Предлагаемое изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию для гофрирования листового материала методом гибки, и может быть использовано для изготовления бесшовных гофрированных конусов из листового материала.
Из патентной литературы известен способ изготовления зигзагообразного гофра, при котором заготовку подают в рабочую зону, сжимают в фиксирующем узле и формуют в формовочном узле, в качестве исходной заготовки используют гофрированный материал, формирование гофра осуществляют последовательно на протяжении всей длины исходной заготовки методом гибки и плоскопараллельного перемещения формовочного узла относительно фиксирующего узла (RU №2100120, B21D 13/00).
Недостаток указанного способа в сложности и высокой трудоемкости изготовления формующих элементов, в большом количестве и сложности движений формующих элементов, а также в возможности получения только листовой детали с гофрами.
Наиболее близким к предлагаемому способу изготовления бесшовных гофрированных конусов из листовой заготовки можно считать технологию изготовления гофрированного складчатого заполнителя с использованием устройства для непрерывного гофрирования рулонного материала, заключающуюся в том, что формообразование заготовки в готовую деталь происходит за счет трансформирования формообразующего пуансона (RU №2357828, B21D 13/00).
Недостаток указанной технологии - низкая точность изготовления гофра из-за вытяжки материала заготовки, а также ограниченные технологические возможности, т.к. оно используется только для гофрирования ленты.
Из патентной литературы известно устройство для изготовления зигзагообразного гофра, содержащее фиксирующие и формующие узлы, имеющие соответственно фиксирующие и формующие элементы с фиксирующими и формующими рабочими поверхностями в виде гофра, расположенные по обе стороны от рабочей зоны и смещенные друг относительно друга (RU №2100120, B21D 13/00).
Недостаток указанного устройства в сложности конструкции и высокой трудоемкости изготовления формующих элементов, а также в большом количестве и сложности движений формующих элементов.
Наиболее близким к предлагаемому устройству изготовления бесшовных гофрированных конусов из листовой заготовки можно считать устройство для непрерывного гофрирования рулонного материала, содержащее основание, формообразующий пуансон с одинаковыми плоскими формующими элементами, шарнирно соединенными один с другим по их кромкам, и средство изменения их положения в пространстве (RU №2357828, B21D 13/00).
Недостаток указанной технологии: низкая точность изготовления гофра из-за вытяжки материала заготовки, а также ограниченные технологические возможности.
Задачей, на решение которой направлено предлагаемое изобретение, является создание технологии и оборудования, позволяющих получить бесшовное конусное изделие с гофрированной боковой поверхностью, в котором повышается точность выполнения гофров на листовой детали и сокращается количество технологических операций, путем одновременного образования конического изделия и гофр на его боковой поверхности.
Поставленная задача решается тем, что в способе изготовления бесшовных гофрированных конусов из листовой заготовки, при котором последнюю подают в рабочую зону и формуют в формовочном узле, состоящем из нижних и верхних формующих элементов, последние устанавливают в чередующейся последовательности по окружности и закрепляют один их конец на центральной оси формовочного узла, а другой - с возможностью перемещения в радиальных направляющих, которые располагают с равным шагом по окружности с осью симметрии, совпадающей с центральной осью формовочного узла, и фиксируют верхние формующие элементы в вертикальном положении, для получения исходной заготовки из листа вырезают кольцо, которое свободно концентрично центральной оси укладывают на нижние формующие элементы, затем на заготовку опускают верхние формующие элементы, а формовку ведут методом гибки одновременно с изменением угла конусности, путем поджатия формующих элементов в вертикальном направлении.
Поставленная задача решается тем, что в устройстве для изготовления бесшовных гофрированных конусов из листовой заготовки, содержащем основание, шарнирно закрепленные верхние и нижние формовочные элементы, механизм поджатия и средство изменения их положения в пространстве, последнее состоит из жестко закрепленной на основании стойки с упором, кольцевой проточкой в верхней части и узлом крепления формующих элементов в виде круговой направляющей, закрепленной концентрично центральной оси стойки, ступенчатой втулки, надетой на стойку до ее упора, подпружиненной и фиксируемой относительно основания, в большем диаметре которой выбрано углубление, образующее бурт, в котором выполнены расположенные с равным шагом по окружности вертикальные прорези, служащие радиальными направляющими для незакрепленных концов верхних и нижних формующих элементов, другие концы которых шарнирно установлены на круговой направляющей стойки в чередующейся последовательности, приспособления, запирающего верхние формующие элементы в вертикальном положении, закрепленного в кольцевой проточке верхней части стойки с возможностью вращательного и возвратно-поступательного перемещения, механизм поджатия имеет вид надетого на стержень с запирающим приспособлением перевернутого стакана, взаимодействующего с формующими элементами.
