |||
| - Кузнечно-штамповочное производство | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Инструмент для раскатки круглых заготовок | 1977 |
|
SU711732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| nScx | |||