Кроме того, приспособление, запирающее верхние формующие элементы в вертикальном положении, состоит из втулки и шайбы-амортизатора, надетых на стойку, зафиксированных относительно нее винтом, проходящим через центральную ось, штифтами, соединяющими сквозные отверстия, открытые во втулке перпендикулярно ее вертикальной оси, и кольцевую проточку верхней части стойки, а в нижнем торце втулки, соосно ее внутреннему отверстию, образовано круговое углубление и вертикальный паз.
Кроме того, устройство оснащено регулятором конусности, размещенным между ступенчатой втулкой средства изменения положения формующих элементов в пространстве и основанием, и регулятором высоты гофра, помещенным в углубление ступенчатой втулки средства изменения положения формующих элементов в пространстве.
Проведенный заявителем анализ существующего в области обработки металлов давлением уровня техники позволил сделать вывод, что аналоги, характеризующиеся совокупностью признаков, тождественных всем признакам заявляемого технического решения, отсутствуют. Следовательно, предлагаемое соответствует условию патентоспособности «новизна».
Также в данной области техники не выявлены признаки, совпадающие с отличительными от прототипов признаками заявляемого технического решения, следовательно, они не следуют явным образом из существующего уровня техники и, кроме того, не выявлена известность их влияния на достижение поставленной перед заявителем задачи, следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень».
И предлагаемое решение «промышленно применимо», так как оно может использовано в машиностроении.
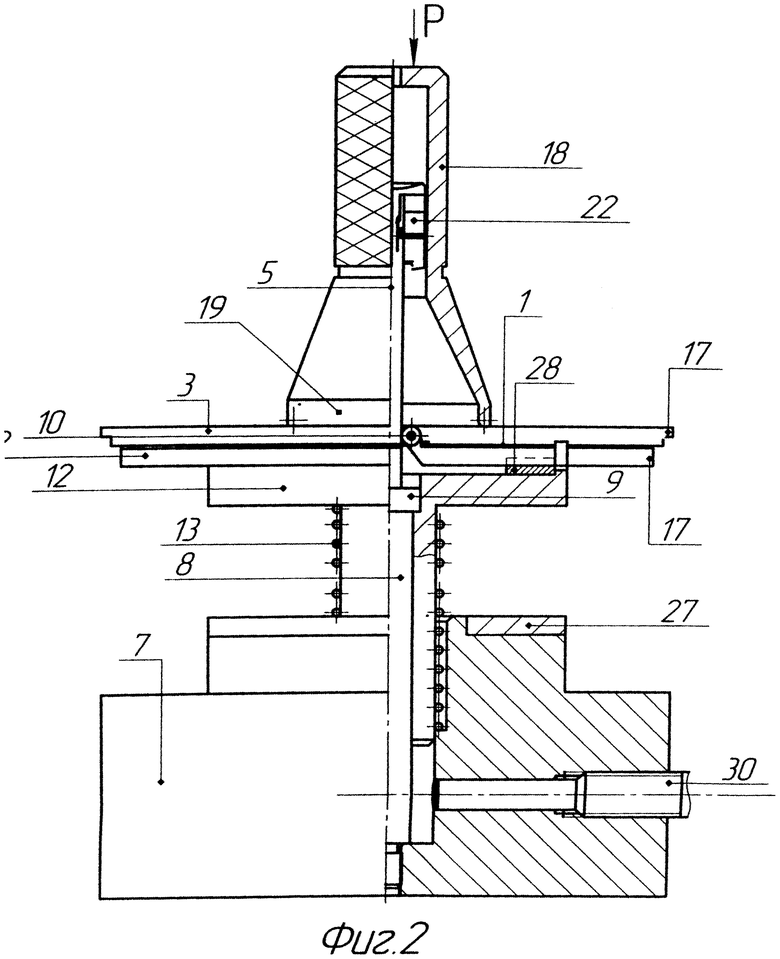
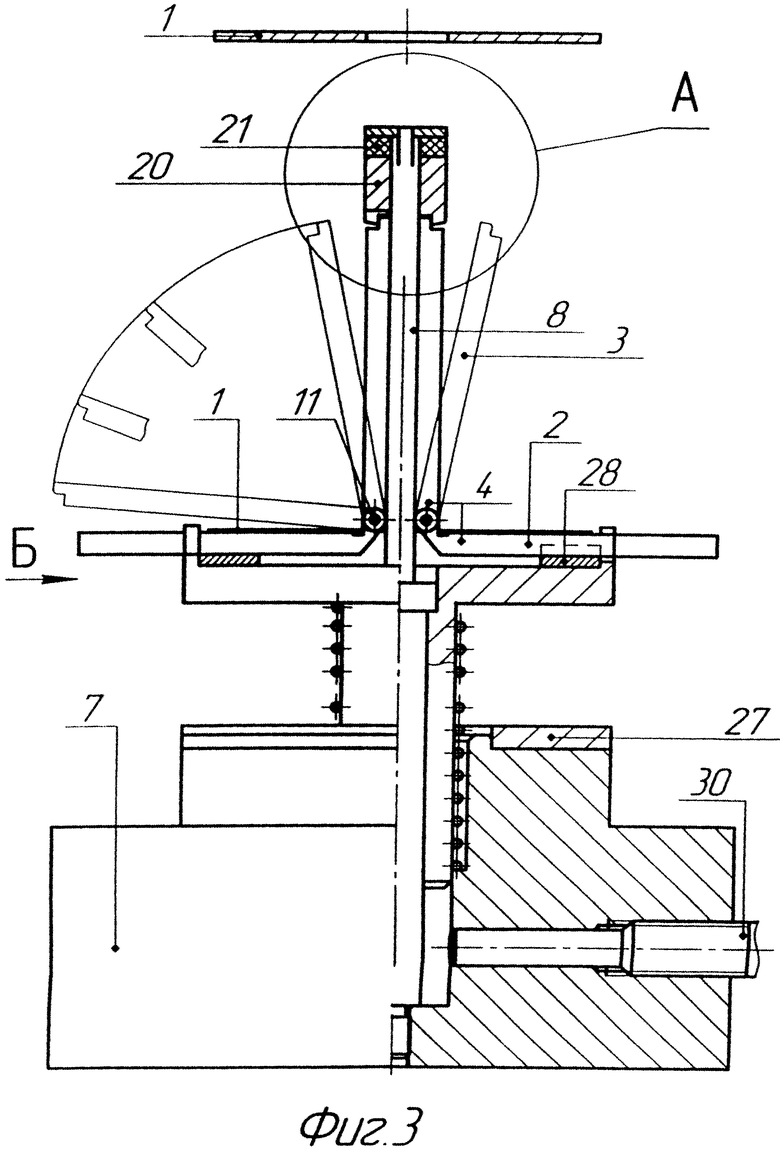
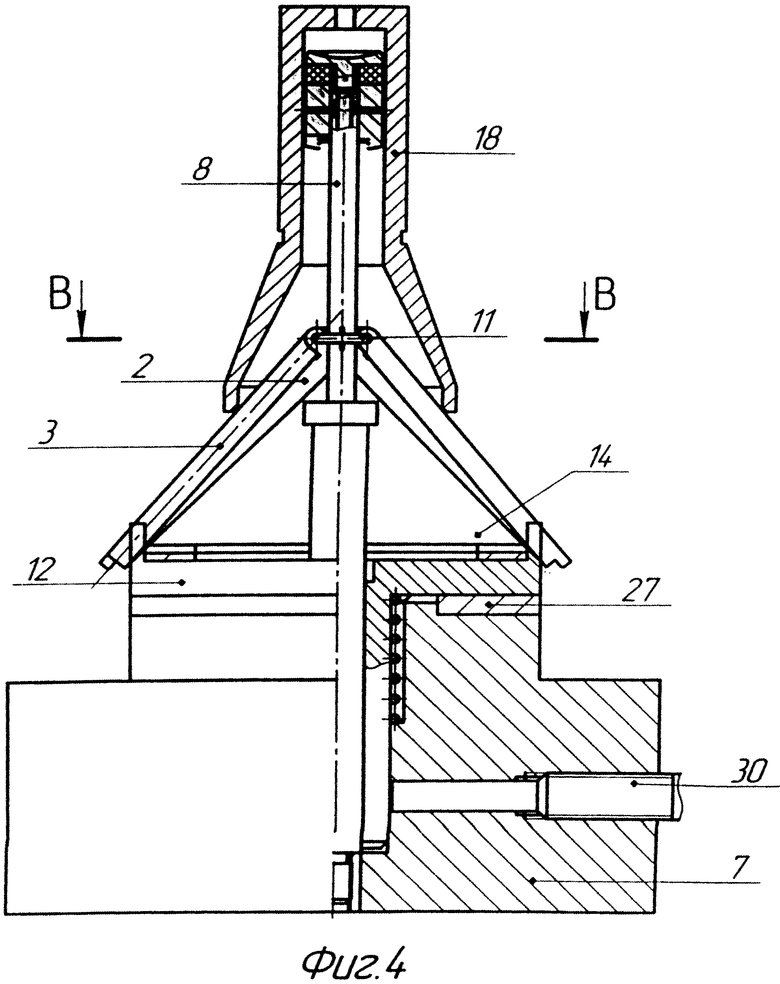
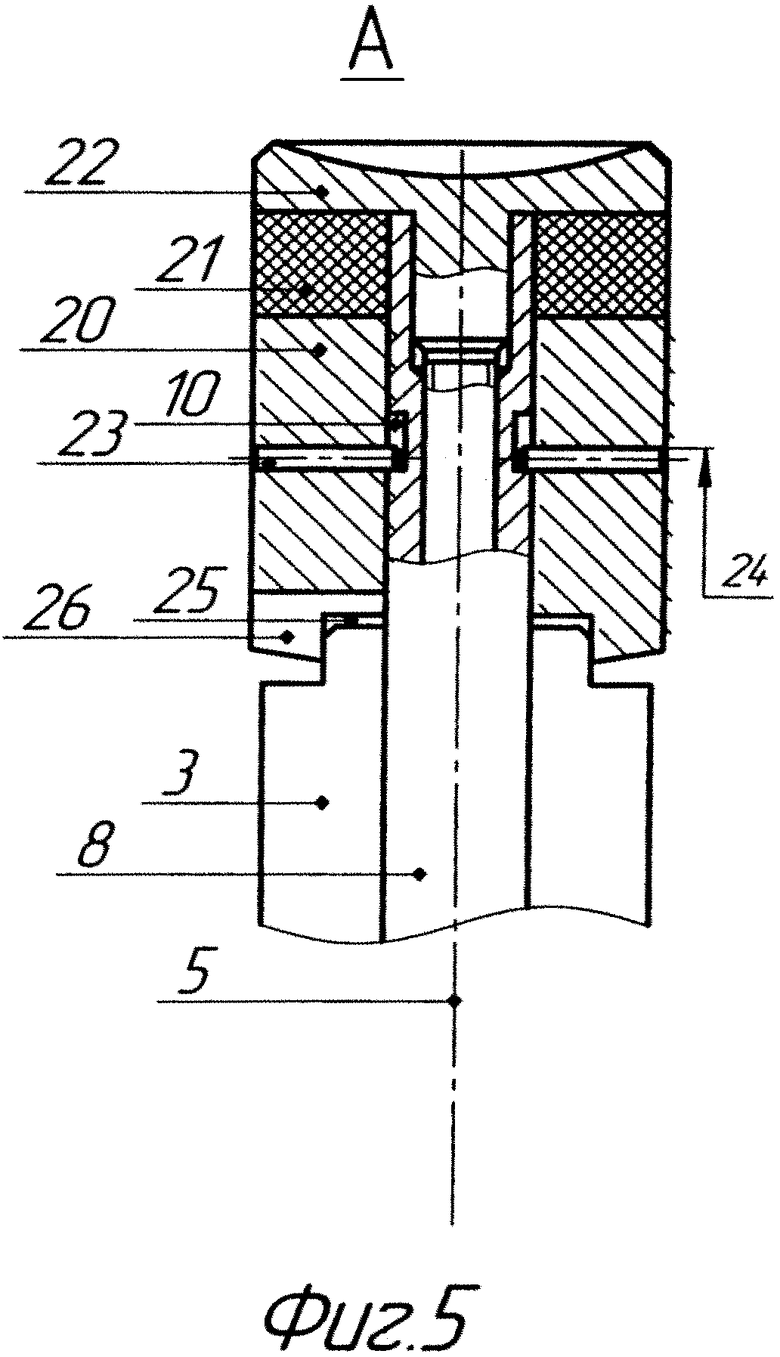
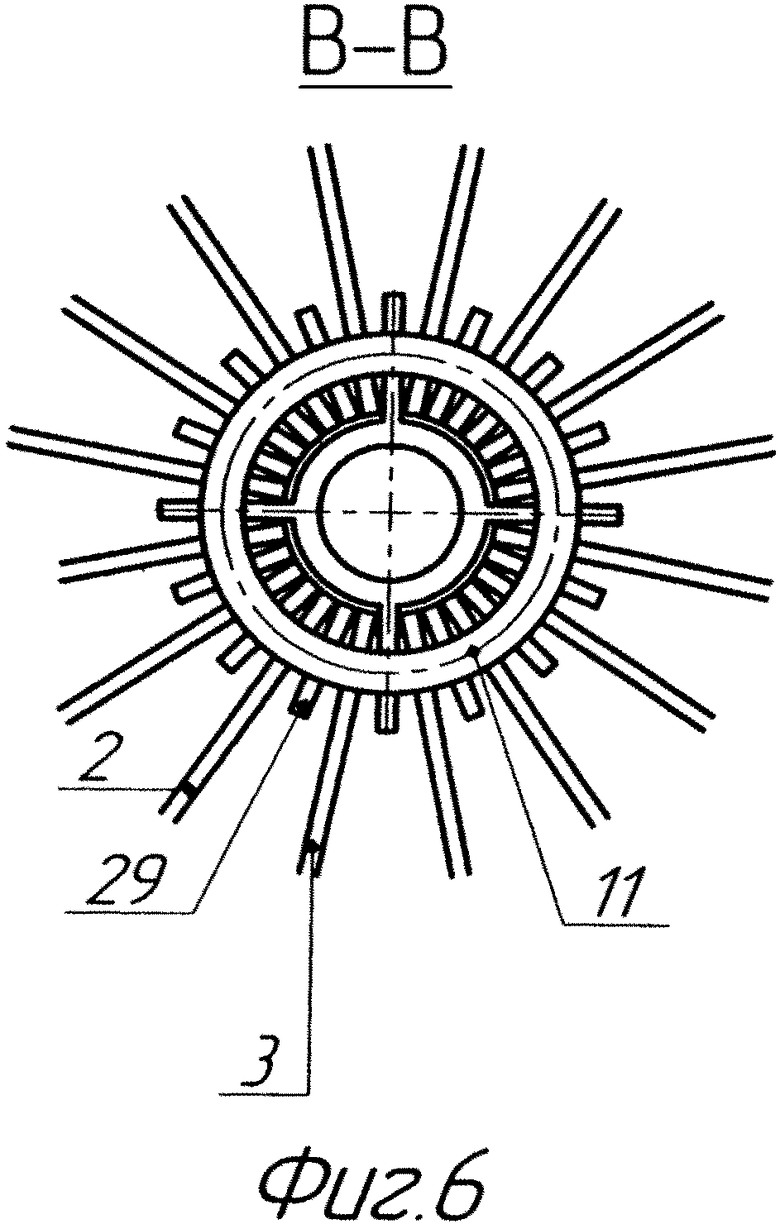
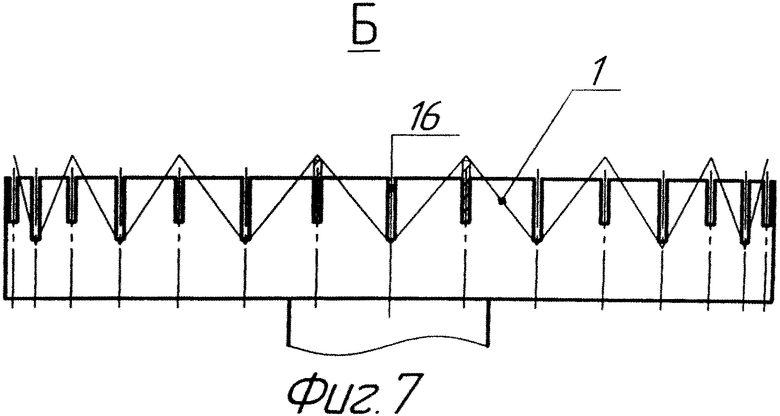
На фиг. 1 схематично представлена последовательность изготовления бесшовных гофрированных конусов из листовой заготовки, на фиг. 2 - общий вид устройства для изготовления бесшовных гофрированных конусов из листовой заготовки, на фиг. 3 - устройство для изготовления бесшовных гофрированных конусов из листовой заготовки в момент установки заготовки в устройство; фиг. 4 - то же устройство в момент получения готовой заготовки, на фиг. 5 - вид А фиг. 3, фиг. 6 - сечение В-В фиг. 4, фиг. 7 - вид по стрелке Б фиг. 3.
Для получения исходной заготовки 1 из листа вырезают кольцо, которое свободно концентрично центральной оси 5 укладывают на нижние 2 формовочные элементы, затем на заготовку опускают верхние 3, предварительно зафиксированные в вертикальном положении формовочные элементы.
Причем нижние 2 и верхние 3 формующие элементы устанавливают в чередующейся последовательности 2, 3 (2, 3) по окружности и закрепляют один их конец 4 на центральной оси 5 формовочного узла, а другой - с возможностью перемещения в радиальных направляющих 6, которые располагают с равным шагом по окружности, ось симметрии которой совпадает с центральной осью 5 формовочного узла.
Формовка бесшовных гофрированных конусов из листовой заготовки 1 ведется методом гибки, одновременно с изменением угла конусности α, путем поджатия формовочного узла усилием Ρ в вертикальном направлении.
Для снятия готового гофрированного конуса верхние формующие элементы возвращают в вертикальное положение.
Устройство для изготовления бесшовных гофрированных конусов из листовой заготовки содержит основание 7, плоские шарнирно закрепленные верхние 3 и нижние 2 формующие элементы, механизм поджатия и средство изменения их положения в пространстве.
Средство изменения положения формующих элементов 2 и 3 в пространстве состоит из жестко закрепленной на основании 7 стойки 8 с упором 9, круговой проточкой 10 в верхней части и узлом крепления формующих элементов 2 и 3 в виде круговой направляющей 11, концентричной центральной оси 5 стойки 8, ступенчатой втулки 12, надетой на стойку 8 до ее упора 9 и подпружиненной 13 относительно основания 7, в большем диаметре которой выбрано углубление 14, а в образованном при этом бурте 15 с равным шагом по окружности проделаны вертикальные прорези 16 под радиальные направляющие 6, в которых перемещаются свободные концы 17 верхних 3 и нижних 2 формующих элементов, другие концы 4 которых установлены шарнирно на круговой направляющей 11 в чередующейся последовательности.
Средство изменения положения формовочных элементов 2 и 3 в пространстве также содержит приспособление, запирающее верхние 3 формующие элементы в вертикальном положении и механизм поджатия.
Запирающее приспособление закреплено в круговой проточке 10 верхней части стойки 8 с возможностью вращательного и возвратно - поступательного перемещения.
Механизм поджатия имеет вид перевернутого стакана 18, надетого на стойку 8 с запирающим приспособлением с возможностью вертикального перемещения, стенки 19 которого опираются на формующие элементы 3.
Запирающее приспособление верхних 3 формующих элементов в вертикальном положении состоит из втулки 20 и шайбы-амортизатора 21, надетых на стойку 8 и зафиксированных относительно нее винтом 22, проходящим через центральную ось 5, и штифтами 23, установленными в сквозные отверстия 24, открытые во втулке 20 перпендикулярно ее вертикальной оси, и в кольцевую проточку 10 верхней части стойки 8.
В нижнем торце втулки 20, соосно внутреннему отверстию, образовано круговое углубление 25 и вертикальный паз 26.
Устройство для изготовления бесшовных гофрированных конусов из листовой заготовки может быть оснащено:
- регулятором конусности, выполненным, например, в виде сменной металлической прокладки 27, устанавливаемой между ступенчатой втулкой 12 средства изменения положения формующих элементов в пространстве и основанием 6,
- регулятором высоты гофра, выполненным, например, в виде сменных шайб 28, помещенных в углубление 14 ступенчатой втулки 12 средства изменения положения формующих элементов в пространстве.
Для «безлюфтового» размещения верхних 3 и нижних 2 формовочных элементов на круговой направляющей 11, концентричной центральной оси 5 стойки 8, между ними может быть установлены компенсирующие прокладки 29.
Ступенчатая втулка 12 стопорится в крайнем нижнем положении, например, винтом 30.
Предлагаемое устройство для изготовления бесшовных гофрированных конусов из листовой заготовки работает следующим образом.
Перед установкой исходной заготовки 1 в рабочую зону формовочного узла со стойки 8 и запирающего приспособления снимается механизм поджатия в виде перевернутого стакана 18.
Верхние формующие элементы 3 приводятся в вертикальное положение, каждый из них заводится в вертикальный паз 26 втулки 20, которая поворачивается относительно центральной оси 5 с шагом один формующий элемент.
Затем кольцо исходной заготовки 1 надевается на стойку 8 с зафиксированными в вертикальном положении верхними формовочными элементами 3, опускается и свободно ложится на горизонтально расположенные нижние формовочные элементы 2.
Освобождаем верхние формовочные элементы 3, для чего втулку 20 поднимаем вверх, сжимая при этом шайбу-амортизатор 21, что позволяют штифты 23, перемещающиеся в кольцевой проточке 10 стойки 8.
После того как верхние формовочные элементы 3 легли на исходную заготовку 1, втулка 20 благодаря шайбе-амортизатору возвращается на место.
Механизм поджатия возвращаем в исходное положение, для чего перевернутый стакан 18 надеваем на стойку 8 с запирающим приспособлением таким образом, чтобы стенка 19 контактировала с горизонтально расположенными формующими элементами 3.
Усилием Ρ начинаем давить на формующие элементы 2, 3 с расположенной между ними исходной заготовкой 1. При этом ступенчатая втулка 12 начинает опускаться вниз, сжимая при этом пружину 13.
Концы 4 формовочных элементов 2 и 3, зафиксированные в круговой направляющей 11, концентричной центральной оси 5 стойки 8, поднимаются вверх, а свободные концы 17 верхних 3 и нижних 2 формовочных элементов, расположенные в вертикальных прорезях 16 радиальных направляющих 6, опускаются вместе со ступенчатой втулкой 12 до упора в основание 7, формуя при этом профиль заданного бесшовного гофрированного конуса.
Для снятия готового изделия с формовочного узла крайнее нижнее положение ступенчатой втулки 12 стопорится винтом 30, а верхние формующие элементы 3 возвращаются в вертикальное положение и закрепляются в запирающем приспособлении.
Устанавливая сменные разнотолщинные металлические прокладки 27 на основании 7, появляется возможность изменять угол α готового изделия.
Подбор высоты гофра можно осуществлять при помощи сменных шайб 28, помещаемых в углубление 14 ступенчатой втулки 12.
Применение данного способа и устройства позволяет значительно расширить технологические возможности за счет изготовления бесшовных гофрированных конусов из листовой заготовки различного угла конусности и разных по высоте гофр, производя их формовку одновременно с изменением угла конуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1973 |
|
SU377241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100120C1 |
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |
| УСТРОЙСТВО ДЛЯ СВОРАЧИВАНИЯ БУМАГИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 2008 |
|
RU2420440C1 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННОГО ПРОФИЛЯ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146572C1 |
Изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию для гофрирования листового материала методом гибки, и может быть использовано для изготовления бесшовных гофрированных конусов из листового материала. Из листа вырезают кольцо, которое свободно концентрично центральной оси укладывают на нижние формующие элементы, затем на заготовку опускают верхние формующие элементы, а формовку ведут методом гибки одновременно с изменением угла конусности, путем поджатия формующих элементов в вертикальном направлении. При этом используют формующий узел, верхние и нижние формующие элементы которого устанавливают в чередующейся последовательности по окружности и закрепляют один их конец на центральной оси формовочного узла, а другой - с возможностью перемещения в радиальных направляющих, которые располагают с равным шагом по окружности с осью симметрии, совпадающей с центральной осью формовочного узла, и фиксируют верхние формующие элементы в вертикальном положении, для получения исходной заготовки из листа вырезают кольцо. Изменение положения формующих элементов осуществляют с помощью средства изменения их положения в пространстве. Расширяются технологические возможности и повышается точность получения гофров. 2 н. и 3 з.п. ф-лы, 7 ил.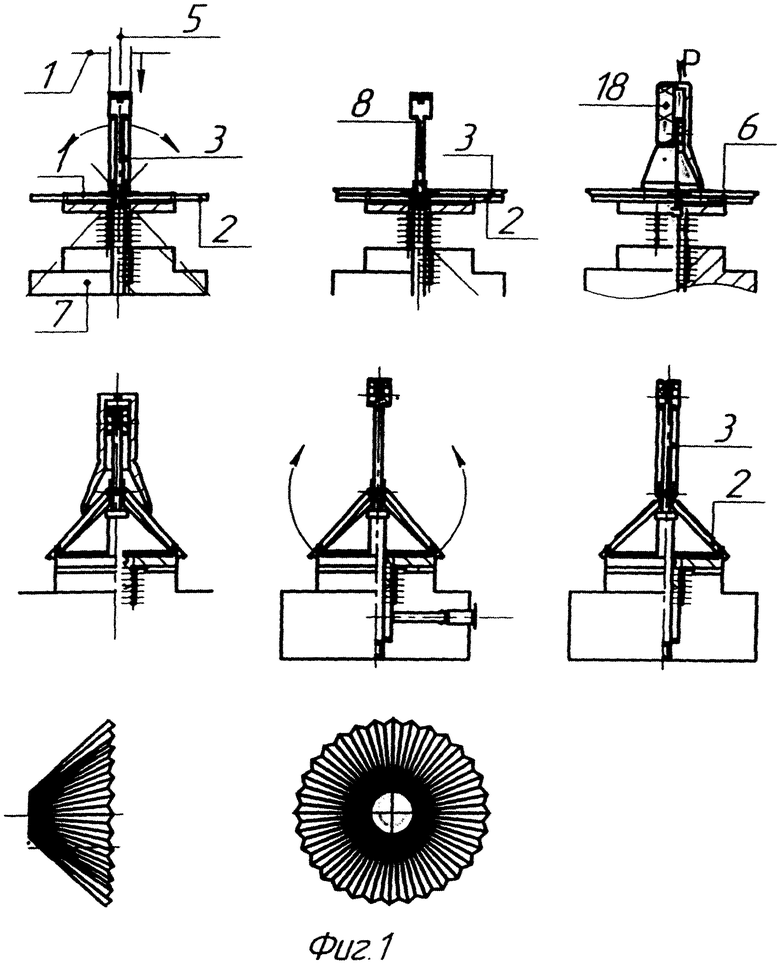
1. Способ изготовления бесшовных гофрированных конусов из листовой заготовки, включающий подачу листовой заготовки в рабочую зону и формовку в формовочном узле, содержащем нижние и верхние формующие элементы, отличающийся тем, что формующие элементы устанавливают в чередующейся последовательности по окружности и закрепляют один их конец на центральной оси формовочного узла, а другой - с возможностью перемещения в радиальных направляющих, которые располагают с равным шагом по окружности с осью симметрии, совпадающей с центральной осью формовочного узла, и фиксируют верхние формующие элементы в вертикальном положении, в качестве листовой заготовки используют вырезанное из листа кольцо, которое свободно концентрично центральной оси формовочного узла укладывают на нижние формующие элементы, затем на заготовку опускают верхние формующие элементы, а формовку ведут методом гибки одновременно с изменением угла конусности, путем поджатия формующих элементов в вертикальном направлении.
2. Устройство для изготовления бесшовных гофрированных конусов из листовой заготовки, содержащее основание, шарнирно закрепленные верхние и нижние формующие элементы, механизм поджатия и средство изменения их положения в пространстве, отличающееся тем, что средство изменения положения формующих элементов выполнено в виде жестко закрепленной на основании стойки с упором, кольцевой проточкой в верхней части и узлом крепления формующих элементов в виде круговой направляющей, закрепленной концентрично центральной оси стойки, ступенчатой втулки, надетой на стойку до ее упора, подпружиненной и фиксируемой относительно основания, в большем диаметре которой выполнено углубление, образующее бурт, в котором выполнены расположенные с равным шагом по окружности вертикальные прорези, служащие радиальными направляющими для незакрепленных концов верхних и нижних формующих элементов, другие концы которых шарнирно установлены на круговой направляющей стойки в чередующейся последовательности, приспособления, запирающего верхние формующие элементы в вертикальном положении, закрепленного в кольцевой проточке верхней части стойки с возможностью вращательного и возвратно-поступательного перемещения, механизм поджатия выполнен в виде надетого на стержень с запирающим приспособлением перевернутого стакана, взаимодействующего с формующими элементами.
3. Устройство по п. 2, отличающееся тем, что приспособление, запирающее верхние формующие элементы в вертикальном положении, содержит втулку и шайбу-амортизатор, надетые на стойку, зафиксированные относительно нее винтом, проходящим через центральную ось, штифтами, соединяющими сквозные отверстия, открытые во втулке перпендикулярно ее вертикальной оси, и кольцевую проточку верхней части стойки, а в нижнем торце втулки, соосно ее внутреннему отверстию, выполнено круговое углубление и вертикальный паз.
4. Устройство по п. 2, отличающееся тем, что оно снабжено регулятором конусности, размещенным между ступенчатой втулкой средства изменения положения формующих элементов в пространстве и основанием.
5. Устройство по п. 2, отличающееся тем, что оно снабжено регулятором высоты гофра, помещенным в углубление ступенчатой втулки средства изменения положения формующих элементов в пространстве.
| SU 1169256 A1, 27.10.1996 | |||
| Способ изготовления гофрированных изделий | 1975 |
|
SU948487A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| ЧУГУН | 2008 |
|
RU2361952C1 |

